

이중 심은 시밍 공정에서 캔 몸체와 뚜껑(끝)의 가장자리를 맞물려 만들어지는 매우 정밀한 기계적 접합부입니다. 플라스틱 용기의 열 밀봉이나 스냅 캡의 마찰 맞춤과 달리 이중 심은 금속 층을 비가역적으로 변형시켜 물리적 장벽을 형성하는 방식입니다.
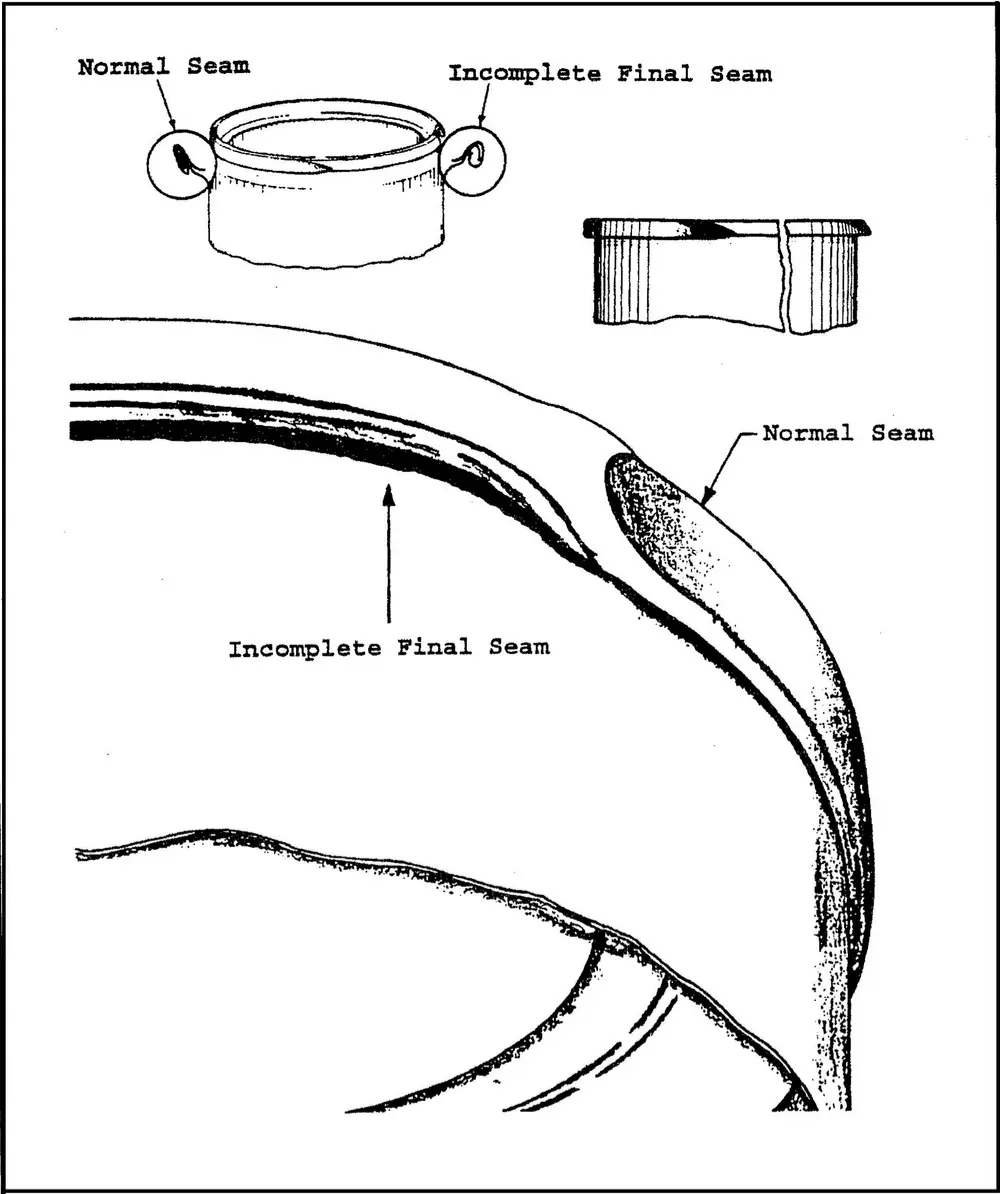
자동화된 시머 라인을 제어하려면 심 지오메트리를 알아야 합니다. 이중 솔기의 각 측면은 기계의 보정과 재료의 성능을 설명합니다.
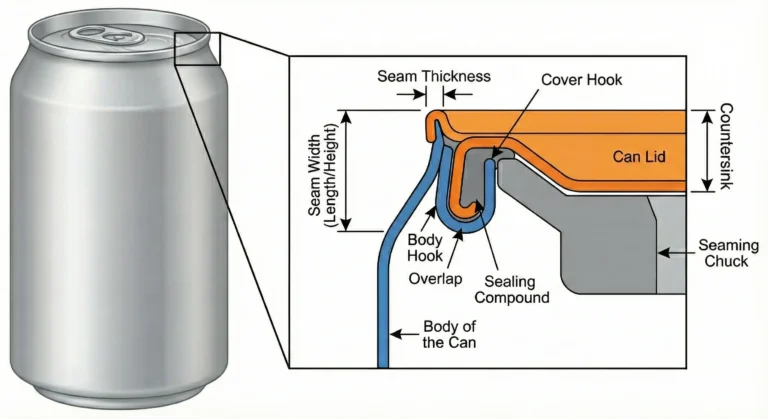
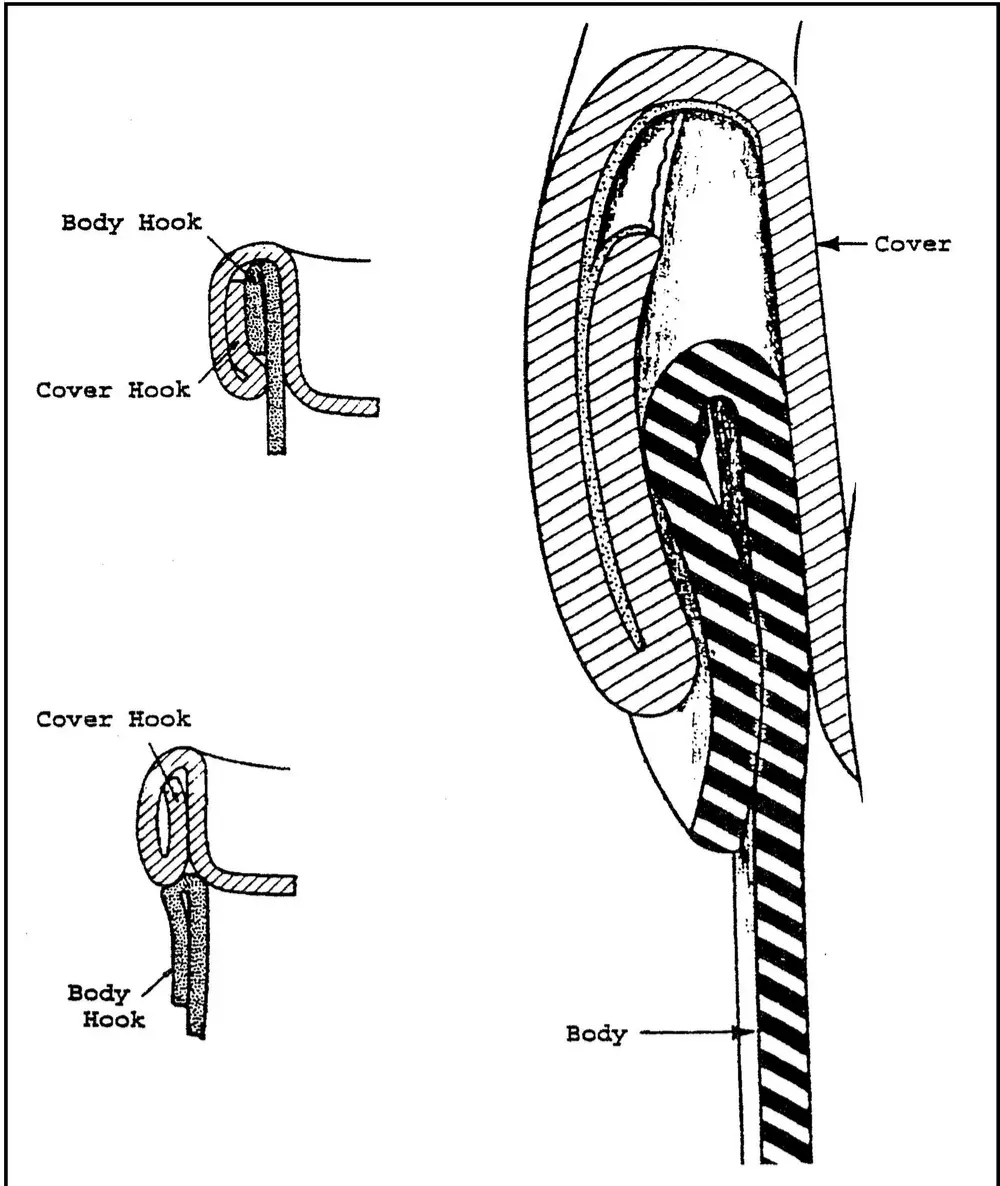
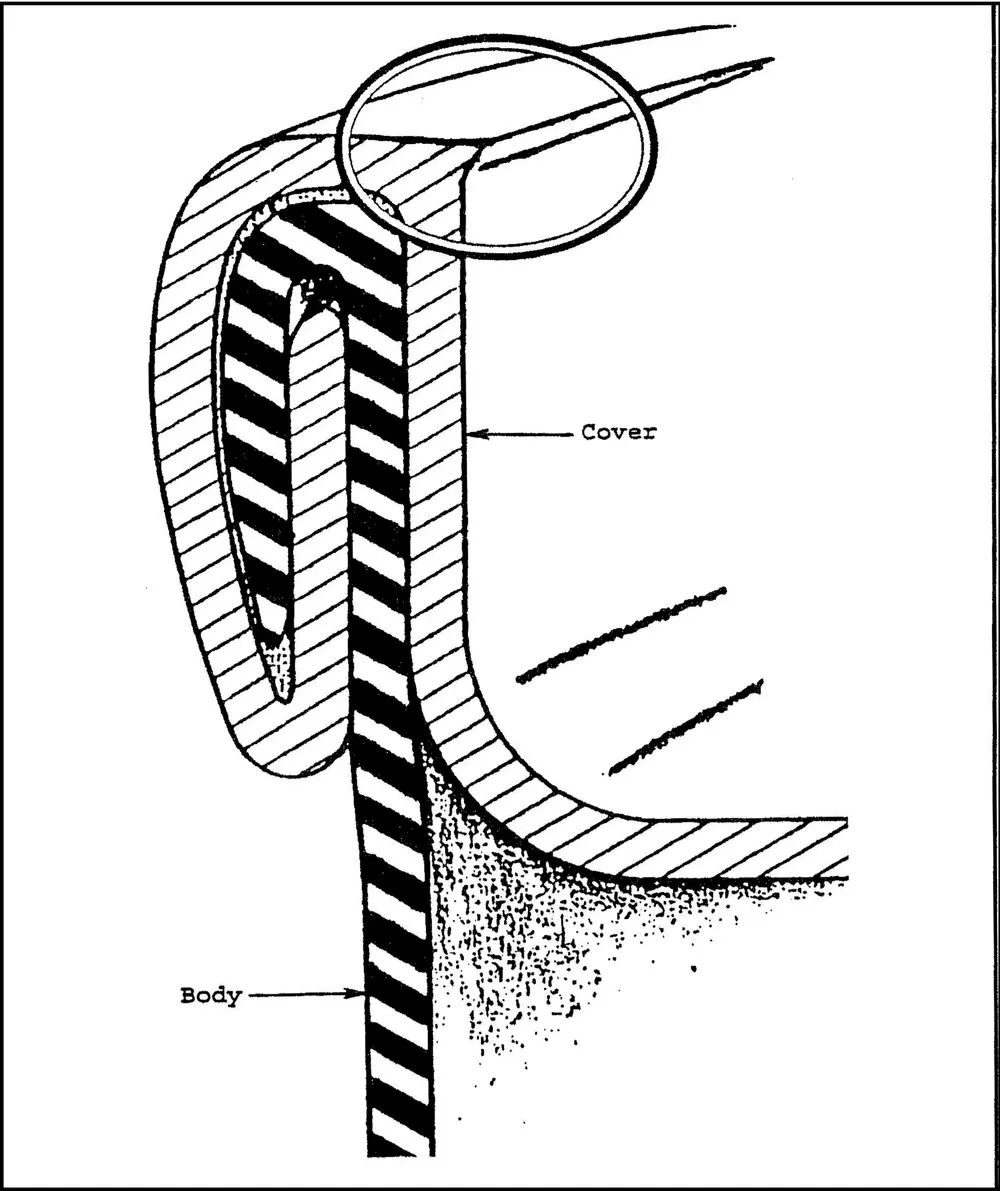
바디 후크: 시밍 공정에서 아래쪽으로 접히는 캔 플랜지 몸체 부분입니다. 겹쳐지도록 충분히 길어야 하지만 구조적 좌굴이 발생할 정도로 너무 길어서는 안 됩니다.
커버 후크 (엔드 훅): 이 부분은 캔 뚜껑("컬")을 접어서 본체 고리 뒤로 접는 부분입니다. 긴 커버 후크는 접힌 부분을 더 깊숙이 넣어 내부를 밀봉하는 역할을 합니다.
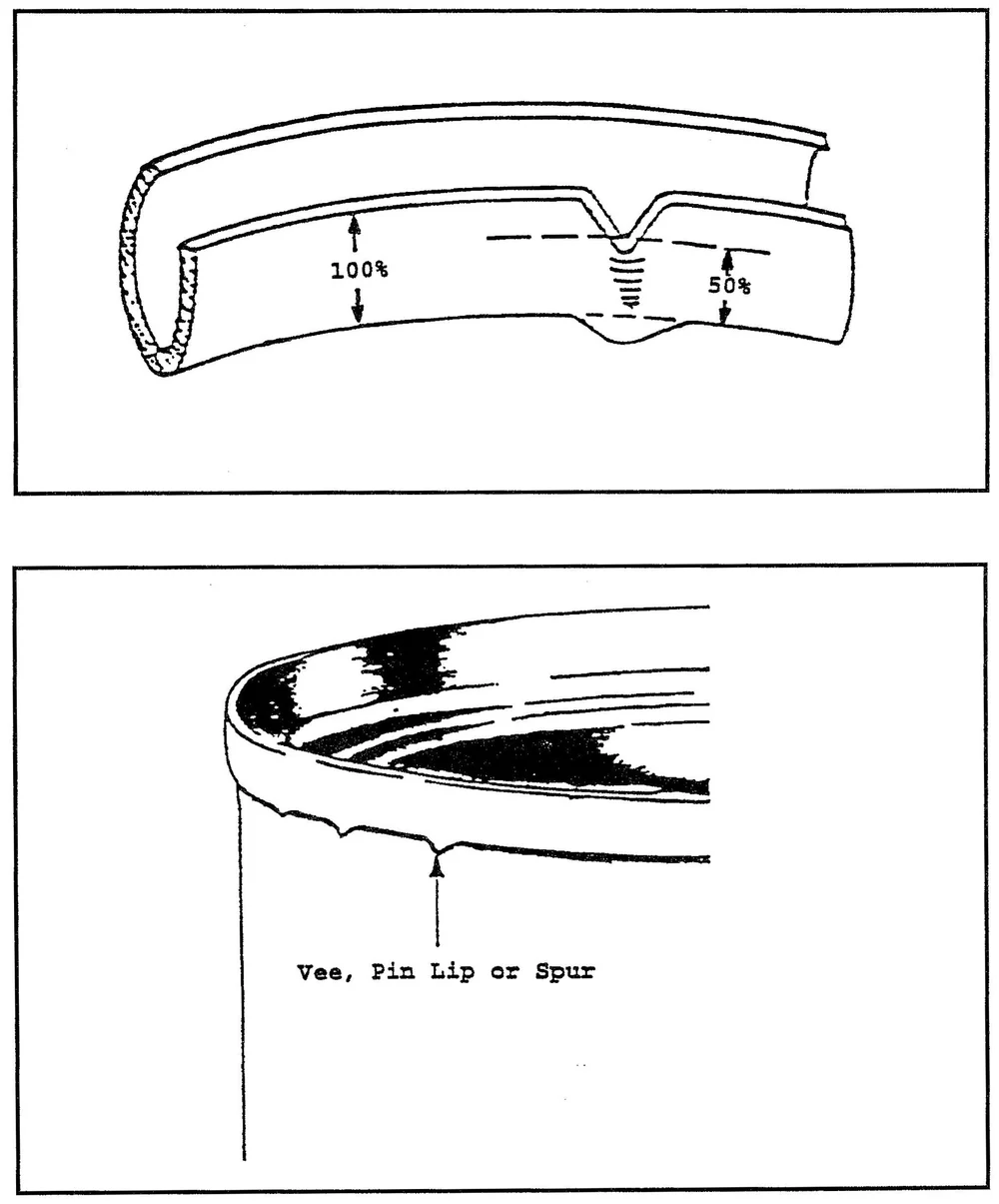
겹침: 이것은 아마도 이음새 분석에서 가장 중요한 척도일 것입니다. 커버 후크와 바디 후크가 맞물리는 물리적 거리를 물리적 거리라고 합니다. 심이 적절하게 겹치지 않으면 구조적 무결성이 부족합니다.
솔기 두께: 이것은 완성된 이중 솔기의 전체 너비로, 5겹의 금속(뚜껑 3겹, 본체 2겹)의 너비입니다. 과도한 두께는 일반적으로 두 번째 작업 롤이 느슨하다는 신호입니다.
S폭(길이/높이): 캔의 세로축 방향에서 이음새의 가장 큰 치수입니다. 폭의 변화는 롤 정렬 문제 또는 척의 마모를 나타낼 수 있습니다.
씰링 컴파운드: 이것은 일반적으로 합성 고무 또는 폴리머로 된 특수하고 견고한 코팅으로, 시머에 도달하기 전에 캔 끝의 컬에 도포됩니다. 높은 압력 하에서 시밍 작업이 화합물은 두 번째 작업의 고압으로 금속 고리 사이의 미세한 빈 공간으로 강제 주입되어 기밀 밀폐를 제공합니다.
| 기술 | 메커니즘 | 기본 자료 | 주요 단점 |
|---|---|---|---|
| 더블 솔기 | 기계식 인터록 | 주석, 알루미늄, PET | 정밀한 기계적 보정이 필요합니다. |
| 열 밀봉 | 열 융합 | 플라스틱 용기, 라미네이트 | '번스루' 또는 약한 결합에 취약합니다. |
| 인덕션 씰링 | 전자기 가열 | 플라스틱/유리 호일 라이너 | 비금속 용기에만 작동합니다. |
| 초음파 밀봉 | 분자 진동 | 열가소성 플라스틱, 복합재 | 높은 장비 비용, 특정 재료로 제한됨. |


