I principali tipi di macchine etichettatrici che ogni responsabile dell'imballaggio deve conoscere
Negli acquisti di imballaggi moderni esiste una disconnessione fondamentale: la scelta delle apparecchiature di etichettatura si basa sulle velocità pubblicizzate piuttosto che sulla fisica del prodotto. Questo disallineamento porta a microfermate croniche, a tassi di scarto inaccettabilmente elevati a causa di etichette inclinate e a spese operative gonfiate. Per ottenere un'integrazione perfetta e proteggere l'efficienza complessiva delle apparecchiature (OEE), i responsabili della produzione devono decodificare l'architettura meccanica dei sistemi di etichettatura. Questa guida completa analizza i principali tipi di macchine per l'etichettatura, la loro meccanica fisica di base e i parametri strategici necessari per eliminare i tempi di inattività e garantire una presentazione impeccabile del marchio sugli scaffali dei punti vendita.
Abbinamento delle macchine etichettatrici alla geometria dei contenitori e alla logica di applicazione
Il filtro principale per la scelta di una macchina etichettatrice non è mai la sua produttività, ma la geometria fisica e la stabilità del contenitore. La forma del prodotto determina i sistemi di movimentazione meccanica necessari per stabilizzarlo durante il millisecondo cruciale dell'applicazione dell'etichetta. Se non si riesce ad adattare l'architettura della macchina alla geometria del contenitore, il fallimento dell'applicazione è garantito.
| Geometria del contenitore | Meccanismo di gestione richiesto | Applicazioni industriali tipiche |
|---|---|---|
| Cilindrico (stabile) | Nastri avvolgenti in linea o rotanti / rulli di posizionamento a 3 punti | Bottiglie per bevande, barattoli di vetro, lattine di latta/alluminio riempite, bombolette spray |
| Piatto e ovale (sfaccettato) | Allineamento delle catene + Cinghia di ritenzione superiore (critica per la prevenzione dell'obliquità) | Flaconi di shampoo, caraffe di olio motore, contenitori per detersivi, flaconi per cosmetici |
| Irregolare e instabile | Etichettatrici orizzontali avvolgenti, rulli trunnion o sistemi puck personalizzati | Tubi di rossetto, fiale di vetro, tubi morbidi da spremere, fiale |
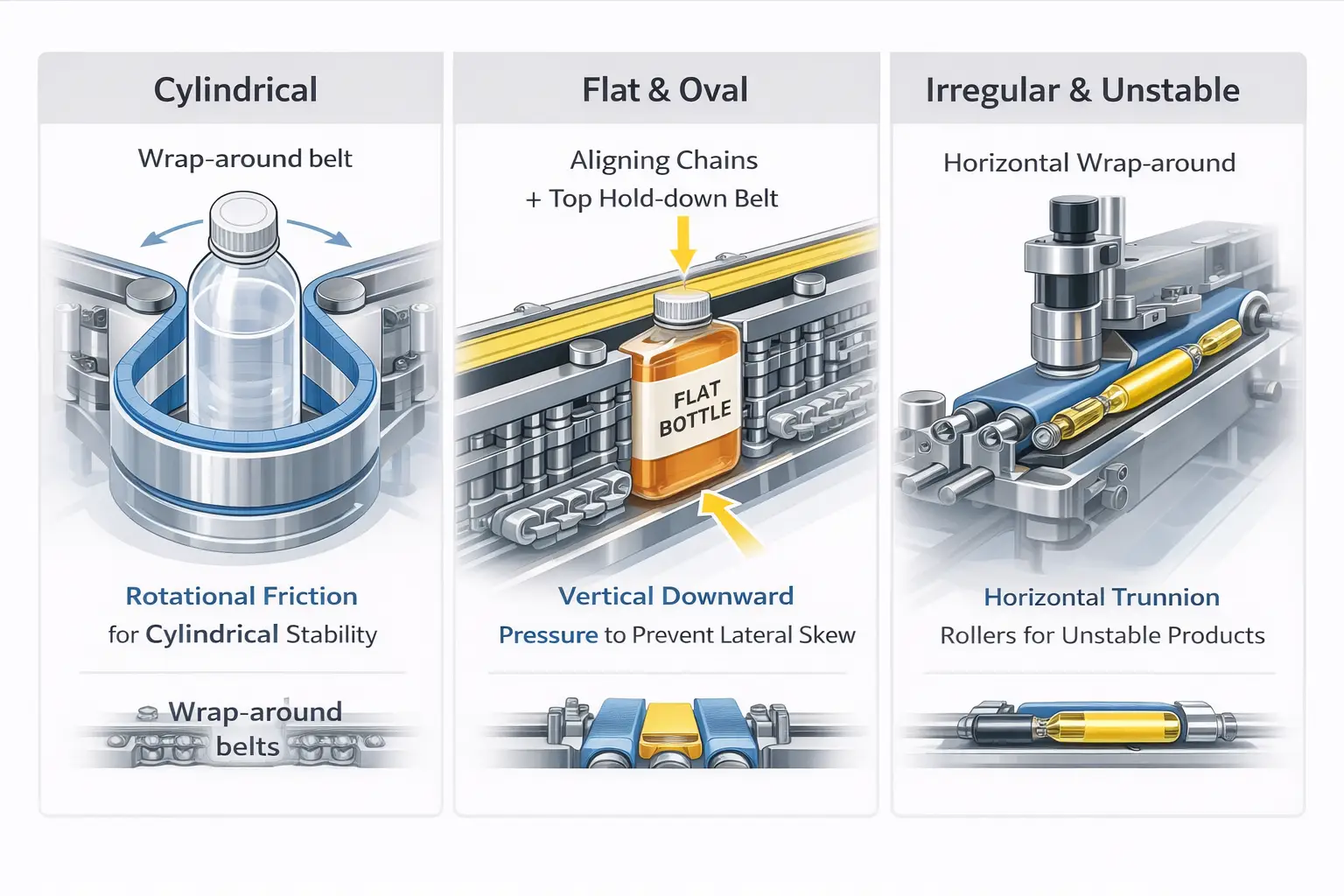
Compatibilità della geometria del contenitore
Contenitori cilindrici
Per i cilindri stabili e verticali, come le bottiglie per bevande standard e i barattoli di vetro, lo standard del settore è l'etichettatrice avvolgente. Queste macchine si basano sull'attrito rotatorio. Il contenitore viaggia lungo un trasportatore e incontra un nastro di spugna rotante o un meccanismo di posizionamento a tre punti (comprendente un rullo di guida, un rullo di supporto e un rullo di pressione). Mentre la bobina di etichette distribuisce il bordo anteriore dell'etichetta sul contenitore, il meccanismo di rotazione fa ruotare la bottiglia, avvolgendo l'etichetta in modo impeccabile intorno alla sua circonferenza. La sfida ingegneristica consiste nel gestire la conicità (angolo di sformo) delle bottiglie di vetro o di plastica; anche una conicità di un grado richiede una testa applicatrice inclinata e cinghie avvolgenti coniche per evitare che l'etichetta si muova a spirale verso l'alto o verso il basso durante l'applicazione.
Contenitori piatti e ovali
Quando si passa da un cilindro perfetto a un contenitore piatto o ovale, come un flacone di shampoo o una caraffa di olio motore, la fisica dell'applicazione cambia radicalmente. Non è più possibile far ruotare il contenitore. Al contrario, le etichette devono essere applicate sui lati mentre la bottiglia si muove linearmente. L'errore tecnico più critico nell'etichettatura di bottiglie piatte è l'inclinazione laterale. Quando il tampone applicatore o il pennello di pulizia colpisce il lato della bottiglia, imprime una forza laterale. Se la bottiglia non è fissata rigidamente, ruoterà leggermente sul trasportatore, causando l'applicazione dell'etichetta con un angolo obliquo. Pertanto, una macchina etichettatrice piatta o ovale mosto essere dotati di catene di allineamento (per centrare e orientare perfettamente la bottiglia) e di un nastro di contenimento superiore (per applicare una pressione verticale verso il basso, bloccando la bottiglia al trasportatore contro le forze laterali).
Contenitori irregolari e instabili
I prodotti con un centro di gravità elevato o un'impronta di base troppo piccola per stare in piedi su un trasportatore in movimento, come i rossetti cosmetici, le fiale farmaceutiche o i tubetti cosmetici morbidi, non possono essere lavorati su trasportatori verticali standard. I prodotti cadono e si inceppano in modo catastrofico. La soluzione meccanica è l'etichettatrice orizzontale avvolgente. In questa architettura, i prodotti vengono alimentati da una tramoggia in rulli orizzontali. I prodotti sono distesi, bloccati saldamente tra i rulli e ruotati orizzontalmente durante l'applicazione dell'etichetta. Per i prodotti di forma particolare che non possono rotolare, si utilizzano sistemi di dischi personalizzati (vassoi di trasporto) per trasportare l'articolo attraverso la stazione di etichettatura con assoluta rigidità.
Logica di applicazione e copertura delle etichette
Etichettatura singola e fronte/retro
Il numero di teste di applicazione e la logica di sincronizzazione del PLC (Programmable Logic Controller) dipendono dal fatto che un prodotto richieda un'etichetta singola o etichette fronte/retro. L'etichettatura fronte/retro richiede due teste di erogazione che operano in perfetto tandem. La meccanica push-pull dello svolgitore del nastro deve essere calibrata con precisione per garantire che, quando la bottiglia passa tra le due teste, entrambe le etichette vengano applicate simultaneamente e simmetricamente. Un disallineamento anche di un solo millimetro può rovinare la simmetria estetica di un prodotto di alta gamma.
Copertura dell'etichettatura avvolgente
Quando un'etichetta deve coprire l'intera circonferenza di un contenitore cilindrico, l'accuratezza della sovrapposizione diventa il principale parametro di qualità. Se il contenitore scivola durante la rotazione o se la tensione del nastro del rotolo di etichette fluttua, il bordo di uscita dell'etichetta non si allineerà perfettamente con il bordo di entrata, creando un'antiestetica fessura o una cucitura non allineata. I sistemi wrap-around di fascia alta utilizzano un orientamento servoassistito per garantire che la tolleranza di sovrapposizione rimanga entro un margine rigoroso di ±1 mm.
Etichettatura antimanomissione e angolare
In settori fortemente regolamentati come quello farmaceutico, elettronico (imballaggi 3C) e cosmetico, i sigilli antimanomissione sono obbligatori. Le etichettatrici angolari sono progettate per applicare una singola etichetta su due piani adiacenti di un cartone, tipicamente distribuendo l'etichetta sul pannello superiore e utilizzando un rincalzo pneumatico secondario o una spazzola motorizzata per piegare rapidamente l'etichetta rimanente a 90 gradi lungo il pannello laterale. L'applicazione di conformità richiede un'estrema precisione, in quanto qualsiasi bolla o strappo del sigillo di sicurezza durante la piegatura determina il rifiuto automatico da parte dei sistemi di ispezione visiva a valle.
Tecnologie di etichettatura per applicazione e materiale adesivo
Il metodo con cui l'etichetta aderisce al contenitore definisce la categoria più ampia dell'etichettatrice. Questa scelta è un delicato gioco di equilibri tra i vincoli di presentazione visiva, gli standard dell'ambiente di produzione e la spesa operativa a lungo termine (OpEx) determinata dai costi dei materiali di consumo.
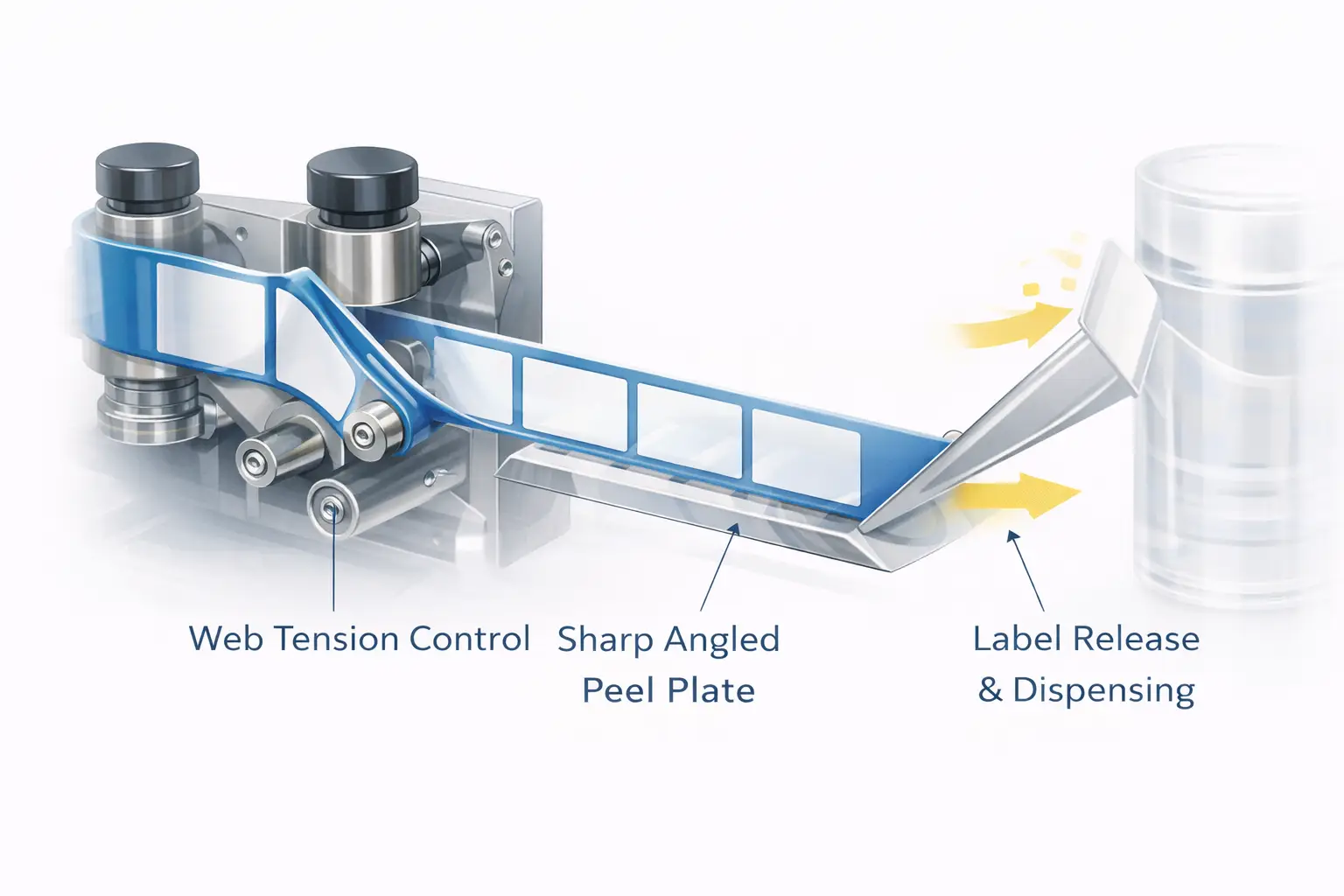
Sistemi sensibili alla pressione (autoadesivi)
Le etichettatrici sensibili alla pressione sono la forza dominante assoluta dell'imballaggio moderno, in particolare nei settori farmaceutico, cosmetico e degli alimenti speciali. Queste macchine utilizzano etichette prestampate fornite su un rotolo continuo di release liner (carta di supporto). Il nastro viene fatto passare attraverso una serie di bracci ballerini con controllo della tensione e tirato su una "piastra di spellatura" affilata e angolata. Poiché il materiale dell'etichetta è più rigido del sottile liner di supporto, tirando bruscamente il liner intorno alla piastra di spellatura, l'etichetta si stacca e viene proiettata in avanti sul contenitore in transito, dove viene immediatamente asciugata o arrotolata.
Vantaggi e impatto OpEx: Il vantaggio principale della tecnologia sensibile alla pressione è l'estrema pulizia e l'immediata disponibilità. Non c'è colla da riscaldare, non c'è pulizia disordinata e non c'è rischio di contaminazione dell'adesivo, il che la rende obbligatoria per le camere bianche GMP (Good Manufacturing Practice). Inoltre, è in grado di supportare forme di etichette molto complesse e applicazioni "no-label look", cioè trasparenti su trasparenti. Tuttavia, dal punto di vista dei costi, le etichette sensibili alla pressione hanno un costo di consumo unitario più elevato rispetto ad altri metodi, soprattutto a causa dello spreco del supporto in silicone che deve essere continuamente riavvolto e scartato.
Tecnologie per manicotti termoretraibili
Quando un marchio richiede una copertura grafica a 360 gradi, dall'alto verso il basso, su un contenitore complesso e con una curvatura tridimensionale (come una bottiglia per bevande sportive sagomata o un trigger spray a forma di clessidra), le etichette adesive piatte non possono conformarsi alla geometria senza formare gravi grinze. La soluzione ingegneristica è l'etichettatrice per maniche termoretraibili. Questa macchina srotola un tubo continuo di film polimerico (tipicamente PETG o PVC), lo taglia alla lunghezza esatta utilizzando un gruppo di coltelli rotanti e spara il manicotto sul contenitore tramite un mandrino discendente.
Una volta avvolto, il contenitore passa attraverso un tunnel di termoretrazione. I tunnel a vapore sono preferiti per le curve complesse, in quanto forniscono un trasferimento di calore uniforme a 360 gradi, costringendo il polimero a restringersi e a conformarsi perfettamente alla topografia del contenitore. I tunnel a calore radiante elettrico sono utilizzati anche per applicazioni più semplici o quando l'umidità del vapore è proibita. È fondamentale: La guaina termoretraibile è il solo metodo praticabile ad alto volume per la decorazione di lattine di alluminio vuote e non pressurizzate, poiché l'applicazione di una pressione meccanica laterale su una lattina vuota la schiaccia.
Sistemi di colla a umido e hot melt
Per i prodotti ad alto volume e a basso margine, è fondamentale ridurre il costo unitario dell'etichetta. È qui che la colla a umido e i sistemi hot melt eccellono.
Etichettatrici con colla a umido (colla a freddo): Storicamente la spina dorsale dell'industria delle bevande, le macchine per la colla a umido estraggono singole etichette di carta tagliate e impilate da un magazzino. Un pallet rotante trasferisce un sottile strato di adesivo freddo, a base di acqua o di resina, sull'etichetta prima che questa venga applicata al contenitore. La colla a umido è eccezionalmente resistente in ambienti freddi e umidi e rappresenta lo standard per le bottiglie di birra in vetro soggette a forte condensa.
Sistemi hot melt (a rullo): Dominanti nei settori dell'acqua imbottigliata e delle bibite gassate (CSD), le macchine hot melt utilizzano rotoli continui di film BOPP (polipropilene biorientato) a basso costo. La macchina taglia il film e un tamburo a vuoto lo trasferisce davanti a un rullo collante che applica una striscia microscopica di adesivo hot melt. solo ai bordi anteriore e posteriore dell'etichetta. L'etichetta viene quindi avvolta intorno alla bottiglia a velocità elevatissime. Eliminando completamente il backing liner e riducendo al minimo l'uso della colla, i sistemi hot melt offrono il più basso OpEx possibile per i materiali di consumo, consentendo alle linee ad alta velocità di funzionare ininterrottamente con un sovraccarico minimo di materiale.
Componenti fondamentali che determinano precisione e velocità
Due macchine possono sembrare identiche in fabbrica, ma una funziona in modo impeccabile per un decennio, mentre l'altra causa quotidianamente colli di bottiglia, etichette distorte e lotti rifiutati. Il fattore di differenziazione si nasconde sotto il telaio in acciaio inossidabile: l'architettura dell'azionamento elettrico e i sistemi di rilevamento sensoriale.
Sistemi di azionamento: Motori passo-passo e servomotori
Il motore di erogazione di un'etichettatrice sensibile alla pressione - il meccanismo responsabile di spingere l'etichetta dalla piastra di spellatura nell'esatto microsecondo in cui arriva la bottiglia - è alimentato da un motore passo-passo o da un servomotore. Comprendere questa distinzione è la valutazione tecnica più importante che un responsabile dell'imballaggio deve fare.
| Parametro ingegneristico | Motore passo-passo (anello aperto) | Servomotore (anello chiuso) |
|---|---|---|
| Meccanismo di controllo | Open-Loop (riceve comandi a impulsi, nessun meccanismo di retroazione della posizione) | Closed-Loop (feedback continuo della posizione in tempo reale tramite encoder integrati) |
| Throughput ottimale | Scala medio-bassa (< 150 bottiglie al minuto) | Scala da media a ultra-alta (200 - 1000+ bottiglie al minuto) |
| Precisione e affidabilità | Incline a "passi falsi" in presenza di una coppia elevata, con conseguente deriva del posizionamento. | Correzione automatica dinamica della posizione. Mantiene una tolleranza rigorosa di ±1 mm. |
La realtà ingegneristica: Un motore passo-passo funziona alla cieca. Il PLC gli dice di ruotare esattamente di 1.000 passi per distribuire un'etichetta. Se una resistenza meccanica (come un rotolo di etichette pesante o un picco di tensione) fa sì che il motore perda fisicamente 5 passi, il motore non lo sa. L'etichetta successiva viene erogata in ritardo e l'errore si aggrava nel corso del turno, finché le etichette non mancano completamente l'area di destinazione. Al contrario, un servomotore è dotato di un encoder integrato. Comunica costantemente con il PLC, verificando la sua esatta posizione fisica migliaia di volte al secondo. Se il ritardo è di una frazione di millimetro, assorbe immediatamente più corrente per correggere la discrepanza. Per tutte le linee che superano i 200 BPM o per quelle che richiedono una tolleranza di ±1 mm, i servoazionamenti ad anello chiuso sono un requisito imprescindibile.
Tecnologie dei sensori e rilevamento dei materiali
Il PLC di un'etichettatrice funge da cervello, ma i sensori sono i suoi occhi. Se il sensore non è in grado di identificare con precisione lo spazio tra le etichette sul nastro, la macchina distribuirà in modo irregolare, sprecando interi rotoli di etichette e bloccando la produzione.
Opacità convenzionale: Il cavallo di battaglia standard del settore è il sensore fotoelettrico (comunemente chiamato occhio elettrico). Emette un fascio di luce attraverso il nastro dell'etichetta. Il solo supporto permette il passaggio della luce, ma il supporto e l'etichetta di carta bloccano la luce. Il sensore registra questa differenza di intensità luminosa per identificare lo spazio tra le etichette.
La sfida trasparente: L'industria cosmetica e quella delle bevande utilizzano molto le etichette in film trasparente "no-label look". Se si fa passare un'etichetta trasparente su un supporto in PET trasparente attraverso un sensore fotoelettrico, la luce passa direttamente attraverso entrambi. La macchina non è in grado di "vedere" l'etichetta e continua a far scorrere l'intero rotolo sul pavimento. Per lavorare materiali in film trasparenti, è necessario aggiornare l'architettura elettrica. La soluzione è un sensore a ultrasuoniche emette onde sonore ad alta frequenza attraverso il nastro e misura l'attenuazione acustica (la microscopica differenza di spessore tra il solo liner e il liner con l'etichetta). In alternativa, un sensore capacitivo che misura la varianza dielettrica dei materiali, dimostrandosi eccezionalmente affidabile per le etichette trasparenti con stampa di lamine metalliche o inchiostri metallici densi.
Selezione delle apparecchiature: Velocità, integrazione e cambio formato
L'acquisto di un'etichettatrice basato esclusivamente su metriche di prestazione isolate è una trappola pericolosa. In un moderno impianto di produzione, l'etichettatrice è un nodo di un ecosistema interconnesso. Il suo vero valore è dettato dalla fluidità con cui si sincronizza con le apparecchiature a monte e a valle e dalla rapidità con cui può essere riconfigurata per le diverse produzioni.
Etichettatrici standalone vs. sistemi sincronizzati in linea
Operazioni autonome: Le etichettatrici manuali e semiautomatiche in genere raggiungono un massimo di circa 30-50 BPM. Queste unità indipendenti richiedono che un operatore carichi manualmente una bottiglia, attivi un pedale o un microinterruttore e scarichi il prodotto finito. Sebbene siano molto economiche e adatte ai laboratori di ricerca e sviluppo, ai birrifici artigianali o alle produzioni discrete a basso volume, la loro dipendenza dal ritmo umano limita notevolmente la produttività e introduce una variabilità di posizionamento dovuta all'errore umano nell'arco di un lungo turno.
Sistemi chiavi in mano sincronizzati in linea: Per la produzione su scala industriale, l'etichettatrice deve essere completamente integrata nel flusso del trasportatore. Architetture lineari (in linea) Le macchine per la lavorazione delle bottiglie, che viaggiano lungo un nastro trasportatore rettilineo, rappresentano il punto di forza per le linee a produttività medio-alta con velocità compresa tra 50 e 300 BPM. Offrono un eccellente equilibrio tra velocità e semplicità meccanica. Per i giganti globali delle bevande che spingono da 400 a oltre 1.000 BPM, la fisica lineare raggiunge il suo limite. Queste linee richiedono Etichettatrici rotative a stella. Le bottiglie vengono deviate dal trasportatore principale in un'enorme giostra a rotazione continua, dove singole piastre per bottiglie, meccaniche o servoassistite, fanno ruotare perfettamente il contenitore, mentre più stazioni di etichettatura applicano simultaneamente etichette frontali, posteriori e sul collo a velocità mozzafiato.
Integrazione e controllo della linea
Un'etichettatrice che opera nel vuoto è inutile. Il PLC della macchina deve stabilire un solido scambio di I/O (Input/Output) con la riempitrice a monte e l'incartonatrice a valle. Se l'incartonatrice a valle si inceppa, l'etichettatrice deve ricevere immediatamente un segnale di arresto per evitare che i contenitori si accumulino, si schiaccino l'uno con l'altro e provochino un'enorme catastrofe di linea.
Inoltre, l'integrazione avanzata richiede controllo a cascata della velocità. Se la riempitrice a monte rallenta da 200 BPM a 150 BPM a causa di una variazione della viscosità del prodotto, il sistema di tracciamento con encoder dell'etichettatrice deve decelerare dinamicamente il trasportatore e le teste di erogazione per adeguarsi perfettamente al nuovo ritmo. L'integrazione fisica è altrettanto critica; un'inadeguata corrispondenza dell'altezza del trasportatore o la mancanza di tavoli di accumulo (zone cuscinetto) adeguatamente dimensionati prima e dopo l'etichettatrice provocheranno frequenti micro-arresti (cicli start-stop), che degradano drasticamente la durata dei motori e distruggono l'OEE della linea.
Meccanismi di cambio rapido per una flessibilità multi-SKU
Per i confezionatori a contratto (OEM/ODM) che gestiscono portafogli di prodotti diversi, una macchina che funziona a 300 BPM ma che impiega quattro ore per adattarsi a una nuova forma di bottiglia è un peso finanziario. La flessibilità meccanica della macchina ha un impatto diretto sui profitti.
Quando si valuta una macchina per linee multi-SKU, dare la priorità a Meccanismi di regolazione senza attrezzi. Gli operatori non devono avere bisogno di chiavi inglesi o brugole per regolare le guide, l'altezza della testa dell'applicatore o la posizione dei sensori. Le macchine di alta qualità utilizzano volantini accoppiati a indicatori di posizione digitali (contatori SIKO). Se si passa da una bottiglia rotonda da 500 ml a una bottiglia quadrata da 1 litro, l'operatore deve semplicemente ruotare i volantini in base alle impostazioni numeriche pre-documentate nel ricettario. Con l'ausilio di parti di ricambio a sgancio rapido (come le ruote stellari magnetiche o le guide a scatto), è possibile applicare i principi SMED (Single-Minute Exchange of Die), riducendo un estenuante cambio meccanico di 2 ore a un processo prevedibile e ripetibile di 15 minuti, recuperando così ore di tempo di produzione redditizio.
Applicazioni industriali e vincoli specifici dei materiali
Le macchine generiche non sopravvivono in ambienti industriali estremi. I diversi mercati verticali impongono rigidi tabù fisici e standard normativi intransigenti che dettano rigorosamente la progettazione delle macchine.
Etichettatura di alimenti, bevande e lattine di alluminio
Le apparecchiature utilizzate negli impianti di ristorazione devono resistere a protocolli di sanificazione aggressivi. Il telaio della macchina deve essere costruito in acciaio inox 304 o 316 con armadi elettrici completamente chiusi, con grado di protezione IP65 o IP67, per resistere ai lavaggi ad alta pressione e agli agenti detergenti caustici senza andare in cortocircuito.
Il tabù delle lattine di alluminio: Nel confezionamento delle bevande esiste un vincolo fisico critico che riguarda le lattine di alluminio. Una lattina di alluminio vuota e non pressurizzata ha un'elevata resistenza assiale (dall'alto verso il basso) ma una resistenza radiale (da lato a lato) praticamente nulla. Non è possibile applicare etichette sensibili alla pressione su lattine di alluminio vuote utilizzando nastri avvolgenti standard. La pressione laterale esercitata dalla spugna di pulizia schiaccerà istantaneamente le pareti sottili, provocando un tasso di scarto del 100%. L'etichettatura sensibile alla pressione delle lattine deve avvenire rigorosamente a valle, dopo la lattina è stata riempita, dosata con azoto liquido (se non gassata) e aggraffata, ottenendo la pressione interna necessaria per resistere alla meccanica di etichettatura. Se è necessario decorare le lattine vuote prima del riempimento, la tecnologia della guaina termoretraibile (che non applica alcuna pressione laterale) è l'unica soluzione ingegneristica.
Conformità dei prodotti farmaceutici e cosmetici
Il settore farmaceutico opera in un quadro normativo a tolleranza zero. I sistemi di etichettatura devono essere conformi ai severi standard GMP e ai requisiti della FDA 21 CFR Part 11, che impongono una rigorosa tracciabilità dei dati, firme elettroniche e audit trail. Per ottenere la conformità, i produttori di etichette farmaceutiche integrano spesso Sistemi di stampa e applicazione (P&A)-L'integrazione di stampanti a trasferimento termico direttamente sulla testa di etichettatura consente di stampare dinamicamente i codici di lotto, le date di scadenza e i codici a barre seriali 2D su ogni etichetta immediatamente prima dell'applicazione. Il tutto è abbinato a telecamere di ispezione Machine Vision ad alta velocità che eseguono la verifica ottica dei caratteri (OCV, Optical Character Verification) per scartare istantaneamente qualsiasi bottiglia con un codice a barre sbavato o un'etichetta mancante.
Nel settore dei cosmetici di alta gamma, la sfida è puramente estetica. Il look "clear-on-clear" di fascia alta richiede l'applicazione di etichette trasparenti su vetro o acrilico trasparente senza che rimangano intrappolate nemmeno una microscopica bolla d'aria. Ciò richiede meccanismi specializzati di pulizia con spatole ad alta densità e un controllo estremo della tensione servoassistita per garantire che l'etichetta sia perfettamente piatta, poiché anche il più piccolo difetto visivo danneggia la percezione del marchio.
Struttura dei costi ed efficienza operativa (OpEx vs. CapEx)
L'acquisto di un'etichettatrice basato esclusivamente su metriche di prestazione isolate è una trappola pericolosa. In un moderno impianto di produzione, l'etichettatrice è un nodo di un ecosistema interconnesso. Il suo vero valore è dettato dalla fluidità con cui si sincronizza con le apparecchiature a monte e a valle e dalla rapidità con cui può essere riconfigurata per le diverse produzioni.
Spese iniziali in conto capitale (CapEx)
Il costo totale di una macchina etichettatrice è dettato dall'architettura dell'azionamento e dalla geometria del telaio. Passare da una macchina lineare a passo a un sistema lineare completamente servoassistito comporta un aumento del prezzo di acquisto iniziale, ma garantisce la stabilità ad alta velocità. Il passaggio a un'etichettatrice rotativa multistazione ad alta velocità rappresenta un investimento massiccio in termini di costi di produzione, adatto solo agli impianti di produzione di bevande su scala industriale, dove la produzione massiccia giustifica l'ammortamento. Inoltre, i moduli personalizzati necessari modificano in modo significativo i costi di investimento. L'integrazione di sistemi di movimentazione dei dischi personalizzati per le bottiglie instabili, l'aggiunta di soffiatori d'aria ionizzata per eliminare l'elettricità statica dalle etichette in film trasparente o l'installazione di telecamere di visione industriale Cognex o Keyence aggravano la spesa iniziale, ma sono investimenti necessari per garantire una produzione senza difetti.
Materiali di consumo e costi di inattività nascosti (OpEx)
La vera emorragia finanziaria di una linea di confezionamento si nasconde nelle OpEx. Quando si analizzano i materiali di consumo, le etichette sensibili alla pressione comportano un aumento di costo intrinseco, perché si paga il supporto in silicone, che alla fine viene spoolato come rifiuto e gettato via. Al contrario, i sistemi roll-fed hot melt utilizzano film BOPP senza liner e offrono un costo per bottiglia significativamente più basso, rendendoli l'unica scelta logica per i prodotti ad alto volume e a basso margine come l'acqua in bottiglia.
Tuttavia, il costo OpEx nascosto più distruttivo è rappresentato dai tempi di inattività causati da apparecchiature economiche. Un'etichettatrice economica che si affida a motori passo-passo ad anello aperto perde spesso la sincronizzazione. Ciò provoca l'applicazione di etichette stropicciate o disallineate. Non solo si perde il costo dell'etichetta sprecata e del prodotto rovinato all'interno della bottiglia, ma si deve anche sostenere il costo della manodopera per fermare la linea, pulire l'inceppamento, ricalibrare la macchina e riavviarla. Quando una macchina causa 15 minuti di fermo macchina per turno su una linea da 200 BPM, si perdono 3.000 unità di produzione al giorno. Nell'arco di un anno fiscale, le perdite finanziarie dovute a un OEE insufficiente superano i risparmi generati dall'acquisto della macchina più economica.
Conclusione: Una lista di controllo strategica per il vostro investimento
- Fase 1: filtraggio della geometria senza compromessi: Definite chiaramente la forma, la stabilità e la rigidità del vostro contenitore. Lasciate che sia la fisica a dettare l'architettura di movimentazione. Rispettate i tabù del settore, come ad esempio non applicare mai una pressione meccanica laterale a lattine di alluminio vuote e non pressurizzate.
- Fase 2: allineare il throughput all'architettura elettrica: Mappate il vostro obiettivo di bottiglie al minuto (BPM) sul meccanismo di azionamento. Se la linea supera i 150 BPM, scartate i motori passo-passo e richiedete sistemi di servoassistenza ad anello chiuso per evitare la deriva ad alta velocità. Abbinare la tecnologia del sensore (fotoelettrico o a ultrasuoni) all'opacità del substrato dell'etichetta.
- Fase 3: imporre un test di accettazione in fabbrica (FAT): Non concludete mai un contratto di acquisto sulla base di una brochure. Chiedete al produttore di testare le bottiglie e i rotoli di etichette della vostra produzione reale, dimostrando la precisione dichiarata, le capacità OEE e i tempi reali di cambio formato prima che l'apparecchiatura venga spedita.
Le apparecchiature economiche non disponibili sul mercato si guastano abitualmente sotto il rigoroso stress di un funzionamento industriale continuo 7×24, con perdita di potenza del motore e tempi di inattività cronici. In qualità di produttore leader di tecnologie di etichettatura di alto livello in Cina, LevaPack è specializzata in soluzioni di alta precisione progettate specificamente per lattine rotonde, lattine in banda stagnata e barattoli.
Le nostre apparecchiature di punta, come il può il corpo e tappo etichettatrici sensibili alla pressione, rifiuta i componenti compromessi. Ogni unità è rigorosamente dotata di un ecosistema elettrico a ciclo chiuso che comprende PLC Panasonic, touchscreen HMI Kunlun Tongtai e sensori per il rilevamento delle etichette Leuze. Integrata con una rigida struttura meccanica regolabile a 3 poli, questa architettura garantisce un'autocorrezione intelligente e un rilevamento perfetto delle etichette mancanti, evitando completamente le perdite di etichette e lo spreco di materiale.
Sia che abbiate bisogno di un'unità indipendente per impieghi gravosi o di una linea di confezionamento chiavi in mano completamente integrata, personalizzata dal riempimento e dall'aggraffatura fino all'etichettatura, i tecnici LevaPack garantiscono una stabilità senza compromessi.
Ingegneria di precisione per la produzione continua ad alta velocità 7×24
Siete pronti a eliminare i tempi morti e a proteggere la vostra OEE? Sfruttate la nostra tecnologia di etichettatura ad alta precisione per garantire una presentazione impeccabile del marchio su ogni scaffale.
Esplora le nostre soluzioni personalizzate


