La tecnologia di rilevamento dei metalli negli imballaggi alimentari copre un'ampia gamma di materiali, quali plastica flessibile, scatole di cartone, pellicole metallizzate e contenitori rigidi. I tecnici dell'imballaggio devono allineare il processo e la tecnologia di ispezione alle caratteristiche fisiche uniche di ogni specifica confezione per garantire elevati standard di sicurezza alimentare. Per quanto riguarda l'ispezione di materiali non conduttivi come le buste di plastica standard, è necessaria una semplice calibrazione elettromagnetica per stabilire i requisiti di base. Con la crescente presenza di componenti metallici nelle confezioni conformi, aumenta anche la complessità del processo di ispezione.
La complessità del processo di ispezione è ovviamente più accentuata con i contenitori metallici rigidi. Un'inscatolamento fondamentale paradosso esiste nella rilevazione dei metalli negli imballaggi alimentari: il conflitto operativo diretto tra i rivelatori di metalli industriali elettromagnetici e i barattoli di metallo che devono ispezionare.
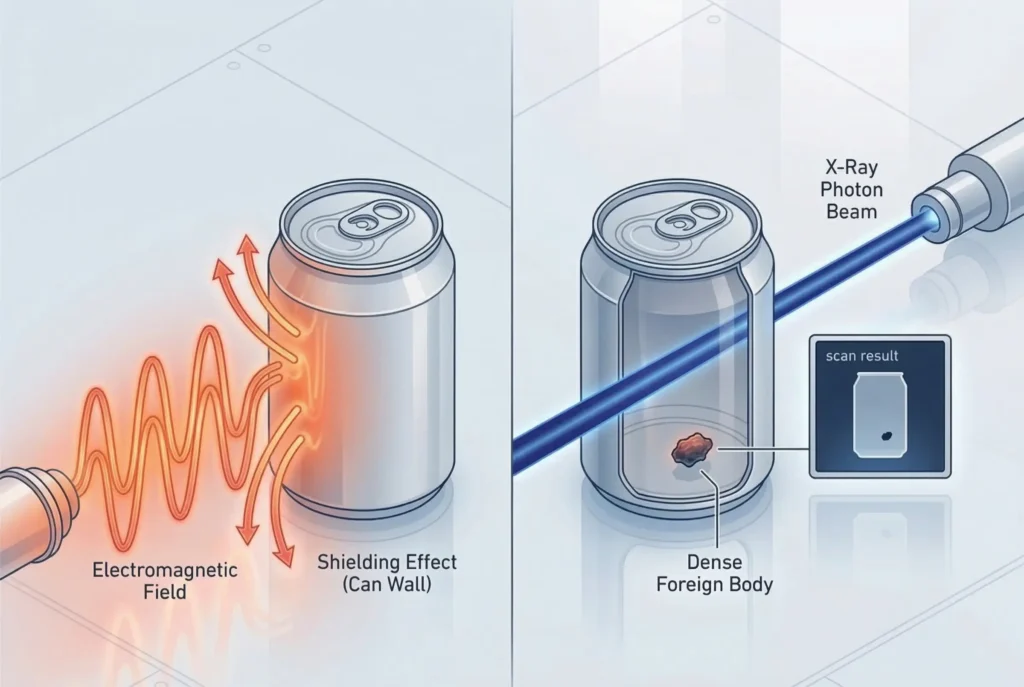
La maggior parte delle aziende di confezionamento alimentare inserisce un sistema di ispezione alla fine della linea di produzione, dove il sistema scansiona la confezione finita e sigillata. L'utilizzo di questa logica in una linea di inscatolamento ci fa perdere un po' di tecnologia. La lattina stessa genera un enorme segnale di effetto prodotto, ovvero un segnale che si produce quando un cliente o qualsiasi altra persona esterna interagisce con un prodotto, e che sovrasta completamente la linea di base sensoriale del macchinario, motivo per cui l'apparecchiatura ignora eventuali contaminanti fisici interni che schermano il campo elettromagnetico esterno. È impossibile ispezionare lattine di metallo sigillate con bobine elettromagnetiche, poiché ciò sfida le leggi della fisica. Per questo motivo, in questo articolo ci limiteremo a smontare la sfida più complessa dell'industria alimentare: la progettazione di un impianto di inscatolamento con un sistema di controllo della qualità funzionale, conforme ed economicamente equilibrato per evitare costosi richiami.
Contaminanti e tipi di rivelatori
L'affidabilità dei sistemi di rilevamento è direttamente correlata a un elenco ben definito di contaminanti metallici raggruppati per tipo, nonché alle configurazioni dei sensori. Nell'ambito della lavorazione degli alimenti, i diversi contaminanti generano segnali di diversa entità a causa della diversa composizione metallurgica dei tipi di metallo.
| Categoria di contaminanti | Permeabilità magnetica | Conducibilità elettrica | Difficoltà di rilevamento | Fonti di produzione comuni |
| Ferroso (ferro, acciaio) | Alto | Alto | Il più basso | Ruggine, bulloni in acciaio al carbonio, componenti di macchinari standard. |
| Non ferrosi (alluminio, rame, ottone) | Zero | Alto | Moderato | Tagli di fili, frammenti di fogli di alluminio, raccordi in ottone. |
| Acciaio inossidabile (gradi austenitici 304, 316) | Zero / Trascurabile | Basso | Il più alto | Lame di affettatrici, vagli di lavorazione, parti di usura, giranti di pompe. |
L'acciaio inossidabile austenitico è il problema principale per i trasformatori alimentari. Non avendo proprietà magnetiche e bassa conducibilità termica, produce l'ampiezza di segnale più bassa nel campo di rilevamento. Un rilevamento sufficiente dell'acciaio inossidabile richiede la massima calibrazione dell'apparecchiatura di rilevamento, combinata con l'apertura più piccola per catturare le minuscole particelle metalliche.
Le diverse fasi del processo di produzione alimentare richiedono diversi fattori di forma delle apparecchiature, esplorando vari tipi di metal detector.
| Configurazione del rivelatore | Punto di applicazione | Stato tipico del prodotto | Orientamento all'ispezione |
| Trasportatore / Tunnel | Post-imballaggio o bulk grezzo | Articoli solidi, confezioni discrete, cartoni | Transito orizzontale su un nastro trasportatore |
| Condotte | Pre-trattamento, stazioni di pompaggio | Liquidi, fanghi, paste, emulsioni di carne | Flusso di fluido in pressione |
| Caduta di gravità / Gola | Preconfezionamento, sopra i riempitivi | Polveri sfuse secche, granuli, pezzi solidi discreti | Caduta libera verticale |
I sistemi di trasporto standard sono progettati per imballaggi in plastica o carta. Ad esempio, nel caso delle linee di inscatolamento, sono necessarie alcune configurazioni per evitare l'effetto di schermatura dell'ultimo contenitore, mantenendo la sicurezza del prodotto.
Soluzioni di ispezione comprovate per i cibi in scatola
Per superare le barriere fisiche della scansione dei contenitori in acciaio e combattere i rischi per la sicurezza, i tecnici delle strutture devono scegliere diverse strategie di ispezione. Il metodo corretto dipende dallo stato del prodotto, dal tipo di alimento, dai requisiti di rilevamento e dal budget disponibile. Per le linee di inscatolamento, esistono due possibili sistemi che svolgono un ruolo cruciale nel mantenere la sicurezza dei consumatori.
Post-imballaggio: Sistemi di ispezione a raggi X
Se la vostra direttiva operativa richiede un'ispezione dopo che il contenitore è stato sigillato, la vostra struttura dovrà utilizzare la tecnologia di ispezione a raggi X per ispezionare il prodotto finale. I sistemi a raggi X non utilizzano campi elettromagnetici. Utilizzano piuttosto un fascio di fotoni ad alta energia, che vengono proiettati attraverso il contenitore verso un array di diodi lineari, che misura i fotoni quando vengono assorbiti o meno.
Con uno spessore uniforme della parete del barattolo, il software del sistema imposta un'immagine di base in bianco e nero. La presenza di un corpo estraneo denso, come un frammento di acciaio o un sasso, frammenti di vetro o un sasso osseo calcificato, assorbe i raggi X più del cibo circostante e della lattina. Di conseguenza, questo sarà visto come un corpo estraneo scuro e causerà l'attivazione del meccanismo di rigetto, isolando il prodotto contaminato. Rispetto a tutte le altre tecniche disponibili, i sistemi a raggi X rappresentano il mezzo più sicuro e affidabile per l'ispezione di fine linea delle lattine. Sono sistemi a raggi X costosi e, di conseguenza, richiedono il rispetto di rigidi protocolli di sicurezza contro le radiazioni e prevedono il raffreddamento dei componenti del generatore.
Preconfezionamento: Rivelatori di caduta per gravità
La fase di ispezione delle linee di inscatolamento è più efficiente, accurata e poco costosa se effettuata prima del processo di confezionamento. Questo metodo sposta i punti di controllo critici nella fase di movimentazione del prodotto sfuso. I metal detector per alimenti a caduta di gravità sono incorporati nel flusso verticale dei prodotti direttamente a monte della macchina di riempimento per scansionare le materie prime e gli ingredienti.
L'ispezione del prodotto sfuso, in caduta libera, fa sì che l'effetto schermante della lattina di metallo venga completamente bypassato. Inoltre, i rilevatori di caduta per gravità utilizzano aperture di rilevamento circolari o rettangolari strette; più piccola è l'apertura, meno sensibile è il rilevatore. Pertanto, con i prodotti sfusi che cadono attraverso canali più piccoli rispetto alle aperture più grandi del trasportatore, viene utilizzata un'apertura di rilevamento più piccola. Questa apertura più piccola determina il rilevamento di frammenti metallici più piccoli.
Integrazione dei rilevatori prima del processo di riempimento
Per utilizzare un rilevatore di caduta a gravità per una rilevazione affidabile, è necessaria una precisa comprensione della meccanica funzionale. Il rivelatore di metalli non deve essere posizionato sopra l'insaccatrice, ma deve essere integrato e logicamente unito al dispositivo di erogazione a monte, di solito una pesatrice multitesta o un'insaccatrice a coclea. Pertanto, la connettività fisica determina la stabilità di base del campo di rilevamento.
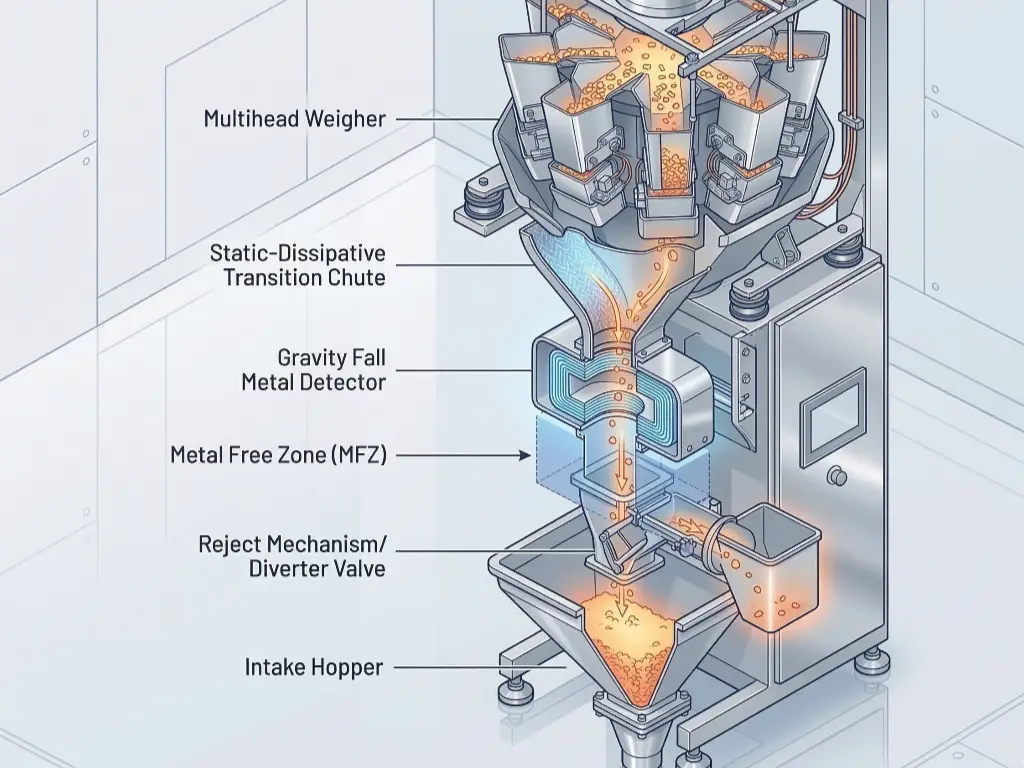
Gli scivoli di transizione controllano il modo in cui il prodotto si muove quando viene rilasciato dal secchio di pesatura e inizia il suo viaggio verso l'apertura del rilevatore. Gli scivoli sono realizzati in materiali plastici sicuri per gli alimenti, non in metallo, e di solito sono realizzati in polietilene ad altissimo peso molecolare (UHMW) staticamente dissipativo o in alcuni materiali compositi. Mentre i materiali sfusi secchi si muovono lungo uno scivolo, si crea elettricità da attrito. Se si utilizzano normali materiali plastici isolanti, l'elettricità statica si accumula e si scarica sul telaio metallico collegato a terra. Questo arco statico genera una frequenza radio a banda larga. Il rilevatore percepisce la radiofrequenza e fa sì che i prodotti alimentari vengano rifiutati senza motivo. Con una buona messa a terra degli scivoli di transizione e l'uso di materiali statici dissipativi, è possibile garantire un movimento silenzioso e ininterrotto dei prodotti attraverso il processo di produzione.
Per i sistemi di rilevamento dei metalli è molto importante l'isolamento meccanico. Tutte le apparecchiature a monte, come le pesatrici multitesta, hanno alimentatori radiali e motori passo-passo che creano vibrazioni continue ad alta frequenza. Se un metal detector è montato direttamente sul telaio di una pesatrice senza isolamento, le vibrazioni meccaniche del telaio vengono trasferite alla testa di ricerca del detector. Queste vibrazioni causano piccoli movimenti delle bobine di rame fuse in resina nella testa del rilevatore, generando un falso segnale. Gli ingegneri devono utilizzare speciali supporti elastomerici di isolamento delle vibrazioni per fissare il metal detector. Inoltre, per evitare la contaminazione da metalli, è necessario rispettare la Zona Franca di Metallo (MFZ). All'interno della zona MFZ, nessuna parte metallica in movimento, come le porte dei secchi di pesatura, le aste dei cilindri e così via, può attraversare la zona perché il movimento di queste parti disturba il campo magnetico.
L'ultima parte meccanica è chiamata meccanismo di scarto. In un sistema a caduta per gravità, il prodotto ha una velocità elevata a causa della gravità e la valvola di scarto deve aprirsi in pochi millisecondi. Il meccanismo è progettato con una configurazione a prova di guasto. È necessaria una pressione elettropneumatica continua per mantenere il meccanismo in posizione di "accettazione". Se si verifica un calo della pressione dell'aria, la valvola passa alla posizione di "scarto", impedendo così a qualsiasi prodotto non ispezionato di entrare nella macchina di riempimento e di compromettere la sicurezza alimentare.
Regolazioni dei parametri del software per una precisione ottimale
L'integrazione dell'hardware segna la parte inferiore del continuum di funzionalità, mentre la comunicazione di rete determina la vera efficienza operativa del sistema. Anche se un rilevatore di caduta per gravità e una pesatrice multitesta funzionano in modo indipendente nella linea di produzione, devono lavorare in modo sincronizzato con precisione. Se il flusso di prodotto, controllato dai parametri del software, è disallineato rispetto al rilevatore di flusso, quest'ultimo scarterà più di quanto dovrebbe o non potrà scartare lotti che contengono contaminanti metallici.
A tal fine, gli operatori devono regolare i parametri del sistema di dosaggio e del sistema di ispezione.
| Parametro | Posizione del sistema | Funzione | Impatto sul rilevamento | Strategia di impostazione ottimale |
| Peso target | Pesatrice multitesta | Impostate al minimo necessario per raggiungere il peso desiderato, assicurando un pacco di prodotti compatto e denso. | Le fluttuazioni alterano la densità apparente, spostando l'angolo di fase dell'effetto prodotto e causando falsi scarti. | Mantenere limiti di varianza rigorosi. Ricalibrare il rilevatore se il peso target cambia di >10%. |
| Lineare Vibratore Ampiezza | Pesatrice multitesta | Controlla l'intensità delle vaschette di alimentazione. | Un'ampiezza elevata causa gocce di prodotto allungate, alterando il profilo di velocità previsto dal rivelatore. | Mappare la distanza fisica esatta dal secchio alla valvola. Calibrare il ritardo di millisecondi in base all'accelerazione di gravità. |
| Velocità di scarico / Timer di ritardo | Pesatrice e rilevatore | Controlla l'apertura della benna e la temporizzazione della valvola di scarico. | La desincronizzazione fa sì che la valvola di scarto si attivi troppo presto o troppo tardi, mancando il contaminante. | Impostate al minimo necessario per ottenere il peso desiderato, assicurando un pacco di prodotti compatto e denso. |
L'interfaccia uomo-macchina (HMI) è il controllore centrale per la sincronizzazione del sistema. Gli operatori devono regolare le varie impostazioni per mantenere uniforme il profilo del prodotto durante il suo passaggio attraverso l'area di rilevamento.
Il peso target determina la massa totale di prodotto rilasciata durante un ciclo. Sebbene ciò serva principalmente a garantire la conformità dell'imballaggio, influisce anche sulla densità della confezione del prodotto che passa attraverso il metal detector. Un'ampia modifica del peso target cambierà anche l'"effetto prodotto"; il metal detector vedrà il prodotto come più o meno conduttivo o magnetico, a seconda della quantità di prodotto presente nel metal detector al momento del passaggio del prodotto. Il metal detector è dotato di un cosiddetto processore di segnale digitale (DSP), che crea un angolo di fase adattivo per ignorare l'effetto prodotto. Se la massa del prodotto cambia improvvisamente, l'angolo cambia e il DSP scambierà l'aumento di massa come un contaminante. La coerenza con cui ci atteniamo al peso target determina il segnale di base per la qualità del prodotto.
Il parametro Ampiezza del vibratore lineare regola la forza delle vasche vibranti che trasportano i prodotti nei secchi di pesatura. Il modo in cui le vasche vibrano influisce sia sulla velocità che sull'uniformità della distribuzione dei prodotti. Un'impostazione troppo alta fa sì che i secchi della pesa catturino i prodotti in modo non uniforme, creando un profilo di caduta alto e largo che si verifica in modo irregolare all'apertura del secchio. Invece di un gruppo compatto di prodotti che cadono attraverso il rilevatore, i prodotti vengono distanziati. Il software del rilevatore determina quando attivare la funzione di scarto in base alla velocità prevista per il prodotto. Se il gruppo di prodotti è distanziato, l'ultimo prodotto che passa può finire per superare la funzione di scarto dopo che questa si è chiusa in accettazione. La regolazione dell'ampiezza del vibratore lineare garantisce una caduta uniforme e prevista del prodotto, assicurando un approccio proattivo all'intercettazione.
Velocità di scarico regola la velocità e l'ordine di apertura degli sportelli della pesa. Questo è il punto esatto in cui si attiva l'intero processo. All'apertura della vasca di pesatura si attiva anche un timer. Il controllore logico programmabile (PLC) tiene traccia del segnale di scarico. Il sistema determina al millisecondo esatto quando il centro della massa del prodotto attraverserà il centro del campo elettromagnetico del metal detector. Quindi, determina il ritardo necessario per aprire la valvola di scarico pneumatica. Se la velocità di scarico viene modificata, cambiano le caratteristiche del meccanismo e quindi anche il profilo di accelerazione del prodotto. Per questo motivo, è responsabilità dell'operatore impostare i timer di ritardo nel software di scarto del metal detector per tenere conto di qualsiasi variazione della velocità di scarico. La combinazione della regolazione fine di questi tre fattori elimina i falsi positivi e gli sprechi di materiale che derivano dalla desincronizzazione nel rilevamento dei metalli negli imballaggi alimentari.
Insidie per il layout e l'installazione della linea di inscatolamento
La progettazione delle linee di inscatolamento si basa sul pensiero sistemico. La fusione di delicati sistemi di ispezione con sofisticati macchinari industriali comporta molteplici sfide di micro e macro ingegneria. Le decisioni iniziali sul layout dell'impianto determineranno le prestazioni del sistema di rilevamento dei metalli per l'intera durata del sistema, fungendo da base per una rigorosa analisi dei rischi.
Assegnazione dello spazio fisico per le apparecchiature
La progettazione verticale del sistema di preconfezionamento a caduta per gravità necessita di ampie distanze in altezza. I progettisti dell'impianto devono tenere conto delle tolleranze totali di impilamento verticale, comprese le altezze di scarico dell'elevatore di alimentazione, la pesatrice multitesta, gli scivoli di transizione, la testa del metal detector, i meccanismi delle valvole deviatrici, l'imbuto di accumulo e la tramoggia di aspirazione della macchina riempitrice di lattine.
Per l'integrazione verticale, l'architettura di solito supera le altezze dei soffitti degli edifici più vecchi e standard. Inoltre, i progettisti devono posizionare soppalchi in acciaio strutturale o piattaforme di accesso intorno a questa pila di apparecchiature. Il personale addetto alla manutenzione ha bisogno di un accesso adeguato e stabile alla pila per regolare il metal detector, per eseguire test standard nell'apertura e per eseguire procedure sanitarie. Quando si cerca di ridurre la pila verticale per adattarla a un soffitto più basso, si verificano spesso problemi con gli angoli degli scivoli, che causano l'assenza di flusso di prodotto e tassi di caduta instabili. Questo, a sua volta, porta a guasti nella temporizzazione del meccanismo di scarto.
Prevenzione delle interferenze elettromagnetiche
I palettizzatori, le cucitrici e i trasportatori automatizzati sono tutti utilizzati negli impianti di inscatolamento e sono caratterizzati da carichi motori pesanti. Questi creano molte interferenze elettromagnetiche (EMI) e a radiofrequenza. I metal detector sono progettati per rilevare minime variazioni in un campo magnetico e sono suscettibili di disturbi elettrici esterni, che minacciano la conformità alle normative.
Un difetto di progettazione che si verifica spesso è il passaggio delle linee di alimentazione e di comunicazione del metal detector in parallelo alle linee ad alta tensione che alimentano gli azionamenti a frequenza variabile (VFD). I VFD utilizzano transistor bipolari a porta isolata (IGBT) per commutare la tensione di azionamento nell'arco di millisecondi, creando un forte rumore elettrico. Questo rumore provoca l'attivazione errata del metal detector. Un piano di posa dei cavi per l'attraversamento di una serie di cavi deve sempre garantire una distanza netta tra i cavi in ogni punto di attraversamento e che i cavi siano posati lungo lo stesso asse parallelo, come richiesto.
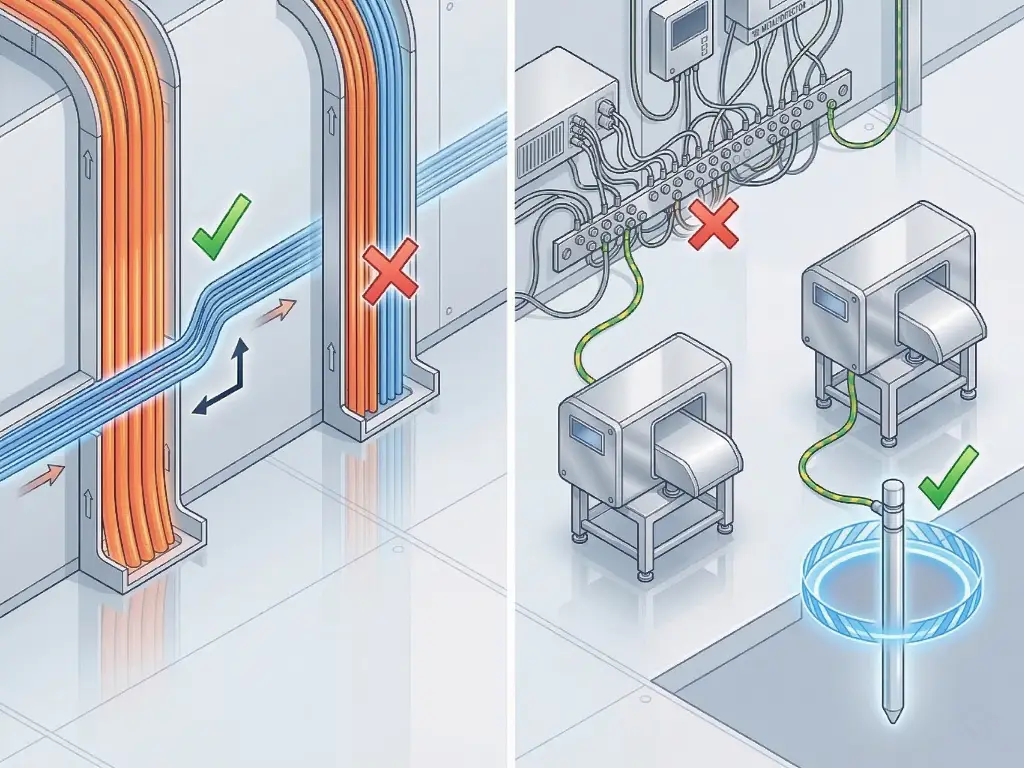
Il rivelatore di metalli richiede anche una messa a terra "pulita". Se il metal detector è collegato allo stesso bus di messa a terra di altre apparecchiature di lavorazione di grandi dimensioni, il rumore elettrico si ripercuoterà attraverso il filo di terra e il rumore verrà recepito dalle apparecchiature. Per garantire che il metal detector rimanga operativo senza interferenze, è necessaria una barra di terra isolata e dedicata per il sistema di ispezione e per il metal detector.
Garantire il ROI della linea di confezionamento
Il rilevamento accurato dei metalli su una linea di inscatolamento è un requisito rigido per la conformità operativa e la sicurezza. Lo spostamento del punto di ispezione nella fase di preconfezionamento, grazie a un meccanismo di trasferimento verticale positivo, risolve la contraddizione intrinseca della scansione dei contenitori metallici. Il funzionamento ottimale del sistema, compresa la massima sensibilità di rilevamento e il minimo tempo di inattività, si ottiene grazie alla combinazione di un adeguato isolamento meccanico, di uno scivolo di transizione rigidamente progettato e di un preciso coordinamento software del meccanismo di scarico al rilevatore.
Questo approccio architettonico soddisfa i requisiti rigorosi di HACCP, GFSI, e SQF controlli. Ma soprattutto, un'integrazione precisa del sistema elimina l'alta frequenza di falsi scarti che sprecano prodotti validi ed erodono i margini di profitto. Un sistema correttamente configurato protegge il vostro hardware di lavorazione, assicura la reputazione del vostro marchio contro richiami catastrofici e consolida l'investimento complessivo nella vostra infrastruttura di confezionamento.
La progettazione di questi tipi di sistemi integrati richiede un'ingegneria di sistema specializzata. Se state pensando a un nuovo layout per la vostra linea di inscatolamento o a un aggiornamento dei vostri sistemi di controllo qualità, potete rivolgervi al nostro team di ingegneri per una consulenza. Chiamate i tecnici Levapack per una disposizione delle apparecchiature e un progetto di integrazione ottimali per i vostri obiettivi di produzione.



