Rivestimenti per tappi 101: come scegliere il materiale giusto per l'integrità della tenuta 100%
Nel mondo dell'imballaggio commerciale, la differenza tra il successo di un lancio di un prodotto e un richiamo catastrofico si riduce spesso a un componente non più spesso di una moneta. Milioni di dollari in termini di valore del prodotto, reputazione del marchio ed efficienza logistica dipendono interamente dal meccanismo di tenuta che fa da ponte tra un contenitore e la sua chiusura. La complessa intersezione tra fluidodinamica, scienza dei materiali e ingegneria meccanica è essenziale per garantire che ciò che va in bottiglia rimanga in bottiglia. Questa guida completa analizza la fisica di una tenuta perfetta e fornisce un'autorevole tabella di marcia per la scelta dell'esatto rivestimento del tappo necessario per garantire l'assoluta integrità dell'imballaggio.
Che cos'è una fodera per tappi? La fisica alla base di una tenuta perfetta
Al livello più elementare, la fodera del tappo è un pezzo di materiale ingegnerizzato inserito tra il soffitto interno di una chiusura (il tappo) e il bordo aperto di un contenitore (il collo della bottiglia). Sebbene possa sembrare un semplice pezzo di schiuma o di pellicola, il suo ruolo è profondamente radicato nei principi dell'ingegneria meccanica.
Per capire perché un liner è obbligatorio, dobbiamo osservare la realtà microscopica dei materiali rigidi. Quando un tappo di plastica dura o di metallo viene infilato in una bottiglia di plastica rigida o di vetro, le due superfici si incontrano. A occhio nudo, questo sembra un accoppiamento stretto. Tuttavia, all'esame microscopico, le superfici del bordo della bottiglia e del tappo sono irregolari, con picchi e valli microscopici. Se si inserisce del liquido all'interno di questo contenitore non rivestito, il liquido troverà inevitabilmente la strada attraverso questi canali microscopici, causando perdite, soprattutto sotto pressione o durante il trasporto.
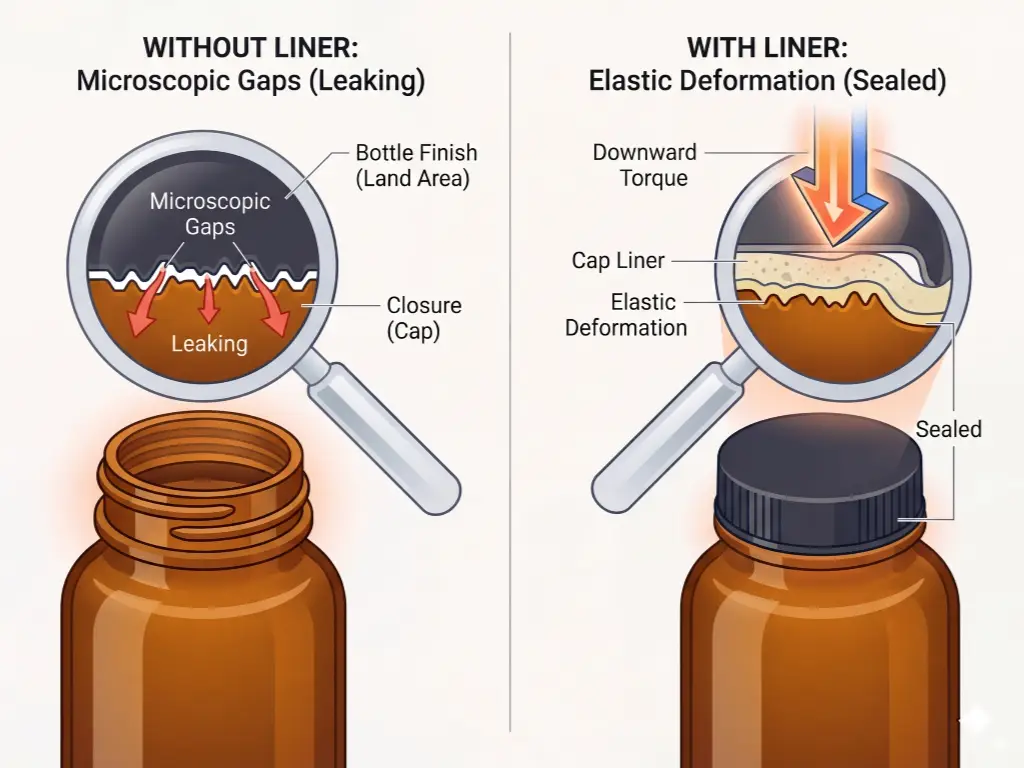
La funzione principale di una fodera per tappi è quella di fornire Deformazione elastica. Pensate alla guarnizione di gomma utilizzata nelle tubature domestiche sotto il lavandino. Quando viene stretta, la guarnizione si comprime e spinge il suo materiale flessibile nelle microscopiche imperfezioni dei tubi metallici, tagliando così le vie di fuga dell'acqua. La guarnizione funziona esattamente con lo stesso principio. Quando si applica una coppia verso il basso al tappo, il liner si comprime e si modella esattamente sui contorni del bordo della bottiglia, creando una barriera impermeabile.
Quando si valuta la sostenibilità a lungo termine di una guarnizione, gli ingegneri dell'imballaggio devono tenere conto di due variabili critiche:
- Il traguardo (superficie): Si tratta della superficie superiore specifica del collo della bottiglia che entra in contatto fisico diretto con il liner. La larghezza, la planarità e l'integrità strutturale di questa superficie di tenuta determinano l'efficacia della compressione del liner.
- Scorrimento del materiale: Nella scienza dei materiali, il termine "creep" (o cold flow) si riferisce alla tendenza di un materiale solido a muoversi lentamente o a deformarsi in modo permanente sotto l'influenza di una sollecitazione meccanica persistente. Quando un tappo comprime un liner, quest'ultimo esercita una forza di spinta (memoria elastica) che mantiene la tenuta. Con il passare del tempo - mesi su uno scaffale di magazzino - il liner si deforma, perdendo parte della sua elasticità. La valutazione della resistenza del liner allo scorrimento è fondamentale per garantire la durata di conservazione dichiarata del prodotto.
Guida completa ai materiali e ai meccanismi di rivestimento dei tappi
L'industria dell'imballaggio offre una vasta gamma di materiali di rivestimento, ciascuno progettato per compatibilità chimiche e ambienti meccanici altamente specifici. Scegliendo il materiale sbagliato non si rischia solo una perdita, ma anche reazioni chimiche, degrado del prodotto e rischi per la sicurezza dei consumatori. Di seguito viene presentata una ripartizione sistematica dei principali materiali di rivestimento e dei loro meccanismi operativi.
| Tipo di rivestimento | Materiale del nucleo | Meccanismo di tenuta | Il migliore per | Limitazioni |
|---|---|---|---|---|
| Schiuma (F217) | PE (polietilene) coestruso a 3 strati | Compressione meccanica (recupero elastico) | Uso generale, prodotti chimici per la casa, cosmetici | Scarsa barriera all'ossigeno; non è evidente la manomissione |
| Sensibile alla pressione (PS) | Polistirolo con rivestimento adesivo | Adesione alla pressione meccanica | Solidi secchi, capsule, spezie | NON è un sigillo ermetico. Non funziona con liquidi e polveri |
| Induzione di calore | Multistrato (pasta/cera/foglio/polimero) | Fusione elettromagnetica del polimero per la finitura della bottiglia | Prodotti farmaceutici, lattiero-caseari, liquidi di alto valore | Richiede costose apparecchiature di sigillatura a induzione |
| Rivestito in PTFE | Anima in silicone o in schiuma con pellicola in PTFE | Compressione con resistenza chimica suprema | Acidi aggressivi, solventi e reagenti analitici | Costo elevato; richiede un'elevata coppia di applicazione |
| Plastisol | Resina di PVC liquida (polimerizzata) | Formazione del vuoto dopo il trattamento termico | Cibi caldi, marmellate, salse (solo contenitori di vetro) | Incompatibile con i contenitori di plastica |
Rivestimenti in schiuma e sensibili alla pressione
Il liner in schiuma F217 è il cavallo di battaglia dell'industria dell'imballaggio. È caratterizzato da una struttura a tre strati: un nucleo di polietilene espanso a bassa densità (LDPE) racchiuso tra due strati solidi di PE. Questa struttura gli conferisce un'eccellente resilienza e un aspetto pulito e brillante, rendendolo molto efficace per prevenire la fuoriuscita di liquidi in applicazioni generiche come shampoo e detergenti per la casa.
Al contrario, Rivestimenti sensibili alla pressione (PS) operano su una base completamente diversa. Sono costituiti da una base di polistirolo rivestita da un adesivo speciale attivato dalla torsione. Quando il tappo viene serrato, la pressione costringe l'adesivo ad aderire alla Land Area della bottiglia. Una volta rimosso il tappo, il liner rimane attaccato alla bottiglia, fornendo un livello di protezione di base.
Verifica dei fatti di ingegneria: La trappola della contaminazione da polveri
È un dato di fatto fondamentale per l'industria che i rivestimenti sensibili alla pressione fanno non garantiscono una chiusura ermetica e non devono mai essere utilizzati per liquidi contenenti acqua o oli. Tuttavia, un guasto molto più insidioso si verifica nel settore delle polveri secche (ad esempio, proteine del siero di latte, integratori alimentari e spezie in polvere).
Durante il processo di riempimento, la polvere fine si deposita inevitabilmente sulla superficie del contenitore. Poiché i rivestimenti in PS si basano sul contatto fisico dell'adesivo con la finitura in plastica, questa polvere agisce come una barriera fatale. L'adesivo si lega alle particelle di polvere anziché al bordo del contenitore, neutralizzando completamente l'adesività. Si creano così dei microscopici tunnel che permettono all'umidità di entrare e al prodotto di uscire durante il trasporto. Questa realtà fisica rende assolutamente necessaria l'implementazione di apparecchiature di riempimento e servo-tappatura ad alta precisione e prive di polvere prima di affidarsi ai rivestimenti in PS.
Rivestimenti a induzione di calore
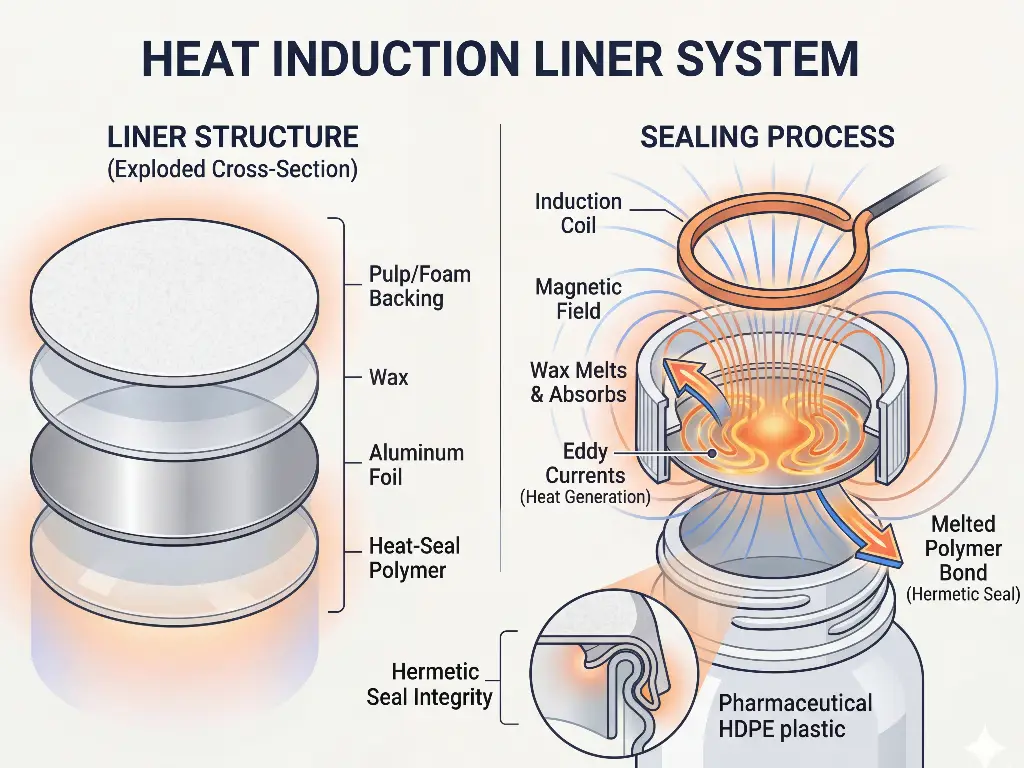
Per le applicazioni che richiedono sicurezza assoluta, verifica delle manomissioni e sigillatura ermetica, i liner a induzione termica sono lo standard di riferimento. Il meccanismo che sta alla base di un sigillo a induzione è una meraviglia della moderna tecnologia di confezionamento. Un liner a induzione standard contiene quattro strati distinti: uno strato di supporto (di solito cartone di cellulosa), uno strato di cera, uno strato di foglio di alluminio e uno strato termosaldante polimerico progettato per adattarsi alla plastica specifica della bottiglia (ad esempio, uno strato sigillante in PET per una bottiglia in PET).
Dopo aver avvitato il tappo sulla bottiglia, il contenitore passa sotto una macchina sigillatrice a induzione. La macchina emette un campo elettromagnetico oscillante. Poiché l'alluminio è un metallo conduttore, questo campo induce "correnti parassite" all'interno dello strato di pellicola, causando una resistenza elettrica. Questa resistenza genera un calore intenso e istantaneo. Il calore scioglie lo strato di cera (che viene assorbito dal pannello di cellulosa, liberando il foglio dal tappo) e contemporaneamente scioglie lo strato polimerico di termosaldatura. Raffreddandosi sotto la pressione del tappo chiuso, il polimero fuso si fonde perfettamente con la finitura della bottiglia. Immaginate di fondere il formaggio direttamente su una teglia da forno: una volta raffreddato, il legame è indissolubile senza distruzione visibile.
Il parametro critico in questo caso è il Finestra operativa. Si tratta dell'equilibrio preciso tra la potenza erogata dalla macchina a induzione e il tempo di permanenza (velocità del nastro trasportatore). Se la potenza è troppo elevata, il calore intenso brucia la finitura della bottiglia di plastica e degrada il polimero, causando perdite. Se la potenza è troppo bassa, lo strato termosaldante non si scioglierà completamente, dando luogo a un "Cold Seal", un falso sigillo che sembra intatto ma che si stacca all'istante quando viene spremuto o cambia l'altitudine.
Rivestimenti barriera specializzati: Rivestiti di PTFE, foglio e plastisol
Quando si ha a che fare con un'estrema volatilità chimica o un'elevata sensibilità all'ossigeno, le schiume e i polimeri standard falliscono. I rivestimenti in foglio di alluminio puro forniscono una barriera impenetrabile ai gas e sono quindi ideali per i prodotti altamente ossidativi. Tuttavia, quando si tratta di sostanze chimiche aggressive, il discorso si sposta sul PTFE.
Verifica dei fatti in ingegneria: Il mito del rivestimento in PTFE puro
Un'idea sbagliata diffusa tra i team di approvvigionamento è quella di richiedere "rivestimenti in PTFE puro" per gestire acidi forti o solventi aggressivi. Nella realtà dell'ingegneria commerciale, un rivestimento in PTFE solido e monostrato è praticamente inutile per la sigillatura ermetica. Mentre il politetrafluoroetilene (PTFE(comunemente noto come Teflon) possiede un'estrema inerzia chimica, la sua struttura fisica è estremamente rigida e manca completamente di recupero elastico. È altamente suscettibile alla deformazione permanente (cold flow).
Se si posizionasse un disco solido di PTFE puro su una bottiglia e si avvitasse il tappo, il PTFE non rimbalzerebbe per riempire i microscopici spazi vuoti, ma si schiaccerebbe e perderebbe. Per questo motivo, l'industria utilizza Rivestimenti in PTFE. Sono costituiti da uno strato microscopico di film di PTFE laminato su un substrato elastico di supporto, in genere silicone per uso medico o schiuma PE densa. La superficie in PTFE funge da scudo chimico impenetrabile, mentre il nucleo nascosto in silicone/schiuma fornisce la forza di compressione elastica necessaria per mantenere la tenuta nel tempo.
Plastisol è un altro materiale altamente specializzato, utilizzato principalmente nell'industria alimentare e delle bevande per i contenitori di vetro con tappi metallici Lug (o Twist-Off). Il Plastisol è una resina liquida di PVC che viene versata nel tappo e indurita in forno fino a diventare una guarnizione solida e gommosa. Il suo vero meccanismo di tenuta si attiva con il processo di "riempimento a caldo". Il cibo caldo (come la marmellata o il sugo per la pasta) viene riempito nel barattolo di vetro e viene applicato il tappo. Quando il prodotto si raffredda, il vapore si condensa, creando un potente vuoto interno. La pressione atmosferica esterna spinge violentemente il tappo verso il basso, spingendo il bordo di vetro in profondità nella guarnizione di Plastisol, creando una chiusura ermetica e sottovuoto.
Protocolli di selezione dei materiali specifici per il settore
Le esigenze di imballaggio variano drasticamente in base alla composizione chimica del carico utile. La scelta di un liner richiede un incrocio tra la scienza dei materiali e i quadri normativi. Garantire la conformità al Titolo 21 del Codice dei Regolamenti Federali (21 CFR) della FDA è la base irrinunciabile per qualsiasi materiale destinato al contatto con alimenti, bevande o prodotti farmaceutici.
Conformità per alimenti, bevande e FDA
Nel settore alimentare e delle bevande, il nemico principale è l'ossigeno. L'obiettivo principale del liner per tappi è l'estensione della durata di conservazione e la prevenzione della degradazione ossidativa. Gli ingegneri dell'imballaggio valutano i rivestimenti in base a due parametri senza compromessi:
- OTR (Velocità di trasmissione dell'ossigeno): Si misura in cc/m²/giorno. Calcola la quantità di ossigeno che penetra nella barriera nelle 24 ore.
- MVTR (tasso di trasmissione del vapore acqueo): Si misura in g/m²/giorno. Calcola la quantità di vapore acqueo che penetra nella barriera.
Prendiamo ad esempio i succhi premium spremuti a freddo. Questi prodotti sono molto sensibili all'ossidazione, che causa la degradazione dei nutrienti, la perdita di sapore e una sgradevole colorazione marrone. Se un imbottigliatore utilizza un rivestimento standard in schiuma di PE, l'ossigeno permea costantemente attraverso la matrice di schiuma, anche in condizioni di rigorosa refrigerazione a catena fredda. Per proteggere il prodotto, gli ingegneri devono specificare un liner laminato con materiali ad alta barriera come l'EVOH (Ethylene Vinyl Alcohol) o una guarnizione in lamina ad induzione per portare l'OTR il più vicino possibile allo zero.
Cosmetici e cura della persona
L'industria cosmetica e della cura della persona presenta una sfida di sigillatura particolarmente difficile, caratterizzata da liquidi di alto valore con tensioni superficiali estremamente basse. I prodotti contenenti oli essenziali, alcol e tensioattivi (come shampoo, sieri e profumi di lusso) riducono drasticamente la tensione superficiale del liquido. Questa bassa tensione superficiale consente al liquido di risalire facilmente le microscopiche filettature del flacone per azione capillare, alla ricerca di qualsiasi punto debole nel rivestimento.
Inoltre, la domanda di cosmetici in assoluto Inerzia chimica. Se un olio essenziale aggressivo reagisce con un rivestimento in schiuma di qualità inferiore, il rivestimento può degradarsi, rilasciando plastificanti nel prodotto. Questa reazione chimica altera il profilo del profumo, cambia il colore della formula e distrugge il valore premium del marchio. Per queste applicazioni, i rivestimenti in PTFE o le laminazioni specializzate in carta stagnola sono molto utilizzati per garantire che la fragranza rimanga bloccata e che la formula rimanga assolutamente incontaminata.
Prodotti agrochimici, farmaceutici e corrosivi
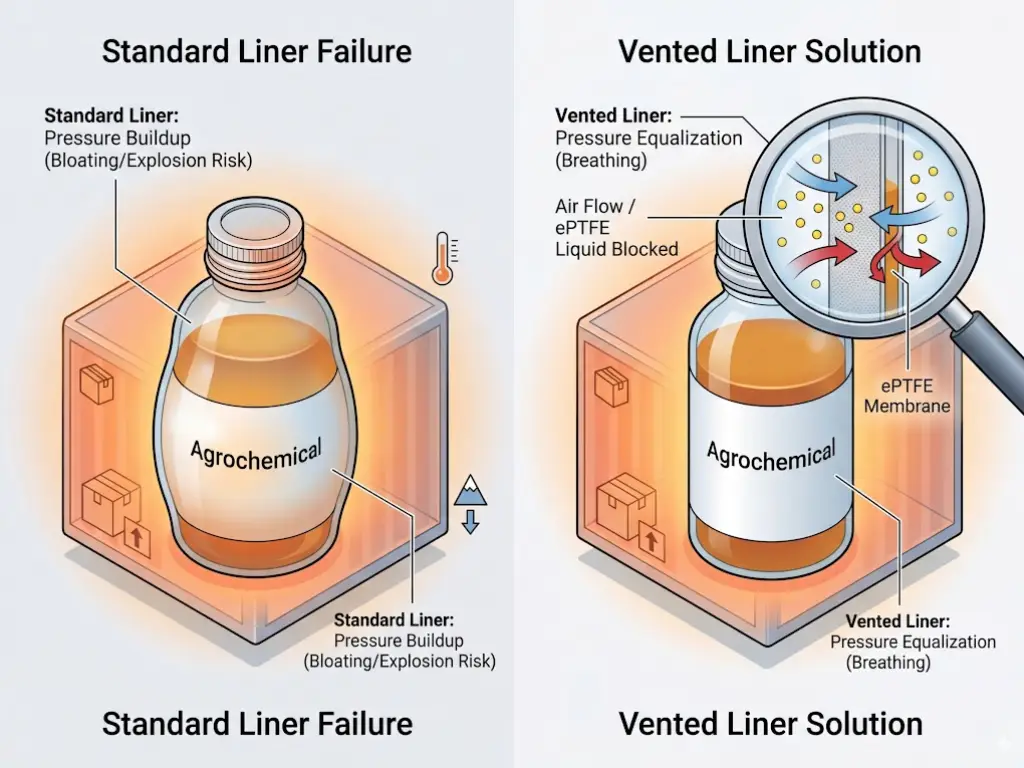
Quando si confezionano prodotti chimici industriali, fertilizzanti o potenti disinfettanti (come la candeggina concentrata o il perossido di idrogeno), la posta in gioco è la sicurezza ambientale e la conformità ai materiali pericolosi. Alcune formule chimiche rilasciano intrinsecamente gas nel tempo.
Se questi liquidi fuoriuscenti vengono sigillati con un foglio ermetico a induzione standard, i gas intrappolati accumulano rapidamente un'immensa pressione interna. In un magazzino caldo d'estate, il contenitore di plastica si espande, si deforma (pannellizzazione o gonfiore) e alla fine esplode, causando catastrofiche fuoriuscite di sostanze chimiche. Per risolvere questo problema, l'industria si affida a Fodere ventilate. Queste sono dotate di membrane in ePTFE (politetrafluoroetilene espanso) altamente avanzate. I pori microscopici dell'ePTFE sono abbastanza grandi da permettere alle molecole di gas di uscire dalla bottiglia (equalizzando la pressione) ma abbastanza piccoli da bloccare il passaggio delle molecole di liquido, assicurando che il contenitore respiri senza perdere nemmeno una goccia.
Le cause nascoste del fallimento delle tenute
Un'illusione persistente, ma pericolosa, nel mondo del packaging è la convinzione che "se compro il liner più costoso, le mie bottiglie non avranno perdite". La realtà è molto più complessa. Il liner di un tappo è un componente passivo; le sue prestazioni sono pari alle forze meccaniche che agiscono su di esso. Per ottenere un'integrità assoluta della tenuta, dobbiamo guardare oltre i materiali di consumo e verificare l'applicazione meccanica, le tolleranze di produzione e le sollecitazioni ambientali.
Il ruolo critico della coppia di applicazione
La relazione lineare tra la forza di rotazione applicata al tappo e la compressione verticale del liner è il cuore della fisica della sigillatura. Questa forza si misura come Coppia di applicazione (tipicamente in pollici-libbre, in-lbs). Ogni materiale del liner ha un tasso di compressione ottimale - di solito circa 30% del suo spessore a riposo - necessario per attivare la sua memoria elastica e sigillare le microfissure sulla finitura della bottiglia.
Tuttavia, una scomoda verità del settore è che Coppia di rimozione (la forza richiesta dal consumatore per aprire la bottiglia) è inevitabilmente inferiore alla coppia di applicazione. A causa dell'immediato rilassamento dei filamenti di plastica e dell'assestamento del liner, la coppia di rimozione spesso scende ad appena 40%-60% della coppia di applicazione iniziale entro le prime 24 ore.
Esaminiamo la realtà matematica: Se uno specifico liner a induzione richiede una coppia di applicazione di 20 in-lbs per comprimersi correttamente, ma il tappatore della linea di produzione è impreciso e fornisce solo 12 in-lbs, il liner sta essenzialmente appoggiando sulla bottiglia, non sigillandola. Dopo 24 ore, la coppia residua scende quasi a zero. Se si aggiungono le vibrazioni di un camion per le consegne, una perdita catastrofica è una certezza matematica.
La soluzione dell'ingegneria dei sistemi
Molte piccole e medie imprese (PMI), confezionatori a contratto e produttori di alimenti per animali di alto valore investono molto in rivestimenti a induzione di qualità superiore per proteggere i loro prodotti in polvere, granulari o in pasta umida. Eppure, continuano a soffrire di tassi di ritorno paralizzanti legati alle perdite. La causa nascosta è quasi sempre l'apparecchiatura: si tratta di tappatrici tradizionali a frizione che erogano una coppia selvaggiamente incoerente a causa dell'usura.
In qualità di produttore con oltre 18 anni di esperienza nella progettazione di macchine per l'imballaggio, Lihua ha controllato linee di produzione in più di 100 paesi. I nostri dati empirici dimostrano una cruda realtà: La vera integrità ermetica dipende 30% dal materiale del rivestimento e 70% dalla precisione dell'apparecchiatura.
Le nostre soluzioni intelligenti di tappatura e sigillatura servo-guidate sono costruite con componenti centrali lavorati a CNC che operano con una tolleranza sorprendente di 2μm (micrometri). Grazie all'integrazione della tecnologia avanzata dei servomotori, l'apparecchiatura monitora e corregge dinamicamente la forza di rotazione in tempo reale. Ciò significa che, sia che stiate lavorando polveri proteiche fini altamente volatili (dove il controllo della polvere è fondamentale) sia che stiate trattando alimenti umidi e densi per animali domestici, la coppia di abbassamento applicata al vostro liner in PTFE o Foil è esattamente la stessa, fino alla virgola, sia sul flacone numero 1 che su quello numero 10.000.
Questo livello di precisione automatizzata elimina le "false guarnizioni" causate dallo slittamento meccanico, tagliando alla fonte le perdite logistiche del commercio elettronico. Prima di passare a un liner consumabile molto più costoso, si consiglia di verificare la forza di applicazione meccanica.
Finitura a collo di bottiglia e integrità del territorio
Anche con una coppia perfetta e materiali di prima qualità, una guarnizione si guasta se il contenitore stesso è strutturalmente compromesso. L'attenzione deve spostarsi dal tappo alle tolleranze di fabbricazione della Land Area della bottiglia. La larghezza di questa superficie di tenuta è fondamentale. Se il bordo è troppo stretto, l'immensa coppia verso il basso farà sì che il bordo agisca come un coltello spuntato, tagliando direttamente il materiale del liner anziché comprimerlo.
Altrettanto disastrosi sono i difetti di stampaggio a iniezione noti come Linea di separazione. Quando le due metà di uno stampo per bottiglie di plastica si uniscono, si forma una cucitura microscopica. Se lo stampo è usurato o il processo è mal calibrato, una cresta di plastica in eccesso (flash) sporgerà attraverso la Land Area. Nessuna quantità di coppia o di spessore del liner può compensare questa netta barriera fisica. Si creano microscopici canali capillari direttamente attraverso la zona di saldatura. Tentare di sigillare una bottiglia con una linea di demarcazione severa è come cercare di tappare un tubo d'acciaio frastagliato e rotto con una spugna piatta; il liquido attraverserà sempre i canali e uscirà.
Stress ambientale: Come affrontare l'ISTA-6 e i cambiamenti di altitudine
La moderna catena di fornitura dell'e-commerce rappresenta l'ultimo stress test per i produttori di cappelli. Quando un prodotto viene venduto attraverso piattaforme come Amazon, deve sopravvivere alle brutali realtà delineate nel Amazon ISTA-6 standard di prova. Questa struttura simula forti cadute, vibrazioni multidirezionali e gli impatti caotici degli impianti di smistamento automatizzati.
Oltre ai traumi fisici, le differenze di pressione ambientale sono un killer silenzioso delle guarnizioni. Quando una bottiglia sigillata viene spedita per via aerea o trasportata su passi di montagna ad alta quota (come le Montagne Rocciose), la pressione atmosferica esterna si abbassa notevolmente. Secondo la legge di Boyle, l'aria intrappolata nello spazio di testa della bottiglia si espande in modo aggressivo. Quest'aria in espansione esercita un'immensa pressione idraulica verso l'alto contro il rivestimento del tappo.
In questi scenari estremi di pressione negativa, i rivestimenti standard Pressure Sensitive hanno un tasso di sopravvivenza praticamente nullo; la pressione interna spingerà semplicemente l'adesivo fuori dalla Land Area. Per sopravvivere ai cambiamenti di altitudine e alla conformità ISTA-6, i marchi devono progettare una difesa utilizzando guarnizioni in lamina a induzione termica (che sono saldate molecolarmente alla bottiglia) o rivestimenti in schiuma di spessore eccezionale (F217) compressi con impostazioni di coppia altamente precise e meccanicamente bloccate per fornire una memoria di forma sufficiente a resistere all'aumento di pressione interna.
Stabilire un quadro di riferimento standardizzato per i test sui liner
La scelta del liner giusto basata sulla teoria è solo la prima metà dell'equazione ingegneristica. Prima di procedere all'acquisto in massa di tappi e liner, le strutture di confezionamento devono implementare una procedura operativa standard (SOP) rigorosa e basata sui dati per convalidare empiricamente la tenuta. Una struttura di test professionale dovrebbe incorporare i seguenti tre protocolli di convalida a ciclo chiuso:
- Test di tenuta della camera a vuoto: Per simulare lo stress ambientale della logistica ad alta quota e del trasporto aereo, i campioni vengono immersi in acqua all'interno di un essiccatore sottovuoto specializzato. Viene fatto il vuoto (in genere a 15-20 inHg). Se la tenuta è imperfetta, l'aria in espansione all'interno della bottiglia fuoriesce attraverso il rivestimento, creando un flusso visibile di bolle. In questo modo si identificano immediatamente i punti di rottura microscopici.
- Test di ritenzione della coppia: In questo modo si verifica la validità a lungo termine della memoria elastica del liner contro lo scorrimento del materiale. I tappi vengono applicati con un dinamometro digitale calibrato a una coppia di applicazione specifica. Le bottiglie vengono messe da parte in un ambiente a temperatura controllata. Dopo 24 ore e di nuovo dopo 48 ore, si misura la coppia di rimozione. Se la curva di decadimento è troppo ripida (la coppia scende vicino allo zero), il materiale del liner è troppo morbido o striscia troppo rapidamente per quella specifica geometria del tappo.
- Prova di caduta (shock idraulico): In linea con i parametri ISTA-6, le bottiglie piene vengono lasciate cadere da altezze prestabilite su superfici inflessibili (come il cemento) con angolazioni specifiche (in basso, lateralmente e con il tappo verso il basso). Quando una bottiglia piena di liquido atterra sul suo tappo, il fluido crea un effetto martello idraulico massiccio e istantaneo contro il liner. Questo test verifica se il liner è in grado di assorbire l'urto senza rompersi o spostarsi dalla filettatura del tappo.
L'integrità dell'imballaggio è una scienza esatta, non un gioco di fortuna. Anche se una struttura non dispone di costose camere a vuoto o di torsiometri digitali, l'esecuzione di un test di inversione fondamentale - lasciando le bottiglie riempite e torte a testa in giù su carta assorbente per un minimo di 48 ore - è una linea di base non negoziabile. L'implementazione di questi protocolli di convalida garantisce che la selezione teorica dei materiali si traduca in un'assoluta affidabilità commerciale a livello di magazzino.



