La scelta di una confezionatrice industriale consiste nell'abbinare le specifiche della macchina al tipo di prodotto e alle sue caratteristiche fisiche, assicurando che la scelta dell'apparecchiatura soddisfi le vostre esigenze specifiche. Per i prodotti altamente viscosi, le paste spesse e i prodotti con inclusioni di particelle solide, i sistemi standard a gravità o a sfioro non funzionano. Essi comportano volumi di riempimento incoerenti, inceppamenti meccanici e perdite significative di prodotto. Ecco dove tecnologia del pistone di riempimento diventa la norma ingegneristica stabilita.
Questa guida si rivolge a coloro che valutano le attrezzature per gestire i problemi associati ai materiali altamente viscosi e a coloro che nel vostro ufficio tecnico si occupano di problemi di perdita di materiale e di riempimento variabile. Si tratta di una panoramica dei principi di progettazione, della compatibilità dei prodotti e dei componenti, del sistema di azionamento e dei requisiti igienico-sanitari delle linee di produzione contemporanee. La comprensione di queste nozioni di base consentirà al personale addetto all'approvvigionamento e all'ingegneria di progettare sistemi di confezionamento con tempi di inattività e perdite di prodotto minime, mantenendo al contempo un controllo volumetrico accurato per resistere alla prova del tempo.
Che cos'è il riempimento a pistone e le sue applicazioni industriali?
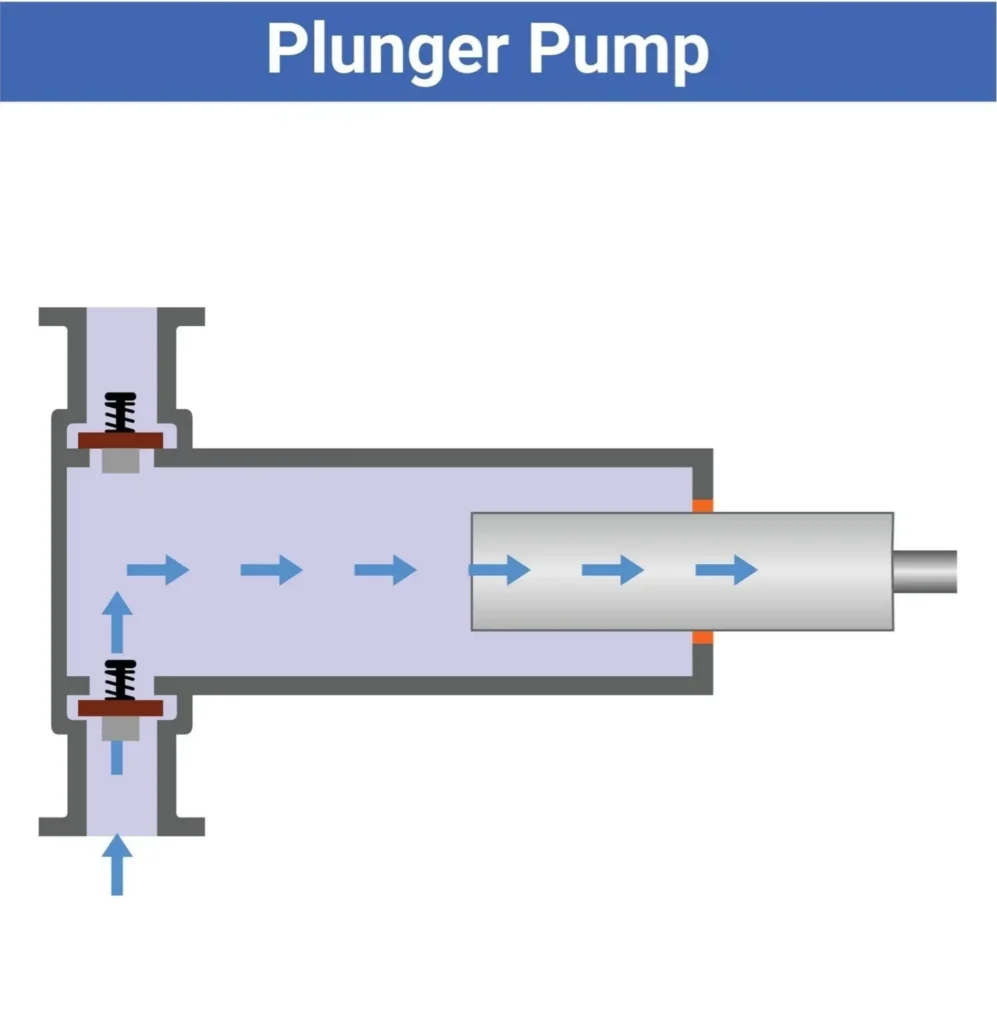
Il riempimento a pistone è un esempio di tecnologia di misurazione del volume a spostamento positivo (VMT). Le tecnologie di riempimento si basano sulla meccanica di un cilindro e di un pistone. Quando il pistone si sposta indietro, si crea un vuoto e una certa quantità di prodotto, in particolare un prodotto liquido, dalla grande tramoggia di alimentazione viene aspirata nel cilindro. Quando il pistone si sposta in posizione arretrata, viene attivata una valvola. Il pistone si sposta quindi indietro. Quando il gelato è pieno, il pistone torna in posizione anteriore e il liquido viene erogato attraverso un ugello di riempimento nei contenitori in attesa posizionati sui nastri trasportatori sottostanti.
Poiché il volume del prodotto si trova in un cilindro, il volume del cilindro è noto. D'altra parte, la lunghezza del pistone che viene mosso è la lunghezza che fermerà il pistone. Pertanto, indipendentemente dal liquido contenuto nel cilindro, verrà sempre erogata una quantità costante ed esatta di prodotto, garantendo riempimenti volumetrici accurati.
Questa tecnologia è stata progettata per i settori in cui i materiali sono spessi, densi o grossolani. I riempitori standard a gravità o a trabocco sono inefficaci in queste situazioni, lasciando che lo spostamento del pistone sia l'unico metodo affidabile per gestire reologie difficili. Per descrivere l'uso migliore di questa tecnologia, la tabella seguente evidenzia le principali applicazioni industriali e le categorie di prodotti che gestiscono, adattandosi a vari tipi di contenitori e a qualsiasi forma di contenitore:
| Settore industriale | Caratteristiche del materiale | Esempi di prodotti tipici | Formati di imballaggio comuni |
| Cibo e condimenti | Alta viscosità, paste pesanti, particolato solido in sospensione | Pasta di pomodoro, salsa di peperoncino, burro di arachidi, marmellate di frutta, miele, maionese | Barattoli di latta, barattoli di vetro, bottiglie di plastica, buste preconfezionate |
| Cibo per animali domestici | Pasta di pomodoro, salsa di peperoncino, burro di arachidi, marmellate di frutta, miele e maionese. | Cibo umido per gatti (mousse o pezzetti), cibo per cani in scatola, purea di carne | Lattine di alluminio, scatole di latta, buste di carta stagnola |
| Nutraceutici e cure | Gel ad alto valore, sciroppi medicinali densi, creme pesanti | Gel vitaminici, lozioni pesanti, creme cosmetiche, paste proteiche dense | Barattoli di plastica, bottiglie di vetro, tubi di alluminio |
Per gli ingegneri e i responsabili degli impianti che desiderano comprendere gli elementi meccanici specifici, come il design delle tramogge, i materiali dei cilindri e i materiali dei telai, si consiglia di fare riferimento ai documenti tecnici fondamentali delle riempitrici a pistoni prima di determinare le specifiche dell'apparecchiatura. La migliore efficienza complessiva dell'apparecchiatura (OEE) per una linea di confezionamento si ottiene grazie a una corretta costruzione dei componenti della linea.
Compatibilità dei materiali: Viscosità, particolati e valvole
Il processo di configurazione di una riempitrice a pistoni coinvolge il sistema di valvole interne, il percorso delle valvole regolato e le caratteristiche reologiche del prodotto. La viscosità del liquido e l'eventuale presenza di particelle solide definiscono il percorso del flusso dalla macchina di riempimento, sia che si tratti di liquidi viscosi che di liquidi sottili. Se la valvola è progettata in modo errato, il prodotto può essere schiacciato, i percorsi di flusso possono intasarsi o la macchina di riempimento può subire danni catastrofici.
Valvola rotante vs. Valvola di ritegno Elaborazione
La valvola collega la tramoggia, il cilindro e l'ugello. Esistono due tipi principali di valvole: la valvola di ritegno e la valvola rotante.
Una valvola di ritegno utilizza semplici differenziali di pressione per funzionare. Di solito ha un meccanismo a sfera o a molla che si muove all'interno di una sede lavorata con precisione. Durante la corsa di aspirazione di un pistone, una pressione negativa apre la sfera, il che significa che c'è un percorso dalla tramoggia al cilindro, mentre il percorso verso l'ugello è chiuso. Durante la corsa di scarico, la pressione positiva sposta la sfera verso il basso, chiudendo la tramoggia e aprendo il percorso verso l'ugello. Sebbene le valvole di ritegno siano economiche ed efficienti, sono limitate ai prodotti sottili e ai liquidi a bassa e media viscosità privi di particolato. Il particolato provoca un funzionamento volumetrico errato della valvola e la frantumazione dei solidi. Se c'è polpa di frutta o pezzi di carne, la valvola sarà ancora aperta e schiaccerà i solidi.
Le valvole rotative, o valvole a otturatore, sono progettate per paste ad alta viscosità e prodotti viscosi con molto particolato. Invece di utilizzare la pressione del fluido per muovere una sfera, queste valvole vengono azionate con un attuatore pneumatico o elettrico esterno per ruotare uno dei nuclei lavorati. Ogni nucleo ha un tubo (o canale) senza ostacoli che lo attraversa. Quando viene ruotata in posizione di aspirazione, è allineata in modo da fornire una linea retta senza ostacoli dalla tramoggia al cilindro. Quando è girato in posizione di scarico, fornisce anche un percorso ampio e senza ostacoli verso l'ugello. Poiché il canale è di grandi dimensioni ed è un canale azionato (attivo), è in grado di gestire gel e paste pesanti e solidi di grandi dimensioni (fragole intere o grossi pezzi di manzo nel cibo per cani) senza subire cesoiamenti. La valvola rotante mantiene il prodotto in buone condizioni e garantisce un ciclo di produzione continuo e senza blocchi.
La tabella di selezione della viscosità per eccellenza
Per facilitare l'accurata specificazione delle apparecchiature, la seguente matrice mette in relazione le caratteristiche del fluido con il tipo di valvola richiesto.
| Categoria di prodotto | Approssimativo Viscosità Gamma (Centipoise - cps) | Prodotti di esempio | Tecnologia delle valvole richiesta | Razionale ingegneristico |
| Liquidi simili all'acqua | 1 - 500 cps | Acqua, brodo, sciroppi leggeri, aceto | Valvola di ritegno | Per l'azionamento della valvola a sfera sono sufficienti la forza di gravità e una piccola aspirazione. Alta velocità, basso costo. |
| Liquidi semi-viscosi | 500 - 5.000 cps | Ketchup, oli leggeri, shampoo | Valvola di ritegno o valvola rotante | Entrambe le valvole funzionano. La valvola rotante è preferibile se il liquido è sensibile al taglio o soggetto ad aerazione. |
| Paste altamente viscose | 5.000 - 50.000+ cps | Burro di arachidi, creme pesanti, purè di patate | Valvola rotante | Il prodotto non scorre abbastanza velocemente da azionare una valvola di non ritorno. Richiede il percorso ampio e forzato di un nucleo rotante. |
| Ricco di particolato / a grana grossa | Variabile (spesso in sospensione spessa) | Marmellate di frutta, cibo umido per animali domestici (pezzetti di carne), salsa | Valvola rotante (obbligatoria) | Le valvole di ritegno schiacciano il particolato e non riescono a sigillare. Le valvole rotative offrono un percorso di flusso di grande diametro e senza ostacoli. |
La scelta della configurazione corretta in base a questa tabella previene le cause più comuni di guasto della linea di produzione. Il trattamento di un alimento per animali ricco di particolato attraverso una valvola di non ritorno arresta immediatamente la produzione, mentre il trattamento dell'acqua attraverso una valvola rotante per impieghi gravosi rappresenta un'inutile spesa di capitale.
Ottimizzare la fase di riempimento: Risolvere i colli di bottiglia più comuni
Dopo aver determinato la compatibilità del materiale, il passo successivo consiste nel gestire l'erogazione effettiva del materiale nel contenitore. Una delle sfide più evidenti del processo di trasferimento ingegneristico di liquidi densi è l'impatto del trasferimento dall'ugello del sistema pressurizzato al contenitore vuoto, che provoca un'eccessiva schiumosità del prodotto e il cosiddetto fenomeno del tailing liquido.
Come funziona il cilindro del pistone
Per valutare correttamente le difficoltà di riempimento, esamineremo il particolare flusso meccanico del fluido dalla tramoggia di alimentazione al contenitore. Questo processo inizia dalla tramoggia di alimentazione centrale, che contiene grandi quantità di prodotto sopra la zona di riempimento, affidandosi alla forza di gravità per alimentare il flusso di prodotto denso fino alla valvola.
Per determinare lo spostamento volumetrico della macchina, si moltiplicano l'area della sezione trasversale interna del pistone, la lunghezza della corsa del pistone e la corsa del pistone.
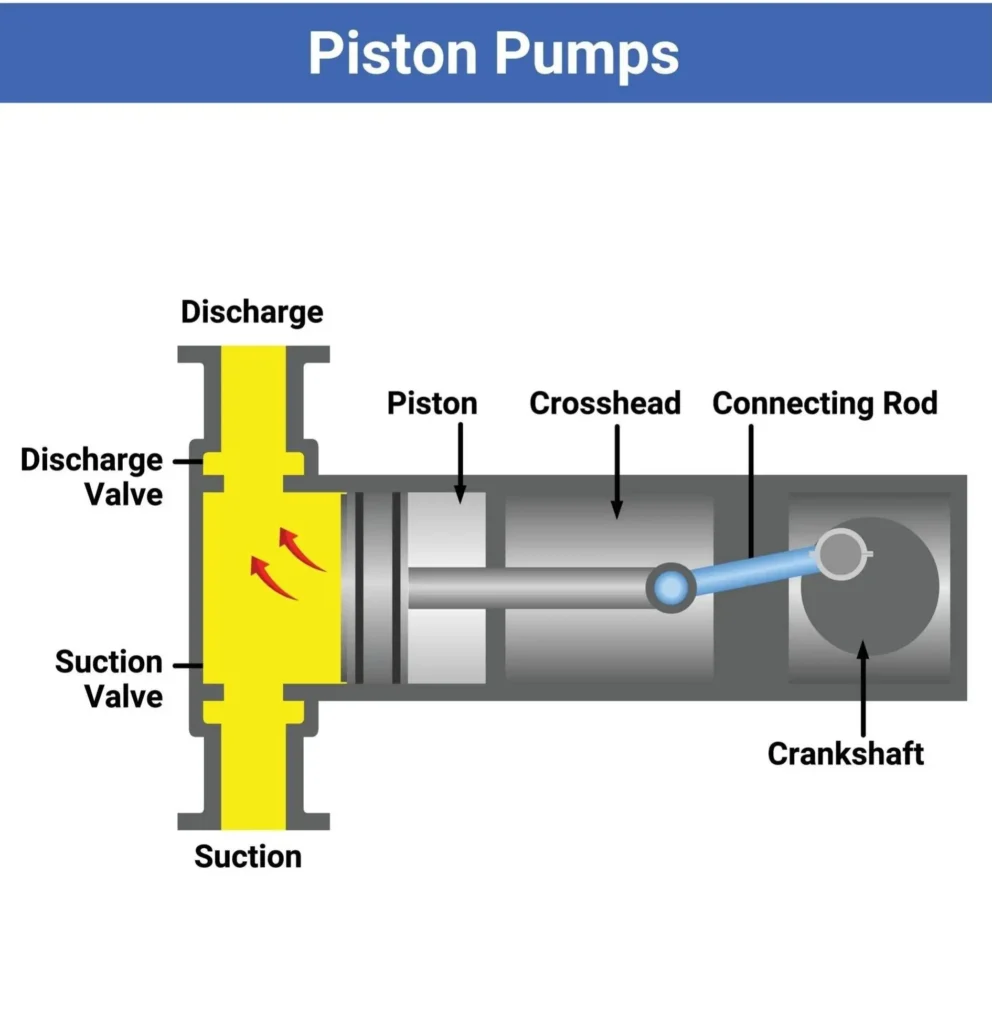
Nella prima parte del processo, la valvola (che può essere di ritegno o rotativa) crea un canale aperto tra la tramoggia sopraelevata e il cilindro vuoto. Il pistone si muove orizzontalmente, creando una forte pressione negativa (vuoto) all'interno del cilindro. Questo vuoto trascina il fluido denso, la pasta o la miscela con particelle solide, lasciando la camera del cilindro completamente imballata, raggiungendo la sua capacità massima. Durante il ciclo di riempimento, se il pistone si muove troppo lentamente (in particolare in caso di viscosità elevata), può verificarsi la cavitazione (la formazione di una bolla d'aria), il cui collasso può provocare una diminuzione della qualità della miscela e volumi di riempimento incoerenti, compromettendo il controllo della qualità complessiva.
Una volta che il pistone è stato completamente retratto e il cilindro è stato completamente caricato, la valvola si muove e crea un sigillo per il percorso di ritorno alla tramoggia. Apre quindi una nuova strada che conduce all'ugello di erogazione.
Durante lo scarico, il pistone avanza e crea un'estrema pressione positiva nel liquido intrappolato. Il liquido non è in grado di invertire la rotta e tornare alla tramoggia. Al contrario, viene spinto fuori dal cilindro, producendo quantità precise attraverso il corpo della valvola, l'ugello e l'erogazione precisa nel contenitore in attesa sul nastro trasportatore sottostante. Per i prodotti altamente viscosi, viene creata una pressione interna estrema e il liquido viene scaricato dall'ugello a velocità molto elevate. Il passaggio dal cilindro pressurizzato al contenitore aperto e non pressurizzato è il punto in cui la dinamica dei fluidi diventa imprevedibile e in cui spesso si perde il controllo del prodotto.
Eliminazione di schiume e code
Tailing (o stringing) e schiuma sono i due fenomeni che si verificano durante il riempimento industriale ad alta velocità dei pistoni.
Il tailing si verifica con liquidi molto densi che non si staccano in modo netto dall'ugello quando il pistone si ferma. Alcuni esempi sono le salse dense, il gel o il miele. Un sottile filo di prodotto rimane attaccato all'ugello e si trascina sul bordo del contenitore o cade sul nastro trasportatore. Questo trascina la superficie di tenuta del contenitore e influisce sul successivo processo di tappatura o aggraffatura. Questo comporta anche molti problemi di igiene nella linea di produzione.
Gli ingegneri devono specificare ugelli a chiusura positiva e un meccanismo antigoccia per eliminare il tailing. Un ugello a chiusura positiva è dotato di un perno interno o di una valvola che si trova all'estremità dell'ugello. Non appena il pistone termina la corsa di scarico, il perno si chiude e interrompe completamente il flusso di liquido, garantendo un riempimento preciso. Nessun prodotto fuoriesce. Inoltre, i sistemi avanzati hanno una configurazione chiamata "suck-back". In questo caso, il pistone si muove in una micro-retromarcia alla fine del ciclo di riempimento. In questo modo si crea una piccola pressione negativa e il menisco del liquido viene tirato indietro all'interno dell'ugello, assicurando una rottura netta e senza gocciolamenti. Quando si riempiono contenitori con liquidi contenenti tensioattivi (detergenti, shampoo e alcuni liquidi proteici), l'intrappolamento dell'aria provoca la formazione di schiuma. La schiuma crea falsi livelli di riempimento e spreca prodotto. Se il flusso di riempimento è troppo veloce, il flusso colpisce il fondo del contenitore, causando il rimescolamento dell'aria e la formazione di schiuma, che fa traboccare il contenitore.
Per risolvere il problema della schiuma, la linea di produzione deve utilizzare sistemi di riempimento dal basso verso l'alto (chiamati anche ugelli tuffanti). Ciò significa che l'intero ugello viene spostato verticalmente in modo che il fondo dell'ugello si trovi a pochi millimetri dal fondo del contenitore, anche se si tratta di un contenitore di grandi dimensioni. L'aria sopra il liquido viene spostata dal liquido del contenitore. L'altezza a cui sale il liquido nel contenitore è perfettamente allineata con la velocità dell'attuatore. Pertanto, la parte inferiore dell'ugello è sempre immersa nel liquido, evitando schizzi, turbolenze e intrappolamenti d'aria, garantendo un tempo di riempimento del prodotto costante.
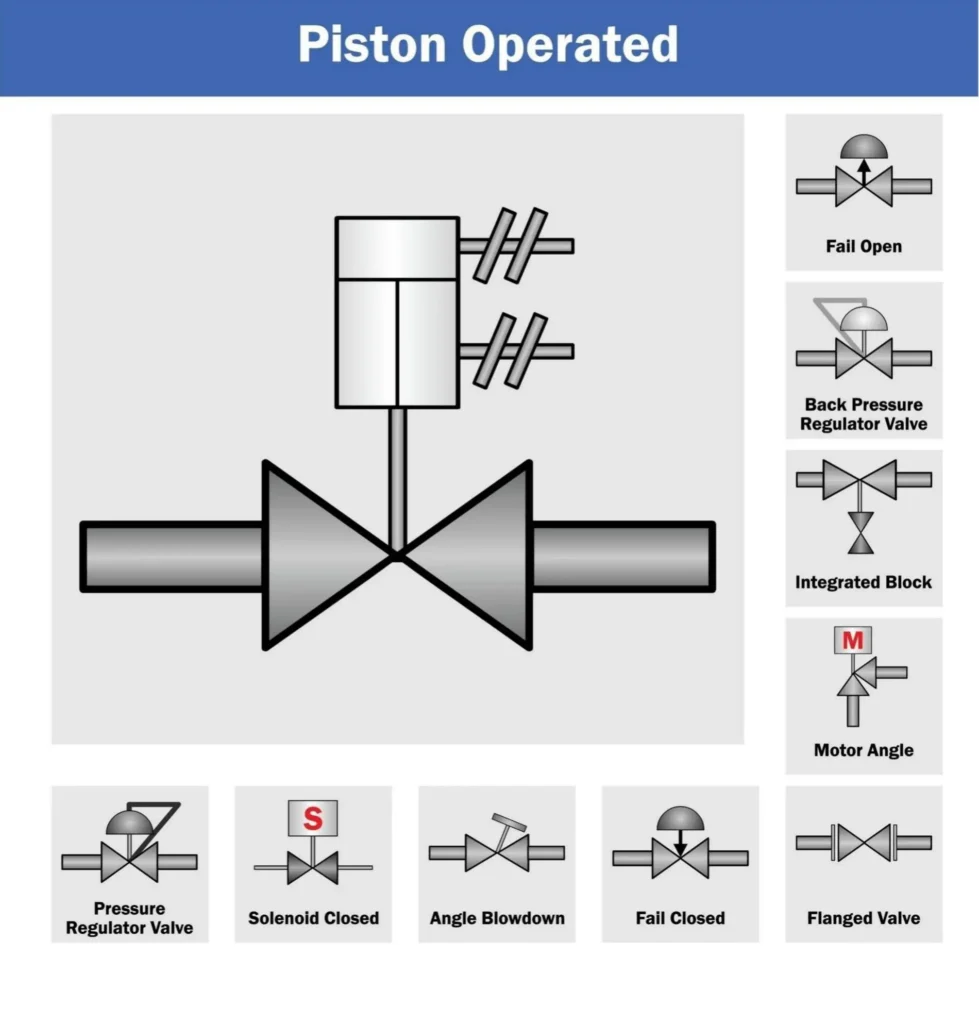
Sistemi di azionamento: Riempitrici pneumatiche e servoassistite
Il sistema di azionamento (fonte di energia meccanica) determina l'accuratezza, la velocità e la convenienza economica (costi totali di proprietà, TCO) delle riempitrici a pistoni, per lunghi periodi di tempo. Attualmente, le riempitrici con azionamento a pistoni sono azionate da cilindri pneumatici tradizionali o da sistemi combinati di azionamento/motore di nuova generazione, più elettrici e tecnologicamente avanzati.
Pneumatico: Economico e a prova di esplosione
Nei sistemi di azionamento pneumatico, il pistone viene azionato dall'aria compressa. Un cilindro d'aria è collegato all'albero del pistone e le valvole di controllo direzionale controllano il flusso d'aria per spingere o tirare il pistone.
Il vantaggio principale dei sistemi pneumatici è che sono semplici e hanno un costo inferiore. Ci sono meno parti in movimento, sono più facili da controllare con l'elettronica (questo li rende più facili da mantenere per gli ingegneri) e sono più facili da mantenere in generale. Inoltre, i sistemi pneumatici sono preferibili in ambienti pericolosi. I sistemi pneumatici sono la scelta migliore per gli impianti di confezionamento con materiali infiammabili o per gli impianti nutraceutici che operano con polveri fini e combustibili, dove esiste il rischio di esplosioni di polveri. È possibile progettare un sistema pneumatico completamente a prova di esplosione. Poiché funzionano a pressione d'aria, non c'è il rischio di scintille nel luogo in cui viene azionato il sistema pneumatico e non viene utilizzato alcun azionamento elettrico.
Alcuni limiti dei sistemi pneumatici sono l'imprecisione del riempimento e la lentezza dei tempi di cambio. Per regolare la lunghezza della corsa dei pistoni pneumatici, ad esempio, gli operatori devono spesso utilizzare volantini e blocchi di arresto meccanici. Se la fabbrica ha bisogno di cambiare il volume di riempimento da 500 ml a 1000 ml, un operatore deve girare fisicamente una manovella per effettuare la regolazione, quindi eseguire riempimenti di prova, misurare la produzione e regolare i fermi meccanici. Questo compito può tenere la macchina inattiva per un tempo considerevole. Anche le fluttuazioni della pressione dell'aria sono comuni in ambienti industriali di grandi dimensioni e possono portare a un riempimento impreciso durante un lungo turno di produzione.
Servoazionamento: Precisione e rapidità di cambio formato
Le linee di confezionamento ad alte prestazioni si sono modernizzate con sistemi servo-guidati, in cui servomotori intelligenti collegati a viti a sfera di precisione sostituiscono i cilindri pneumatici. In questi sistemi, un controllore a logica programmabile (PLC) invia comandi digitali al servomotore per controllare la posizione del pistone e gestirne l'accelerazione e la decelerazione.
Un sistema a pistoni servo-guidato raggiunge una precisione ineguagliata, offrendo un'elevata accuratezza a compiti altamente complessi. È costruito utilizzando encoder digitali e sistemi di feedback ad anello chiuso. Di conseguenza, ogni corsa del pistone avanza e arretra con precisione millimetrica. Questo sistema attenua anche le piccole variazioni di volume causate dalle variazioni di pressione dell'aria, consentendo ai produttori di raggiungere livelli di precisione di riempimento volumetrico fino a 0,5%. Questa precisione è estremamente vantaggiosa per i produttori di prodotti a valore aggiunto come gli integratori alimentari, il cibo per animali di alta qualità e le paste industriali, in quanto riduce al minimo le perdite di prodotto e garantisce il ROI.
Tra i numerosi vantaggi dell'impiego della tecnologia servo, il più prezioso è la significativa riduzione dei tempi di cambio formato. Non c'è più bisogno di volantini meccanici per effettuare le regolazioni. Tutti i parametri di processo sono ora gestiti attraverso un touchscreen digitale dell'interfaccia uomo-macchina (HMI). Per le riempitrici automatiche a pistone e altre macchine automatiche, gli ingegneri sono in grado di configurare e memorizzare più "ricette" per prodotti diversi e contenitori di dimensioni diverse, a seconda del tipo di contenuto specifico. Ad esempio, per passare da un vasetto di pasta da 200 g a uno da 500 g è sufficiente premere un pulsante. Il servomotore regolerà il suo valore di corsa su quello associato alla ricetta selezionata. In sostanza, una regolazione meccanica (manuale) di trenta minuti viene trasformata in una modifica digitale di dieci secondi, con un enorme miglioramento dell'efficienza complessiva dell'apparecchiatura (OEE) per l'intero impianto.
Massimizzare l'igiene: Pulizia CIP/SIP e senza attrezzi
Nelle apparecchiature di riempimento a pistoni, le prestazioni meccaniche della macchina di riempimento sono secondarie rispetto al design sanitario della macchina stessa, che è quindi primario. Una macchina che eroga liquidi viscosi e alimenti particolati ricchi di proteine è soggetta a contaminazione batterica. Se i residui di prodotto rimangono intrappolati nei cilindri, nelle valvole o negli ugelli e la macchina viene fermata per la produzione, tali residui si rovinano e contaminano il lotto successivo. Ciò significa che la progettazione deve soddisfare i requisiti di minimizzazione dei tempi di fermo macchina e di massimizzazione dell'igiene.
La progettazione standard dei macchinari richiede che l'operatore utilizzi una chiave e/o un cacciavite per smontare il percorso del fluido e poterlo pulire. Ciò può danneggiare i componenti, causare la perdita di piccoli componenti, rendere inutilizzabile il tempo di lavoro per la pulizia e sottrarre ore alla produzione. Per questo motivo, le riempitrici industriali a pistoni di qualità superiore offrono un design con smontaggio senza attrezzi. Tutti i componenti del percorso del fluido (la tramoggia, le valvole rotanti o di ritegno, i cilindri, i tappi di erogazione e gli ugelli) sono fissati tramite raccordi tri-clamp sanitari. Un operatore può smontare il percorso del fluido in pochi minuti. Per le parti a contatto, lo spessore dell'acciaio inox alimentare 304 o 316L deve essere compreso tra 1,5 e 2 mm, con giunti di saldatura lucidati e ultra-lisci per evitare la formazione di giunti microscopici e zone lente e quindi la crescita batterica.
Nelle grandi operazioni in cui non è possibile smontare i macchinari, è necessario progettare macchine che integrino i sistemi Clean-In-Place (CIP) e Sterilize-In-Place (SIP). Un'insaccatrice a pistone di qualità pronta per il CIP è destinata a interfacciarsi con il sistema di pulizia automatizzato di una struttura. La macchina può essere impostata per eseguire vari cicli senza la rimozione manuale dei pezzi. Ciò include cicli di pulizia alcalina concentrata, cicli di lavaggio acido e cicli di acqua di risciacquo purificata attraverso la tramoggia, i cilindri e le valvole. Durante questo ciclo, ogni pistone viene fatto scorrere ripetutamente. Il fluido detergente ha lo scopo di rimuovere lo sporco e i detriti dalle superfici interne utilizzando l'alta pressione. Questo sistema automatizzato riduce al minimo la manodopera e i tempi di inattività della macchina, rispettando al contempo le severe norme igienico-sanitarie.
Collaborare con un esperto di riempimento dei pistoni
Una delle sfide più importanti nel confezionamento di liquidi viscosi è mantenere la precisione volumetrica a lungo termine senza accelerare l'usura meccanica. Mentre le apparecchiature di riempimento standard si degradano rapidamente o perdono consistenza quando sono costrette a lavorare materiali poco fluidi, prodotti complessi come salse di carne, miele denso e creme pesanti richiedono sistemi di spostamento progettati con precisione. Per questo motivo Levapack, azienda leader nella produzione di macchinari per il confezionamento personalizzati, è un partner strategico per le strutture che desiderano eliminare i colli di bottiglia della produzione e aumentare l'affidabilità operativa.
Quando si trattano reologie difficili, i cilindri standard spesso soffrono di degrado della tenuta e di un dosaggio irregolare. I nostri ingegneri si sono specializzati soluzioni di riempimento a pistone progettati per eliminare questi guasti meccanici. Utilizzando cilindri dosatori a bassa usura e guarnizioni a pistone autocompensanti di lunga durata, questi sistemi sono progettati per funzionare senza manutenzione per tutta la vita. Grazie a sistemi PLC avanzati con interfacce touch-screen intuitive, gli operatori possono regolare senza problemi i volumi di riempimento da 100 ml a 1000 ml, garantendo un'erogazione precisa e ad alta velocità su lattine di alluminio, barattoli di vetro e buste preconfezionate senza la necessità di sostituire parti ingombranti.
Sostenuti da una vasta esperienza ingegneristica e da un centro di ricerca e sviluppo dedicato, ci rifiutiamo di affidarci a compromessi fuori serie. Ingegneri qualificati assemblano a mano ogni sistema di riempimento per garantire la massima precisione, adattando i macchinari alle esigenze specifiche della struttura. Per costruire una linea automatizzata e resistente che si adatti senza sforzo alle paste e ai liquidi più difficili, i team di produzione sono incoraggiati a presentare campioni di prodotti complessi per effettuare test completi, consentendo a Levapack di convalidare un'architettura di riempimento a pistone personalizzata che garantisce una precisione senza compromessi e la massima efficienza.



