Aggiornamento della linea di confezionamento: La sigillatura per conduzione vale ancora la pena?
Nel panorama produttivo ipercompetitivo di oggi, Efficacia complessiva delle apparecchiature (OEE) La stazione di saldatura emerge spesso come il collo di bottiglia critico e la causa di costosi reclami da parte dei clienti. Quando si aggiornano le apparecchiature, gli ingegneri e i responsabili degli impianti si trovano di fronte a un classico dilemma: continuare con la tradizionale e apparentemente economica "sigillatura per conduzione" o passare all'alta velocità. Sigillatura a induzione sistemi? Sebbene la sigillatura per conduzione abbia mantenuto una forte posizione grazie ai suoi principi meccanici semplici e alla bassa spesa di capitale iniziale, la matrice di valutazione cambia drasticamente quando si sposta l'attenzione dalla fattura d'acquisto iniziale al registro operativo quinquennale del mondo reale della fabbrica.
Se si considerano i limiti massimi di produzione, i tempi di inattività per i cambi di produzione, i tassi di scarto dei materiali e l'intenso lavoro manuale richiesto per la manutenzione quotidiana, la sigillatura per conduzione giustifica ancora il suo posto in una linea di produzione moderna e flessibile? Questa guida ingegneristica completa elimina le propagande di marketing standard dei fornitori per analizzare obiettivamente i meccanismi fisici sottostanti alla sigillatura per conduzione. Esploreremo i suoi insostituibili punti di forza, smaschereremo le sue fatali trappole ingegneristiche e vi forniremo i dati concreti necessari per determinare se questa tecnologia è ancora adatta alle vostre specifiche esigenze di confezionamento.
Che cos'è la sigillatura per conduzione? Comprendere il meccanismo di trasferimento diretto del calore
Per prendere una decisione informata sui macchinari per il confezionamento, dobbiamo innanzitutto stabilire una chiara base tecnica. La sigillatura per conduzione non è una tecnologia proprietaria "black box", bensì un'applicazione semplice della termodinamica fondamentale. La sigillatura per conduzione si basa sul trasferimento termico diretto e fisico per fondere uno strato di polimero e incollarlo all'apertura del contenitore.
Le 4 fasi della sigillatura per conduzione
A differenza dei metodi di saldatura senza contatto, la conduzione richiede un impegno fisico assoluto tra la macchina e il materiale di confezionamento. La sequenza fisica di questa operazione può essere oggettivamente suddivisa in quattro fasi distinte:
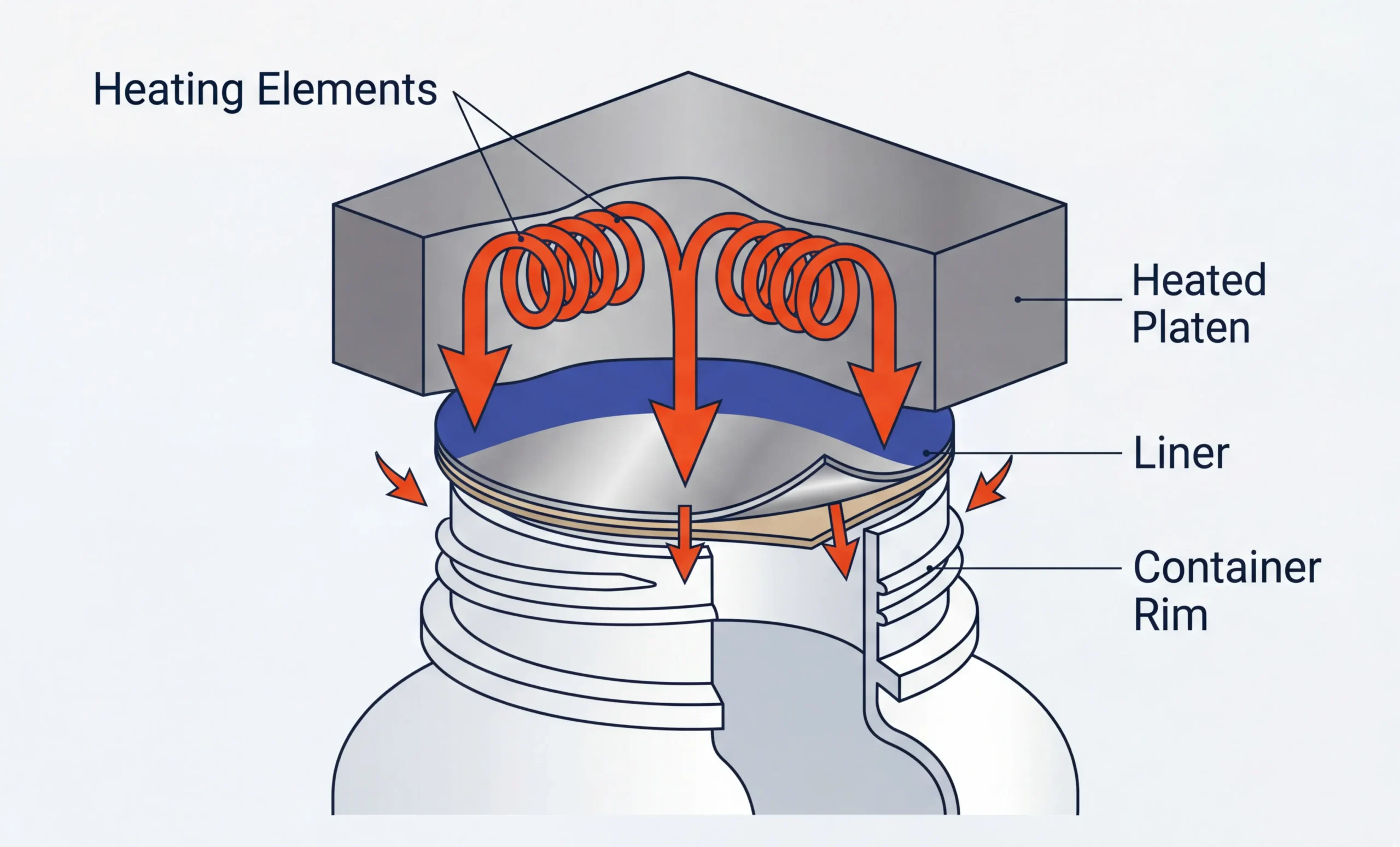
- Generazione di calore: Un elemento di riscaldamento elettrico interno genera continuamente energia termica, aumentando la temperatura di una piastra metallica solida a un punto di regolazione preciso e predeterminato.
- Azionamento fisico: Un cilindro meccanico o pneumatico spinge la testa di saldatura riscaldata verso il basso, premendola con forza contro la parte superiore del contenitore e il liner di tenuta.
- Trasferimento termico: L'energia termica si propaga direttamente dalla superficie metallica calda, penetrando attraverso gli strati esterni del materiale di sigillatura (come il foglio o il supporto di carta) per contatto fisico diretto.
- Fusione e polimerizzazione dei polimeri: Il calore raggiunge lo strato inferiore di polimero termosaldato, portandolo al di sopra del suo punto di fusione. Una volta che la testa riscaldata si ritrae, il polimero si raffredda rapidamente e si solidifica, formando un tenuta ermetica con il labbro del contenitore.
La comprensione di questo processo evidenzia l'assoluta necessità di tre variabili critiche che guidano l'operazione: Temperatura, Pressione, e Tempo di permanenza. Mentre la temperatura e la pressione sono in qualche modo regolabili, Tempo di permanenza-La durata effettiva della permanenza della testa riscaldata a contatto con la lamina è una legge fisica ineluttabile. Poiché i polimeri sono isolanti termici naturali, il trasferimento di calore è intrinsecamente lento. Nella maggior parte delle applicazioni industriali, una sigillatrice a conduzione richiede un tempo di permanenza fisica compreso tra 1,0 e 3,0 secondi per ottenere una tenuta ermetica affidabile.
Per concettualizzare questo aspetto in uno scenario familiare di tutti i giorni, si consideri il funzionamento di una normale macchina laminatrice da ufficio o l'uso di un ferro da stiro domestico per applicare una decalcomania a trasferimento termico su una maglietta. Non si può semplicemente battere il ferro da stiro caldo contro il tessuto e aspettarsi che la colla aderisca. È necessario premere con forza il ferro da stiro (pressione) e tenerlo premuto per alcuni secondi (tempo di permanenza) per consentire al calore di penetrare negli strati e sciogliere l'adesivo (temperatura). Se manca uno di questi tre elementi, l'incollaggio fallisce. Il contatto fisico diretto e il tempo adeguato sono i prerequisiti non negoziabili per il trasferimento di calore conduttivo.
Sigillatura a conduzione e a induzione: Un confronto tecnico testa a testa
Il dibattito tra sigillatura a conduzione e a induzione si riduce spesso a un'argomentazione troppo semplice: "quale macchina è migliore". Tuttavia, da un punto di vista ingegneristico, nessuna delle due tecnologie è intrinsecamente superiore nel vuoto. La vera differenza sta nel modo in cui i rispettivi meccanismi di generazione del calore dettano gli scenari di applicazione appropriati. Decostruendo la tecnologia in modo oggettivo, eleviamo la discussione dalle specifiche di base della macchina all'architettura di processo di alto livello.
I meccanismi di generazione del calore: Riscaldamento esterno e interno
La differenza più profonda tra le due tecnologie è il flusso direzionale dell'energia termica.
Sigillatura per conduzione (riscaldamento esterno)
Come è noto, la conduzione è un processo "esterno". Si basa su conduzione termica diretta. Un blocco metallico massiccio viene riscaldato ad alta temperatura e il calore viene spinto con forza attraverso gli strati superiori del materiale di imballaggio fino a raggiungere lo strato adesivo sul fondo. La fonte di calore è completamente esterna all'imballaggio.
Analogia: Come cuocere un uovo in una padella. Il calore deve essere trasferito lentamente verso l'alto attraverso il fondo.
Sigillatura a induzione (riscaldamento interno)
L'induzione, al contrario, è un processo "interno". È un processo completamente senza contatto tecnologia che utilizza una Campo elettromagnetico. Le onde magnetiche passano innocuamente attraverso la calotta di plastica e inducono correnti parassite esclusivamente all'interno dello strato di alluminio, fondendo il rivestimento polimerico dall'interno.
Analogia: È come riscaldare un uovo in un forno a microonde. L'energia eccita direttamente le molecole all'interno, provocando un rapido riscaldamento interno.
Velocità di produzione e limiti di efficienza della linea
Poiché i meccanismi fondamentali di generazione del calore sono molto diversi, le rispettive capacità su una linea di produzione ad alta velocità si collocano in stratosfere completamente diverse. L'ineluttabile fisica del "tempo di permanenza" agisce come un limite massimo alla capacità di produzione dei sistemi a conduzione.
| Metrica (dimensione di valutazione) | Tenuta per conduzione | Sigillatura a induzione |
|---|---|---|
| Velocità massima della linea | Da lento a moderato (in genere 30-60 CPM per testa) | Da alto ad altissimo (facilmente 100 - 300+ CPM) |
| Funzionamento continuo | Intermittente/Stop-and-Go (richiede che i contenitori si fermino per la pressione fisica) | Continuo/in linea (i contenitori si muovono ininterrottamente sul trasportatore) |
| Tempo di riscaldamento / raffreddamento | Estesa (richiede oltre 30 minuti per riscaldare le piastre in metallo pesante) | Istantaneo (l'elettronica a stato solido non richiede riscaldamento) |
Per tradurre queste specifiche nella matematica di fabbrica del mondo reale, si consideri una struttura incaricata di soddisfare una quota giornaliera di 100.000 bottiglie in un turno standard di 8 ore. Ciò richiede una produzione sostenuta di circa 208 contenitori al minuto (CPM).
Una sigillatrice a induzione in linea standard può gestire senza problemi questo requisito di 208 CPM, occupando circa uno o due metri di spazio sul nastro trasportatore. Per ottenere la stessa identica produzione utilizzando la sigillatura a conduzione, non si può ingannare la fisica del tempo di sosta di 1,5 secondi. Una singola testa di conduzione raggiunge un massimo di circa 40 CPM. Pertanto, per raggiungere i 208 CPM, la struttura dovrebbe investire in un enorme sistema di conduzione rotante a più teste, contenente da 6 a 8 stazioni di sigillatura individuali. Questo non solo aumenta esponenzialmente la complessità meccanica e i requisiti di manutenzione, ma consuma anche un'enorme quantità di spazio altamente costoso all'interno della fabbrica solo per eguagliare la produzione di una singola bobina a induzione compatta.
Valutazione del vero ROI: CAPEX vs. OPEX nei sistemi di conduzione
Quando si presentano le opzioni per le apparecchiature al reparto finanziario, la sigillatura a conduzione spesso sembra incredibilmente attraente sulla carta. Tuttavia, valutare il ritorno sull'investimento (ROI) basandosi esclusivamente sulla spesa in conto capitale (CAPEX) è una trappola pericolosa che nasconde l'emorragia operativa a lungo termine in fabbrica. Per comprendere veramente i costi, dobbiamo analizzare le spese operative (OPEX).
L'illusione di una bassa spesa iniziale in conto capitale (CAPEX)
È un dato di fatto che la macchina base (telaio nudo) di una sigillatrice pneumatica a conduzione monotesta è significativamente più economica di un sistema di sigillatura a induzione raffreddato ad acqua e a stato solido. Per una startup o una struttura che produce un singolo prodotto a bassi volumi, questa bassa barriera all'ingresso è molto interessante.
Tuttavia, i costi nascosti risiedono nel necessario "ecosistema di utensili". La sigillatura per conduzione richiede Stampi per riscaldamento personalizzati. Poiché la testa metallica deve adattarsi perfettamente all'esatto diametro e contorno del labbro del contenitore per applicare una pressione uniforme, ogni singolo formato di bottiglia richiede una propria testa di tenuta metallica lavorata con precisione CNC. Inoltre, l'azionamento costante si basa su un complesso sistema di Sistemi pneumatici (compressori d'aria, cilindri e valvole) che richiedono una manutenzione continua, la lubrificazione e l'eventuale sostituzione a causa dell'usura meccanica.
Acquistare una sigillatrice a conduzione è molto simile all'acquisto di una stampante a getto d'inchiostro economica. La stampante in sé è fortemente sovvenzionata e poco costosa, ma si è costretti ad acquistare cartucce di inchiostro proprietarie molto costose (matrici riscaldanti personalizzate) per il resto della vita operativa della macchina. Se la vostra linea di prodotti si espande fino a includere cinque nuove forme di bottiglie l'anno prossimo, dovrete commissionare e acquistare cinque nuovi blocchi riscaldanti personalizzati.
Il killer dell'OEE: Cambi di utensili e ritardi di riscaldamento
Sebbene il costo degli stampi personalizzati sia doloroso, esso impallidisce rispetto all'impatto devastante che la sigillatura per conduzione ha sui tempi di attività delle macchine durante il cambio di prodotto. Nel moderno confezionamento in conto terzi o nella produzione agile, una linea può dover cambiare le dimensioni dei contenitori più volte al giorno.
Analizziamo rigorosamente la tempistica di un cambio di utensili a conduzione standard:
- Fase 1: raffreddamento (30-45 minuti). Il blocco riscaldante metallico esistente raggiunge i 200°C. Prima che un tecnico possa svitarlo e rimuoverlo in sicurezza senza rischiare gravi ustioni, la macchina deve essere spenta e lasciata dissipare naturalmente il calore.
- Fase 2: Sostituzione fisica degli utensili (10 minuti). L'operatore svita la vecchia testa, allinea la nuova matrice personalizzata e la blocca nel gruppo pneumatico.
- Fase 3: riscaldamento e stabilizzazione (30 minuti). La macchina viene riaccesa. Il nuovo blocco di metallo denso deve assorbire lentamente il calore finché il controllore PID interno non conferma che si è stabilizzato alla nuova temperatura target.
- Fase 4: calibrazione della pressione (10 minuti). La corsa pneumatica verso il basso deve essere regolata con precisione per tenere conto dell'altezza della nuova bottiglia e dello spessore del nuovo stampo, garantendo una pressione perfetta senza schiacciare il contenitore.
Questo processo consuma abitualmente dagli 80 ai 95 minuti di puro tempo morto. Ora, applicate tutto questo a uno scenario sandbox in fabbrica: Uno stabilimento ha un programma molto flessibile, che richiede 3 cambi di prodotto al giorno. Utilizzando una macchina a conduzione, l'impianto sacrifica oltre 4 ore di tempo di produzione al giorno solo per aspettare che il metallo si riscaldi e si raffreddi. Se il costo misto dei tempi di inattività della linea (salari degli operatori, spese generali e perdita di profitti di produzione) è stimato prudentemente in $500 all'ora, questa saldatrice a conduzione "economica" sta bruciando attivamente $2.000 ogni singolo giorno. Nel giro di pochi mesi, l'esorbitante OPEX eclissa completamente il risparmio iniziale di CAPEX ottenuto evitando di acquistare una macchina a induzione.
Compatibilità dei contenitori: Quando la conduzione è l'unica scelta (e quando fallisce)
Nonostante gli inconvenienti operativi, è fondamentale affermare che la sigillatura per conduzione non è obsoleta. Rimane una tecnologia vitale perché, in alcuni scenari ingegneristici molto specifici, è la soluzione più adatta. solo soluzione praticabile. Al contrario, ci sono scenari in cui l'applicazione della sigillatura per conduzione è una ricetta per un disastro assoluto.
Il punto di forza: Diaframmi piatti, forme strane e calotte metalliche
Poiché l'induzione si basa su campi magnetici e tappi a vite per funzionare, la conduzione rimane il campione indiscusso nelle applicazioni in cui questi prerequisiti sono assenti. Il dominio assoluto della sigillatura per conduzione comprende:
- Diaframma di tenuta piatto (senza tappo): L'esempio più classico è il vasetto di yogurt, la cialda di caffè monodose o la ciotola di pasta istantanea. Non c'è un tappo a vite che tenga fermo il foglio durante l'induzione. La conduzione è obbligatoria in questo caso, poiché lo stampo riscaldato preme fisicamente il foglio pretagliato direttamente sul bordo del contenitore nudo.
- Totale chiusure metalliche: Se il prodotto utilizza un tappo in acciaio massiccio o in alluminio spesso, la sigillatura a induzione diventa fisicamente impossibile. Il tappo metallico assorbirà il campo elettromagnetico, surriscaldando il tappo stesso e potenzialmente fondendo le filettature, mentre il campo magnetico non riuscirà a raggiungere il rivestimento interno. La conduzione è l'unico modo per far passare il calore attraverso una chiusura metallica.
- Forme non rotonde e forme estreme dispari: Le bobine a induzione generano campi magnetici circolari o ellittici uniformi. Se si tratta di sigillare un contenitore quadrato complesso con angoli vivi o una bottiglia di fantasia dalla forma unica, le correnti parassite non si distribuiscono in modo uniforme, causando punti freddi e perdite agli angoli. Gli stampi di conduzione possono essere lavorati con precisione per adattarsi perfettamente a qualsiasi profilo geometrico.
Quando si cammina lungo il corridoio di un supermercato e si vedono bottiglie di caffè Starbucks in vetro con tappi in metallo stagnato, o insalatiere refrigerate pronte per il consumo dalla forma unica con guarnizioni in pellicola, si osserva l'applicazione necessaria della tecnologia della conduzione.

La trappola della tolleranza del labbro di vetro (Sfide tra rigidi)
Tuttavia, esiste un grave punto cieco della progettazione che raramente viene discusso nelle brochure: Il pericolo del "contatto tra rigidi". Questo fenomeno è particolarmente devastante quando si cerca di utilizzare la sigillatura per conduzione su contenitori di vetro.
Nella produzione del vetro, nessuna bottiglia è perfettamente impeccabile. La "finitura" (il labbro superiore di chiusura del vaso di vetro) contiene intrinsecamente microscopiche ondulazioni e tolleranze dimensionali: piccole colline e valli che misurano frazioni di millimetro. Quando uno stampo di conduzione in acciaio perfettamente piatto e rigido preme su un labbro di vetro rigido e leggermente irregolare, le leggi della fisica presentano un terribile dilemma.
Se la pressione pneumatica è troppo bassa, il metallo rigido entra in contatto solo con le "colline" del labbro di vetro, lasciando intatte le "valli". Il risultato è un trasferimento di calore insufficiente, una fusione incompleta e canali microscopici che portano a microperdite e deterioramenti immediati. Al contrario, se un operatore alza aggressivamente la pressione pneumatica nel tentativo di forzare il metallo piatto contro il vetro irregolare per chiudere questi spazi, la forza rigida contro rigida supera facilmente i limiti strutturali del contenitore, causando la rottura catastrofica del vetro direttamente sulla linea di produzione. Poiché la conduzione richiede un'immensa forza fisica, è intrinsecamente ostile ai contenitori con scarsa tolleranza dimensionale.
Controllo dei parametri: Ottimizzazione della finestra di tenuta per ottenere zero micro-perdite
Se il profilo specifico del prodotto, come una vaschetta da dessert senza tappo o un prodotto con tappo metallico, impone come unica strada la sigillatura per conduzione, la sopravvivenza dipende dalla padronanza della delicata calibrazione della macchina. Stabilire un processo affidabile richiede una profonda conoscenza del comportamento dei polimeri e delle dinamiche termiche.
Bilanciare il triangolo d'oro: Tempo, temperatura e pressione
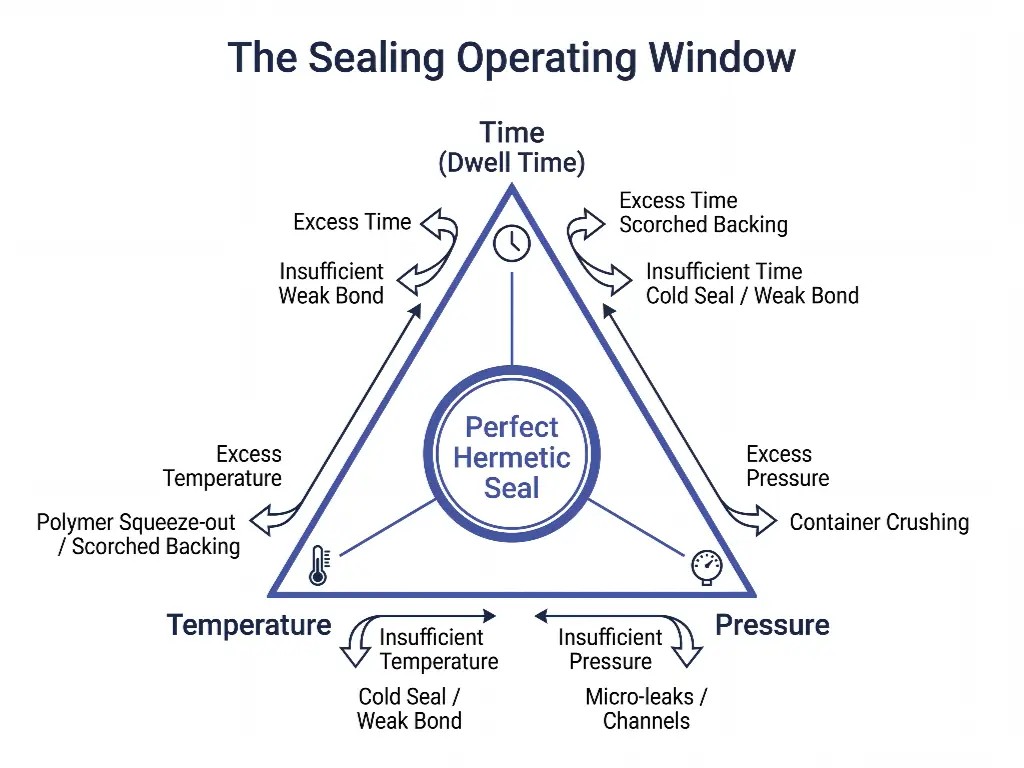
Nell'ingegneria del confezionamento, ci si riferisce all'intervallo accettabile di impostazioni della macchina come "finestra operativa". Per la sigillatura per conduzione, questa finestra è definita dalla stretta interazione tra tempo, temperatura e pressione. Questi tre parametri sono inestricabilmente legati: non è possibile modificarne uno senza compensarne un altro.
Un errore comune degli operatori di linea inesperti è quello di cercare di aumentare artificialmente la velocità di produzione (riducendo il tempo di sosta) semplicemente aumentando il selettore della temperatura. Questo provoca un grave squilibrio dei parametri. Sebbene lo strato di adesivo possa fondere più velocemente, il calore eccessivo spesso provoca la "bruciatura del supporto", ovvero la bruciatura dello strato superiore di carta o polimero del liner, distruggendo le proprietà barriera e creando un'estetica bruciata. Inoltre, l'eccessiva temperatura combinata con l'alta pressione porta allo "Squeeze-out", in cui il polimero liquido viene spinto violentemente fuori dal labbro e dal foglio, creando filamenti disordinati che contaminano lo stampo e portano a guarnizioni deboli e fragili.
Al contrario, una temperatura o una pressione insufficiente portano a "sigilli freddi", in cui il polimero diventa semplicemente appiccicoso ma non riesce a reticolare con il materiale del contenitore, permettendo al sigillo di staccarsi senza alcuna resistenza. La ricerca del triangolo d'oro richiede test empirici e pazienti per ogni nuovo lotto di materiali da imballaggio.
Abbinare i materiali del rivestimento alla fonte di calore
Il tipo di liner di sigillatura che si acquista è fondamentale quanto la macchina stessa. Poiché i gradienti termici sono completamente diversi, è necessario assicurarsi che i materiali del liner siano esplicitamente progettati per il calore conduttivo.
I diversi polimeri hanno punti di fusione molto diversi. Il polietilene (PE) si scioglie con relativa facilità, mentre il polipropilene (PP) e il polietilene tereftalato (PET) richiedono un'energia termica significativamente maggiore. Un avvertimento critico per i team di approvvigionamento: Non dare mai per scontato che si possano utilizzare gli avanzi delle guarnizioni per induzione in una macchina a conduzione. I rivestimenti a induzione sono progettati per assorbire il calore internamente dallo strato di pellicola che si irradia verso l'esterno. I rivestimenti a conduzione richiedono supporti speciali resistenti al calore, progettati per sopportare il contatto diretto con una piastra metallica a 200°C senza fondersi, attaccarsi allo stampo o strapparsi. L'utilizzo di un materiale sbagliato provoca l'immediata contaminazione del piano riscaldato, costringendo a interrompere la linea per effettuare un'accurata raschiatura e pulizia.
La matrice decisionale dell'ingegnere: Selezionare la tecnologia giusta per la propria linea
La matrice decisionale "se-quindi
In definitiva, la scelta della tecnologia di sigillatura non deve mai basarsi su preferenze arbitrarie o sul costo di base della macchina, ma piuttosto su una valutazione rigida e basata sui dati dell'architettura specifica del prodotto e degli obiettivi operativi. Per semplificare questa complessa scelta ingegneristica, utilizzate questa matrice:
- SE il vostro imballaggio prevede contenitori senza tappo (diaframmi piatti), richiede chiusure metalliche complete o utilizza forme geometriche estreme non rotonde... ALLORA Sigillatura per conduzione è la vostra soluzione obbligatoria e ingegnerizzata.
- SE il vostro impianto richiede una produzione ad alta velocità (>100 CPM), richiede un funzionamento continuo in linea, utilizza tappi a vite in plastica standard o richiede la massima efficienza energetica... QUINDI sigillatura a induzione è la scelta superiore indiscussa.
Regola empirica ampiamente accettata dagli esperti: se il vostro programma di produzione prevede che la vostra linea debba essere sottoposta a cambi di utensili più di due volte al giorno, o se i vostri standard di controllo della qualità impongono una tolleranza di difetti/perdite inferiore a 0,1%, dovreste immediatamente abbandonare l'idea di un'apparecchiatura di conduzione tradizionale a testa singola e consultare una società di consulenza completa. Guida all'acquisto di saldatrici a induzione per orientare il vostro budget verso soluzioni di produzione altamente automatizzate e flessibili.
Tuttavia, c'è un salto logico cruciale che sfugge a molti dirigenti di fabbrica. Quando ci si ritrova a modificare all'infinito i parametri di temperatura, pressione e tempo di una singola stazione di saldatura, ma non si riesce ancora a raggiungere l'OEE o i tassi di difettosità desiderati, il problema di fondo è raramente la macchina di saldatura stessa. Il vero collo di bottiglia risiede quasi sempre nella mancanza di sincronizzazione tra il riempimento a monte e la sigillatura a valle. Questo aspetto è particolarmente critico per le operazioni ad alto valore. Se lavorate prodotti in polvere sensibili (come il latte artificiale o le proteine del siero di latte) che comportano gravi rischi di esplosione di polveri e richiedono un rigoroso controllo dell'ossigeno residuo, o se confezionate alimenti umidi (come il cibo per animali o i piatti pronti) che richiedono una rigorosa sterilizzazione in stufa, l'ossessione per una macchina sigillatrice indipendente è un esercizio inutile. Questi prodotti complessi richiedono un approccio olistico che comprenda il riempimento a prova di polvere, il lavaggio con azoto sotto vuoto e la sigillatura ad alta integrità, il tutto lavorando all'unisono.
Non sapete se il vostro contenitore unico richiede la conduzione o se può essere ottimizzato per l'induzione ad alta velocità?
Smettete di tirare a indovinare con i vostri parametri. Inviate i campioni dei vostri contenitori e materiali al nostro laboratorio di confezionamento. Eseguiremo un test di tenuta ermetica completo e gratuito e delineeremo una tabella di marcia per la vostra linea di produzione.
Contatta il nostro team


