La scelta del metodo di confezionamento e della tecnica di riempimento appropriati non è una semplice acquisizione di attrezzature, ma un investimento di capitale multimilionario che determina il costo complessivo di proprietà nei prossimi dieci anni. Il confezionamento a caldo è una delle tecnologie più diffuse e costituisce tuttora la base di alcune categorie di prodotti, soprattutto bevande e alimenti liquidi acidi. Rispetto ad altri metodi di conservazione, offre un modo efficiente per prolungare la durata di conservazione dei prodotti, riducendo al minimo gli sprechi alimentari. Tuttavia, la sua applicazione richiede una conoscenza approfondita dei concetti termodinamici, della scienza dei polimeri e di una precisa modellazione dei costi. La presente guida offre uno studio tecnico e finanziario dettagliato del processo di riempimento a caldo, che consentirà ai responsabili delle decisioni di disporre delle informazioni necessarie per orientarsi nel processo di pianificazione della capacità, selezione dei materiali e risoluzione dei problemi di produzione.
Che cos'è il confezionamento a caldo: Processo e principi
Come efficiente metodo di riempimento a caldo, questo processo di sterilizzazione commerciale garantisce che un prodotto liquido o semiliquido caldo venga riscaldato ad alte temperature, versato in un contenitore quando è caldo e sigillato in tempi minimi. Il processo prevede l'utilizzo dell'elevato calore e dell'energia termica del prodotto stesso per sterilizzare la superficie interna del contenitore e la chiusura, impedendo efficacemente la riproduzione di microrganismi dannosi e bloccando qualsiasi ulteriore crescita microbica.
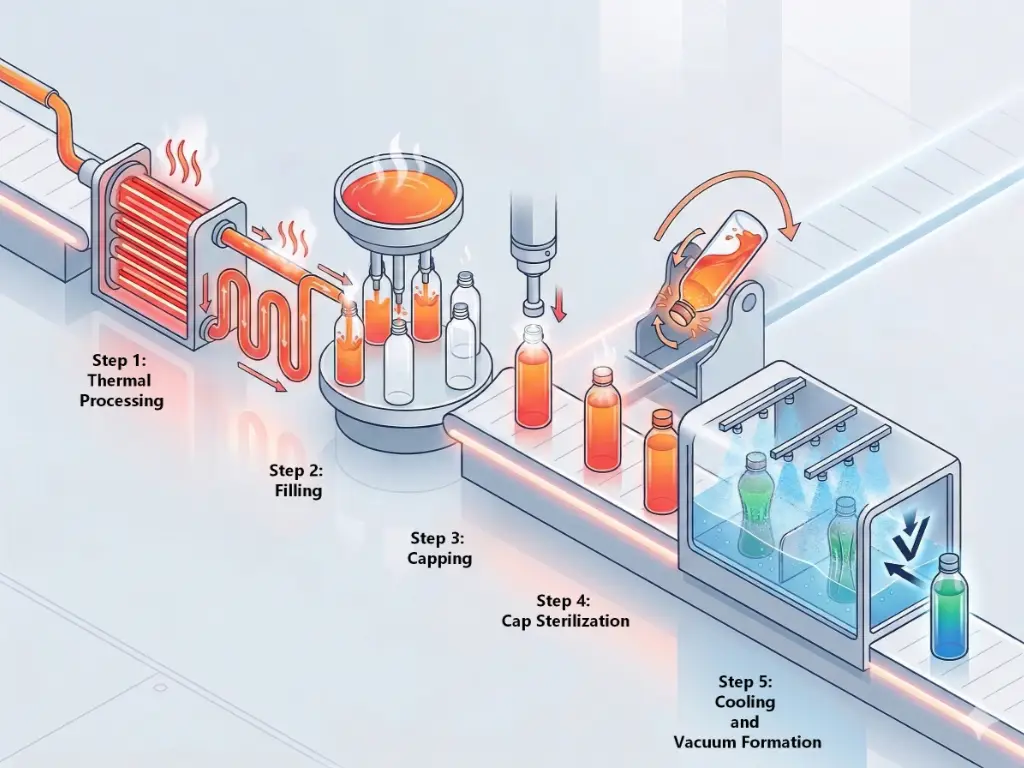
Il processo di riempimento a caldo convenzionale segue un flusso termodinamico rigido e sequenziale:
- Trattamento termico (riscaldamento): Il prodotto viene sottoposto a uno scambiatore di calore a piastre o tubolare, che ne innalza rapidamente la temperatura fino a un intervallo desiderato compreso tra 82°C e 95°C (180F e 205F). A questa temperatura viene mantenuto un certo tempo di mantenimento (di solito da 15 a 30 secondi) per garantire la distruzione di tutti i microrganismi nocivi, dei batteri vegetativi e degli enzimi di deterioramento.
- Ripieno: Il prodotto caldo viene pompato nella giostra di riempimento. La vasca di riempimento e le valvole sono solitamente progettate con anelli di ricircolo per mantenere la temperatura di sterilizzazione necessaria e far fluire continuamente il prodotto attraverso lo scambiatore di calore in caso di interruzione della linea. Il prodotto viene svuotato nel contenitore a una temperatura non inferiore a 82°C.
- Tappatura: Il tappo viene posizionato subito dopo la sequenza di riempimento. Il vapore prodotto dal prodotto caldo sostituisce lo spazio di testa tra il livello del liquido e il tappo.
- Inversione (Sterilizzazione del cappuccio): Il contenitore sigillato viene spostato attraverso un trasportatore e un meccanismo di ribaltamento o inversione. Il contenitore viene capovolto o invertito per 2 o 3 minuti. Questo movimento fa sì che il liquido a 82°C + entri in contatto diretto con l'interno del tappo e con la finitura del collo superiore, garantendo la rimozione di eventuali agenti patogeni rimasti nello spazio di testa.
- Raffreddamento e Vuoto Formazione: Il recipiente viene inserito in un tunnel di raffreddamento multizona. I contenitori di plastica o le bottiglie di vetro vengono spruzzati con acqua ambiente o refrigerata in un ambiente simile a un bagno d'acqua, che abbassa rapidamente la temperatura interna a circa 35°C-40°C. Il liquido si restringe man mano che si raffredda. Allo stesso tempo, il vapore presente nello spazio di testa si condensa in acqua. Questo duplice effetto forma un forte gradiente di pressione negativa, o vuoto, all'interno del recipiente chiuso, che garantisce una tenuta ermetica ed elimina l'ossigeno.
Si tratta di un processo termodinamico molto efficace, limitato da rigidi vincoli biochimici. È applicabile solo a determinati livelli di pH.
| Categoria di prodotto | Idoneità | Giustificazione |
| Bevande ad alta acidità (succhi di frutta, succhi di verdura, bevande sportive, tè, limonate) | Ideale | Il pH è inferiore a 4,5. L'elevata acidità impedisce la crescita delle spore di Clostridium botulinum. Il riempimento a caldo distrugge facilmente i batteri vegetativi, i lieviti e le muffe rimanenti. |
| Condimenti ad alta acidità (ketchup, salsa chili, puree di frutta, condimenti a base di aceto) | Ideale | L'elevata acidità e le alte temperature di lavorazione consentono di ottenere la sterilità commerciale. Il calore penetra nel prodotto viscoso per garantire una conservazione ambientale sicura e una durata di conservazione prolungata. |
| Prodotti a bassa acidità (latte, alternative ai latticini, brodi d'ossa, frullati proteici) | Non adatto | Il pH è superiore a 4,5. Le temperature calde (95°C) non possono distruggere le spore di Clostridium botulinum in ambienti a bassa acidità. Questi richiedono una storta ad alta pressione o un trattamento asettico a causa della necessità di un trattamento termico sotto pressione. |
| Bevande gassate (soda, acqua gassata, bevande energetiche gassate) | Non adatto | Il riscaldamento rilascia il biossido di carbonio disciolto. Il processo richiede la formazione del vuoto, in contrasto con la pressione positiva necessaria per la carbonatazione allo stato naturale. |
Scelta dei giusti materiali di imballaggio per il riempimento a caldo
L'elevato stress termico e le condizioni di pressione sotto vuoto del processo di riempimento a caldo impongono carichi meccanici estremi al materiale di confezionamento. Il contenitore deve essere in grado di resistere a temperature iniziali fino a 95°C senza fondersi, allungarsi o perdere stabilità dimensionale, per poi sopportare l'elevata pressione atmosferica verso l'interno durante il processo di raffreddamento. Ogni materiale ha le sue proprietà specifiche. I normali materiali di imballaggio non possono essere utilizzati in queste condizioni, il che richiede una valutazione delle vostre esigenze di imballaggio e delle diverse opzioni di bottiglie compatibili.
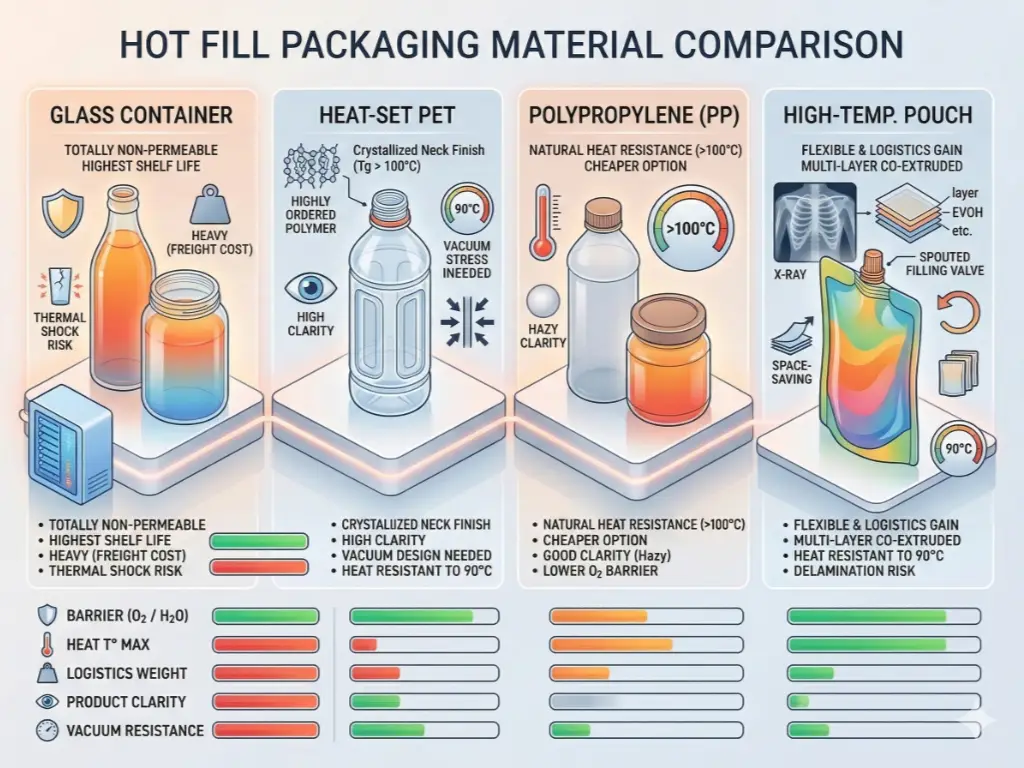
- Contenitori in vetro
Il materiale convenzionale e più resistente per il riempimento a caldo è il vetro. È totalmente non permeabile, privo di ossigeno e con zero possibilità di movimento chimico. Il vetro offre una barriera al 100% contro l'umidità e i gas, che garantisce la massima durata di conservazione. Sia che si utilizzino bottiglie standard o barattoli di vetro a bocca larga, il vetro è strutturalmente in grado di resistere alle temperature più elevate e alla conseguente pressione del vuoto senza incrinarsi o deformarsi. Come ottimo materiale, il vetro è però pesante e questo comporta un notevole aggravio di spese di trasporto. Inoltre, è necessario prestare molta attenzione alla temperatura durante i processi di riempimento e raffreddamento; esporre le bottiglie di vetro riempite a caldo a un'improvvisa variazione di temperatura nel tunnel di raffreddamento può portare a shock termici disastrosi e alla frattura dei contenitori.
- PET (polietilene tereftalato) termoindurito
Le normali bottiglie in PET si deformano e collassano a temperature superiori a 70°C. Per utilizzare il PET nelle linee di riempimento a caldo, i produttori devono acquistare il PET Heat-Set. I contenitori in PET Heat-Set vengono soffiati in stampi riscaldati e subiscono un condizionamento termico controllato durante il processo di soffiaggio. Il processo modifica la struttura delle catene polimeriche, aumentando la temperatura di transizione vetrosa (Tg) del tipo di plastica ed eliminando le tensioni interne. La temperatura massima di riempimento del PET termofissato è di 90°C, il che lo rende la plastica più utilizzata per questo processo. Tuttavia, per essere strutturalmente solide, queste bottiglie di plastica hanno bisogno di un peso di resina (peso in grammi) maggiore rispetto a quelle riempite a freddo e devono avere determinati disegni geometrici per controllare la pressione del vuoto ed evitare la deformazione delle bottiglie di plastica.
- Polipropilene (PP)
Il polipropilene ha una buona resistenza naturale al calore e può facilmente resistere a temperature superiori a 100°C senza procedure di termofissazione. È un sostituto più economico del PET in alcune applicazioni di riempimento a caldo, soprattutto quando si utilizzano contenitori più grandi o vasi a bocca larga per la conservazione di salse e marmellate. Il principale svantaggio del PP è che non è chiaro come il vetro; è torbido o nebuloso rispetto alla trasparenza simile al vetro e alla finitura lucida del PET, il che può influire sull'attrattiva dello scaffale al dettaglio. Inoltre, la barriera all'ossigeno del PP è inferiore a quella del PET e può ridurre la durata di conservazione dei prodotti altamente sensibili all'ossidazione.
- Sacchetti per alte temperature
Sebbene il mercato sia dominato da una moltitudine di tipi di bottiglie e contenitori rigidi, le buste flessibili coestruse multistrato (spouted pouches) stanno aumentando la loro quota di mercato. Queste buste sono costituite da film laminati, di solito con strati barriera in alluminio o EVOH, e sono in grado di resistere a temperature di riempimento di 90 °C. Sono un'ottima opzione e hanno una funzione di barriera. Sono un'ottima opzione e hanno un grande vantaggio nella logistica, poiché le buste vuote occupano una frazione dello spazio di stoccaggio delle bottiglie rigide vuote. I materiali flessibili, tuttavia, richiedono valvole di riempimento molto specializzate per gestire il calore senza fondere il beccuccio e il processo di raffreddamento deve essere ben regolato per evitare la delaminazione delle pareti della busta.
Riempimento a caldo contro altre tecnologie di riempimento: Matrice del ROI
I team di progettazione degli impianti devono confrontare il processo di riempimento a caldo con altre tecnologie di sterilizzazione concorrenti. Questi sistemi possono essere confrontati solo analizzando spese in conto capitale (CAPEX) e spese operative (OPEX).
| Tecnologia | Obiettivo pH Idoneità | Conservanti richiesti | Materiale Resistenza al calore | Ritenzione di sapore e nutrienti |
| Riempimento a caldo | Acido elevato (< 4,5) | No | Alto (PET termofissato, vetro) | Da moderato a buono |
| Riempimento asettico | Acido alto e basso | No | Basso (PET leggero standard) | Eccellente |
| Storta | Acido basso (> 4,5) | No | Estremo (lattine di metallo, buste Retort) | Moderato (riscaldamento prolungato) |
| Riempimento a freddo | Acido elevato (< 4,5) | Sì | Basso (PET leggero standard) | Eccellente |
CAPEX vs. OPEX in diverse linee di produzione
I sistemi di riempimento a freddo hanno un CAPEX minimo. I macchinari sono meccanicamente semplici e non necessitano di scambiatori di calore, tunnel di raffreddamento o speciali nastri di inversione. Anche gli OPEX sono bassi, poiché i produttori possono utilizzare le bottiglie in PET standard più leggere ed economiche. Tuttavia, la necessità di conservanti chimici limita l'accesso al mercato, dove i prodotti a marchio pulito sono molto richiesti dai consumatori.
- Riempimento a caldo
Il riempimento a caldo è un investimento CAPEX moderato. La linea necessita di pastorizzatori, valvole di riempimento speciali ed enormi tunnel di raffreddamento. L'OPEX, invece, è relativamente alto. Il processo richiede un elevato consumo di energia per il riscaldamento del prodotto e il successivo raffreddamento. Inoltre, la necessità di utilizzare il PET Heat-Set implica che ogni bottiglia di riempimento a caldo sia molto più pesante e costosa di una normale bottiglia di PET. Il prezzo della materia prima plastica costituisce una parte significativa dei costi operativi ricorrenti.
La tecnologia asettica è costosa in termini di CAPEX astronomici, che possono essere dell'ordine di milioni di dollari. Il processo sterilizza il prodotto e la confezione in modo indipendente e poi li combina in una camera bianca sterile e di livello farmaceutico (isolatore). L'attrezzatura comprende complessi bagni di sterilizzazione (con perossido di idrogeno o acido peracetico) e sistemi di filtrazione dell'aria sterile. I costi di manutenzione e formazione degli operatori sono molto elevati. Ma l'OPEX asettico è su piccola scala. Il liquido viene raffreddato prima del riempimento, quindi il processo utilizza bottiglie in PET standard ultraleggere, riducendo in modo significativo il costo della resina plastica.
Gli alimenti a bassa acidità, come la carne, il cibo per animali domestici e i brodi, devono essere sottoposti a stordimento. Il prodotto viene confezionato in barattoli di metallo o in buste per la storte e poi caricato in enormi recipienti a pressione (autoclavi) dove viene esposto al vapore a 121°C tra i 30 e i 60 minuti. Il CAPEX è elevato a causa dei recipienti a pressione pesanti e l'OPEX è estremo a causa dell'enorme quantità di energia necessaria per riscaldare l'acqua e mantenere la pressione elevata durante i lunghi cicli.
Calcolo del punto di pareggio per il vostro marchio
La scelta tra riempimento a caldo o asettico è un esercizio matematico di compensazione dei volumi e dei costi dei materiali. Gli ingegneri devono tracciare l'intersezione tra l'ammortamento CAPEX e l'accumulo OPEX.
Prendiamo ad esempio la matrice decisionale di un marchio di succhi di frutta ad alta acidità. Quando il volume di produzione è inferiore a 10 milioni di bottiglie all'anno, l'opzione finanziaria indiscutibile è il riempimento a caldo. I margini di profitto verrebbero uccisi dall'elevato CAPEX di una linea asettica e l'aumento del costo unitario delle bottiglie in PET Heat-Set può essere gestito a bassi volumi.
Ma la matematica si inverte con l'aumento della scala di produzione. I risparmi ottenuti sostituendo le bottiglie in PET standard da 15 grammi (asettiche) con bottiglie in PET Heat-Set da 28 grammi (Hot Fill) si moltiplicano rapidamente quando il volume annuale supera i 50 milioni di bottiglie. A questa soglia, i milioni di dollari risparmiati solo sulla resina plastica e sul peso della spedizione recuperano l'enorme CAPEX della macchina asettica in 24-36 mesi. Nel caso di prodotti a bassa acidità, il volume non ha importanza; il riempimento a caldo non è in grado di garantire la sicurezza alimentare e la scelta è tra asettico e retort.
Analisi e risoluzione dei guasti in officina
La teoria ingegneristica deve essere tradotta in prestazioni in officina. Le linee di riempimento a caldo pongono alcuni problemi fisici e termodinamici che, se non ben controllati, portano a un'elevata percentuale di scarti. Le seguenti modalità di guasto devono essere evitate dagli ingegneri di produzione applicando parametri di controllo rigorosi e comprendendo le fasi essenziali in modo generale.
Pannellatura e distorsione (Progettazione di pannelli a vuoto)
Il panningeling - il collasso incontrollato verso l'interno della bottiglia di plastica - è il difetto visivo più comune nelle confezioni con riempimento a caldo. Il volume del liquido a 85°C si riduce man mano che si raffredda a 35°C. Questo effetto è aumentato dalla condensazione del vapore nello spazio di testa, che produce un forte vuoto. L'esterno della bottiglia è spinto dalla pressione atmosferica.
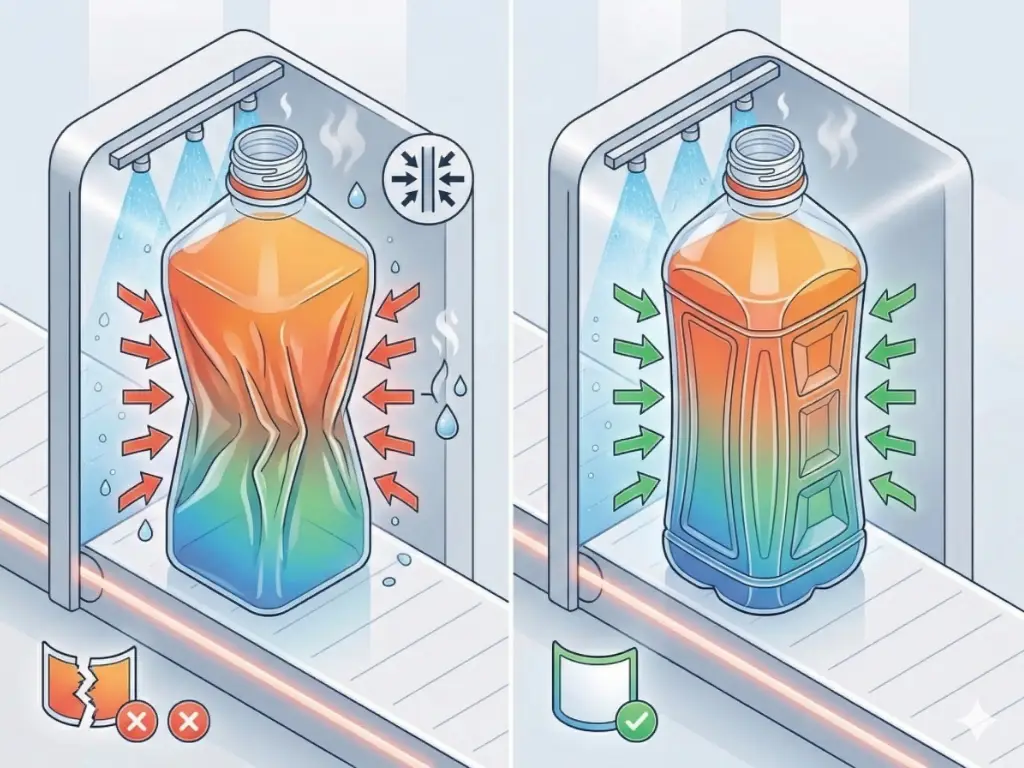
Questa sollecitazione di compressione è distribuita uniformemente su tutta la geometria delle bottiglie di vetro circolari. Le bottiglie di plastica, soprattutto quelle di forma quadrata o rettangolare, non sono in grado di resistere a questa forza; i loro lati piatti si piegano in modo casuale, rovinando l'area di applicazione dell'etichetta e rendendo il prodotto invendibile.
Per risolvere questo problema, gli ingegneri strutturali creano i cosiddetti pannelli sottovuoto a forma di bottiglia in PET. Si tratta di alcuni segni geometrici, curve o nervature sul corpo della bottiglia. Sono punti artificiali di vulnerabilità. Quando si crea il vuoto, questi pannelli si piegano verso l'interno in modo uniforme, assorbendo la forza di contrazione e lasciando che i pilastri strutturali principali della bottiglia siano dritti e saldi. Un dimensionamento improprio di questi pannelli rispetto al volume di riempimento e al delta di raffreddamento porterà a distorsioni disastrose.
Il ruolo delle finiture del collo cristallizzate
Il polimero PET è un materiale amorfo standard che inizia ad ammorbidirsi e a deformarsi alla sua temperatura di transizione vetrosa, pari a circa 70°C. Quando un liquido a 85°C viene versato in una normale bottiglia in PET, la finitura del collo, o la parte filettata dove è fissato il tappo, si deforma. Una frazione di millimetro di deformazione compromette la tenuta ermetica, causando l'intrusione di ossigeno, il deterioramento del prodotto e ingenti richiami di prodotto.
Per evitare questo problema, le bottiglie in PET riempite a caldo devono avere una finitura del collo cristallizzata. Durante il processo di produzione, il collo della bottiglia è esposto a un intenso riscaldamento a infrarossi, mentre il corpo è coperto. Questo calore localizzato fa sì che le catene polimeriche del collo si orientino in una struttura cristallina molto ordinata. Il risultato estetico è che il collo diventa bianco opaco. Questa struttura cristallizzata aumenta la resistenza al calore della finitura del collo fino a più di 100°C, facendo sì che i fili rimangano dimensionalmente stabili e solidi quando si procede all'otturazione e alla tappatura ad alta temperatura.

Sovracottura e perdita di sapore nei tunnel di raffreddamento
L'efficienza del tunnel di raffreddamento determina la qualità di un prodotto riempito a caldo. Quando il prodotto viene lasciato a 85°C per troppo tempo, subisce una grave degradazione termica. Questo provoca la reazione di Maillard (imbrunimento del liquido), la perdita di nutrienti delicati come la vitamina C, con un impatto sulle proprietà nutrizionali, e la modifica di composti aromatici delicati, con conseguente alterazione del gusto del prodotto. Il prodotto cuoce effettivamente nella bottiglia.
I tunnel raffreddati devono utilizzare un gradiente di temperatura multizona accurato. Una bottiglia a 85°C posta direttamente in acqua refrigerata a 5°C subirà uno shock termico che potrebbe incrinare il vetro o produrre una contrazione imprevedibile della plastica. La temperatura deve essere ridotta gradualmente nel tunnel (ad esempio, Zona 1 60°C, Zona 2 40°C, Zona 3 25°C). La temperatura interna della bottiglia deve essere costantemente misurata dai tecnici. I liquidi viscosi sono scarsi conduttori di calore; cioè, il liquido sulla parete della bottiglia si raffredda rapidamente, mentre il centro del liquido è distruttivamente caldo. Le pressioni delle pompe, gli angoli degli ugelli di spruzzatura e i tempi di sosta dei trasportatori devono essere calcolati per garantire una rimozione rapida e uniforme del calore.
Padroneggiare prodotti di nicchia e difficili da riempire a caldo
La tecnologia di riempimento a caldo si basa su succhi e tè standard. La vera forza ingegneristica di una linea di confezionamento è quando viene utilizzata per trattare materiali multifase o ad alta viscosità.
Manipolazione del particolato nel riempimento a caldo
Una gestione speciale dei fluidi è necessaria per trattare salse ad alta acidità con particelle di grandi dimensioni, ad esempio semi di peperoncino, cubetti di frutta nella marmellata o pezzi di verdura nella salsa. Le normali valvole a gravità o i misuratori di portata ad alta velocità schiacciano il particolato o sono soggetti a continui ponti e intasamenti.

Il sistema deve utilizzare pompe volumetriche o riempitrici a pistone con valvola rotante per garantire l'integrità del particolato. La dimensione del foro dell'ugello di riempimento deve essere progettata in modo da non essere inferiore al doppio del diametro del pezzo solido più grande. Inoltre, è importante mantenere una sospensione omogenea delle particelle solide nel serbatoio di stoccaggio. Quando l'agitazione è troppo violenta, le particelle si frantumano; quando è troppo lenta, i solidi si depositano, cosicché le prime bottiglie avranno solo liquido e le ultime solo solidi. Il sistema dovrebbe essere dotato di agitatori a superficie raschiata, molto regolati e a basso taglio, nella tramoggia riscaldata.
Superare le sfide dell'alta viscosità
Ketchup, sciroppi concentrati e paste pesanti pongono seri problemi di penetrazione termica. La viscosità è un serio ostacolo alle correnti di convezione nel liquido. I normali scambiatori di calore a piastre non possono essere utilizzati durante la prima fase di riscaldamento; la pasta spessa brucia sulle piastre, causando incrostazioni e bloccando la produzione. Con i prodotti ad alta viscosità, gli scambiatori di calore tubolari o a superficie raschiata sono necessari per eliminare fisicamente il prodotto dalle pareti riscaldate, per evitare bruciature e per garantire una distribuzione uniforme della temperatura.
Nella fase di riempimento, i prodotti viscosi non sono facili da spostare e i cilindri a pistone ad alta pressione o servoassistiti vengono utilizzati per spingere il materiale nel contenitore. La velocità di riempimento deve essere profilata. L'erogazione ad alta pressione provoca spruzzi e l'intrappolamento di sacche d'aria nella pasta. L'aria intrappolata si espande e si contrae in modo casuale, rovinando la precisione della tenuta sottovuoto e aggiungendo ossigeno che accelera il deterioramento. La riempitrice dovrebbe basarsi su un metodo di riempimento dal basso verso l'alto, in cui l'ugello affonda sul fondo del contenitore e risale in precisa corrispondenza con il livello del liquido in salita.
Come scegliere la giusta macchina per il riempimento a caldo
Acquisto di attrezzature per il riempimento a caldo richiede l'allineamento delle capacità meccaniche con la strategia aziendale a lungo termine. I responsabili delle decisioni devono valutare tre parametri critici prima di definire le specifiche:
- Per cominciare, l'allineamento della capacità dovrebbe basarsi su un'efficienza operativa (OEE) realistica.piuttosto che sulle velocità massime teoriche. Se una linea è dimensionata per 200 bottiglie al minuto, il tunnel di raffreddamento a valle deve avere la capacità termodinamica di rimuovere il calore a quella velocità specifica; un collo di bottiglia nel raffreddamento causerà il rallentamento dell'intera linea.
- In secondo luogo, il sistema deve supportare le future roadmap di prodotto. Una macchina acquistata con l'unico scopo di diluire i liquidi dovrà essere riadattata con costi elevati nel caso in cui il reparto marketing decida di introdurre una salsa ricca di particolato. Indicare fin dall'inizio le riempitrici a pistone a spostamento positivo e le valvole rotanti ad ampio raggio nel caso in cui si prevedano matrici complesse.
- In terzo luogo, valutare il livello di automazione del Clean-in-Place (CIP). Le linee di riempimento a caldo sono utilizzate per lavorare prodotti appiccicosi, ad alto contenuto di zucchero o altamente aromatizzati. La procedura di pulizia manuale garantisce tempi di inattività prolungati e un elevato rischio di contaminazione batterica. Richiedete procedure CIP complete, automatizzate e controllate da PLC, con portate convalidate, dosaggio di sostanze chimiche e registrazione della temperatura per garantire una sanificazione totale tra i cambi di lotto.
In che modo Levapack può risolvere le complesse sfide del confezionamento a caldo?
Una delle sfide più importanti nel processo termico è il mantenimento dell'efficienza della linea quando si trattano prodotti ad alta viscosità o paste pesanti come il particolato. Sebbene le apparecchiature standard siano sufficienti per i liquidi sottili, le salse complesse richiedono sistemi di precisione per evitare l'intasamento delle valvole, il dosaggio irregolare e le incongruenze termiche. Ecco perché Levapack, fornitore di macchinari di confezionamento personalizzati, è un'opzione strategica per le strutture che desiderano eliminare i colli di bottiglia della produzione e aumentare l'affidabilità operativa.
Durante la lavorazione di salse dense, condimenti a pezzetti o paste viscose, le riempitrici standard spesso si scontrano con lo stress termico e con un dosaggio impreciso. Levapack ingegneri soluzioni specializzate per il confezionamento di salse a caldo, progettate per eliminare proprio questi colli di bottiglia. Grazie alla robusta tecnologia di riempimento a pistone e all'acciaio inox 304/316 per impieghi gravosi, le nostre macchine gestiscono senza problemi temperature estreme e particolati pesanti senza intasarsi. Dalle configurazioni personalizzate degli ugelli ai precisi controlli servoassistiti che garantiscono un'accuratezza di riempimento inferiore a 1%, vi aiutiamo a costruire una linea automatizzata e resistente che si adatta perfettamente a PET, vetro e lattine, garantendo un'integrità del prodotto senza compromessi e la massima efficienza operativa.



