7 tipi di tappi per bottiglie decodificati: Abbinamento di tappi, bottiglie e tappatrici
Il fondamento: Perché il materiale del contenitore determina il vostro destino di chiusura
C'è una pericolosa illusione nel mondo degli acquisti di imballaggi B2B: la convinzione che la scelta di un tappo per bottiglie sia solo una scelta estetica o funzionale di base. Molti responsabili degli acquisti sfogliano i cataloghi pensando: "Voglio un tappo flip-top nero opaco ed elegante", senza mai consultare gli ingegneri di produzione. Questa mentalità "design-first" è la strada più veloce per ottenere guasti catastrofici alle linee, perdite nelle spedizioni e un crollo dell'OEE (Overall Equipment Effectiveness).
Ecco la dura verità ingegneristica dell'industria dell'imballaggio: una tenuta perfetta e a prova di perdite non è un prodotto che si acquista, ma un'equazione a tre variabili che si deve bilanciare. Questa equazione consiste in: Tolleranza dimensionale del materiale del contenitore + Design della filettatura di chiusura + Coppia di applicazione della macchina Se si sbaglia una singola variabile di questa trinità, la linea di produzione soffrirà di bottiglie frantumate, filettature spanate o microperdite che distruggono la durata di conservazione del prodotto.
Prima ancora di classificare i 7 tipi di chiusure, dobbiamo stabilire la legge suprema dell'imballaggio: il destino della chiusura è interamente dettato dal materiale del substrato del contenitore. Perché? Per via di un parametro di produzione critico noto come Tolleranza dimensionale.
Nel mondo dello stampaggio a iniezione stiro-soffiaggio (ISBM), una bottiglia rigida in plastica PET può essere prodotta con una tolleranza dimensionale estremamente precisa di ±0,1 mm. Tuttavia, nell'industria del vetro, a causa della natura caotica della silice fusa e delle dinamiche termiche, la tolleranza di finitura del collo di una bottiglia di vetro può variare di ±0,5 mm o anche di più.
È come indossare delle scarpe. Una bottiglia in PET di alta precisione è come una scarpa da sera in pelle rigida e perfettamente su misura, che si abbina perfettamente a una fibbia metallica rigida e altamente ingegnerizzata (un collegamento duro a duro). Una bottiglia di vetro, invece, è come un piede che cambia leggermente forma ogni giorno. Se si cerca di forzare un tappo di plastica rigido e intransigente su una filettatura di vetro senza un cuscinetto di sostegno, il risultato sarà negativo. Il vetro richiede una soletta spessa e morbida, una fodera comprimibile specializzata, per riempire gli imprevedibili spazi microscopici e garantire la tenuta. Pertanto, la comprensione della rigidità fisica, del tasso di espansione termica e della tolleranza di produzione della bottiglia è il prerequisito assoluto per la scelta del tipo di chiusura.
Contenitori metallici: Sistemi di tenuta normali o pressurizzati
Quando si passa dai polimeri agli imballaggi metallici (banda stagnata e alluminio), il paradigma ingegneristico cambia radicalmente. A differenza delle materie plastiche, che possiedono una memoria viscoelastica e possono riprendersi dalla deformazione, la deformazione dei metalli è permanente. Questo introduce il concetto di fatica metallurgica. Nell'imballaggio metallico, i sistemi di sigillatura si dividono rigorosamente in due percorsi tecnici distinti, basati sulla pressione interna. Confondere una chiusura atmosferica standard con un sistema di valvole pressurizzate è un errore logico critico che può portare a investimenti disastrosi nelle apparecchiature.
Guarnizioni normali e a vuoto (tappi di corona e capicorda)
Per gli ambienti a pressione atmosferica standard o micro-negativa, tipici dell'industria della birra, delle bevande e degli alimenti in scatola, i tipi di chiusura più diffusi sono i tappi a corona e i tappi a testa zigrinata (noti anche come tappi Twist-Off).
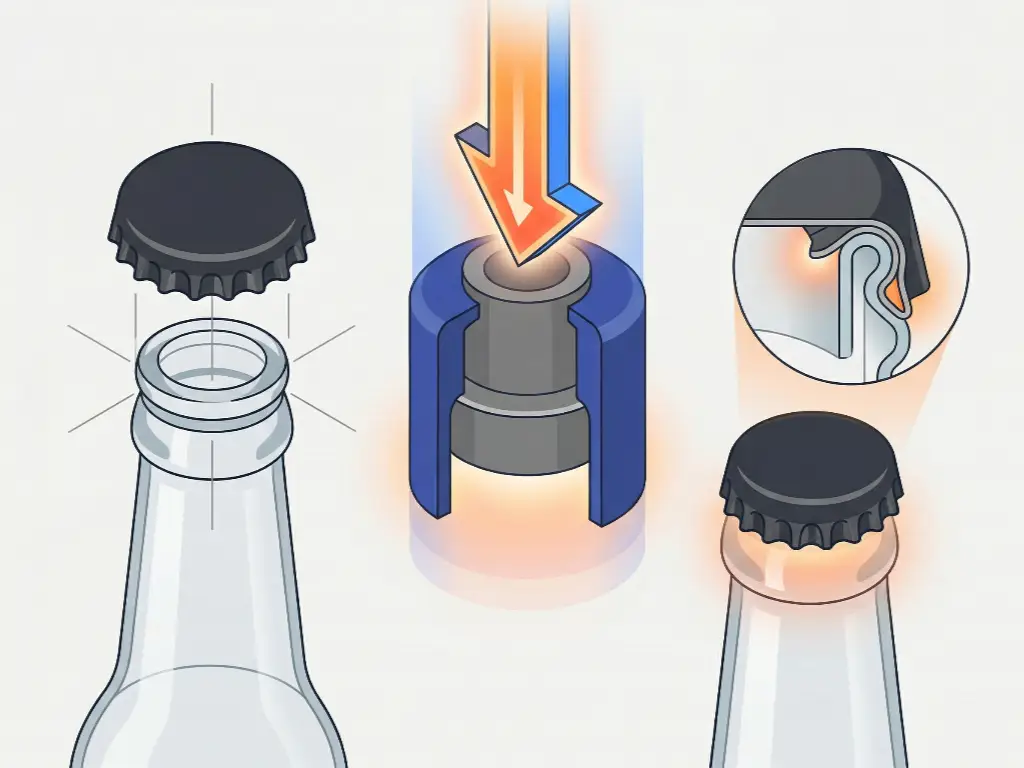
Cappelli a corona: Utilizzato quasi esclusivamente su bottiglie di birra in vetro o in alluminio, il tappo a corona si basa su una forza meccanica completamente diversa rispetto al tappo a vite. Utilizza una macchina tappatrice dotata di una speciale campana di crimpatura in acciaio temprato. In una frazione di secondo, la macchina applica un'immensa forza verso il basso mentre la campana di crimpatura ripiega le 21 scanalature del tappo in banda stagnata sotto l'anello di chiusura del collo della bottiglia. Poiché questa operazione si basa sulla deformazione plastica del metallo, la tolleranza di carico superiore dell'apparecchiatura deve essere fenomenalmente precisa. Una deviazione di un solo millimetro nella pressione verso il basso può far fallire l'aggraffatura dei flauti (causando una birra piatta) o frantumare istantaneamente il collo di vetro.
Tappi dei capicorda (Twist-Off): Tipicamente presenti sui barattoli di vetro per marmellate, salse e sottaceti, i tappi ad alette sono caratterizzati da 3-6 alette metalliche che si innestano con filettature interrotte sulla finitura del vetro. L'ingegnosità del tappo ad alette sta nel fatto che richiede solo un 1/4 di giro per bloccarsi. Tuttavia, il suo vero meccanismo di tenuta si basa sulla termodinamica. Questi prodotti sono solitamente riempiti a caldo. Quando il prodotto si raffredda all'interno del contenitore sigillato, si crea un potente vuoto. Questo vuoto tira fisicamente il tappo verso il basso, comprimendo il rivestimento in plastisol contro il bordo di vetro per creare un sigillo ermetico. La tappatrice (una tappatrice sottovuoto a vapore in linea retta) deve applicare esattamente la giusta quantità di torchio di applicazione: troppo poco, e il vuoto sfugge; troppo, e le alette metalliche si piegano in modo permanente e si spogliano oltre i filetti di vetro, rovinando il lotto.

Sistemi pressurizzati (valvole per aerosol)
Passando al regno degli aerosol (lacca per capelli, lubrificanti industriali, creme da barba), la "chiusura" non è più un semplice coperchio, ma un componente ingegneristico di controllo della pressione molto complesso, noto come valvola per aerosol.
Una valvola per aerosol deve contenere e controllare un prodotto liquido miscelato con un propellente altamente volatile e pressurizzato (come GPL, butano o azoto compresso). Il processo di produzione di questa "chiusura" è radicalmente diverso. Richiede un processo specializzato chiamato Gassificazione e crimpatura sottocoppa.
In questo ambiente ad alto rischio, la macchina sigillatrice non si limita a spingere il tappo verso il basso. Crea un sigillo temporaneo sull'apertura della lattina, inietta il propellente altamente infiammabile sotto un'immensa pressione e poi espande istantaneamente una pinza metallica all'interno della coppa della valvola per chiuderla verso l'esterno contro la curvatura della lattina di latta o di alluminio. Scegliere una valvola per aerosol significa che la linea di produzione deve essere aggiornata secondo i severi standard Ex-proof (a prova di esplosione). Le macchine tappatrici standard non possono essere adattate a questo scopo; tentare di farlo è una grave violazione della sicurezza. La barriera all'ingresso in questo settore non è solo il costo della valvola, ma anche l'ingente spesa in conto capitale richiesta per i sistemi pneumatici a prova di esplosione e per l'infrastruttura del gas house.
Chiusure per bottiglie di vetro: Gestione della rigidità e delle variazioni ad alta tolleranza
Il vetro è il re indiscusso degli imballaggi di alta gamma e domina i settori degli alcolici, degli oli essenziali, dei cosmetici e dei prodotti farmaceutici. Tuttavia, dal punto di vista di un ingegnere dell'imballaggio, il vetro è un incubo di rigidità e incoerenza. Secondo le linee guida strutturali stabilite dal Glass Packaging Institute (GPI), i filetti di vetro hanno tolleranze dimensionali molto più ampie rispetto alle materie plastiche stampate a iniezione. Inoltre, il vetro ha una flessibilità pari a zero: se la macchina tappatrice applica una coppia di serraggio troppo aggressiva, il vetro non si muove e si frantuma. Per far fronte a queste due sfide, sono stati progettati tipi di chiusura specifici che fungono da ammortizzatori e da riempitivi.
Tappi di sughero, tappi e tappi a vite CT con rivestimento spesso
Per i liquidi di alto valore come il vino, i profumi e gli oli essenziali aggressivi, l'obiettivo principale della chiusura è quello di riempire i microscopici crateri e le superfici irregolari tipiche delle finiture in vetro stampato.
I tappi naturali e quelli in polimeri sintetici ottengono questo risultato attraverso una compressione radiale. Una macchina tappatrice specializzata comprime il tappo a un diametro inferiore al foro della bottiglia, lo inserisce e lo lascia espandere, premendo con forza contro le pareti irregolari del vetro per creare una tenuta.
Per i contenitori in vetro filettati, il tappo standard a filettatura continua (CT) deve essere dotato di un liner specializzato e altamente comprimibile. Il gold standard in questo caso è il Cappuccio rivestito in plastisol. Il plastisol è una resina liquida a base di PVC che viene versata in un tappo metallico e cotta in una guarnizione solida e gommosa. Quando viene utilizzato in applicazioni di riempimento a caldo o passato attraverso una tappatrice a vapore, il plastisol si ammorbidisce momentaneamente. Quando il tappo viene serrato, il plastisol ammorbidito si adatta perfettamente alla topografia unica e irregolare di quel particolare bordo di vetro. Una volta raffreddato, si indurisce per formare un sigillo sottovuoto impenetrabile e personalizzato. Questo è l'esatto motivo ingegneristico per cui si sente quel soddisfacente "pop" acuto quando si apre un barattolo di marmellata o di sugo per la pasta al supermercato. Quel suono è la prova uditiva di una perfetta tenuta del vuoto tra plastisol e vetro.
Tappi in alluminio ROPP e sistemi di fissaggio/avvitamento
Quando si tratta di alcolici, vini e bevande gassate in vetro, lo standard del settore è il tappo in alluminio Roll-On Pilfer-Proof (ROPP). Per capire come funziona un tappo ROPP è necessario cambiare radicalmente il modo di vedere i tappi filettati.
Ecco la dura realtà: Quando un tappo ROPP viene posizionato su una bottiglia di vetro nella linea di produzione, non ha assolutamente alcuna filettatura. Non è altro che un guscio di alluminio liscio e non filettato.

La magia e l'estrema sfida ingegneristica risiedono interamente nella testa della tappatrice ROPP. Mentre il guscio di alluminio liscio si appoggia alla bottiglia di vetro, la testa di tappatura scende. All'interno di questa testa, blocchi di pressione caricati a molla premono con forza per comprimere il liner contro il bordo di vetro. Contemporaneamente, una serie di "rulli filettatori" rotanti spinge meccanicamente l'alluminio morbido verso l'interno, seguendo fisicamente le filettature del vetro esistenti e arrotolando l'alluminio per farle combaciare perfettamente. Un secondo gruppo di "rulli rimboccatori" passa sotto l'anello di chiusura del vetro per creare la fascia antimanomissione.
Questo processo è il test definitivo della calibrazione della macchina. Se la pressione della molla di carico superiore è troppo alta, il collo di vetro rigido si frantuma immediatamente in pericolosi frammenti sulla linea. Se i rulli di filettatura sono troppo allentati, il tappo gira liberamente e perde. Pertanto, l'acquisto di tappi ROPP è del tutto secondario; il vero investimento è in un sistema di mandrini di tappatura ROPP altamente sofisticato e calibrato con precisione.
Bottiglie in PET e plastica rigida: Filettature di precisione per sistemi ad alta velocità
Il polietilene tereftalato (PET) è la spina dorsale assoluta delle moderne industrie delle bevande, della cura della persona e dei prodotti chimici per la casa. Poiché il PET viene stampato a iniezione, la finitura del collo (l'area filettata) è incredibilmente precisa e consente operazioni di tappatura ad alta velocità e ad alta coppia. L'alta precisione comporta la richiesta di un'elevata produttività. Quando si utilizza il PET, l'attenzione ingegneristica si sposta sulla massimizzazione del tasso di bottiglie al minuto (BPM) e sull'integrazione di complessi sistemi di erogazione dei fluidi senza causare inceppamenti di linea.
Tappi CT standard, Child-Resistant (CRC) e Tamper-Evident (TE)
I tappi in plastica a filettatura continua (CT) standard e le chiusure Tamper-Evident (TE) prosperano sulle bottiglie in PET. La fascetta TE si basa su una specifica interazione meccanica: quando il tappo viene serrato sulla bottiglia, la fascetta TE deve scivolare su un apposito "anello di chiusura" sul collo in PET. Il materiale del PET deve essere sufficientemente rigido da costringere la banda a superare l'anello senza che il collo della bottiglia si fletta o collassi verso l'interno.
Tuttavia, la vera sfida ingegneristica si presenta con le chiusure a prova di bambino (CRC), comunemente utilizzate per i prodotti farmaceutici e chimici pericolosi. La moderna industria dell'imballaggio sta perseguendo in modo aggressivo la "leggerezza", riducendo il peso in grammi delle bottiglie in PET per risparmiare sui costi della resina e migliorare i margini di sostenibilità. Ciò crea un grave conflitto meccanico.

Un tappo CRC standard utilizza un meccanismo "push-down and turn", caratterizzato da un guscio esterno e da un guscio interno filettato collegati da una serie di denti di ingranaggio a molla. Per agganciare questi denti e far ruotare con successo il tappo sulla bottiglia, la tappatrice automatica deve applicare una massiccia Forza di carico superiore di 40-50 libbre direttamente sul collo della bottiglia.
Gli acquirenti dilettanti partono dal presupposto che "il PET è già abbastanza difficile". Questo è un errore fatale. Se si applicano 50 libbre di carico dinamico dall'alto a una bottiglia in PET aggressivamente alleggerita, l'intera struttura soffrirà di "Buckling", la bottiglia collasserà violentemente e si schiaccerà come una lattina di soda sul nastro trasportatore. Se il vostro prodotto richiede una chiusura CRC, dovete collaborare con gli ingegneri per rinforzare la struttura della bottiglia. Geometria della spalla e incorporare un robusto addensamento Anello di supporto per il collo per assorbire e distribuire fisicamente l'impatto brutale del carico superiore della tappatrice.
Pompe dosatrici e spruzzatori a grilletto
Per le lozioni ad alta viscosità, gli shampoo e i detergenti per la casa, i tappi standard sono sostituiti da complesse pompe dosatrici e spruzzatori a grilletto. Se da un lato offrono una maggiore comodità al consumatore, dall'altro introducono variabili caotiche nella produzione automatizzata.
Il parametro critico è il Dip Tube interno. In primo luogo, il "taglio del tubo di immersione" (sia che si tratti di un taglio a V o di un angolo inclinato) e la sua esatta lunghezza devono corrispondere perfettamente alla geometria interna "push-up" della base della bottiglia in PET. In caso contrario, la pompa non riuscirà a estrarre gli ultimi 10% del costoso prodotto, con conseguenti gravi reclami da parte dei consumatori.
In secondo luogo, questi tubi lunghi e curvi sono un vero incubo per le linee di produzione automatizzate. Nel confezionamento ad alta velocità, i tappi devono essere smistati e orientati in una vasca di smistamento vibrante o centrifuga prima di scivolare lungo uno scivolo verso la testa di tappatura. I lunghi tubi di immersione si aggrovigliano continuamente, causando enormi inceppamenti nella vasca di smistamento e portando l'intera linea da milioni di dollari a un arresto. Se scegliete le pompe di dosaggio, non potete fare a meno delle attrezzature; il vostro fornitore di macchinari deve possedere una tecnologia di smistamento d'élite e anti inceppamento, progettata specificamente per i tubi di trasporto.
Bottiglie in PE e flessibili: Risolvere il dilemma del carico dall'alto
Il polietilene ad alta densità (HDPE) e il polietilene a bassa densità (LDPE) sono i materiali preferiti quando il consumatore ha bisogno di spremere il prodotto, a differenza di detergenti per il viso, lozioni per il corpo, miele e ketchup. La contraddizione ingegneristica è evidente: la bottiglia è intenzionalmente progettata per essere morbida e flessibile, ma i macchinari industriali necessari per sigillarla operano con una forza bruta e inesorabile. Inoltre, i materiali in PE sono altamente suscettibili di variazioni termodinamiche estreme durante il transito globale.
Chiusure di erogazione a scatto, a ribalta e a frizione
Per facilitare l'utilizzo con una sola mano da parte dei consumatori sotto la doccia o in cucina, le bottiglie di PE da spremere utilizzano spesso i tappi Snap-Top, Flip-Top o Mushroom. A differenza dei tappi a vite, queste chiusure non richiedono una coppia rotante. Vengono invece applicati da una macchina chiamata Snap Capper o Press-On Capper, che "schiaccia" o preme verticalmente il tappo direttamente sul collo della bottiglia con la sola forza d'urto.

Questo ci porta al dilemma del Top-Load. Come si fa ad applicare un'immensa forza verticale a una bottiglia progettata per schiacciarsi? La risposta sta nel Anello di supporto per il collo. Appena sotto la filettatura (o il cordone di chiusura) di una bottiglia in PE, deve essere presente un anello di plastica prominente, rigido e sporgente. In una linea di produzione professionale, la tappatrice è dotata di speciali "pinze per il collo" meccaniche o di una ruota a stella che scorre fisicamente sotto questo anello di supporto. Quando il cilindro pneumatico martella il tappo a scatto verso il basso, la forza violenta viene assorbita interamente dalle pinze della macchina che tengono il robusto anello del collo, bypassando completamente il morbido corpo della bottiglia sottostante. Senza questa precisa sinergia tra macchina e flacone, colpire un flacone in PE con un tappo a scatto è come calpestare una fisarmonica vuota: il flacone si piegherà all'istante, rovesciando la lozione sul pavimento della camera bianca.
Il rischio di rottura delle guarnizioni: espansione termica e tenuta a induzione
La minaccia più insidiosa per le bottiglie flessibili in PE non si verifica in fabbrica, ma all'interno di un container di spedizione a 60°C (140F) che attraversa l'Oceano Pacifico. Questa minaccia deriva dalla mancata corrispondenza dei coefficienti di espansione termica.
Spesso una bottiglia in PE flessibile viene abbinata a una chiusura in polipropilene (PP) rigido. Il PP e il PE si espandono e si contraggono a velocità completamente diverse se sottoposti a calore elevato. Durante il transito globale, il calore intenso fa sì che il collo della bottiglia in PE si ammorbidisca e si espanda in modo diverso rispetto al tappo in PP. Questo provoca un "creep", che alla fine porta a un fenomeno noto come "Back-off", in cui il tappo, una volta ben serrato, si srotola fisicamente da solo, causando perdite catastrofiche e perdite di prodotto a livello di pallet.
Sebbene le difese meccaniche di base, come la guarnizione interna "Crab's Claw" (un labbro di plastica flessibile che si incunea contro l'interno del foro della bottiglia), offrano una certa protezione, non sono sufficienti in caso di stress termico estremo. La soluzione ingegneristica B2B più avanzata, lo standard assoluto per le spedizioni internazionali è Sigillatura a induzione.
La sigillatura a induzione non si basa su fili meccanici per trattenere il liquido, ma utilizza l'elettromagnetismo. All'interno del tappo viene inserito uno speciale liner a induzione (composto da cartone di cellulosa, cera, foglio di alluminio e uno strato di polimero termosaldante). Dopo che il tappo è stato serrato sulla bottiglia di PE, la bottiglia passa sotto la testa di una sigillatrice a induzione. La macchina emette un campo elettromagnetico ad alta frequenza che crea correnti parassite nel foglio di alluminio. Questo riscalda istantaneamente il foglio, fondendo lo strato di polimero direttamente nel labbro della bottiglia di PE. Non si tratta più di una semplice chiusura della bottiglia, ma di una saldatura molecolare della plastica. In questo modo si crea una barriera ermetica, a prova di manomissione, completamente immune da contraccolpi, vibrazioni ed espansione termica, che garantisce il transito a prova di perdite della 100%.
La matrice dell'ingegneria: Allineare bottiglia, cap, capEx e macchine
Dopo aver decostruito la complessa interazione tra la fisica dei materiali, la coppia e la dinamica termica, è giunto il momento di sintetizzare questi dati in una logica d'acquisto B2B attuabile. La matrice sottostante colma il divario tra l'estetica dell'imballaggio e la realtà della linea di produzione, assicurando che la spesa in conto capitale (CapEx) sia destinata ai macchinari giusti per la combinazione specifica contenitore-chiusura.
| Materiale della bottiglia | Tipo di tappo dominante | Forza di tappatura primaria | Costo stimato degli utensili e MOQ | Macchina tappatrice consigliata |
|---|---|---|---|---|
| Vetro (alta rigidità, bassa tolleranza) | Tappi dei capicorda rivestiti in plastisol / Alluminio ROPP | Coppia precisa / Pressione laterale | Basso (standard) / Alto (rilievo personalizzato) | Tappatore a vuoto a vapore / rullo mandrino ROPP |
| PET (rigido, alta tolleranza) | Standard CT / CRC (Child Resistant) | Coppia rotante + carico massimo estremo | Basso (finiture del collo standardizzate) | Tappatore a mandrino rotante ad alta velocità (con controllo di coppia) |
| PE/HDPE (compressione flessibile) | Erogazione a scatto / Flip-Top | Impatto verticale (a pressione) | Da medio ad alto (cerniere a stampo complesse) | Tappatore pneumatico a scatto (richiede la presa del collo) |
| Lattine in composito/stagno | Coperchi con cuciture / foglio staccabile | Crimpatura a doppia aggraffatura | Alto (richiede un MOQ di volume elevato) | Aggraffatrice per barattoli con lavaggio a vuoto/azoto |
Il bilancio dell'ingegnere capo: Non fidatevi mai della "perfezione statica" di un tappo campione serrato a mano sulla vostra scrivania. Il vero test di un sistema di confezionamento avviene solo a 300 bottiglie al minuto (BPM) dopo che il macchinario ha funzionato a caldo per otto ore. Prima di firmare un contratto per l'acquisto di un'apparecchiatura, è necessario richiedere un rigoroso test di collaudo. FAT (Test di accettazione in fabbrica) dal vostro fornitore di macchine, utilizzando esattamente le vostre bottiglie, i vostri tappi e il vostro liquido simulato. Vincolateli a un contratto di prestazioni rigoroso basato sull'OEE (Overall Equipment Effectiveness) e su un tasso di scarti prossimo allo zero. Se un fornitore si rifiuta di eseguire un FAT completo, abbandonatelo immediatamente.
Questo impegno senza compromessi per l'affidabilità ingegneristica e la rigorosa convalida FAT è il motivo per cui i produttori di PMI, i co-packer d'élite e i marchi nutrizionali di alto valore in oltre 100 paesi si affidano a loro. Levapack con le loro linee di confezionamento più critiche.
Quando si tratta di sigillare linee di polveri a rischio di esplosione con il flussaggio dell'azoto, di configurare pesatrici multitesta ad alta velocità per frutta secca di alta qualità o di richiedere sigilli di sterilizzazione impeccabili per l'inscatolamento di alimenti umidi per animali domestici, il margine di errore è esattamente pari a zero. Levapack non vende solo macchine, ma progetta soluzioni chiavi in mano. Forte di 18 anni di esperienza nel settore delle macchine per il confezionamento, il nostro centro di produzione CNC di 4.000 metri quadrati lavora i componenti con una precisione sbalorditiva di 2ºm.
Integrando la tecnologia servo Siemens e Schneider di alto livello nelle nostre tappatrici, aggraffatrici e riempitrici, garantiamo l'esatto controllo della coppia e la gestione del carico superiore necessari per qualsiasi tipo di chiusura illustrata in questa guida. Sia che si tratti di delicati tappi in vetro, di chiusure in PET CRC ad alta velocità o di complesse aggraffature di lattine in alluminio, sosteniamo le nostre linee automatizzate con una garanzia di 16 mesi, leader del settore, e forniamo test FAT completamente trasparenti e video-documentati prima che la vostra macchina lasci il nostro stabilimento.
Smettete di tirare a indovinare con il vostro CapEx e di rischiare la durata di conservazione dei vostri prodotti. Portateci oggi stesso le vostre combinazioni di bottiglie e tappi più impegnative e lasciate che i nostri ingegneri, con oltre 15 anni di esperienza nell'assemblaggio di precisione, progettino la linea di confezionamento impeccabile che il vostro marchio merita.



