Le dimensioni delle etichette per lattine spiegate: Formule esatte e tolleranze della macchina
Nel mondo del packaging commerciale per bevande e alimenti, un errore di calcolo di appena 1/8 di pollice non è solo un difetto di progettazione, ma un fallimento catastrofico della produzione. Che si tratti di un birrificio artigianale, di una torrefazione di caffè speciale o di un impianto automatizzato per l'inscatolamento di alimenti, indovinare le dimensioni delle etichette delle lattine porta inevitabilmente a un enorme spreco di materiale, a un inaccettabile inceppamento delle macchine e a una compromissione dell'estetica del marchio.
Il percorso che porta da una prova digitale in PDF a un prodotto fisico impeccabile sullo scaffale del supermercato è irto di trappole ingegneristiche nascoste. Variabili come i limiti meccanici degli applicatori semiautomatici, le gravi distorsioni fisiche causate dalle gallerie termiche e i silenziosi spostamenti della catena globale di approvvigionamento dell'alluminio possono rendere immediatamente inutili i "modelli" standard. Gli standard di imballaggio del settore sono in continua evoluzione per soddisfare queste esigenze.
Questa guida tecnica completa evita i consigli di progettazione amatoriali e si immerge direttamente nella realtà industriale del packaging. Verranno descritte le formule matematiche esatte per le etichette in rotolo, la geometria strutturale delle guaine termoretraibili, le metodologie precise per la misurazione di lattine irregolari e le tolleranze critiche di ingresso alle macchine che determinano la resa produttiva. Smettete di tirare a indovinare e iniziate a progettare il vostro imballaggio per una produzione senza difetti. Per iniziare, passate alla tabella delle dimensioni definitive qui sotto.
La tabella definitiva delle dimensioni delle etichette dei barattoli (bevande, alimenti e barattoli)
Prima di eseguire qualsiasi progetto grafico o di emettere un ordine di acquisto al fornitore di stampa, è necessario stabilire il quadro dimensionale di riferimento. La seguente matrice di riferimento delinea l'attuale dimensioni standard del settore per le lattine di metallo per alimenti, le lattine di alluminio per bevande e i barattoli di vetro più utilizzati. Tuttavia, come ogni manager di produzione esperto sa, questi numeri sono un punto di partenza, non una garanzia universale.
Scatole di metallo per alimenti (costruzione a 3 pezzi)
#10 Può
#303 Può
#300 Può
Lattine in alluminio per bevande (costruzione a 2 pezzi)
16 oz Standard
16 oz Sleek
12 oz Standard
12 oz Sleek
8,4 oz Slim
Vasetti di vetro
16 oz pinta
8 oz Mezza pinta
La trappola più pericolosa che le startup del settore delle bevande si trovano ad affrontare riguarda la lattina da 16 once. Storicamente, quasi tutte le lattine da 16 once erano standard. Formato 211. Tuttavia, a causa delle periodiche carenze di scorte di 211, molti grossisti e aziende conserviere mobili le hanno sostituite con le confezioni di Formato 207 (16 oz Sleek). La lattina 207 contiene lo stesso volume di liquido, ma lo ottiene grazie a un diametro sensibilmente più stretto e a un'altezza fisica maggiore.
Se si applica alla cieca un modello di etichetta standard 211 (con una larghezza di 8,125 pollici) a una lattina da 207, si verifica una sovrapposizione fisica catastrofica. Il materiale in eccesso causerà gravi sbandieramenti, disallineamenti e inceppamenti istantanei nei macchinari di etichettatura. Prima di approvare qualsiasi prova di stampa, è necessario verificare l'esatta SKU fisica delle lattine fustellate che arrivano alla banchina di carico.
Scegliere il giusto formato di etichetta: Etichette in rotolo e maniche termoretraibili
Prima di toccare un paio di calibri digitali o di calcolare la circonferenza, è necessario bloccare definitivamente il processo del materiale. La geometria fondamentale, la metodologia di stampa e le formule matematiche utilizzate per dimensionare il packaging sono completamente diverse a seconda che si tratti di avvolgere un substrato 2D attorno a un cilindro o di restringere un tubo 3D su un recipiente sagomato.
Etichette in rotolo sensibili alla pressione e sopravvivenza del materiale
Le etichette in rotolo sensibili alla pressione (PS) sono la spina dorsale della produzione di bevande e alimenti di piccole e medie dimensioni. Fornite su un liner a rilascio continuo, queste decalcomanie bidimensionali offrono un'incredibile flessibilità per i marchi con più SKU, consentendo un rapido cambio di gusto e quantità minime d'ordine (MOQ) relativamente basse. Essendo piatte, il calcolo delle dimensioni si basa su una semplice geometria planare.
La formula della larghezza dell'etichetta del rotolo master
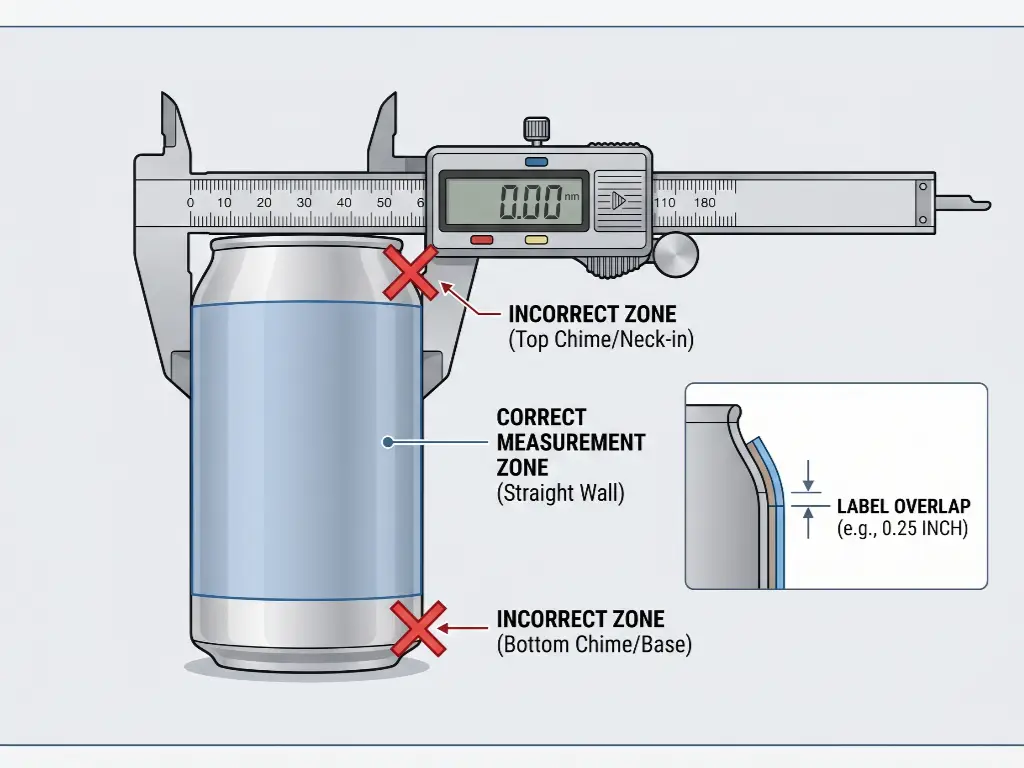
Larghezza etichetta piatta = (diametro esterno misurato × 3,1416) + 0,25″ sovrapposizione
Per eseguire correttamente questa formula, è necessario utilizzare dei calibri digitali industriali per misurare il diametro esterno della lattina rigorosamente in corrispondenza del suo parete dritta sezione. Non misurate vicino alle curve superiori o inferiori. Moltiplicare il diametro esatto per il Pi greco (3,1416) per trovare la circonferenza matematica perfetta. Infine, è necessario aggiungere la sovrapposizione. Una sovrapposizione di 0,25 pollici (1/4″) è lo standard assoluto del settore. Questa sovrapposizione serve come punto di ancoraggio critico in cui l'adesivo fa presa sul proprio frontale, fissando l'etichetta in posizione.
Tuttavia, un perfetto dimensionamento matematico non significa nulla se il materiale si disintegra nel mondo reale. Un punto critico di insuccesso per i nuovi marchi è l'"Ice Bucket Test" o la logistica standard della catena del freddo. Lo spostamento di una bevanda in lattina da un frigorifero commerciale a 38°F (3°C) in un ambiente a 75°F (24°C) provoca una condensazione immediata e aggressiva. L'esterno della lattina di alluminio suda abbondantemente.
Se utilizzate un'etichetta di carta standard, anche con una vernice di base, l'acqua penetrerà nelle fibre della carta, trasformando in pochi minuti il vostro marchio di qualità in un disastro scrostato e polposo. Per tutti i prodotti soggetti a refrigerazione o umidità, è necessario specificare BOPP materiale. Le pellicole BOPP bianche o trasparenti, abbinate a un aggressivo adesivo acrilico impermeabile e a una pesante laminazione UV (opaca o lucida), respingono completamente la condensa, garantendo che l'identità del vostro marchio rimanga intatta dal frigorifero alla mano del consumatore.
Manicotti termoretraibili: Copertura a 360 gradi e tassi di distorsione
Quando un marchio ha bisogno di una copertura grafica a 360 gradi, da bordo a bordo, che si adatti perfettamente alle curve complesse del contenitore, le maniche termoretraibili sono la soluzione definitiva. Prodotte in genere da PETG o pellicole in PVC, queste guaine vengono stampate in piano, cucite in un tubo continuo, lasciate cadere sul contenitore e passate attraverso un tunnel a vapore o a calore radiante altamente controllato per restringersi contro il metallo.
Scartare immediatamente la formula Pi. Le guaine termoretraibili non utilizzano misure standard di larghezza e altezza. Al contrario, sono progettati utilizzando due misure completamente diverse:
- Larghezza di posa (LFW): La larghezza del manicotto quando è completamente piatto. Si calcola prendendo la circonferenza più larga del barattolo, aggiungendo una tolleranza di scorrimento (di solito 2-4 mm per far scorrere il manicotto sul barattolo senza problemi) e dividendo per due.
- Lunghezza di taglio: La lunghezza verticale della manica non termoretratta prima che passi attraverso il tunnel termico. Poiché il film si restringe sia verticalmente che orizzontalmente (anche se con rapporti diversi), la lunghezza di taglio deve essere progettata leggermente più lunga dell'altezza visiva finale desiderata.
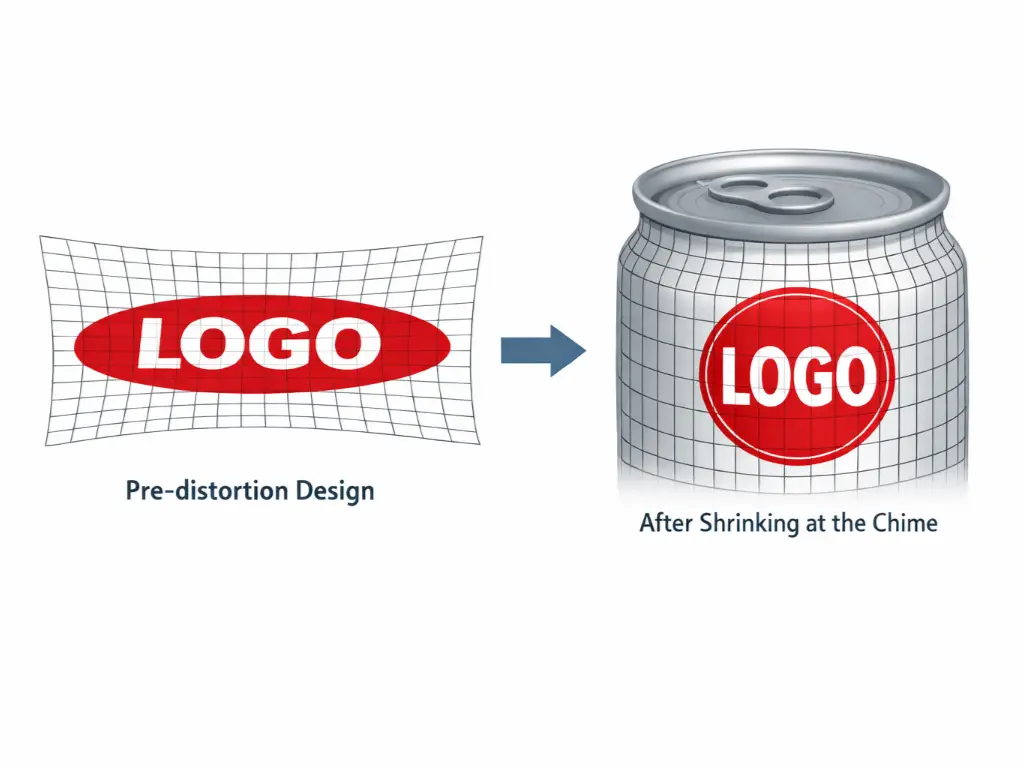
L'aspetto più difficile della progettazione di una guaina termoretraibile è Distorsione (tasso di restringimento). Quando il tubo di plastica si restringe in modo aggressivo per abbracciare le forti curve verso l'interno nella parte superiore e inferiore della lattina - aree note come "Chime" o "Neck-down" - la grafica stampata viene tirata e allungata. Se nel file di progettazione piatto si inserisce un logo perfettamente circolare vicino al "chime", dopo il tunnel termico si trasformerà in un brutto ovale allungato. Gli ingegneri del packaging pre-stampa devono utilizzare un software specializzato nella mappatura di griglie 3D per "pre-distorcere" intenzionalmente la grafica al contrario, assicurando che una volta che la plastica si restringe, la grafica appaia matematicamente perfetta all'occhio del consumatore.
Come misurare le dimensioni delle etichette per lattine personalizzate o irregolari
Nel momento in cui ci si allontana dalla lattina cilindrica standard per bevande, le regole dell'ingegneria del packaging cambiano drasticamente. I contenitori personalizzati e irregolari, come le scatole rettangolari per la carne da pranzo, le lattine ovali appiattite per i frutti di mare o i secchi industriali altamente affusolati, non possono essere trattati con la mentalità "misura la circonferenza e avvolgila". L'applicazione di substrati tensionati ad angoli geometrici acuti o a curve complesse comporta cedimenti strutturali catastrofici.
Etichette a pannello per scatole quadrate e piatte
Le scatole quadrate o rettangolari, comunemente utilizzate per oli alimentari di alta qualità, carni da pranzo e tè speciali, rappresentano una sfida fisica unica. Quando si tenta di applicare un'etichetta sensibile alla pressione singola e continua intorno a quattro angoli di 90 gradi, si crea una forte tensione di "memoria" nel film. Il substrato dell'etichetta vuole naturalmente tornare allo stato piatto. Con il passare del tempo, o in caso di piccoli urti nei cartoni di spedizione, questa tensione fa sì che l'etichetta si "sbandieri", staccandosi violentemente dagli angoli.
La soluzione professionale consiste nell'abbandonare del tutto l'involucro completo e nell'utilizzare un Etichetta del pannello anteriore e posteriore (due decalcomanie separate). Quando si misura la faccia piatta della lattina, la larghezza dell'etichetta deve fermarsi definitivamente prima inizia il raggio d'angolo. Una regola d'oro del packaging irregolare è "più stretto è più sicuro". Assicuratevi che il bordo dell'etichetta poggi completamente sul piano; se anche solo un millimetro dell'etichetta si insinua nell'angolo curvo, si crea un punto di leva per il distacco e il danneggiamento per attrito.
Etichette superiori e involucri di cartone per le scatole di frutti di mare
Le scatole appiattite di forma ovale, lo standard globale per sardine, acciughe e caviale di alta qualità, soffrono di una grave mancanza di spazio verticale. Le pareti laterali di queste lattine sono spesso alte meno di un centimetro e presentano curve aggressive e continue. È fisicamente impossibile, e legalmente non conforme, inserire i dati nutrizionali obbligatori della FDA/USDA, i codici a barre e la storia del marchio su queste pareti microscopiche utilizzando gli adesivi standard.
Per conquistare questa geometria, i marchi mettono in campo due strategie specifiche:
- L'etichetta del pannello superiore: Un'etichetta fustellata con precisione e applicata esclusivamente all'area piatta e incassata del coperchio. La misurazione deve tenere conto del labbro interno della giuntura, in modo da garantire che l'etichetta cada perfettamente nella vasca piatta senza risalire le creste metalliche.
- Il manicotto di cartone: La soluzione più pregiata ed efficace. Al posto dell'adesivo, un manicotto di cartone pesante avvolge interamente le dimensioni esterne della lattina. Per calcolarlo, è necessario misurare la lunghezza totale del lato superiore, di quello inferiore, di entrambi gli spessori dei fianchi e, cosa fondamentale, aggiungere un margine di sovrapposizione di 15 mm nel punto in cui la colla industriale legherà il manicotto al di sotto.
Procurarsi linee guida professionali per le lattine coniche
Le lattine affusolate o coniche (in cui il diametro superiore è più largo o più stretto di quello inferiore) rappresentano l'ultima sfida di dimensionamento. Quando un oggetto 3D affusolato viene srotolato in un piano 2D, non forma un rettangolo, ma una forma di ventaglio curvo (un frustolo geometrico) matematicamente precisa.
L'unico protocollo accettabile per le lattine coniche è contattare il produttore del contenitore e richiedere il disegno CAD ufficiale. Se questo non è disponibile, il contenitore fisico deve essere sottoposto a scansione laser da un ingegnere dell'imballaggio che utilizzi un software CAD per generare matematicamente un'esatta linea conica con zero margini di errore.
Compatibilità della macchina: Indicazioni di svolgimento e tolleranze di etichettatura
Un'etichetta splendidamente progettata e perfettamente calcolata è del tutto inutile se i macchinari della fabbrica non sono in grado di digerirla. Il passaggio dallo schermo del grafico alla realtà di una linea di produzione di filatura introduce vincoli meccanici molto severi. Capire come vengono consegnate le etichette e come le macchine le applicano è l'ultima barriera al successo operativo.
Decodifica delle posizioni di svolgimento del rotolo di etichette (#1 - #8)
Quando si acquistano etichette in rotolo, queste non arrivano in fogli sciolti, ma sono strettamente avvolte su un'anima di cartone (in genere di 3 pollici di diametro). L'orientamento specifico dell'opera d'arte quando viene srotolata da quest'anima è noto come "orientamento". Direzione di rilassamento. L'industria mondiale dell'imballaggio utilizza un sistema numerico standardizzato dalla posizione #1 alla posizione #8.
L'apparecchiatura di etichettatura è un sistema rigido. Si aspetta che l'etichetta venga alimentata con un orientamento ben preciso. Nella maggior parte delle etichettatrici per lattine cilindriche, la macchina fa girare la lattina in verticale e avvolge l'etichetta in orizzontale. Questo significa che il vostro etichettatrice automatizzata o semiautomatica richiede fondamentalmente Posizione #3 (bordo destro in avanti) o Posizione #4 (bordo sinistro in avanti).
Se il responsabile degli acquisti non controlla il manuale dell'etichettatrice e accetta il valore predefinito della stampante (che spesso è la posizione #1, Top Edge Leading), i risultati sono disastrosi. Il nastro di etichette avanza perpendicolarmente alla meccanica della macchina. L'applicazione di una bobina Top Edge Leading a una macchina avvolgitrice orizzontale inceppa immediatamente i sensori ottici o fa sì che 100.000 lattine vengano etichettate completamente di traverso. L'unico rimedio è fermare la produzione e pagare una squadra per riavvolgere manualmente chilometri di nastro di etichette.
Tolleranze di ingresso del rotolo per etichettatrici semiautomatiche
Molte PMI iniziano il loro percorso di confezionamento utilizzando etichettatrici semiautomatiche da tavolo, come l'immancabile MT-30. Pur essendo convenienti, queste macchine a rulli basate sull'attrito hanno tolleranze meccaniche incredibilmente strette e sono altamente suscettibili di errori di alimentazione da parte dell'uomo.
Il limite di tensione di sovrapposizione di 0,25″: In precedenza abbiamo stabilito che una sovrapposizione di 0,25″ (1/4″) è lo standard massimo consentito. Il motivo risiede nei rulli della macchina. Quando l'etichetta si avvolge intorno alla lattina e si sovrappone, crea una microscopica "protuberanza" fisica costituita da due strati di film BOPP e di adesivo. Se la sovrapposizione supera gli 0,25″, ad esempio spingendosi fino a 0,5″, i rulli applicatori afferrano troppo a lungo l'area estesa a doppio spessore. Questo crea un forte differenziale di tensione, causando la torsione del bordo di uscita dell'etichetta verso il basso, con il risultato di una brutta spirale (Registrazione errata) o bolle d'aria massicce intrappolate sotto la pellicola.
Il confine del pericolo di Chime: L'altezza dell'etichetta deve essere regolata in modo rigoroso per rimanere all'interno dei limiti di legge. Parete dritta della lattina. Le lattine in alluminio sono caratterizzate da un "Chime" o "Neck-down", ovvero la transizione curva in cui il corpo della lattina si restringe in corrispondenza del coperchio superiore e della cupola inferiore. È necessario prevedere uno spazio di sicurezza visivo minimo di 0,125″ (1/8") tra il bordo superiore/inferiore dell'etichetta e l'inizio della curva metallica. Se un rullo semiautomatico tenta di premere un'etichetta BOPP piatta e rigida sulla curva, le leggi della fisica impongono che il materiale in eccesso non abbia un posto dove andare. Si ripiegherà istantaneamente su se stesso, creando una ruga morta permanente e irreversibile, distruggendo completamente il valore estetico del prodotto.
Aggiornamento all'automazione di precisione
Levapack si concentra interamente sulla fornitura di soluzioni di inscatolamento e confezionamento automatizzate ad alte prestazioni per le PMI globali. Sostituendo i rulli di frizione irregolari con una tecnologia avanzata servo-guidata e un'ingegneria di precisione di livello 2μm, i nostri sistemi di etichettatura e aggraffatura automatizzati eliminano completamente le grinze e l'errata registrazione delle sovrapposizioni causate dall'uomo.
Garantiamo che ogni singola lattina che esce dalla vostra linea presenti al consumatore un'immagine impeccabile e di qualità. Smettete di lottare contro le tolleranze delle macchine e iniziate a scalare la vostra produzione.



