
A Guide to Double Seam: Mechanics, Quality, and Equipment Selection
The last quality control frontier is the integrity of a container. The double seam has been the ultimate standard of sealing metal containers in the packaging industry for more than a century. In the food and beverage industry, it is not a question of mechanical interest to know the technicalities of the double seaming whether it is a startup craft brewery or a multinational food processor; it is an essential part of food safety, shelf life, and brand protection.
This guide examines the mechanical principles of the double seam, key quality parameters, and offers a guide to the selection of equipment that reduces operational risk throughout the canning process.
목차
What Is a Double Seam in Metal Packaging?
A double seam is a very precise mechanical joint that is created by interlocking the edges of a body of the can and a lid (end) during the seaming process. In contrast to heat-sealing in plastic containers or friction-fit of a snap cap, the double seam is based on the irreversible deformation of metal layers to form a physical barrier.
The main aim of this seaming operation is to create a Hermetic Seal. Technically, a hermetic seal is a seal that is airtight and totally impervious to external contaminants, such as gases, moisture, and microorganisms. This can seal is what enables perishable products to be commercially sterile at room temperature over years in the context of the food industry.
The double seam is a three dimensional architecture. It is not merely a matter of folding metal, but of controlling the spaces between the folds. A few microns can create an entry point to aerobic bacteria, including Clostridium botulinum, to get into the body of the container following the cooling process. Thus, the most important point of quality management system (QMS) of any can seaming line is maintaining the integrity of the double seam.
Core Components and Basic Terminology
One needs to speak seam geometry to control an automated seamer line. Each aspect of a double seam narrates the calibration of the machine and the performance of the material.
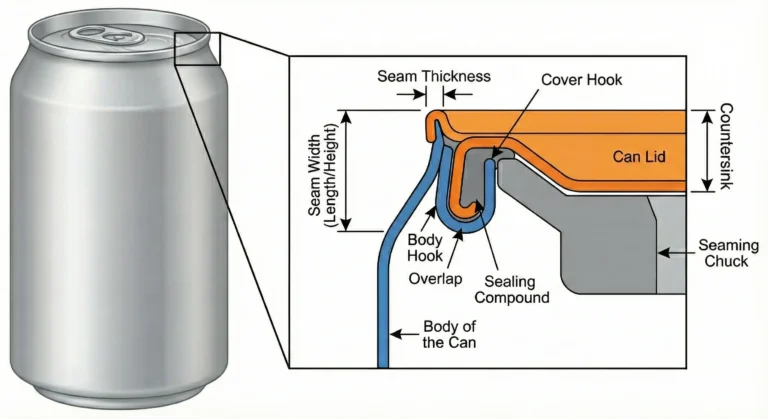
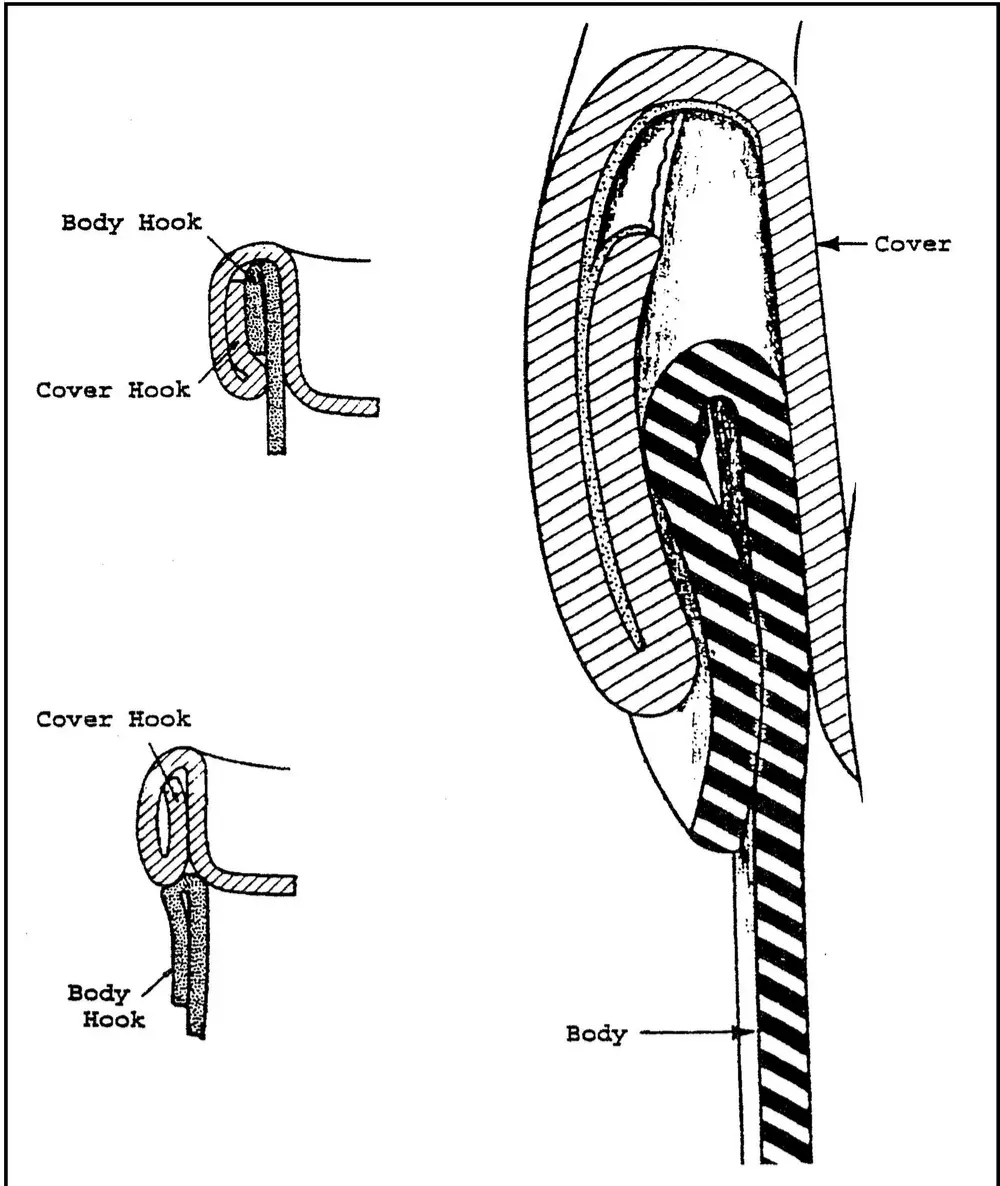
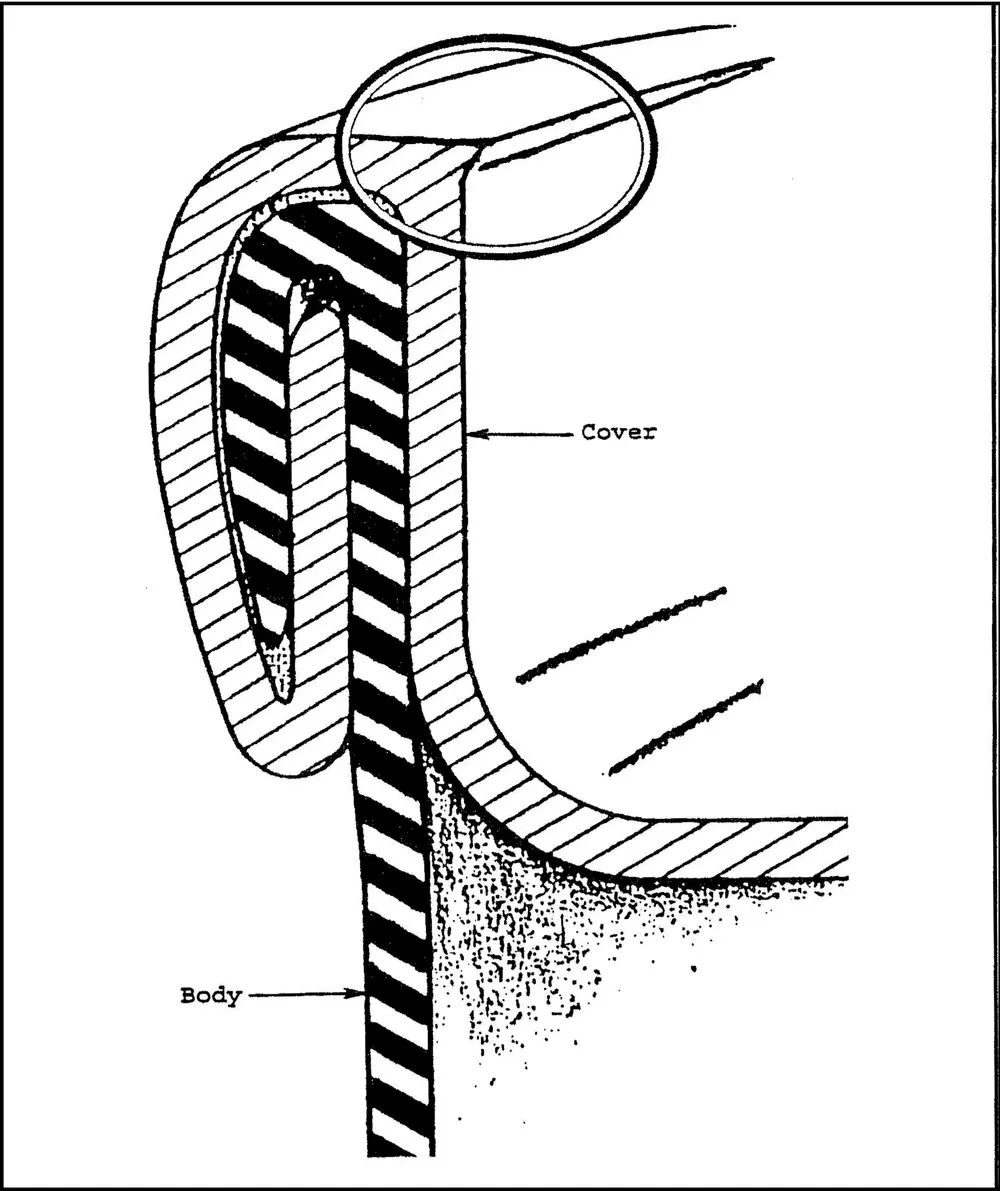
Body Hook: This is the part of the body of the can flange that is folded downwards in the seaming process. It should be a sufficiently long body hook to give overlap, but not too long as to lead to structural buckling.
Cover Hook (End Hook): This is the part of the can lid (the “curl”) that is folded up and folded behind the body hook. A long cover hook provides a deeper reach into the fold, serving as the internal seal.
Overlap: This is probably the most significant measure in seam analysis. The physical distance at which the cover hook and the body hook interlock is known as the physical distance. The seam lacks structural integrity without adequate overlap.
Seam Thickness: This is the overall width of the finished double seam, which is the width of all five layers of metal (three layers of the lid and two layers of the body). The excessive thickness is usually a sign of a loose second-operation roll.
Seam Width (Length/Height): This is the largest dimension of the seam in the direction of the vertical axis of the can. Variations in width may indicate roll alignment problems or wear of the chuck.
Countersink: This is the distance between the top of the double seam and the bottom of the can end. It is an important measurement as it indicates the degree to which the can lid fits on the seaming chuck.
Sealing Compound: This is a special, tough coating, typically a synthetic rubber or polymer, that is applied to the curl of the can end prior to reaching the seamer. Under the high pressure of the seaming operation, this compound is forced into the microscopic voids between the metal hooks under the high pressure of the second operation, and provides a gas-tight closure.
How the Double Seam Is Formed
The creation of a double seam is a two-stage mechanical procedure. It involves the progressive, gradual deformation of a tin or aluminum container without fracturing or scuffing the protective finishes.
The First Operation: Creating the Interlock
It starts with a can, which is loaded with product, being raised into place. The seaming chuck is inserted in the countersink of the lid, gripping the lid firmly against the can body. The seaming roll of the first operation then proceeds to the can.
The roll profile of the first-operation is deep and narrow. It aims to roll the curl of the lid along the flange of the can body. The metal is directed to a loose hook shape as the can rotates against the roll. By the end of this phase, the cover hook and the body hook are interwoven, although the joint is not airtight. A cross-section made at this point would give you a loose S shape. The first operation is very important; it must be tight enough so that the hooks are not too short to overlap in the second operation.
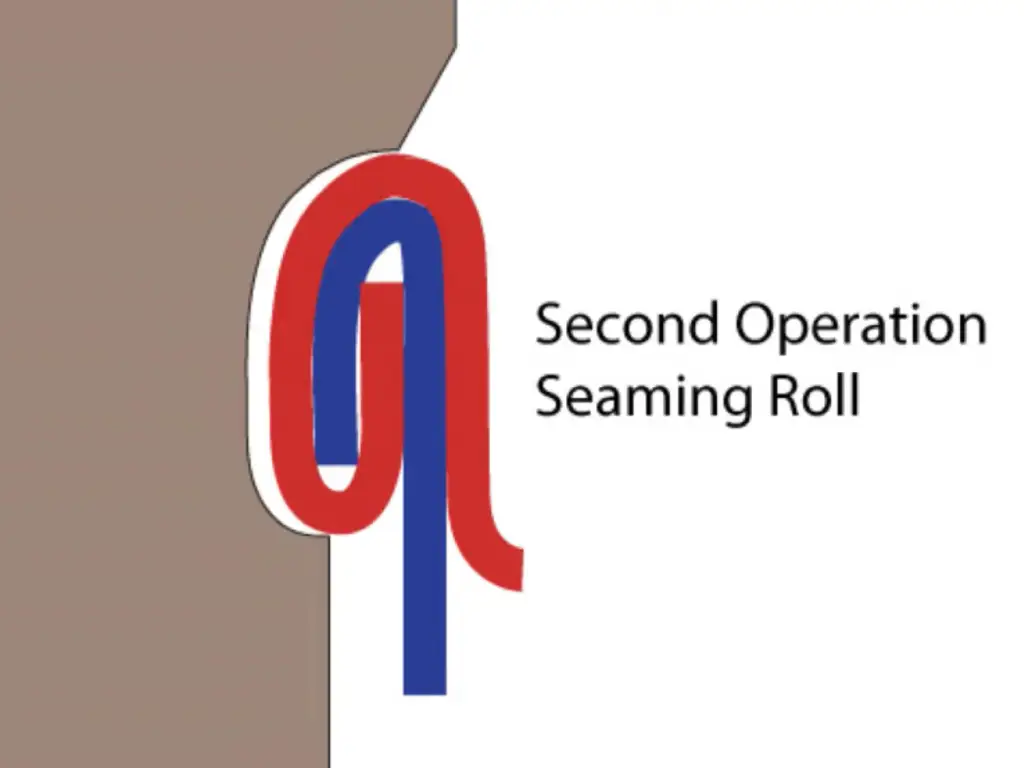
- The Second Operation: Final Compression
The profile of the second-operation roll is flatter and shallower. It has a high-pressure compression function. It slides over to flatten the five-layer structure against the seaming chuck. This force decreases the thickness of the seam and forces the metal hooks together.
More importantly, this compression causes the sealing compound to flow out evenly across the internal voids of the seam. The second operation is the conversion of the loose mechanical interlock into a solid, hermetic unit. When the pressure is too low, the compound will not fill the voids, and the compound will be leakers. Excessive pressure can cause the metal to stretch or squeeze out the compound (so-called compound squeeze), which reduces the life of the seal.

Key Benefits of Double Seaming Technology
Although other types of packaging have been developed, the double seam is still the most favored type of preservation in the industrial scale due to a number of reasons:
High Internal and External Pressure Resistance: Metal cans are often used with carbonated drinks (internal pressure) or vacuum-packed vegetables (external atmospheric pressure). The mechanical strength to withstand these forces without failure is given by the interlocking hooks of a double seam.
Thermal Stability: The double seam is a totally mechanical bond. It is not based on adhesives that may degrade when exposed to high temperatures. This renders it suitable in the retort process where cans are exposed to 121 o C (250 o F) or more to attain commercial sterility.
- Preservation of Product Integrity: Since the process of double seaming is cold (no heat is required to bond the lid), it eliminates the possibility of flavor loss during the sealing process due to heat. This is especially significant in high-end drinks and nutrients that are sensitive.
- 운영 처리량: Rotary seaming machines of modern type can handle more than 1,500 cans in a minute. This scalability is unparalleled with most other sealing technologies and thus it is the most cost effective solution to mass production.
- Verified Security: The double seam is a mechanical joint that is one of the most researched in engineering. Its failure modes are well known and standardized inspection procedures enable manufacturers to demonstrate the safety of their products with mathematical confidence.
Common Double Seam Defects and Their Impacts
Although the most common and most trusted industry standard of metal containers is the double seaming, it is a mechanical process and therefore prone to operational deviations. Any mechanical defect can lead to batch compromise.
- 거짓 솔기: This is a serious failure in which the cover hook and the body hook do not interlock. They are merely forced together. On the surface, the seam might appear normal, but it has zero structural integrity and will leak under the most minimal pressure.
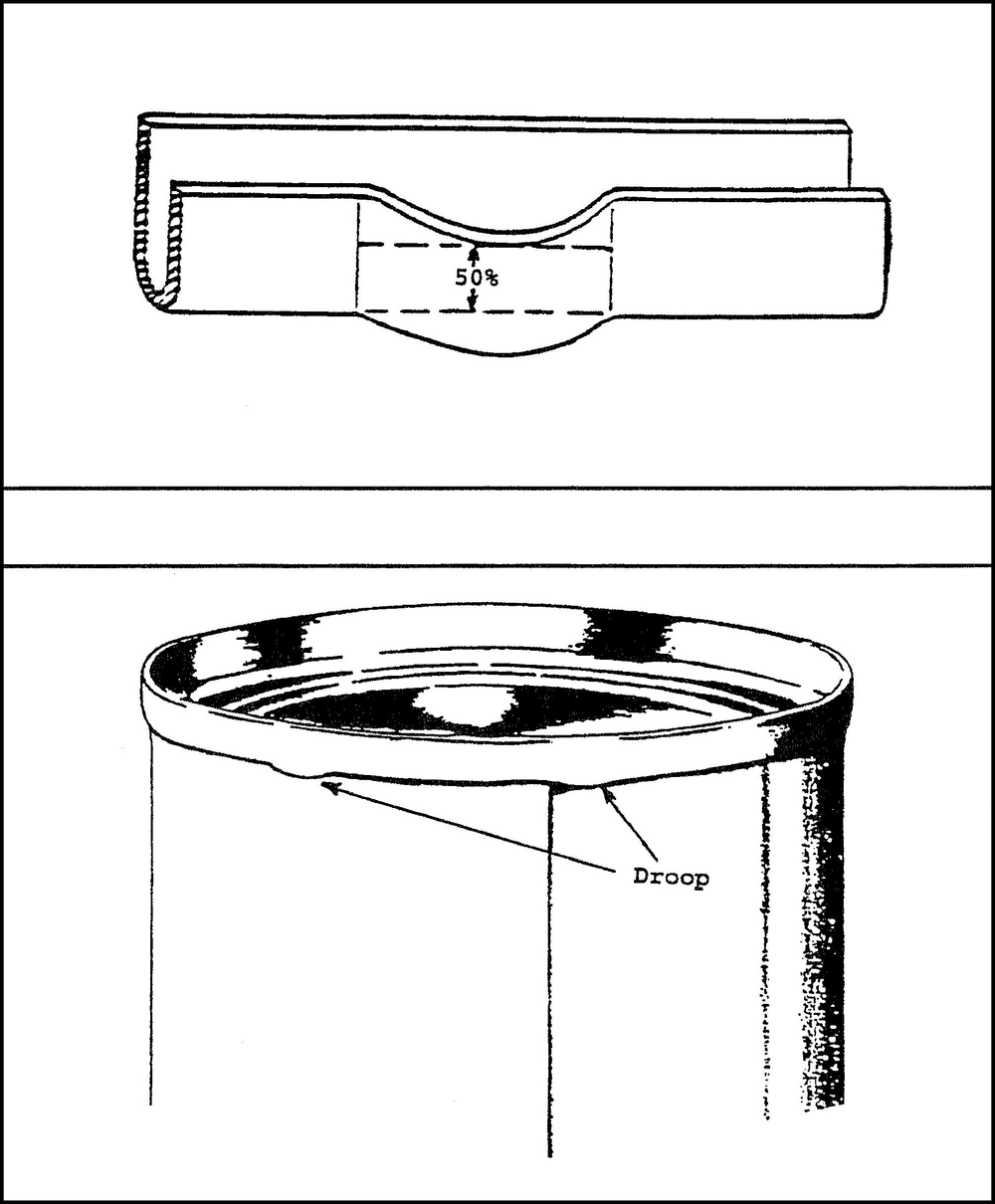
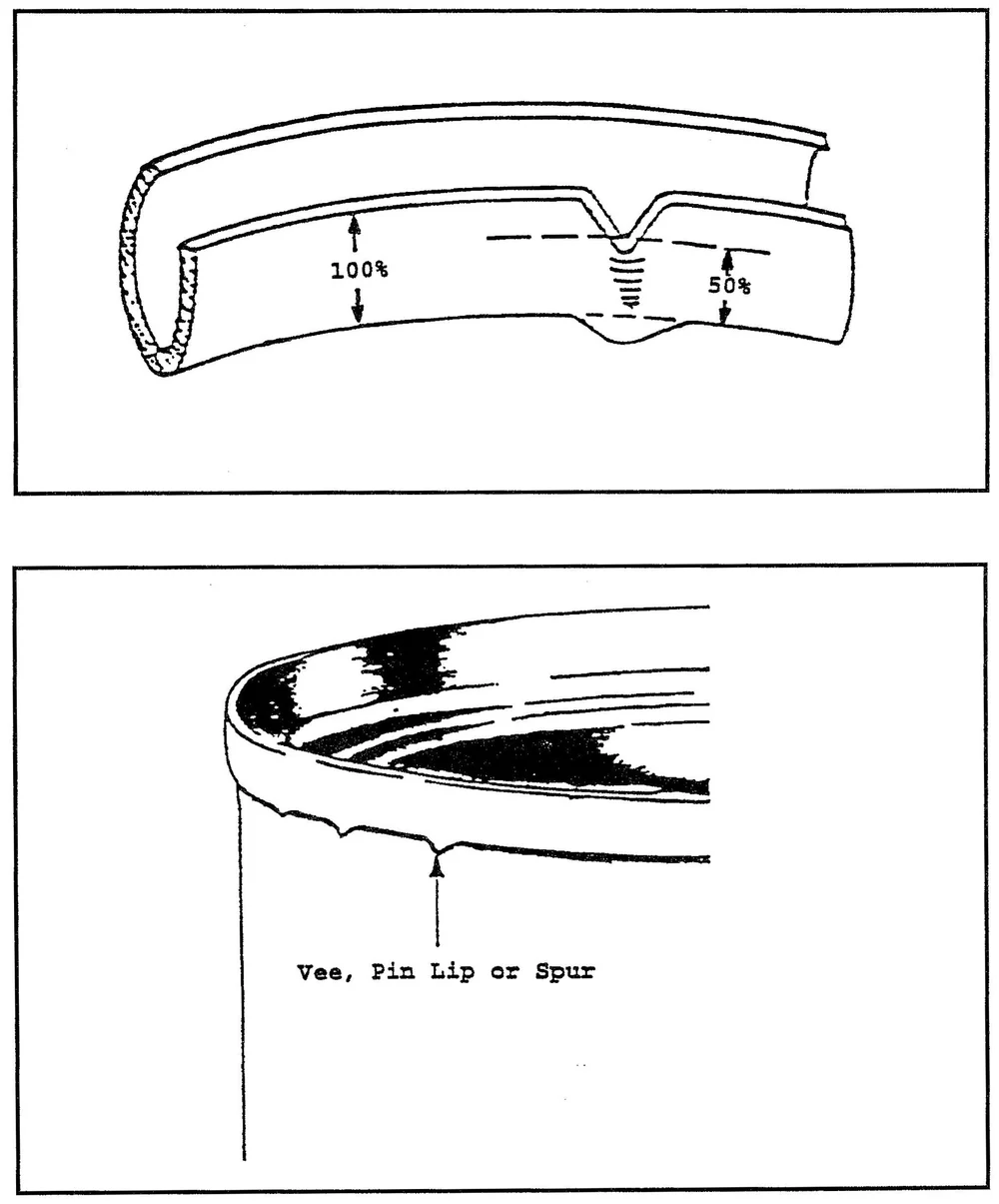
- Droop: A droop is a localized smoothness or projection at the bottom of the double seam. It normally happens when a part of the cover hook slips and is not tucked. This forms a point of possible bacterial intrusion.
- Vee (Jump Over): These are small V-shaped protrusions at the bottom of the seam. They usually take place close to the side-seam of a three-piece can. They show that the seaming rolls could not sustain the same pressure when passing over the heavier metal of the side-seam.
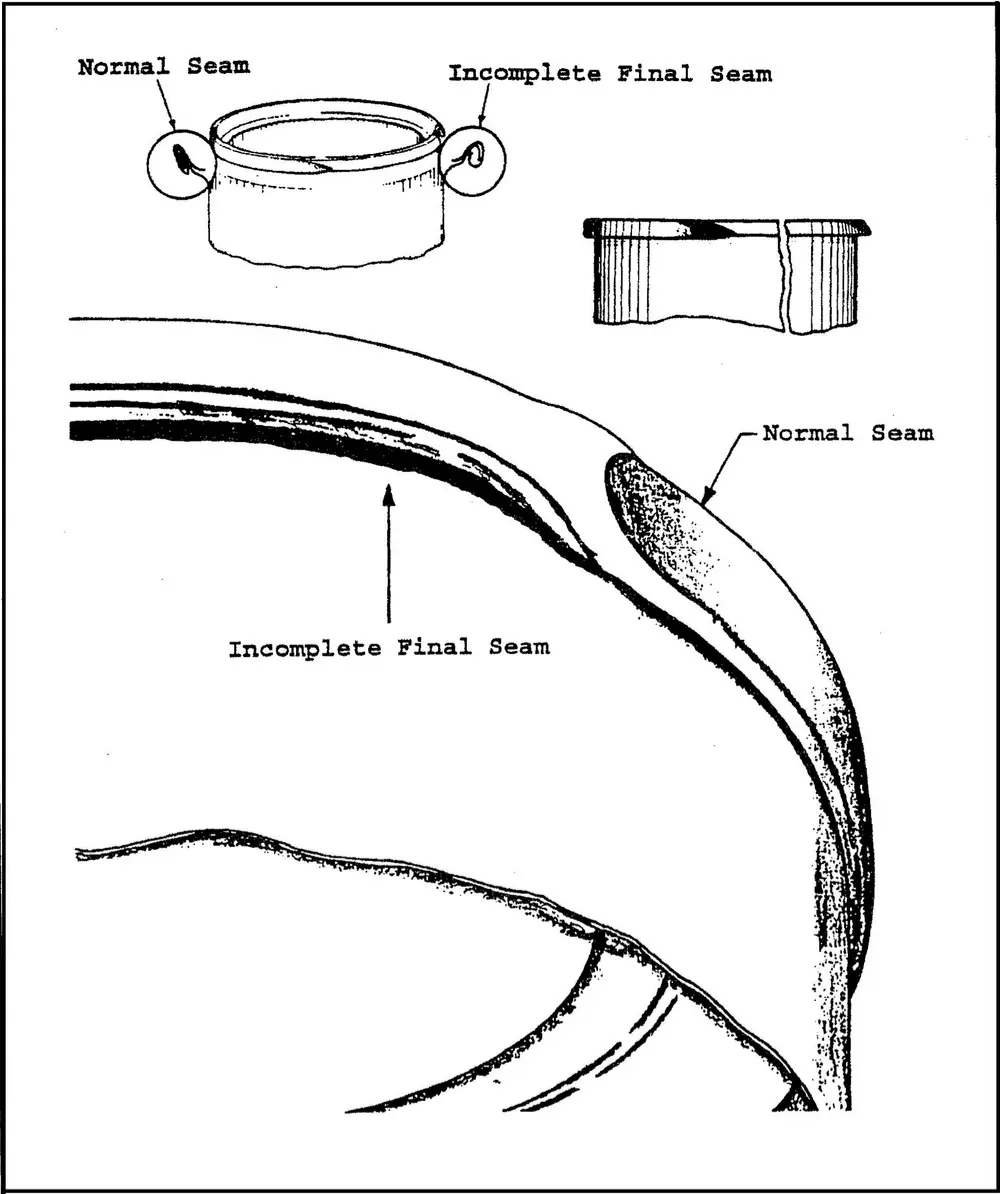
- Deadhead (Skidding): When the seaming chuck slips on the can lid in the seaming process, it is called a deadhead. The seam is not completely shaped as the can ceased to rotate at the right speed. This can be due to lack of lifter pressure or a damaged chuck.
- Cutover (Sharp Seam): This is a sharp edge on the top of the seam, typically on the inside of the chuck wall. This sharp edge shows that the metal has been squeezed excessively between the roll and the chuck. Cutovers may cause fractured metal and instant seal failure.
The effects of these flaws are immense. One batch of leakers can cause spoilage of products, contamination of the environment in the warehouse and in the worst scenario, foodborne diseases that may permanently harm a brand.
Critical Factors for Ensuring Seam Integrity
Having known that these defects are possible, the next question that arises is: How do we avoid them? To achieve high-quality double seaming, the seamer, the material and the process environment must be perfectly aligned.
Mechanical Setup and Material Specifications
The Seamer is a fine tool. All the parts should be calibrated to a fraction of a millimeter.
- Roll and Chuck Geometry: The seaming roll profiles should be checked to ensure that they are not worn out. The roll profile will be eroded over time as a result of metal-on-metal contact, resulting in loose seams. Most of the current facilities are lined with titanium nitride coated rolls or ceramic to increase their life span.
- Lifter Plate Pressure: This is the force that causes the can body to be pushed into the chuck. It must be balanced. When it is too low, the can will skid (deadhead). When it is excessive, the body of the can will be buckled by the vertical load.
- 재료 일관성: The hardness and thickness of the metal should be uniform. When the metal end is harder than the specification, it will not yield to the rolling force resulting in shallow hooks and inadequate overlap. A frequent cause of double seam defects is changing to a cheaper metal lid without recalibration of the seamer.
Process Parameters and Production Environment
The handling of the product on the line before and during the seaming process also affects quality:
- Overlap Management: The major indicator of safety is Overlap. It is determined by the size of the body and cover hooks. Technical standards normally demand a minimum of 55 percent overlap to be regarded as secure.
- Product Contamination: In case food or liquid spills on the flange prior to seaming, it may be trapped in the joint. This trap does not allow the metal to interlock and forms a leakage route. This is particularly prevalent in fast filling lines where liquids are likely to splash.
- Headspace and 진공: During hot-fill processes, the can undergoes a slight change in its size due to changes in temperature. The seamer should be adjusted to take into consideration the temperature of the metal during the time of sealing to maintain the compression constant.
Three-Level Inspection Checklist for Seam Quality
An effective quality assurance program employs a graded system to identify mistakes prior to them reaching the consumer, shifting through non-destructive observation to intense laboratory examination.
Level 1: Visual Inspection
This is the initial line of defense and must be done by the operator after every 15-30 minutes. The operator seeks apparent external indications of trouble:
- Scratches or scuffing on the seam surface.
- Localized distortions (droops or vees).
- Acute edges on the top of the chuck wall (cutovers).
- Signs of “skidding” where the chuck has ground against the lid. Although visual inspection cannot be used to establish that a seam is good, it can easily be used to establish that a seam is bad, and the production can be stopped immediately.
Level 2: External Measurement
Technicians measure the external dimensions with the help of special equipment such as a Seam Micrometer or a Digital Seam Gauge: seam thickness, seam width, and countersink depth. These are measured in a Statistical Process Control (SPC) chart. When the thickness starts drifting, it means that the seaming rolls are becoming worn or the pressure settings are changing. This enables proactive maintenance as opposed to reactive maintenance.
Level 3: Teardown/Destructive Testing
This is how the seal can be really checked. Each seaming head has a sample taken. A technician removes the cover hook of the body hook physically with a tool known as a teardown. During a teardown, measurements were made of:
Hook Length of the Body and the Cover.
Overlap Calculation.
Wrinkle Rating (Tightness): The technician inspects the cover hook for wrinkles. A high wrinkle rating (usually over 30%) indicates that the seam was not compressed tightly enough by the second-operation roll.
Cross-Sectional Imaging: Video seam monitors are now used in many high-volume plants. The seam is cut, polished and put under a microscope. All internal parameters are then automatically measured with a micron level accuracy using software.
Double Seaming vs. Other Sealing Technologies
The metal cans used in the industry are the double seam due to its special capacity to withstand high pressures and temperatures. Nevertheless, when you are thinking of other types of packaging materials or containers, you should be aware of the other technologies in the market.
| 기술 | Mechanism | Primary Materials | Key Disadvantage |
|---|---|---|---|
| 더블 솔기 | Mechanical Interlock | Tin, Aluminum, PET | Requires precise mechanical calibration. |
| 열 밀봉 | Thermal Fusion | Plastic containers, Laminates | Susceptible to "burn-through" or weak bonds. |
| 인덕션 씰링 | Electromagnetic Heating | Foil liners on Plastic/Glass | Only works with non-metal containers. |
| 초음파 밀봉 | Molecular Vibration | Thermoplastics, Composites | High equipment cost; limited to specific materials. |
Although heat sealing is a great method of packaging that is flexible, it is not as strong as a double seam. Induction sealing offers great tamper-evidence and must have a non-metal container to enable the electromagnetic field to pass through.
Choosing the Right Can Seaming Equipment
The choice of a seamer is a long-term capital investment. The inappropriate decision will result in years of expensive maintenance and wastage of products. Your selection should be based on the following criteria:
- Production Scale and Speed: Adjust the Cans Per Minute (CPM) rating of the machine to your filling line. An imbalance in this case forms a bottleneck in operations. Rotary seamers with multiple heads are the only possible solution to high-speed lines (more than 200 CPM) to guarantee the same dwell time on every can.
- Container Versatility: SKU flexibility is a competitive edge in the current market. Is the machine able to work with various diameters and heights? Find designs with Quick Changeover so that your team can change chucks and rolls within less than 30 minutes.
- Hygienic Engineering: In the case of food and beverage, the machine should be Washdown Rated. This implies stainless steel construction (304 or 316) and a design that does not have any dead spots where bacteria or mold may develop.
- 정밀도 엔지니어링: Research the manufacturing tolerances of the seamer itself. Machines made using CNC-machined parts and high quality bearings are more repeatable, i.e. the 1,000,000th can will have the same quality seam as the first.
- Intelligence and Integration: Does the machine have the sensors of No Can, No Cover or Jam Detection? Is it able to export data to the ERP system of your factory? The learning curve of new operators has been greatly reduced with modern PLC-controlled seamers that have touch-screen interfaces.
The most costly equipment is not the one that has the highest price tag but the one that breaks down at the time of peak season.
At Levapack, we design our systems to meet this exact standard by mastering double seam technology. We utilize 2μm precision CNC machining for critical components and integrate world-class electronics from Siemens and Schneider. 호환성 is our cornerstone—our machines are engineered to handle various materials—including tinplate, aluminum, and PET—and diverse sizes, from small 10-can batch sealers to large-scale industrial lines. Our goal for clients is to provide more than just a machine; we provide a tailor-made packaging production line solution for you.
When you choose our technology, you are investing in a 16-month warranty and a global support network that ensures your line never stops. Our team of engineers brings over 15 years of manual assembly experience to every unit, ensuring that your production goals are met with absolute mechanical certainty.
자주 묻는 질문
How often should I calibrate my seamer?
Calibration must be verified at the beginning of each shift. Rolls and chucks should be audited at least once every quarter, depending on your production volume, and should be audited fully by a full mechanical audit.
Why is overlap more important than seam thickness?
Thickness may be in spec even when the hooks are not interlocking. The only real measure of the physical bond between the body and the lid is overlap. In case of no overlap, there is no seal.
Can I seam PET cans using the same equipment as metal cans?
The same mechanical principle can be applied, but the rolls should be profiled in a special way to be used in PET. Plastic does not act like metal when it is under pressure and needs a special soft-touch method to avoid cracking.
Does nitrogen flushing affect the double seam?
The seam mechanics are not altered by the nitrogen itself, but the filler-seamer integration is more complicated. You should make sure that the oxygen is cleared within a few milliseconds before the initial operation commences.
What is the most common cause of "leakers" in a new setup?
It is typically improper lifter plate pressure or an incorrectly aligned first-operation roll. When the initial operation fails to position the S curve properly, the second operation will not be able to correct it.


