

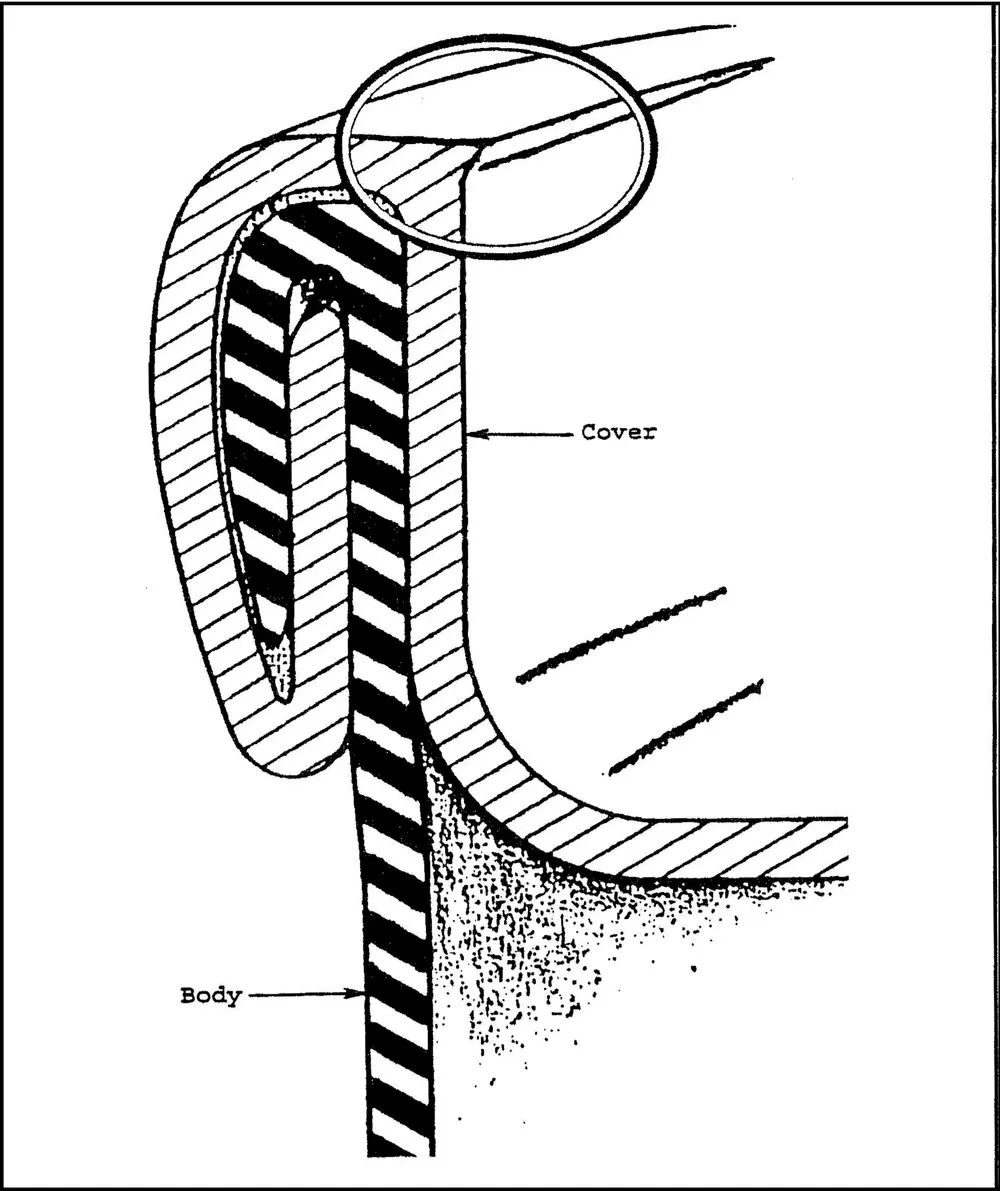
ダブルシームとは、シーム加工時に缶胴と蓋(エンド)のエッジをかみ合わせることによってできる、非常に精密な機械的接合部のことである。プラスチック容器のヒートシールやスナップキャップの摩擦嵌めとは対照的に、ダブルシームは金属層の不可逆的変形に基づいて物理的バリアを形成する。
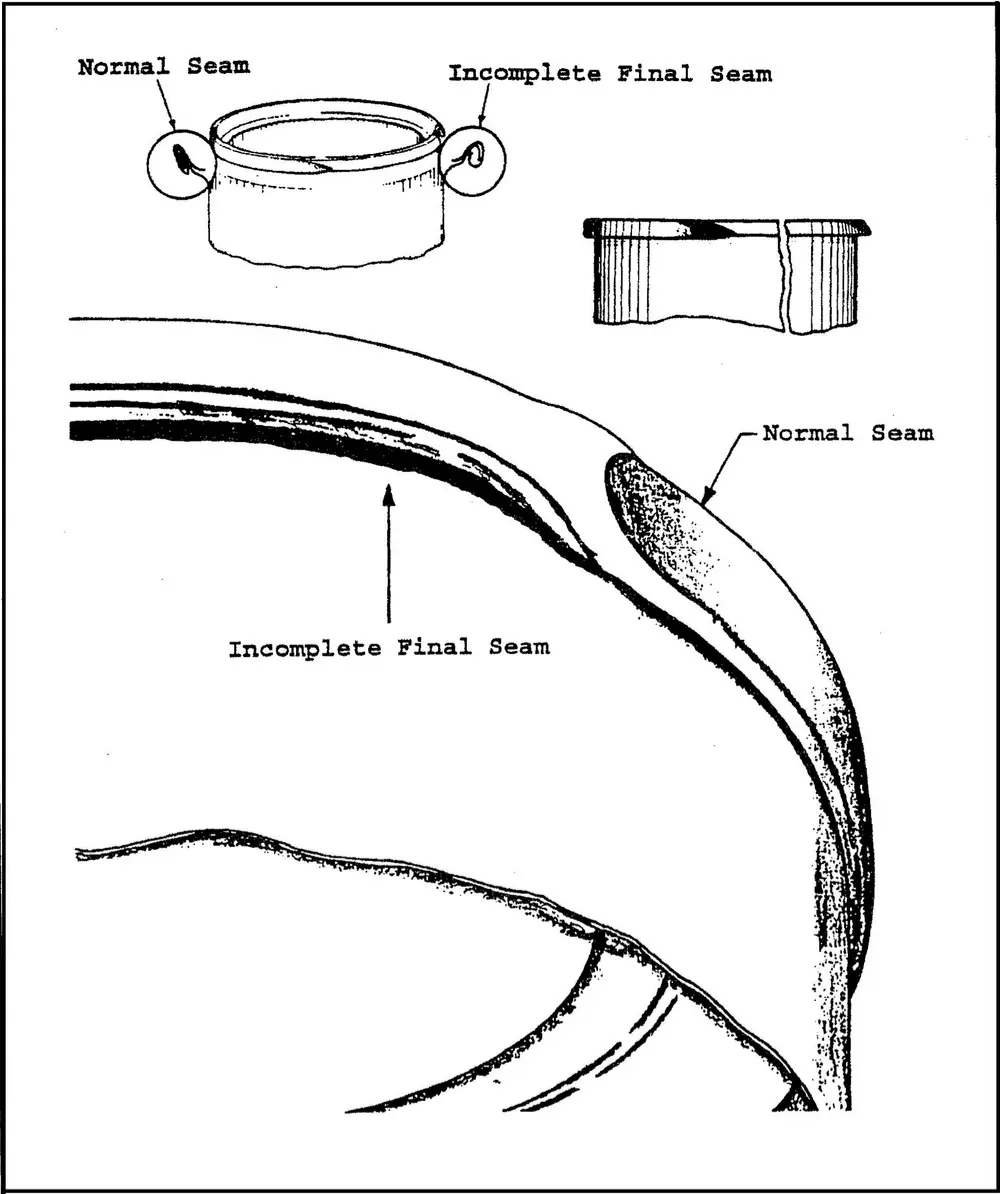
自動縫製ラインを制御するためには、縫い目の形状について話す必要がある。ダブルシームの各局面は、機械のキャリブレーションと素材の性能を物語る。
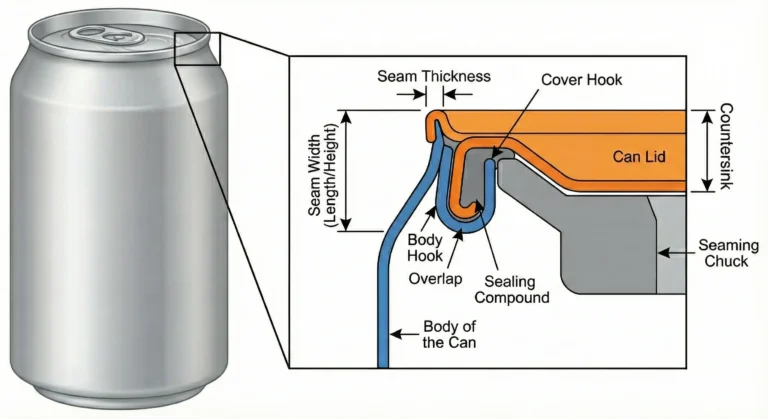
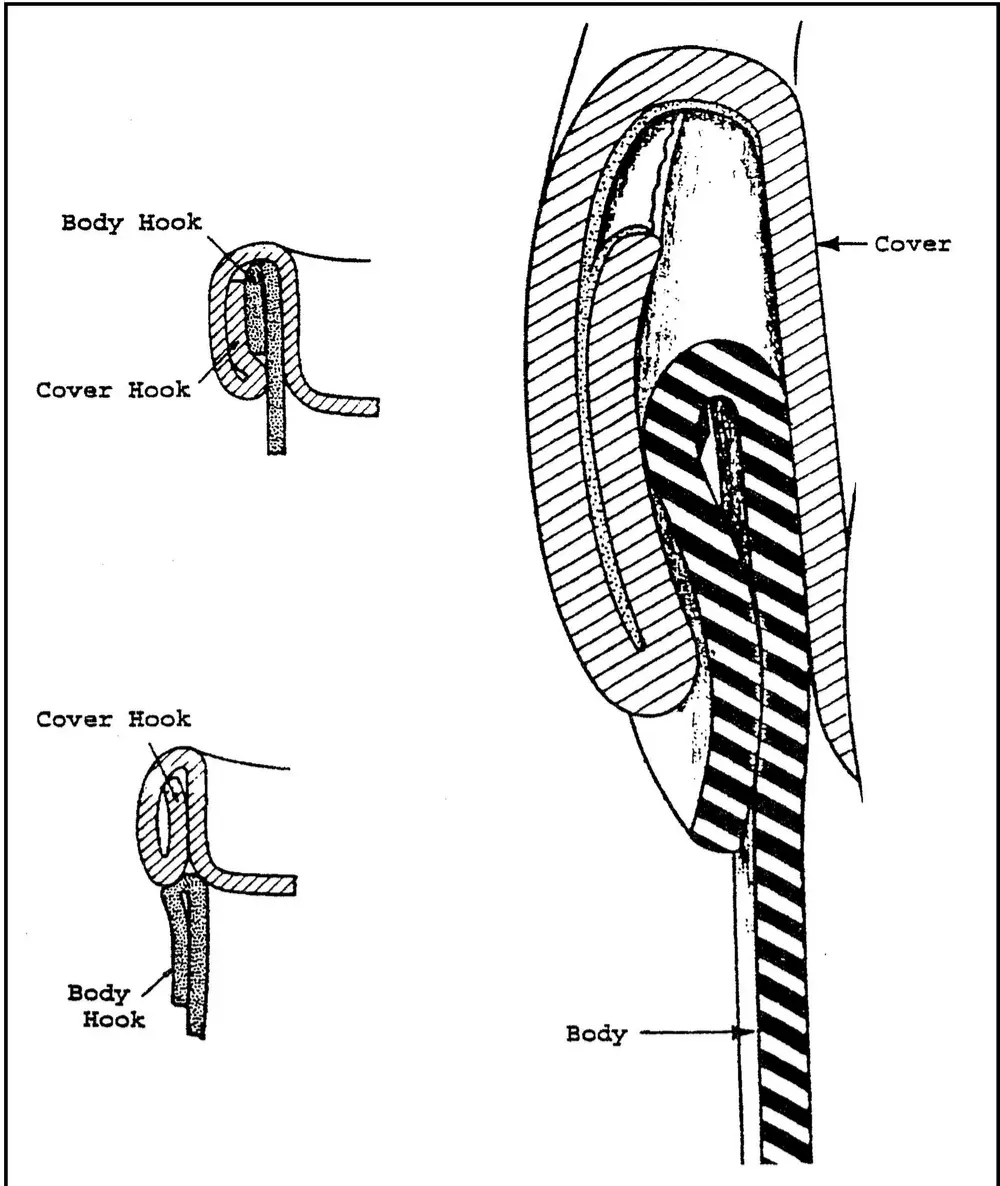
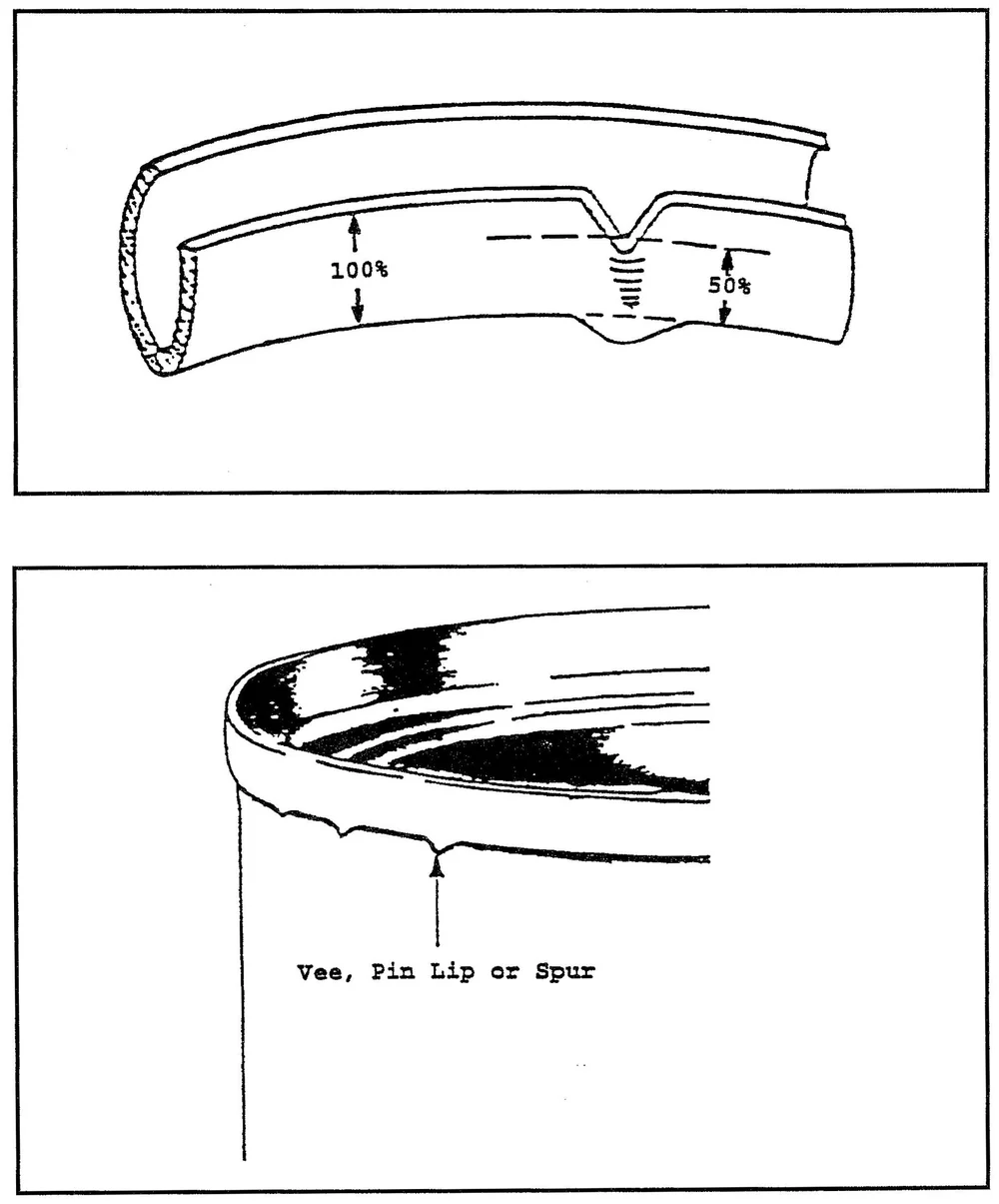
ボディフック: 缶フランジの胴の部分で、シーム工程で下に折り返される部分。重なりを持たせるために十分に長い胴フックでなければならないが、構造的な座屈につながるほど長すぎてはならない。
カバーフック (エンドフック): 缶のふたの部分(「カール」)を折りたたみ、本体フックの後ろに折り返したもの。長いカバーフックが折り目の奥まで届き、内部シールの役割を果たす。
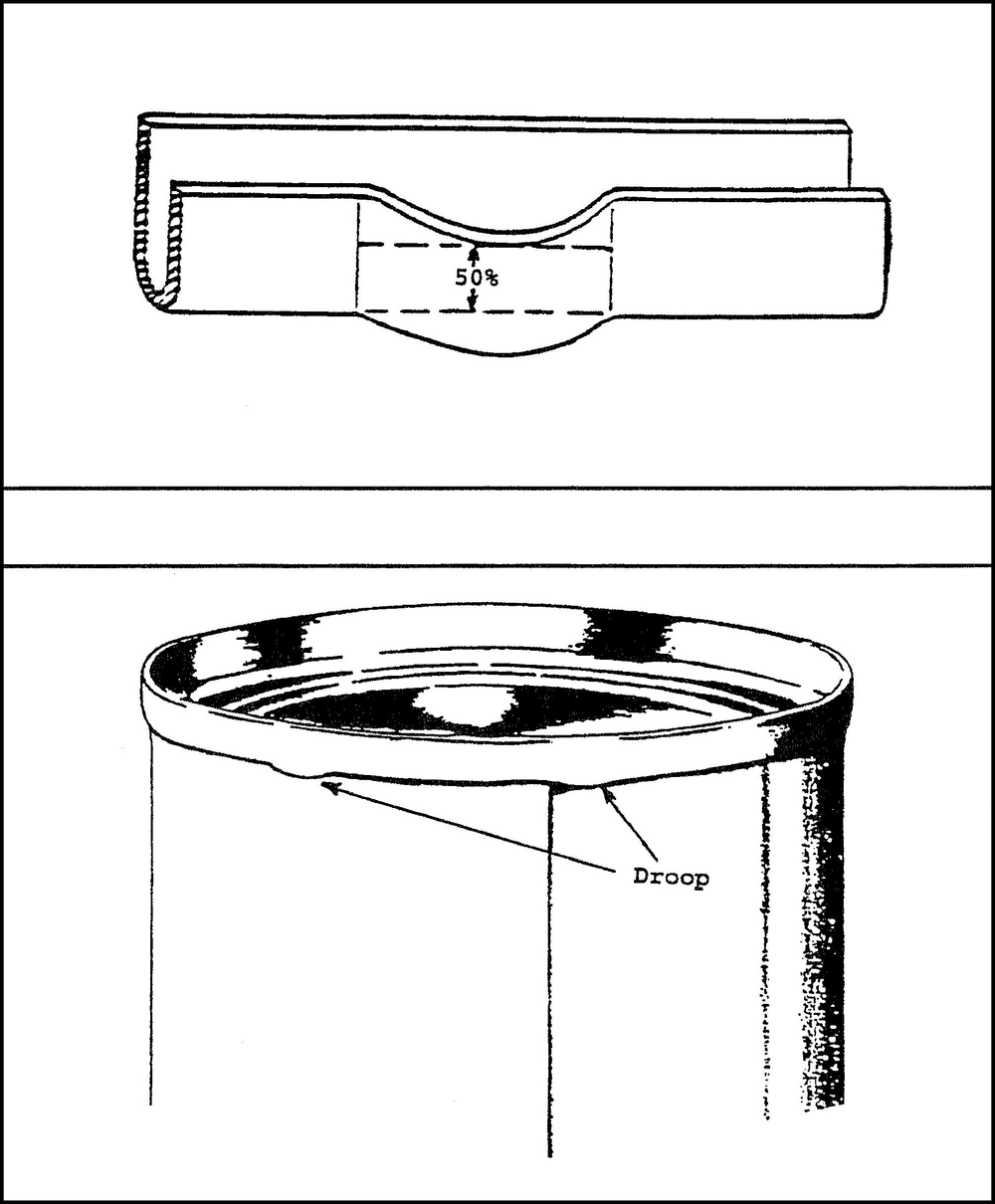
オーバーラップ: これはおそらくシーム分析において最も重要な尺度である。カバーフックとボディフックがかみ合う物理的距離は、物理的距離として知られている。十分な重なりがないと、シームは構造的な完全性を欠く。
シームの厚さ: これは、仕上がったダブルシームの全体の幅で、5層の金属(蓋の3層とボディの2層)すべての幅である。厚みがありすぎるのは、通常、二次加工ロールが緩んでいる証拠である。
Sビーム幅(長さ/高さ): これは、缶の垂直軸方向における継ぎ目の最大寸法である。幅にばらつきがある場合は、ロールのアライメントに問題があるか、チャックが摩耗している可能性がある。
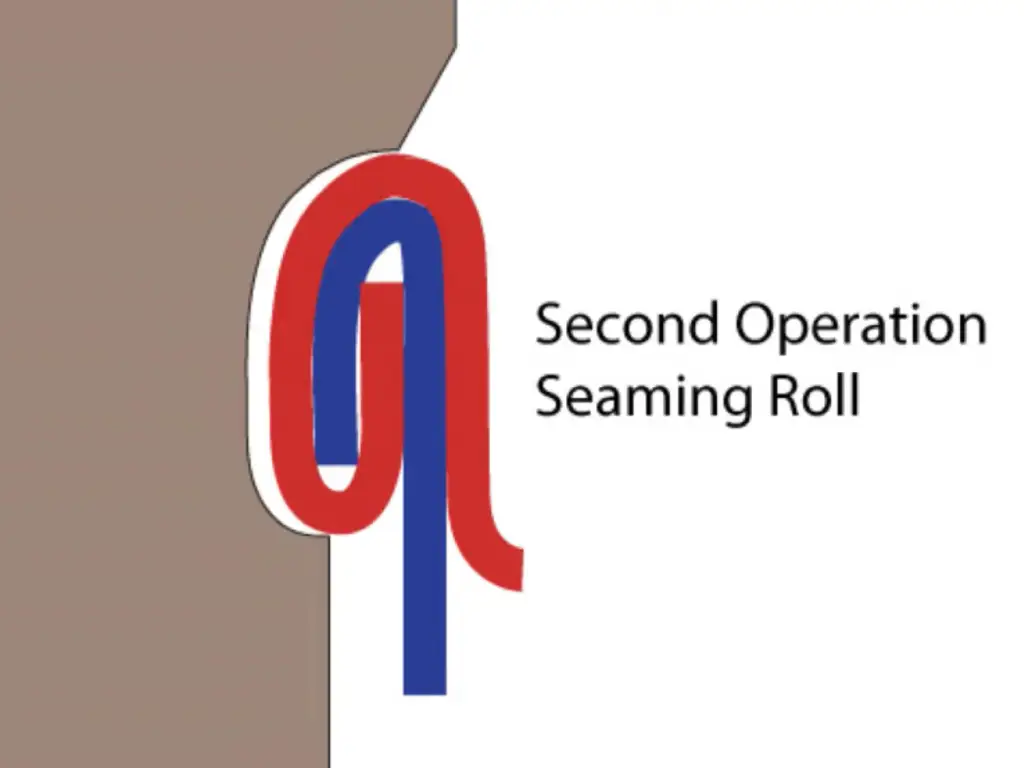
シーリングコンパウンド: これは特殊で強靭なコーティングで、通常は合成ゴムまたはポリマーで、シーマーに到達する前に缶端のカールに塗布される。シーマーの高圧力下で シーミング作業このコンパウンドは、2回目の操作の高圧下で金属フック間の微細な空隙に押し込まれ、気密性の高い閉鎖を実現する。
| テクノロジー | メカニズム | 一次材料 | 主な欠点 |
|---|---|---|---|
| ダブルシーム | メカニカル・インターロック | 錫、アルミニウム、PET | 正確な機械的校正が必要。 |
| ヒートシール | サーマル・フュージョン | プラスチック容器、ラミネート | バーンスルー」や弱い結合に弱い。 |
| 誘導シーリング | 電磁加熱 | プラスチック/ガラス上のホイルライナー | 金属製以外の容器でのみ使用可能。 |
| 超音波シール | 分子振動 | 熱可塑性プラスチック、複合材料 | 設備コストが高い。 |


