Nella produzione industriale di alimenti a lunga conservazione, il metodo di sterilizzazione determina i requisiti tecnici dell'intera linea di produzione. Anche se spesso viene considerato solo come un processo termico, il processo di sterilizzazione a storta è, nella sua essenza, un problema di integrità dell'imballaggio nell'industria alimentare. Il recipiente di sterilizzazione e l'apparecchiatura di confezionamento sono separati, ma operano come un unico sistema interdipendente. Se l'apparecchiatura di confezionamento anteriore non funziona in modo tale da sigillare ermeticamente la confezione e da resistere alle forti pressioni positive e negative, il processo di sterilizzazione posteriore funziona come un mezzo per rovinare il prodotto.
Questa guida esplora i principi del processo di storta, ne descrive l'uso per particolari categorie di prodotti alimentari ed esamina l'importanza dell'interdipendenza tra il sistema di confezionamento front-end, in particolare le attrezzature di riempimento e aggraffatura, e i sistemi di macchine di storta back-end.
Definizione di base: Che cos'è la lavorazione a storta?
Che cos'è esattamente il trattamento di ritorsione? Il trattamento in storta è una forma di sterilizzazione commerciale che riguarda i prodotti alimentari chiusi ermeticamente in un contenitore. Tecnicamente si parla anche di sterilizzazione in contenitore. A differenza del trattamento asettico, in cui il prodotto e il contenitore vengono sterilizzati isolatamente e successivamente sigillati insieme in un'atmosfera non contaminata, il trattamento a storta non funziona in questo modo. Si tratta di un sistema ad alta temperatura e alta pressione applicato a una confezione che ne altera la stabilità biologica per garantire la sicurezza alimentare.

Questo processo è finalizzato all'ottenimento della Sterilità Commerciale, definita in termini operativi. Non significa l'eliminazione di tutti i microrganismi, compresi quelli non pericolosi. Significa l'eliminazione di tutti gli organismi patogeni e deteriorati che possono crescere a temperatura ambiente, garantendo una durata di conservazione sicura.
Tra questi organismi, il più pericoloso è il Clostridium botulinum. Si tratta di un batterio anaerobico, che può quindi vivere e prosperare in buste e barattoli sigillati; inoltre produce ed espelle una potente neurotossina letale. Utilizziamo la lavorazione a storta, che impiega vapore pressurizzato o acqua calda per riscaldare il prodotto a una temperatura compresa tra 110°C e 135°C (230°F-275°F). Questo intervallo di temperatura è fondamentale perché le spore del C. botulinum sono resistenti al calore e sopravvivono al punto di ebollizione dell'acqua (100°C) e alla pressione atmosferica. Si tratta di un trattamento termico letale. La storta è il recipiente di contenimento che consente l'accumulo di pressione, aumentando così il punto di ebollizione per un'efficace conservazione degli alimenti.
Prodotti alimentari ideali per la tecnologia Retort
L'acidità (pH) del prodotto alimentare e il suo stato fisico sono i fattori principali che determinano l'idoneità del processo di storta. Per che cosa è più indicato il trattamento in storta? Tratta un'ampia gamma di tipi di alimenti.
Alimenti a bassa acidità (pH > 4,6)
Gli alimenti a bassa acidità lavorati con un processo di storta devono essere conservati a temperatura ambiente. In condizioni di bassa acidità, le spore del C. botulinum possono germinare e secernere tossine letali. Per questo motivo, diventa obbligatorio effettuare un processo di storta ad alta temperatura.
- Carne e pollame: Pranzi in scatola, salsicce, brasati di manzo e pollame sono conservabili dopo la modifica delle fibre muscolari. Questo è coerente con le operazioni di riempimento ad alta viscosità in cui il confezionamento sottovuoto è fondamentale.
- Cibo umido per animali domestici: Si tratta di un settore in rapida crescita. I prodotti ritortati sono quasi esclusivamente confezionati in lattine o buste ad alto contenuto proteico e di umidità (ad esempio, sugo con pezzi di carne o pagnotte).
- Zuppe e salse pronte per il consumo: Basi non acide come la panna da cucina, il brodo d'ossa e i sughi per la pasta a base di carne.
- Prodotti lattiero-caseari e proteine vegetali conservabili: Latte evaporato in scatola, bevande al caffè in bottiglia o bevande proteiche confezionate in contenitori metallici.
Vincoli e prodotti incompatibili
La lavorazione in storta è naturalmente inadatta agli alimenti ad alta acidità (pH < 4,6) come fette di frutta, sottaceti e succhi acidi. L'acidità di questi alimenti inibisce da sola il Clostridium botulinum, rendendo superfluo il trattamento in storta. Questi alimenti hanno temperature inferiori a 100 °C. Se si applica la temperatura di ricottura a frutta ad alta acidità, la pectina della frutta si degrada e la consistenza risultante è molliccia, con perdita di vitamine sensibili al calore e di valore nutrizionale.
Inoltre, il calore prolungato della storta influisce anche sulla qualità del prodotto e sugli attributi sensoriali degli alimenti. Può verificarsi la reazione di Maillard, con conseguenti cambiamenti di colore e sapore. Se da un lato i cambiamenti di sapore sono desiderati nei prodotti a base di carne (per creare un sapore di cotto/arrosto), dall'altro rappresentano uno svantaggio per gli alimenti che richiedono freschezza e croccantezza, come le verdure verdi.
Il flusso di lavoro in 3 fasi del trattamento Retort
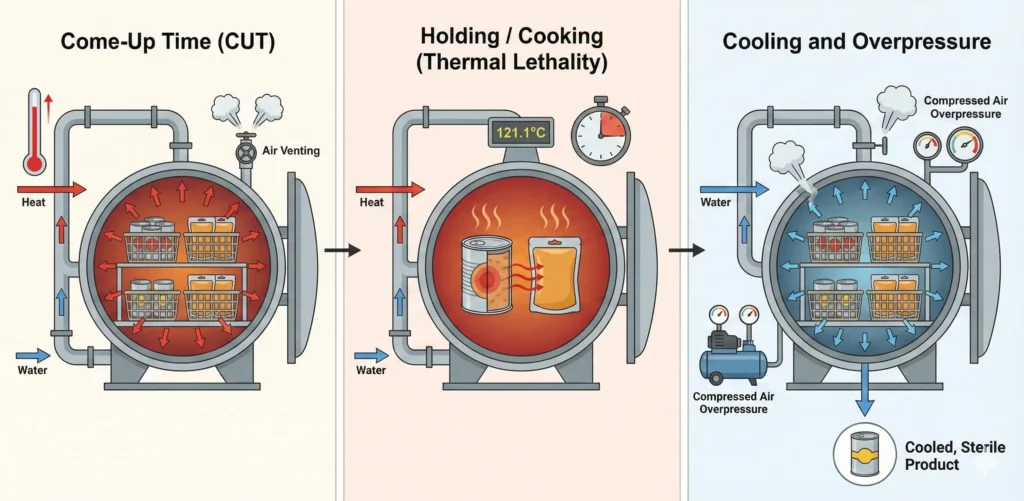
Il ciclo operativo di uno sterilizzatore a storta è suddiviso in tre fasi termodinamiche distinte. Ciascuna fase applica sollecitazioni fisiche all'imballaggio, con conseguente necessità di una forte sigillatura anteriore.
- Tempo di salita (CUT)
Durante questa fase, il mezzo di riscaldamento (vapore o acqua) entra nella camera della storta. La temperatura interna del recipiente deve raggiungere l'obiettivo appropriato per la temperatura di lavorazione. Ciò comporta spesso un riscaldamento rapido per garantire l'efficienza. Un criterio essenziale è l'assenza di "punti freddi". L'operatore deve garantire l'equilibrio termico in tutto il recipiente, in modo che ogni unità, indipendentemente dalla posizione nel cestello, sia istantaneamente alla temperatura target. Le sacche d'aria all'interno del recipiente fungono da isolanti e, pertanto, devono essere sfiatate per garantire una corretta distribuzione del calore.
- Detenzione/Cottura (letalità termica)
La durata è determinata dal valore F0, che rappresenta la letalità del processo termico, ed è regolata temporalmente a 121,1°C (250°F) per un minuto. Una volta che la temperatura è sufficiente, viene mantenuta per un tempo determinato per consentire la penetrazione del calore. Una volta raggiunta la temperatura target, la temperatura viene mantenuta per un tempo specifico. Il calore deve raggiungere il centro geometrico dell'alimento, ovvero il punto di congelamento. Gli alimenti solidi (riscaldamento per conduzione) richiedono tempi di lavorazione più lunghi rispetto a quelli liquidi (riscaldamento per convezione).
- Raffreddamento e sovrapressione
Questa fase è la più importante e la più difficile quando si parla di conservazione degli imballaggi. Quando si toglie il mezzo di riscaldamento e si inserisce l'acqua fredda, la pressione all'interno della camera di storta diminuisce. Tuttavia, l'alimento, all'interno del contenitore, è ancora caldo e la pressione all'interno della lattina o della busta è elevata a causa della creazione di vapore nella confezione.
Se la pressione del serbatoio si riduce più rapidamente della pressione interna del contenitore, le fluttuazioni di pressione provocheranno lo scoppio del contenitore o la deformazione permanente (buckling) delle pareti laterali del contenitore. Per questo motivo si ricorre alla sovrapressione (iniettando aria compressa nel serbatoio) per compensare la pressione interna del contenitore fino a quando il prodotto non si è raffreddato a sufficienza.
Classificazione delle sterilizzatrici a storta in base al metodo di riscaldamento
A seconda dei diversi formati di confezioni, è necessario utilizzare un tipo specifico di storta per garantire l'efficienza e la sicurezza della confezione. La scelta dell'apparecchiatura backend determina i requisiti della linea di confezionamento frontend. Ecco i principali tipi di sistemi di storta:
| Metodo di riscaldamento | Meccanismo | Applicazione primaria | Vantaggi e vincoli principali |
| Storte a vapore | Il vapore saturo viene iniettato direttamente nel serbatoio; utilizza il calore latente di vaporizzazione. | Lattine di metallo rigido (Acciaio o alluminio) | Pro: Trasferimento rapido dell'energia. Contro: Richiede una rimozione assoluta dell'aria. Generalmente non adatto agli imballaggi flessibili a causa della mancanza di controllo della sovrapressione durante la fase di riscaldamento (rischio di scoppio). |
| Spruzzo d'acqua / Cascata | L'acqua surriscaldata viene spruzzata da ugelli atomizzatori o a cascata dall'alto del recipiente (talvolta chiamata vapore acqueo). | Flessibile e fragile (buste Retort, vassoi di plastica, vasi di vetro) | Pro: Consente un controllo indipendente della temperatura e un preciso controllo della sovrapressione durante il riscaldamento e il raffreddamento, proteggendo le fragili guarnizioni. La distribuzione del calore è altamente uniforme. Contro: sistema di circolazione dell'acqua leggermente più complesso rispetto al vapore. |
| Immersione in acqua | I cestelli dei prodotti sono completamente immersi in acqua surriscaldata (la cosiddetta immersione totale in acqua). | Forme irregolari (Contenitori di grandi dimensioni o forme che necessitano di un supporto di galleggiamento) | Pro: Il galleggiamento riduce le sollecitazioni strutturali sul contenitore; fornisce la distribuzione più uniforme della temperatura. Contro: richiede il riscaldamento di una grande massa termica di acqua, con conseguente aumento del consumo di energia e di acqua. |
Allineare le apparecchiature di confezionamento front-end con la sterilizzazione in storta
Quando si progetta una linea di lavorazione degli alimenti, è necessario considerare l'intero sistema come un'unica unità. Il recipiente di sterilizzazione funziona partendo dal presupposto che il contenitore che sta trattando sia completamente sigillato. Se l'apparecchiatura di confezionamento anteriore non è in grado di produrre un sigillo in grado di sopportare il calore e la pressione estremi, il processo di storta finirà per fallire. Pertanto, all'interno di una linea di storta, l'imballaggio di storta ha il ruolo più critico per la sicurezza, in quanto anche piccoli difetti di tenuta possono portare a rotture del canale ad alta pressione o alla contaminazione microbica. Di conseguenza, il processo di storta determina le attrezzature di riempimento e sigillatura.
Lattine di metallo: Sigillatura sottovuoto e doppia aggraffatura di precisione
Quando si tratta di contenitori metallici rigidi retortabili, il fattore più critico è la tenuta meccanica della doppia aggraffatura, in quanto è l'unica e sola protezione contro il rischio di contaminazione. L'aggraffatura atmosferica standard non è sufficiente per le applicazioni in torretta.
- Vuoto e Pressione negativa Sigillatura: Le cucitrici ad alte prestazioni devono essere in grado di sigillare sottovuoto o a pressione negativa. Questo processo rimuove l'ossigeno dallo spazio di testa prima che il coperchio venga sigillato. Questo è fondamentale per due motivi: per prevenire il deterioramento ossidativo degli alimenti o per mantenere un vuoto che impedisca alle estremità della lattina di rigonfiarsi (buckling) quando il contenuto interno si espande durante la fase di riscaldamento.
- Doppia cucitura Precisione: Affinché la sovrapposizione del gancio del corpo e del gancio di copertura sia conforme agli standard del settore (calc a > 50%), l'ampiezza e le calibrazioni dei rulli dell'aggraffatrice devono essere impostate in modo adeguato per produrre un'aggraffatura uniforme per tutta la lunghezza delle corse dell'aggraffatrice. Quando il riempitivo si indebolisce a 121°C, la tenuta deve essere tale da contenere il prodotto in modo ermetico. Pertanto, l'aggraffatrice deve essere dotata di parti della macchina di qualità superiore per garantire che i rulli esercitino in modo appropriato e uniforme la stessa pressione sul prodotto.
Levapack risponde a queste esigenze critiche di ritorsione attraverso precisione ingegneria. Le nostre cucitrici sottovuoto e con lavaggio ad azoto utilizzano componenti lavorati a controllo numerico, garantendo una sovrapposizione costante della doppia cucitura, essenziale per resistere alla sterilizzazione a 121°C. Costruite in acciaio inox 304/316 di grosso calibro, le macchine Levapack resistono alla corrosione in ambienti umidi di storta e garantiscono un basso livello di ossigeno residuo (<3%) per una maggiore conservabilità degli alimenti. Con oltre 18 anni di esperienza al servizio delle PMI globali, forniamo soluzioni di sigillatura personalizzabili e servo-guidate che assicurano che ogni barattolo entri nel contenitore di sterilizzazione in modo ermetico e sicuro.
Vasi di vetro: Prevenzione degli shock termici e spazio di testa
Il vetro presenta sfide termodinamiche uniche a causa della sua rigidità e fragilità.
- Controllo dello spazio di testa: La riempitrice deve essere in grado di gestire i volumi con precisione perché, essendo il vetro non estensibile, lo spazio è l'unica cosa in grado di riempirsi di prodotto. Se lo spazio non è sufficiente, il barattolo si rompe o il coperchio viene spinto via durante il processo di riscaldamento. Le riempitrici a pistone con servocomando sono spesso scelte per la loro precisione volumetrica rispetto a queste applicazioni.
- Sicurezza del tappo: Il liner deve essere ammorbidito e il vuoto deve essere creato prima per ottenere una tenuta adeguata. Il vuoto è l'unica cosa che mantiene il liner in posizione attorno alla finitura del vetro senza che si allenti. In caso contrario, la pressione di tenuta del vuoto interno alla storta sarà troppo forte per le alette e il tappo si staccherà.

Sacchetti per retrazione: Servocontrollo e integrità della saldatura
Gli imballaggi flessibili come le buste sono i più sensibili ai differenziali di pressione.
- Rimozione dell'aria residua: La presenza di aria all'interno di una busta per la conservazione è fondamentale. L'aria si espande completamente a una velocità molto maggiore rispetto all'acqua o agli alimenti. Pertanto, se la macchina confezionatrice non è abbastanza efficiente nel rimuovere l'aria residua, la busta si gonfia nella storta e poi scoppia. Pertanto, le confezionatrici per storte, sia quelle preconfezionate che quelle a tenuta di forma, devono essere in grado di rimuovere l'aria residua e sono dotate di confezionatori sottovuoto efficienti.
- Stabilità servoassistita: Le linee moderne sono dotate di tecnologia servomotore per controllare l'apertura, il riempimento e la sigillatura delle buste. Questa tecnologia consente di aprire l'imboccatura della busta a una larghezza esatta e di far immergere completamente gli ugelli di riempimento nella busta, eliminando ogni possibilità di contaminazione del ripieno nell'area di saldatura. La contaminazione dell'area di saldatura con residui di cibo creerà una tenuta imperfetta durante il processo di saldatura ad alta temperatura.
Alternative alla storta: Confronto tra i metodi di sterilizzazione più comuni
Il trattamento in storta non è l'unica opzione per la conservazione degli alimenti. Il tipo di metodo di sterilizzazione scelto si basa sull'acidità, sulla viscosità e sulla durata di conservazione desiderata del prodotto. La tabella che segue mette a confronto la storta con le sue principali alternative per una scelta più semplice del processo.
| Caratteristica | Lavorazione in storta | Pastorizzazione | Trattamento asettico | Riempimento a caldo |
| Logica di processo | Pacchetto→Calore (in contenitore) | Pacchetto→ Calore (bassa temperatura) | Calore→ Pacchetto (separato) | Calore→Pacchetto (riempimento a caldo) |
| Obiettivo primario | Spore di Clostridium botulinum | Agenti patogeni / Lieviti | Spore e batteri | Lieviti / muffe |
| Temperatura | Alta (110°C - 135°C) | Moderato (< 100°C) | Ultra-alto (135°C - 150°C) | Alta (85°C - 95°C) |
| pH ideale | Acido basso (> 4,6) | Acido elevato (< 4,6) | Entrambi (alta e bassa acidità) | Acido elevato (< 4,6) |
| Prodotti tipici | Carne in scatola, cibo per animali, zuppe | Coppe di frutta, sottaceti | Latte UHT, succo di frutta | Tè, ketchup, salse |
| Costo dell'attrezzatura | Moderato | Basso | Molto alto | Basso |
| Limiti di imballaggio | Deve resistere a calore/pressione elevati | Imballaggio standard | Imballaggio sterile complesso | Bottiglia resistente al calore |
Conclusione: Integrazione dell'aggraffatrice con la linea di storte
L'efficienza di una linea di sterilizzazione è definita dalla sincronizzazione tra la produzione continua delle confezionatrici e la natura di processo discontinuo dei recipienti di sterilizzazione. Ciò richiede apparecchiature non solo veloci, ma anche robuste e adattabili a vari tipi di materiali (solidi, paste, liquidi).
Per i produttori che aumentano la produzione di alimenti conservabili, l'integrazione dell'infrastruttura Retort-Ready è un requisito fondamentale per la qualità e la sicurezza dei prodotti, non un aggiornamento opzionale. Oltre le cucitrici indipendenti, Levapack è specializzata nella progettazione di linee di confezionamento personalizzate in base ai vostri specifici vincoli di produzione e di layout. Contattate Levapack oggi stesso per analizzare i vostri parametri di produzione e progettare una soluzione coesiva - dal riempimento alla sigillatura - che si allinei perfettamente con i vostri obiettivi di sterilizzazione.



