Risoluzione dei problemi comuni delle pesatrici multitesta e soluzioni di base
Una pesatrice multitesta esegue una serie di movimenti sincronizzati che includono vibrazioni meccaniche, valutazione delle celle di carico e un calcolo o algoritmo software pre-programmato. Quando la produzione viene interrotta, il personale addetto alla manutenzione deve determinare se il problema è dovuto a un vincolo meccanico, a una perdita di segnali elettrici o a un problema del software della macchina. Il resto della guida illustra le fasi di risoluzione dei problemi delle pesatrici multitesta relative ai guasti di base dell'unità. Se il guasto si estende oltre l'unità di pesatura e interessa le apparecchiature di confezionamento a valle, come i nastri trasportatori, gli operatori devono rivolgersi a un tecnico più esperto. Risoluzione dei problemi della macchina di imballaggio per ripristinare il flusso di produzione completo.
Risoluzione dei pesi imprecisi e della deriva dello zero
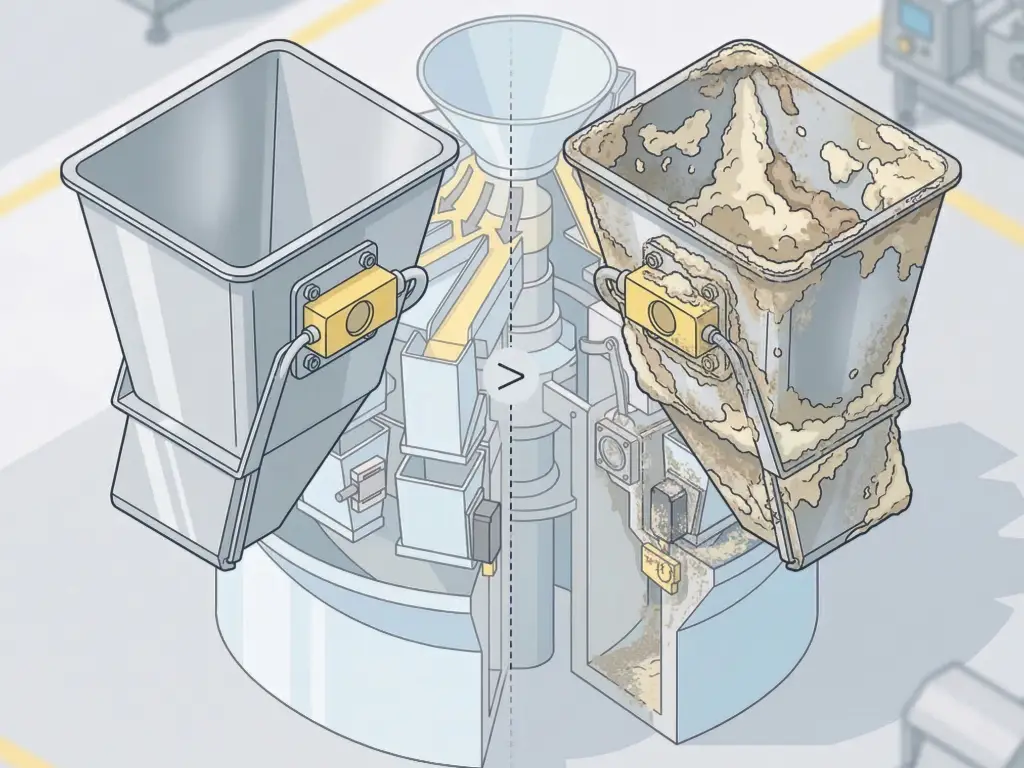
La pesatura imprecisa è la tendenza dei singoli secchi a registrare sempre un peso del prodotto superiore o inferiore al parametro stabilito. Questo errore crea un problema di conformità e causa perdite finanziarie, con un impatto negativo sulla consistenza del prodotto. La causa principale dei guasti meccanici è la presenza di residui di materiale all'interno della tramoggia di pesatura o dei secchi. Quando il materiale si attacca alle pareti di un secchio, la cella di carico registra la massa aggiunta come parte della nuova carica di prodotto durante il processo di pesatura.
La deriva dello zero è un fenomeno elettrico causato da fattori quali variazioni di temperatura, condizioni ambientali, stress fisico eccessivo o vibrazioni continue, che causano una deriva della tensione di base della cella di carico. In questi casi, i tecnici devono prima svuotare completamente tutti i secchi per evitare fuoriuscite. Quindi, utilizzando l'interfaccia uomo-macchina (HMI) o il pannello di controllo touch screen, avviare il processo di azzeramento automatico. Se il punto zero continua a non stabilizzarsi, sarà necessaria una calibrazione completa. Per completare la calibrazione, è necessario inserire un peso standard certificato (di solito 500g o 1000g) in ciascun secchio di pesatura designato e registrare il peso nei sistemi di controllo avanzati. Inoltre, gli operatori devono assicurarsi che la struttura delle celle di carico non sia influenzata da alcun elemento, come una forte corrente d'aria proveniente dall'impianto di condizionamento, un compressore d'aria in funzione situato nelle vicinanze o qualsiasi altro cambiamento ambientale che possa causare vibrazioni.
Risoluzione dei problemi del vibratore e dei blocchi dell'alimentatore
Il sistema di alimentazione è costituito da un vibratore principale a cono superiore e da diversi vibratori lineari, che dividono equamente il prodotto sfuso per una pesatura accurata delle merci sfuse. Il primo punto di diagnosi quando il prodotto non arriva alle benne di pesatura è il vibratore. Se il vibratore principale non funziona, i tecnici devono ispezionare l'alimentazione dei relè a stato solido sulla scheda di azionamento e controllare i collegamenti di cablaggio all'interno dei sistemi elettrici.
Se il vibratore funziona e il prodotto non scorre, di solito le impostazioni dell'ampiezza non sono corrette o c'è un blocco. I blocchi possono verificarsi nella vasca di alimentazione quando la velocità di alimentazione del prodotto sfuso dall'elevatore a tazze a monte è superiore alla velocità di dispersione del cono superiore, interrompendo il flusso di produzione costante. In questo caso, i tecnici devono rimuovere manualmente il blocco e rallentare la velocità di alimentazione. Inoltre, è bene controllare lo spazio fisico tra l'elettromagnete e il braccio vibrante. Il funzionamento continuo può allentare i bulloni di montaggio, motivo per cui lo spazio può cambiare. Per riportare la distanza alle specifiche del produttore, si utilizza uno spessimetro standard. In questo modo si ripristinano anche la frequenza e l'ampiezza corrette delle vibrazioni, in modo che i dosatori funzionino in modo ottimale.
Correzione dei malfunzionamenti della tramoggia e del sensore fotoelettrico
I problemi della tramoggia si verificano quando le porte meccaniche si aprono o si chiudono in modo non uniforme. Ciò provoca un flusso di prodotto molto negativo e può persino far scaricare il prodotto prematuramente o non al momento giusto. Questo può accadere con le molle di ritorno, per la scarsa o nulla lubrificazione dei giunti del leveraggio, se il motore, i cilindri pneumatici o gli agitatori sono guasti. Per aprire le porte, i tecnici dovranno afferrarle per notare la resistenza. Se il leveraggio è bloccato, è necessario un lubrificante per alimenti. Se il servomotore o il motore passo-passo producono un suono acuto, è necessario sostituire il driver o il motore.
Le fotocellule indicano il livello di prodotto sfuso in cima al cono di dispersione. Se questi sensori si guastano, il sistema si blocca per mancanza di prodotto o per tracimazione. La polvere che ricopre il sensore o l'allineamento del sensore fuori posizione sono i problemi elettrici più comuni per questo tipo di sistema. Gli operatori devono pulire le lenti del sensore con un panno asciutto e antistatico e assicurarsi che l'emettitore e il ricevitore siano perfettamente allineati. Se il sensore continua a non rilevare il materiale, è necessario ispezionare il cablaggio per verificare che non vi siano fili schiacciati a causa del lavaggio.
Scenari di risoluzione dei problemi avanzati per tipo di materiale
Le metodologie standard di risoluzione dei problemi spesso non hanno successo quando si incontrano determinate caratteristiche del materiale. I vari prodotti si comportano in modo diverso rispetto alle superfici in acciaio inox e all'atmosfera circostante. Un approccio specifico al materiale per la risoluzione dei problemi delle pesatrici multitesta riduce notevolmente i tempi di fermo nelle moderne operazioni di confezionamento.
Polveri: Polvere del sensore e interferenze del gas di lavaggio
I materiali fini, come il latte artificiale, le proteine in polvere e il caffè macinato, creano polvere nell'aria in quantità elevate durante il processo di alimentazione. Il rapido accumulo di polvere sulle fotocellule causa un falso positivo e l'arresto dell'elevatore di alimentazione a monte. I problemi di polvere devono essere gestiti installando cappe di aspirazione localizzate sopra il cono di dispersione principale e progettando tramogge chiuse.
Inoltre, le polveri sono estremamente influenzate dal flusso d'aria che le circonda. Per questo motivo, le linee di polveri pregiate sono solitamente collegate a macchine di confezionamento sottovuoto e di lavaggio con azoto (Nitrogen Flushing Seamer) per mantenere l'ossigeno residuo al di sotto di 3%. Il rapido flusso di azoto gassoso provoca una contropressione nell'area di confezionamento. Ciò provoca un flusso d'aria verso l'alto che può sollevare i secchi di pesatura di una frazione di millimetro, distruggendo immediatamente la precisione delle celle delle bilance. Per far fronte a questo problema, vengono posizionati fisicamente dei deflettori d'aria tra la pesatrice e la macchina di confezionamento a valle. Inoltre, il software della pesatrice deve essere modificato per includere un ritardo di stabilizzazione (tempo di assestamento) più lungo, dopo il quale viene registrato il peso finale. L'apparecchiatura deve essere a prova di polvere e di esplosione per gestire gli ambienti volatili delle polveri.
Granuli e snack: Ridurre al minimo i problemi di rottura e precisione
Alcuni prodotti specifici rappresentano una sfida quando si tratta di danni fisici o di problemi con i rapporti di combinazione, tra cui patatine, biscotti e frutta secca mista. I prodotti tendono a rompersi quando c'è troppa forza meccanica nella fase di alimentazione o quando l'altezza di caduta è troppo alta. Per evitare rotture, gli operatori riducono l'ampiezza della linea dei vibratori lineari. Un'ampiezza elevata provoca la rottura e la frantumazione di articoli fragili contro le vaschette metalliche; si consiglia all'operatore di regolare l'ampiezza a un livello in cui il prodotto non rimbalzi ma scivoli. Inoltre, si consiglia di ridurre il più possibile l'altezza di caduta dalla benna di pesatura alla tramoggia di distribuzione e dalla tramoggia di distribuzione alla confezionatrice. La forza d'impatto può essere ridotta anche con l'installazione di inserti di scivolo angolati o di speciali piastre di presa ad anello.
Per quanto riguarda i problemi di precisione quando si tratta di prodotti granulari misti, come le miscele di noci e uvetta, il problema può essere ricondotto a una dispersione non uniforme dei prodotti. Noci diverse hanno densità diverse e questo richiede un approccio diverso. I tecnici devono impostare i dosatori lineari su tempi diversi. I materiali più piccoli e più densi devono essere controllati in modo che cadano meno spesso e con scatti di vibrazione più brevi, mentre i materiali più voluminosi e leggeri devono essere sottoposti a vibrazioni continue. Questo approccio può essere applicato anche alle riempitrici volumetriche a tazze e a configurazioni specifiche di un numero limitato di teste (come le pesatrici multitesta a 14 o 20 teste) per bilanciare i rapporti.
Alimenti umidi e paste: Residui e cortocircuiti di lavaggio
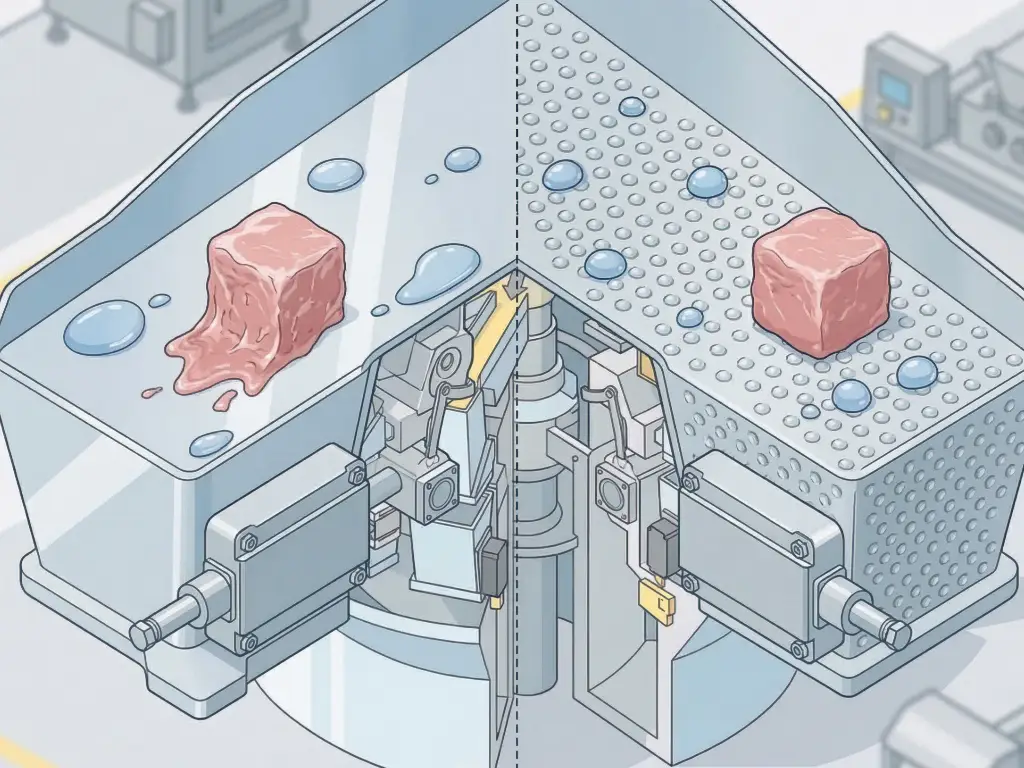
Gli alimenti umidi, come i pezzi di cibo per animali, le carni e i piatti pronti, pongono notevoli problemi di adesione e pulizia. I materiali bagnati hanno un'elevata tensione superficiale e possono aderire all'acciaio inossidabile. Nei casi in cui gli addetti alla risoluzione dei problemi riscontrano ripetuti difetti di sovrappeso dovuti al contatto con applicazioni umide, la risposta più definitiva è la modifica della superficie di contatto. Per ovviare a questo problema, il tecnico deve sostituire le tramogge standard con tramogge in acciaio inox con alveoli (con texture). Si dice che la superficie alveolata fornisca un'area di contatto inferiore con la guarnizione del vuoto e il metallo, rompendo così la guarnizione in modo che il prodotto possa fluire senza restrizioni.
Inoltre, la lavorazione di alimenti umidi richiede l'uso di lavaggi severi e ad alta pressione, che includono prodotti chimici caustici per la pulizia e il lavaggio. In queste circostanze, la ragione più frequente per il guasto totale del sistema è che l'acqua è penetrata nell'elettronica, causando il cortocircuito delle celle di carico e dei motori di azionamento. Questo è un grosso problema quando si cerca di risolvere i problemi e per evitarlo, i tecnici devono controllare le guarnizioni dell'acqua (O-ring) per tutti gli alloggiamenti dei motori e le scatole di giunzione delle celle di carico. Controllare le valvole di sfiato delle celle di carico per verificare la presenza di condensa. Le macchine che utilizzano alimenti umidi devono seguire le procedure di asciugatura descritte prima di aggiungere il lavaggio dell'alimentazione.
Regolazioni dei parametri del software per una precisione ottimale
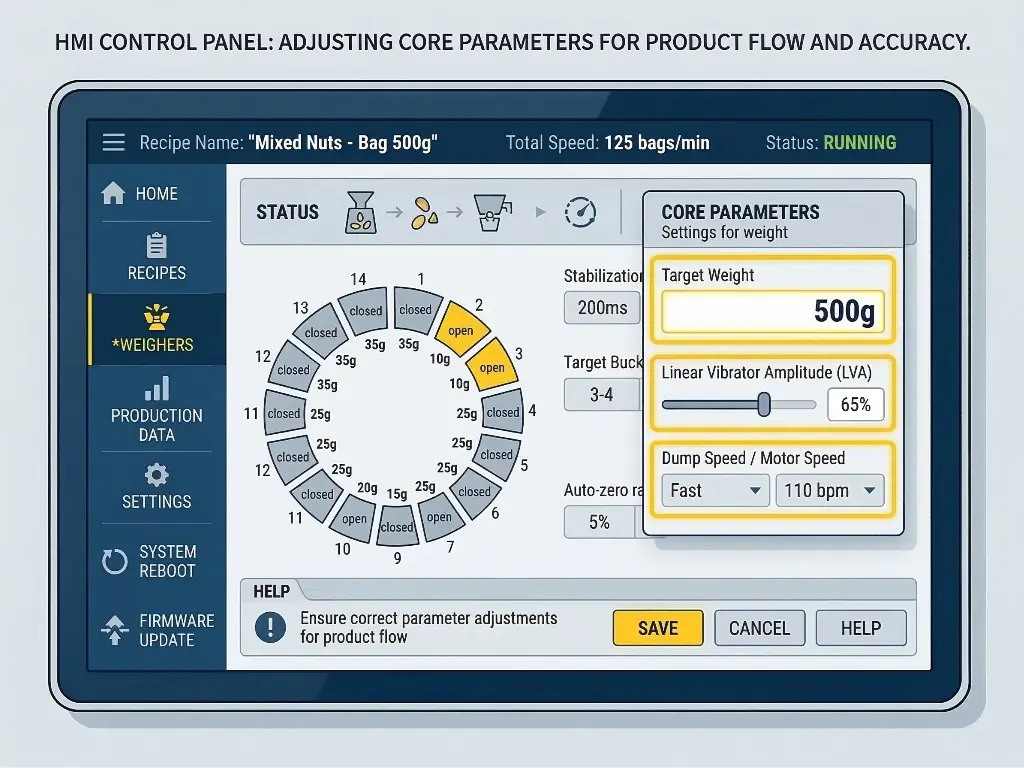
Molti problemi apparentemente meccanici o elettrici derivano da una configurazione errata del software. Le pesatrici multitesta più recenti sono macchine complesse basate sulla tecnologia MCU e su schermi tattili intelligenti (di solito da 7 pollici o più grandi). Gli operatori devono sapere come modificare alcuni dei principali parametri all'interno del sistema operativo in modo che corrispondano adeguatamente al flusso del prodotto. Se i parametri sono impostati in modo errato, o se si verifica un danneggiamento del software che richiede un riavvio del sistema o un aggiornamento del firmware, la macchina sembrerà avere dei problemi, come uno stallo continuo o l'impossibilità di rilevare una combinazione di pesi. La tabella seguente descrive i parametri più importanti, il loro ruolo e le conseguenze di impostazioni errate.
| Nome del parametro | Descrizione della funzione | Risoluzione dei problemi Sintomo se impostato in modo errato |
| Peso target | Il peso finale desiderato per la confezione (ad esempio, da 10g a 3000g). | La macchina non riesce a trovare una combinazione e svuota spesso i secchi. |
| Numero di secchi target | Il numero ideale di secchi combinati per raggiungere il peso target (di solito da 3 a 5). | Bassa velocità (se impostata troppo alta) o scarsa precisione (se impostata troppo bassa). |
| Lineare Vibratore Ampiezza | Controlla la forza delle vibrazioni che spostano il prodotto verso le tramogge di alimentazione. | Affamamento del prodotto (troppo basso) o traboccamento/rottura del prodotto (troppo alto). |
| Peso della benna singola | La macchina scarta costantemente le confezioni o le combinazioni che non funzionano. | Il prodotto rimane incastrato nelle porte (troppo veloce) o la produzione rallenta (troppo lenta). |
| Velocità di scarico / Velocità del motore | La velocità di apertura e chiusura delle porte della tramoggia. | Il peso stimato del prodotto alimentato in una singola benna. |
| Tempo di stabilizzazione | La soglia di peso che il sistema ignora automaticamente come residuo. | Pesi altamente imprecisi e fluttuanti dovuti alla lettura della forza d'impatto. |
| Intervallo di azzeramento automatico | Deriva graduale del peso; il sistema non tiene conto del normale accumulo di polvere. | La macchina non riesce a trovare una combinazione e svuota spesso i secchi. |
Manutenzione quotidiana essenziale per prevenire i guasti
Il metodo più efficace per garantire una produzione continua è quello di creare un sistema di manutenzione rigoroso. Le routine di manutenzione eliminano le cause principali dell'usura e della deriva delle celle di carico. Un sistema di manutenzione standardizzato è in grado di eliminare più di 70% errori operativi e di impedire che problemi banali creino guasti completi al sistema. È consigliabile programmare una consulenza professionale sulla manutenzione delle apparecchiature essenziali.
- Standard di pulizia giornaliera: Alla fine di ogni turno di produzione, è necessario rimuovere il prodotto dai secchi di pesatura, dalle tramogge di alimentazione e dalle vaschette vibranti lineari. Lavare tutti i componenti in modo da garantire la completa rimozione degli accumuli di prodotto. Assicuratevi di lavare e rimuovere tutti i residui zuccherini e oleosi, poiché possono creare una crosta dura durante la notte, che può aggiungere peso ai secchi. Una volta terminata la pulizia e prima di rimontare il dispositivo, è necessario asciugare completamente i componenti con aria compressa. Se l'umidità è presente su alcuni componenti, potrebbe gocciolare e creare un cortocircuito sui componenti elettrici o sul modulo di controllo.
- Punti di ispezione ordinaria: Eseguire controlli visivi sui componenti meccanici ed elettrici prima di accendere la macchina. Ispezionare i sensori fotoelettrici, rimuovendo la polvere o i residui di prodotto che ostruiscono il segnale. Cercate i collegamenti meccanici, le molle di ritorno, i cuscinetti e le cerniere dello sportello della tramoggia che siano fisicamente usurati o allentati. Le parti allentate causano tintinnii meccanici, che le celle di carico altamente sensibili registrano come variazioni di peso.
- Procedure di calibrazione periodica: Eseguire una calibrazione completa del punto zero con la macchina vuota, almeno una volta alla settimana. Dopo l'azzeramento, eseguire una prova di peso su tutte le singole tramogge per valutare la risposta lineare delle celle di carico. La registrazione costante di questi risultati di calibrazione mostrerà il deterioramento attivo delle celle di carico e consentirà al responsabile della struttura di ordinare i pezzi di ricambio prima che si verifichi un guasto grave durante l'orario di lavoro.
Guida alla scelta di una pesatrice affidabile
I gestori delle strutture spesso spendono più tempo e denaro per riparare apparecchiature che avrebbero potuto evitare dedicando più tempo all'analisi delle loro esigenze. Le esigenze delle apparecchiature devono essere valutate nella fase di approvvigionamento e devono essere basate su rigorosi standard industriali. Le apparecchiature industriali di fascia alta hanno meno guasti operativi e una durata superiore. Nella fase di approvvigionamento, quando acquisto di una pesatrice multitesta da una gamma completa di apparecchiature, ci sono alcuni fattori importanti da considerare che aiuteranno nella prima fase di rimozione delle apparecchiature di fascia bassa.
- Materiale e integrità strutturale: La struttura fisica determina la stabilità a lungo termine dell'apparecchiatura. Gli acquirenti devono assicurarsi che il telaio della macchina e i componenti di precisione a contatto con il prodotto siano costruiti in acciaio inox alimentare 304 o 316 con uno spessore compreso tra 1,5 e 2 mm. Questo risolve la maggior parte dei problemi associati alle vibrazioni dell'apparecchiatura durante il funzionamento ad alta velocità, all'affaticamento del metallo dovuto al funzionamento continuo e alla grave corrosione negli ambienti aggressivi di lavorazione ad alto contenuto di sale o acido.
- Precisione di lavorazione e assemblaggio: Il funzionamento stabile è prodotto e non solo assemblato. È molto importante conoscere i metodi di produzione del produttore. Cercate produttori con lavorazioni CNC di livello avanzato. (Si tratta di fresatura, tornitura e rettifica). Le parti centrali, ad esempio, devono avere una precisione di 2μm. Tali fenomeni di alta precisione riducono l'usura, l'attrito e l'inceppamento delle parti dei dispositivi. L'assemblaggio deve inoltre essere eseguito da ingegneri senior, con sufficiente esperienza (ad esempio, 15 anni di assemblaggio manuale di precisione), per garantire che i collegamenti e le celle di carico siano stati allineati correttamente.
- Affidabilità dei componenti elettrici: I sistemi di controllo con circuiti elettrici sono i punti di debolezza e di guasto più comuni. Gli acquirenti non devono correre rischi con i componenti elettrici fondamentali. Esigete che tutti i componenti chiave (PLC, relè, contattori) provengano dai migliori produttori mondiali: Siemens, SMC, Schneider, SEW, DELTA, AIRTAC e così via. Anche i macchinari più sofisticati dovrebbero utilizzare in misura maggiore i servomotori intelligenti. La durata dei servosistemi viene prolungata e sono inoltre dotati di correzione automatica degli errori e preallarme dei guasti, riducendo così la manutenzione.
- Rete di garanzia e assistenza: L'usura meccanica è una parte normale del ciclo di vita dei prodotti e quindi la capacità dei fornitori di offrire servizi post-vendita diventa un punto cruciale da considerare. Utilizzare garanzie a lungo termine come requisito minimo. Considerate i fornitori che vanno oltre le pratiche standard del settore e offrono garanzie fino a 16 mesi. Inoltre, è necessario richiedere un'assistenza tecnica globale, 24 ore su 24, 7 giorni su 7, tramite videochiamate e/o chat. I fornitori che forniscono manuali dettagliati di funzionamento e manutenzione, guide all'installazione e diagnostica remota tramite l'interfaccia della macchina contribuiranno a ridurre l'onere per il personale di manutenzione della struttura.
Investire in un'apparecchiatura che soddisfa questi standard elevati significa investire in una risorsa di produzione altamente affidabile che garantirà una produzione ad alta velocità e ad alta precisione per un'ampia gamma di imballaggi e una varietà di materiali per molti anni a venire.
Per comprendere l'esatta meccanica e i sistemi interni che consentono a questi dispositivi di imballaggio di precisione di funzionare in modo così efficace, leggete questa guida completa sulla Principio di funzionamento della pesatrice multitesta. Scoprite come l'ingegneria avanzata e il design intelligente garantiscono una pesatura accurata nei settori alimentare e non alimentare. Per le sfide specifiche della movimentazione dei materiali, consultate gli ingegneri senior di Levapack per configurare una soluzione di pesatura precisa e affidabile su misura per la vostra linea di produzione.



