Kappenauskleidungen 101: Auswahl des richtigen Materials für die 100%-Dichtung
In der Welt der kommerziellen Verpackungen steht viel auf dem Spiel: Der Unterschied zwischen einer erfolgreichen Produkteinführung und einer katastrophalen Rückrufaktion hängt oft von einem Bauteil ab, das nicht dicker als eine Münze ist. Millionen von Dollar an Produktwert, Markenreputation und logistischer Effizienz hängen vollständig von dem Dichtungsmechanismus ab, der die Lücke zwischen einem Behälter und seinem Verschluss überbrückt. Um sicherzustellen, dass das, was in die Flasche kommt, auch in der Flasche bleibt, ist es unerlässlich, das komplexe Zusammenspiel von Strömungsdynamik, Materialwissenschaft und Maschinenbau zu beherrschen. Dieser umfassende Leitfaden erläutert die physikalischen Grundlagen einer perfekten Dichtung und bietet einen zuverlässigen Fahrplan für die Auswahl der exakten Verschlussauskleidung, die für absolute Verpackungsintegrität erforderlich ist.
Was ist ein Cap Liner? Die Physik hinter einer perfekten Dichtung
Im Grunde genommen ist eine Verschlussauskleidung ein Stück technisches Material, das zwischen der inneren Decke eines Verschlusses (dem Deckel) und dem offenen Rand eines Behälters (dem Flaschenhals) eingesetzt wird. Auf den ersten Blick handelt es sich um ein einfaches Stück Schaumstoff oder Folie, doch seine Funktion ist tief in den Prinzipien des Maschinenbaus verwurzelt.
Um zu verstehen, warum ein Liner zwingend erforderlich ist, müssen wir uns die mikroskopische Realität von starren Materialien ansehen. Wenn ein Verschluss aus Hartplastik oder Metall auf eine Flasche aus Hartplastik oder Glas aufgeschraubt wird, treffen die beiden Oberflächen aufeinander. Für das bloße Auge sieht dies wie ein fester Sitz aus. Bei mikroskopischer Betrachtung sind die Oberflächen des Flaschenrands und des Verschlusses jedoch uneben und weisen mikroskopische Erhebungen und Vertiefungen auf. Wenn Flüssigkeit in diesen nicht ausgekleideten Behälter gefüllt wird, findet sie unweigerlich ihren Weg durch diese mikroskopischen Kanäle, was zu Undichtigkeiten führt, insbesondere unter Druck oder beim Transport.
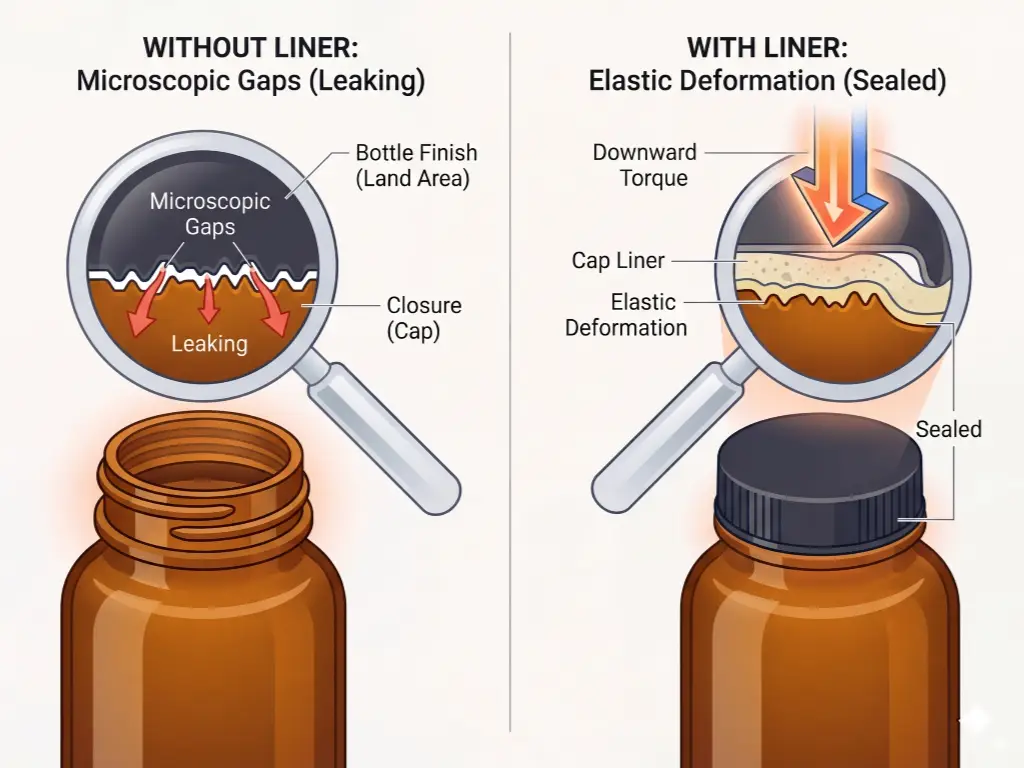
Die Hauptfunktion einer Kappenauskleidung ist die Bereitstellung Elastische Verformung. Denken Sie an die Gummidichtung, die in der Haushaltsinstallation unter einem Waschbecken verwendet wird. Die Dichtung wird zusammengedrückt, wenn sie angezogen wird, und das biegsame Material wird in die mikroskopisch kleinen Unebenheiten der Metallrohre gepresst, so dass die Fluchtwege für das Wasser abgeschnitten werden. Ein Hutliner funktioniert nach genau demselben Prinzip. Wenn ein Drehmoment auf den Verschluss ausgeübt wird, drückt sich die Auskleidung zusammen und passt sich genau den Konturen des Flaschenrands an, wodurch eine undurchlässige Barriere entsteht.
Bei der Beurteilung der langfristigen Lebensfähigkeit einer Dichtung müssen Verpackungsingenieure zwei entscheidende Variablen berücksichtigen:
- Das Ziel (Landfläche): Dies ist die spezifische Oberseite des Flaschenhalses, die in direktem physischen Kontakt mit der Auskleidung steht. Die Breite, die Ebenheit und die strukturelle Integrität dieser Dichtungsfläche bestimmen, wie effektiv die Auskleidung komprimiert werden kann.
- Kriechen des Materials: In der Materialwissenschaft bezeichnet "Kriechen" (oder Kaltfluss) die Tendenz eines festen Materials, sich unter dem Einfluss anhaltender mechanischer Belastung langsam zu bewegen oder dauerhaft zu verformen. Wenn ein Verschluss einen Liner zusammendrückt, übt der Liner eine Rückstoßkraft (elastisches Gedächtnis) aus, die die Dichtung aufrechterhält. Im Laufe der Zeit - Monate in einem Lagerregal - verliert der Liner durch Kriechen einen Teil seiner Elastizität. Die Bewertung der Kriechbeständigkeit eines Liners ist von grundlegender Bedeutung, um die angegebene Haltbarkeit eines Produkts zu gewährleisten.
Umfassender Leitfaden zu den Materialien und Mechanismen von Cap Liner
Die Verpackungsindustrie bietet eine breite Palette von Auskleidungsmaterialien an, die jeweils für ganz bestimmte chemische Verträglichkeiten und mechanische Umgebungen entwickelt wurden. Die Wahl des falschen Materials birgt nicht nur das Risiko eines Lecks, sondern auch die Gefahr von chemischen Reaktionen, Produktverschlechterung und einer Gefährdung der Verbrauchersicherheit. Im Folgenden finden Sie eine systematische Aufschlüsselung der wichtigsten Auskleidungsmaterialien und ihrer Funktionsmechanismen.
| Liner-Typ | Kernmaterial | Dichtungsmechanismus | Am besten für | Beschränkungen |
|---|---|---|---|---|
| Schaumstoff (F217) | 3-lagiges co-extrudiertes PE (Polyethylen) | Mechanische Kompression (elastische Erholung) | Allgemeine Zwecke, Haushaltschemikalien, Kosmetika | Schlechte Sauerstoffbarriere; nicht manipulationssicher |
| Druckempfindlich (PS) | Polystyrol mit Klebebeschichtung | Verklebung durch mechanischen Druck | Trockene Feststoffe, Kapseln, Gewürze | KEINE hermetische Abdichtung. Versagt bei Flüssigkeiten und Pulvern |
| Wärme-Induktion | Mehrschichtig (Zellstoff/Wachs/Folie/Polymer) | Elektromagnetisches Schmelzen des Polymers bis zur Flaschenmündung | Pharmazeutika, Molkereiprodukte, hochwertige Flüssigkeiten | Erfordert teure Induktionsversiegelungsanlagen |
| PTFE-ummantelt | Silikon- oder Schaumstoffkern mit PTFE-Folie | Kompression mit höchster chemischer Beständigkeit | Aggressive Säuren, Lösungsmittel, analytische Reagenzien | Hohe Kosten; erfordert hohes Anwendungsdrehmoment |
| Plastisol | Flüssiges PVC-Harz (ausgehärtet) | Vakuumbildung nach der Wärmebehandlung | Heiß abgefüllte Lebensmittel, Konfitüren, Soßen (nur Glasbehälter) | Unverträglich mit Kunststoffbehältern |
Schaumstoff und druckempfindliche Liner
Die F217 Schaumstoffauskleidung ist das Arbeitspferd der Verpackungsindustrie. Er verfügt über eine dreilagige Konstruktion: ein geschäumter Kern aus Polyethylen niedriger Dichte (LDPE), der zwischen zwei festen PE-Schichten eingebettet ist. Diese Struktur verleiht ihm eine ausgezeichnete Widerstandsfähigkeit und ein sauberes, glänzendes Aussehen, wodurch er das Auslaufen von Flüssigkeiten bei Allzweckanwendungen wie Shampoos und Haushaltsreinigern sehr effektiv verhindert.
Umgekehrt, Druckempfindliche Liner (PS) funktionieren nach einer völlig anderen Prämisse. Sie bestehen aus einer Polystyrolbasis, die mit einem speziellen, durch Drehmoment aktivierten Klebstoff beschichtet ist. Wenn der Verschluss aufgedreht wird, klebt der Klebstoff durch den Druck an der Landfläche der Flasche. Nach dem Abnehmen des Verschlusses bleibt die Auskleidung an der Flasche haften und bietet einen grundlegenden Schutz.
Technik-Fakten-Check: Die Pulverkontaminationsfalle
Es ist eine wichtige Tatsache in der Industrie, dass Pressure Sensitive Liner nicht eine hermetische (luftdichte) Versiegelung bieten, und sie dürfen niemals für wasser- oder ölhaltige Flüssigkeiten verwendet werden. Ein weitaus heimtückischeres Versagen tritt jedoch im Bereich der Trockenpulver auf (z. B. Molkenprotein, Nahrungsergänzungsmittel und pulverförmige Gewürze).
Während des Abfüllvorgangs wird feiner Pulverstaub aufgewirbelt und setzt sich auf der Landfläche des Behälters ab. Da PS-Liner 100% auf den physischen Kontakt des Klebstoffs mit der Kunststoffoberfläche angewiesen sind, wirkt dieser Staub wie eine fatale Barriere. Der Klebstoff verbindet sich eher mit den Pulverpartikeln als mit dem Behälterrand, wodurch die Klebrigkeit vollständig aufgehoben wird. Dadurch entstehen mikroskopisch kleine Tunnel, durch die Feuchtigkeit eindringen und das Produkt während des Transports entweichen kann. Diese physikalische Realität macht den Einsatz von hochpräzisen, staubfreien Abfüll- und Servo-Verschließanlagen zu einer absoluten Notwendigkeit, bevor man sich auf PS-Liner verlässt.
Wärme-Induktions-Liner
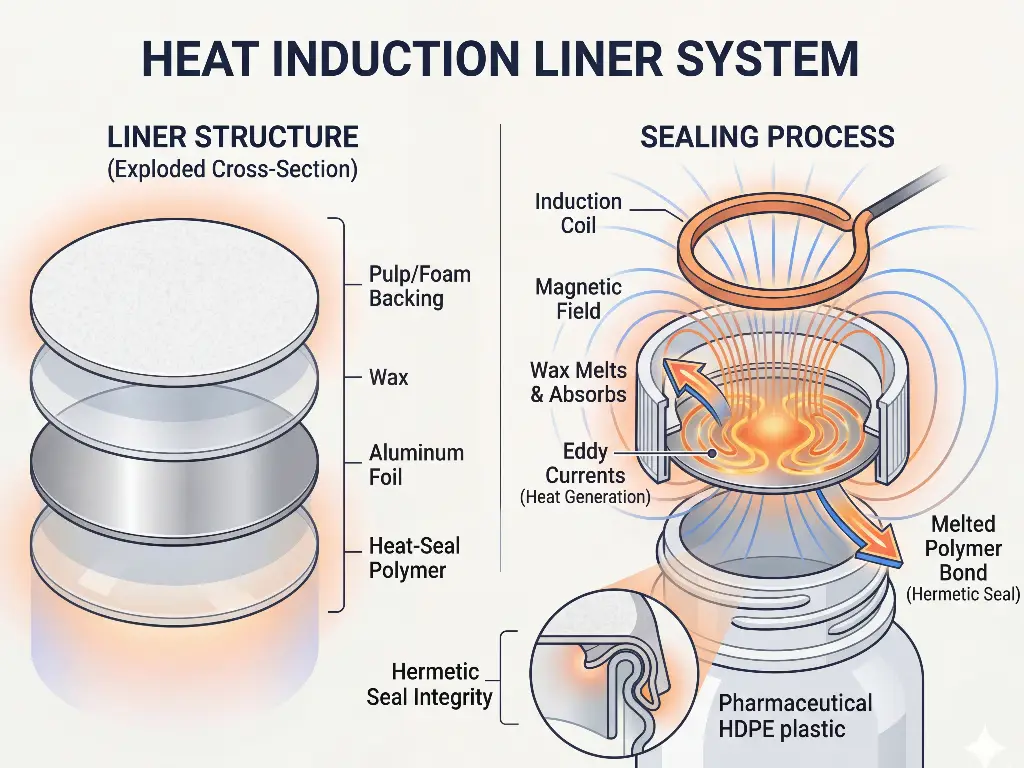
Für Anwendungen, die absolute Sicherheit, Manipulationsnachweis und hermetische Versiegelung erfordern, sind Heat Induction Liner der Goldstandard. Der Mechanismus hinter einem Induktionssiegel ist ein Wunderwerk der modernen Verpackungstechnologie. Eine Standard-Induktionsfolie enthält vier verschiedene Schichten: eine Trägerschicht (in der Regel Zellstoffkarton), eine Wachsschicht, eine Aluminiumfolienschicht und eine Polymer-Heißsiegelschicht, die auf den spezifischen Kunststoff der Flasche abgestimmt ist (z. B. eine PET-Siegelschicht für eine PET-Flasche).
Nachdem der Verschluss auf die Flasche geschraubt wurde, wird der Behälter unter eine Induktionsversiegelungsmaschine geführt. Die Maschine strahlt ein oszillierendes elektromagnetisches Feld aus. Da Aluminium ein leitfähiges Metall ist, induziert dieses Feld "Wirbelströme" innerhalb der Folienschicht, die einen elektrischen Widerstand verursachen. Dieser Widerstand erzeugt sofortige, intensive Hitze. Die Hitze schmilzt die Wachsschicht (die von der Zellstoffplatte absorbiert wird, wodurch sich die Folie von der Kappe löst) und schmilzt gleichzeitig die polymere Heißsiegelschicht. Beim Abkühlen unter dem Druck des verschlossenen Deckels verschmilzt das geschmolzene Polymer nahtlos mit der Flaschenoberfläche. Stellen Sie sich vor, Sie schmelzen Käse direkt auf ein Backblech - nach dem Abkühlen ist die Verbindung untrennbar, ohne sichtbare Zerstörung.
Der entscheidende Parameter ist hier die Betriebsfenster. Dies ist das genaue Gleichgewicht zwischen der Leistung der Induktionsmaschine und der Verweilzeit (Fördergeschwindigkeit). Ist die Leistung zu hoch, versengt die intensive Hitze die Oberfläche der Kunststoffflaschen und zersetzt das Polymer, was zu Undichtigkeiten führt. Ist die Leistung zu gering, schmilzt die Heißsiegelschicht nicht vollständig, was zu einer "kalten Versiegelung" führt - einer falschen Versiegelung, die intakt aussieht, aber beim Zusammendrücken oder bei Höhenveränderungen sofort aufspringt.
Spezialisierte Barriere-Liner: PTFE-beschichtet, Folie und Plastisol
Bei extremer chemischer Flüchtigkeit oder hoher Sauerstoffempfindlichkeit versagen herkömmliche Schaumstoffe und Polymere. Auskleidungen aus reiner Aluminiumfolie bieten eine undurchdringliche Barriere für Gase und sind daher ideal für hochoxidative Produkte. Wenn jedoch aggressive Chemikalien im Spiel sind, kommt PTFE ins Spiel.
Fakten-Check Technik: Der Mythos der "reinen PTFE"-Auskleidung
Ein weit verbreiteter Irrglaube unter den Beschaffungsteams ist die Forderung nach "reinen PTFE-Auskleidungen", die für starke Säuren oder aggressive Lösungsmittel geeignet sind. In der kommerziellen technischen Realität ist eine feste, einlagige PTFE-Auskleidung für eine hermetische Abdichtung praktisch unbrauchbar. Während Polytetrafluorethylen (PTFE(gemeinhin als Teflon bekannt) ist chemisch äußerst inert, seine physikalische Struktur ist extrem starr und weist keinerlei elastisches Rückstellvermögen auf. Es ist sehr anfällig für permanente Verformung (Kaltfluss).
Würde man eine massive Scheibe aus reinem PTFE auf eine Flasche legen und den Deckel aufschrauben, würde sie nicht zurückfedern, um die mikroskopisch kleinen Lücken zu füllen, sondern einfach zerdrückt werden und auslaufen. Daher verwendet die Industrie PTFE-beschichtete Liner. Sie bestehen aus einer mikroskopisch kleinen Schicht PTFE-Folie, die auf ein elastisches Trägersubstrat laminiert ist, in der Regel medizinisches Silikon oder dichter PE-Schaum. Die PTFE-Oberfläche fungiert als undurchdringlicher chemischer Schutzschild, während der verborgene Kern aus Silikon/Schaumstoff die entscheidende elastische Kompressionskraft liefert, die erforderlich ist, um die Dichtung auf Dauer zu erhalten.
Plastisol ist ein weiteres hochspezialisiertes Material, das vor allem in der Lebensmittel- und Getränkeindustrie für Glasbehälter mit Metall-Lug-Verschlüssen (oder Twist-Off-Verschlüssen) verwendet wird. Plastisol ist ein flüssiges PVC-Harz, das in den Verschluss fließt und in einem Ofen zu einer festen, gummiartigen Dichtung aushärtet. Der eigentliche Dichtungsmechanismus wird durch das "Hot Fill"-Verfahren aktiviert. Heiße Lebensmittel (z. B. Marmelade oder Nudelsoße) werden in das Glas gefüllt und der Deckel wird aufgesetzt. Wenn das Produkt abkühlt, kondensiert der Dampf und es entsteht ein starkes inneres Vakuum. Der atmosphärische Druck von außen drückt den Deckel heftig nach unten und drückt den Glasrand tief in die Plastisol-Dichtung, wodurch ein luftdichter, vakuumversiegelter Verschluss entsteht.
Branchenspezifische Materialauswahlprotokolle
Die Verpackungsanforderungen unterscheiden sich je nach chemischer Zusammensetzung der Nutzlast drastisch. Bei der Auswahl einer Auskleidung muss die Materialwissenschaft mit den gesetzlichen Rahmenbedingungen abgeglichen werden. Die Einhaltung von Title 21 of the Code of Federal Regulations (21 CFR) der FDA ist die unverzichtbare Grundlage für jedes Material, das für den Kontakt mit Lebensmitteln, Getränken oder Arzneimitteln bestimmt ist.
Lebensmittel, Getränke und FDA-Konformität
Im Lebensmittel- und Getränkesektor ist der Hauptfeind der Sauerstoff. Das Hauptziel der Verschlussauskleidung ist die Verlängerung der Haltbarkeit und die Verhinderung des oxidativen Abbaus. Verpackungsingenieure bewerten Auskleidungen anhand von zwei kompromisslosen Kriterien:
- OTR (Sauerstofftransmissionsrate): Gemessen in cc/m²/Tag. Es wird berechnet, wie viel Sauerstoff die Barriere über 24 Stunden durchdringt.
- MVTR (Wasserdampfdurchlässigkeitsrate): Gemessen in g/m²/Tag. Es wird berechnet, wie viel Wasserdampf die Barriere durchdringt.
Nehmen wir als Beispiel hochwertige kaltgepresste Säfte. Diese Produkte reagieren sehr empfindlich auf Oxidation, die zum Abbau von Nährstoffen, zu Geschmacksverlusten und zu einer unansehnlichen braunen Verfärbung führt. Wenn ein Abfüller eine Standard-PE-Schaumstoffauskleidung verwendet, dringt selbst bei strenger Kühlkette ständig Sauerstoff durch die Schaumstoffmatrix. Um das Produkt zu schützen, müssen die Ingenieure einen Liner spezifizieren, der mit Hochbarrierematerialien wie EVOH (Ethylen-Vinyl-Alkohol) oder einer Induktionsfolienversiegelung laminiert ist, um die OTR so nahe wie theoretisch möglich an den Nullpunkt zu bringen.
Kosmetika und Körperpflegemittel
Die Kosmetik- und Körperpflegebranche stellt eine besonders schwierige Herausforderung für die Abdichtung dar, da es sich um hochwertige Flüssigkeiten mit extrem niedrigen Oberflächenspannungen handelt. Produkte, die ätherische Öle, Alkohol und Tenside enthalten (wie Shampoos, Seren und Luxusparfüms), setzen die Oberflächenspannung der Flüssigkeit drastisch herab. Diese niedrige Oberflächenspannung ermöglicht es der Flüssigkeit, durch Kapillarwirkung leicht an den mikroskopisch kleinen Gewinden der Flasche hochzuklettern und nach Schwachstellen in der Auskleidung zu suchen.
Außerdem verlangen Kosmetika absolute Chemische Trägheit. Wenn ein aggressives ätherisches Öl mit einer minderwertigen Schaumstoffeinlage reagiert, kann sich die Einlage zersetzen und Weichmacher in das Produkt auslaugen. Diese chemische Reaktion verändert das Duftprofil, verändert die Farbe der Formel und zerstört den Premiumwert der Marke. Für diese Anwendungen werden PTFE-beschichtete Liner oder spezielle Zinnfolienkaschierungen eingesetzt, um sicherzustellen, dass der Duft eingeschlossen bleibt und die Formel absolut makellos bleibt.
Agrochemikalien, Pharmazeutika und ätzende Stoffe
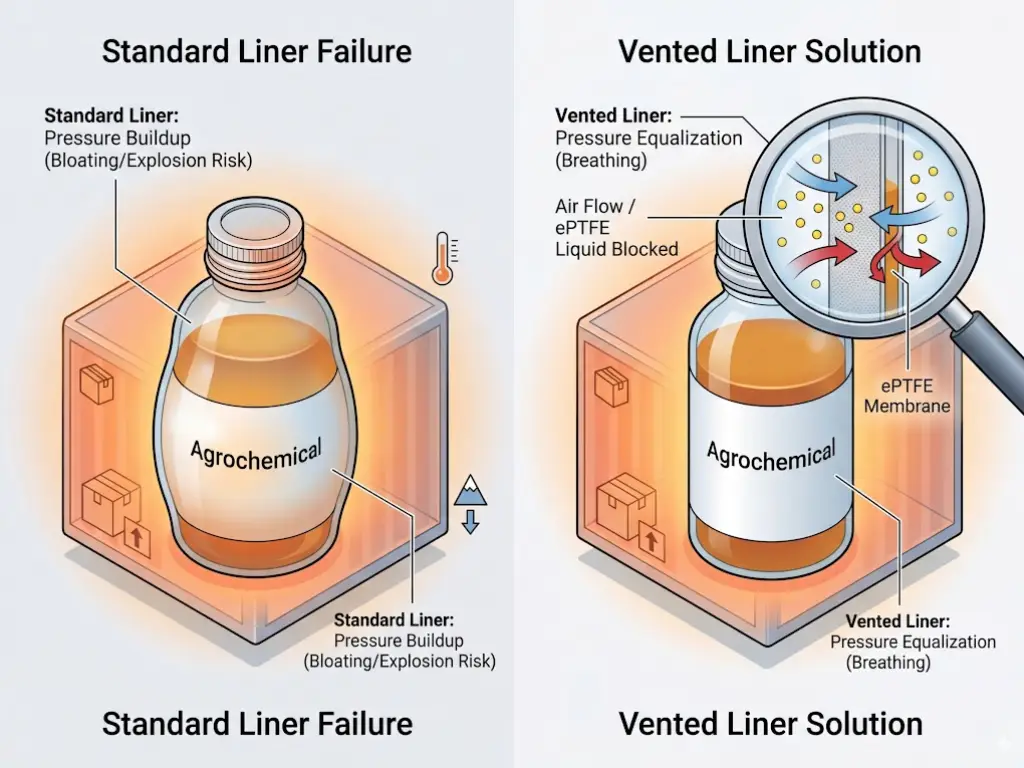
Bei der Verpackung von Industriechemikalien, Düngemitteln oder leistungsstarken Desinfektionsmitteln (wie konzentrierte Bleichmittel oder Wasserstoffperoxid) geht es um Umweltsicherheit und die Einhaltung von Vorschriften für gefährliche Stoffe. Bestimmte chemische Formeln setzen mit der Zeit Gase frei.
Werden diese ausgasenden Flüssigkeiten mit einer hermetischen Standard-Induktionsfolie versiegelt, bauen die eingeschlossenen Gase schnell einen immensen Innendruck auf. In einem heißen Sommerlager dehnt sich der Kunststoffbehälter aus, verformt sich (Verkleidung oder Aufblähung) und explodiert schließlich, was zu katastrophalen Chemikalienaustritten führt. Um dieses Problem zu lösen, verlässt sich die Industrie auf Belüftete Liner. Diese verfügen über hochmoderne ePTFE-Membranen (expandiertes Polytetrafluorethylen). Die mikroskopisch kleinen Poren im ePTFE sind groß genug, um Gasmoleküle aus der Flasche entweichen zu lassen (Druckausgleich), aber klein genug, um Flüssigkeitsmoleküle am Durchgang zu hindern, so dass der Behälter atmet, ohne einen einzigen Tropfen zu verlieren.
Die versteckten Schuldigen für das Versagen von Siegeln
Eine hartnäckige, aber gefährliche Illusion in der Verpackungswelt ist der Glaube: "Wenn ich den teuersten Liner kaufe, werden meine Flaschen nicht auslaufen." Die Realität ist viel komplexer. Eine Verschlussauskleidung ist eine passive Komponente; sie funktioniert nur so gut wie die auf sie wirkenden mechanischen Kräfte. Um eine absolute Dichtigkeit zu erreichen, müssen wir über die Verbrauchsmaterialien hinausgehen und die mechanische Anwendung, die Fertigungstoleranzen und die Umweltbelastungen prüfen.
Die kritische Rolle des Anwendungsdrehmoments
Die lineare Beziehung zwischen der auf die Kappe ausgeübten Rotationskraft und der vertikalen Kompression des Innenbehälters ist der Herzschlag der Dichtungsphysik. Diese Kraft wird gemessen als Anwendungsdrehmoment (in der Regel in inch-pounds, in-lbs). Jedes Auskleidungsmaterial hat eine optimale Kompressionsrate - in der Regel etwa 30% seiner Ruhedicke -, die erforderlich ist, um sein elastisches Gedächtnis zu aktivieren und die Mikrorisse auf der Flaschenoberfläche zu versiegeln.
Eine unbequeme Wahrheit der Branche ist jedoch, dass Drehmoment zum Entfernen (die Kraft, die der Verbraucher zum Öffnen der Flasche benötigt) ist zwangsläufig geringer als das Anwendungsdrehmoment. Aufgrund der sofortigen Entspannung der Kunststofffäden und des Absetzens der Auskleidung sinkt das Entnahmedrehmoment innerhalb der ersten 24 Stunden oft auf nur 40% bis 60% des anfänglichen Anwendungsdrehmoments.
Lassen Sie uns die mathematische Realität durchspielen: Wenn für eine bestimmte Induktionsauskleidung ein Anzugsmoment von 20 in-lbs erforderlich ist, um sie richtig zu komprimieren, der Verschließer in der Produktionslinie aber ungenau ist und nur 12 in-lbs liefert, liegt die Auskleidung im Wesentlichen auf der Flasche auf und versiegelt sie nicht. Nach 24 Stunden sinkt das Restdrehmoment auf nahezu Null. Wenn dann noch die Vibrationen eines Lieferwagens hinzukommen, ist eine katastrophale Leckage eine mathematische Gewissheit.
Die systemtechnische Lösung
Viele kleine und mittlere Unternehmen (KMU), Lohnverpacker und Hersteller hochwertiger Tiernahrung investieren viel in hochwertige Induktionsfolien, um ihre pulver-, granulat- oder nasspastösen Produkte zu schützen. Dennoch leiden sie weiterhin unter lähmenden Rücklaufquoten aufgrund von Leckagen. Die versteckte Ursache liegt fast immer in der Ausrüstung: Sie verlassen sich auf herkömmliche, mechanische Reibungskupplungs-Verschließmaschinen, die aufgrund von Abnutzung und Verschleiß ein sehr uneinheitliches Drehmoment liefern.
Als Hersteller mit mehr als 18 Jahren Erfahrung im Verpackungsmaschinenbau hat Lihua Produktionslinien in mehr als 100 Ländern auditiert. Unsere empirischen Daten beweisen eine klare Realität: Echte hermetische Integrität hängt 30% vom Material der Auskleidung und 70% von der Präzision der Ausrüstung ab.
Unsere intelligenten servogesteuerten Verschließ- und Versiegelungslösungen bestehen aus CNC-gefrästen Kernkomponenten, die mit einer erstaunlichen Toleranz von 2μm (Mikrometer) arbeiten. Durch die Integration fortschrittlicher Servomotoren überwachen und korrigieren die Geräte die Rotationskraft dynamisch und in Echtzeit. Das bedeutet, dass das auf die PTFE- oder Folienauskleidung ausgeübte Abwärtsdrehmoment bei der Verarbeitung von hochflüchtigen, feinen Proteinpulvern (bei denen die Staubkontrolle von größter Bedeutung ist) oder dickflüssiger, feuchter Tiernahrung bis auf die Kommastelle genau dasselbe ist - bei Flasche Nummer 1 genauso wie bei Flasche Nummer 10.000.
Dieser Grad an automatisierter Präzision beseitigt die durch mechanisches Verrutschen verursachten "falschen Dichtungen" und schneidet logistische Lecks im elektronischen Handel an der Quelle ab. Bevor Sie auf ein wesentlich teureres Verbrauchsmaterial aufrüsten, sollten Sie unbedingt Ihre mechanische Anbringungskraft überprüfen.
Bottle Neck Finish und Integrität der Landfläche
Selbst bei perfektem Drehmoment und erstklassigen Materialien wird eine Dichtung versagen, wenn der Behälter selbst strukturell beeinträchtigt ist. Der Fokus muss sich von der Kappe auf die Fertigungstoleranzen der Landfläche der Flasche verlagern. Die Breite dieser Dichtungsfläche ist von entscheidender Bedeutung. Wenn der Rand zu schmal ist, wirkt das enorme Drehmoment, das nach unten wirkt, wie ein stumpfes Messer, das direkt durch das Auskleidungsmaterial schneidet, anstatt es zu komprimieren.
Ebenso verhängnisvoll sind Fehler beim Spritzgießen, die als Trennungslinie. Wenn die beiden Hälften einer Kunststoffflaschenform zusammenkommen, entsteht eine mikroskopisch kleine Naht. Wenn die Form abgenutzt oder das Verfahren schlecht kalibriert ist, ragt ein Grat aus überschüssigem Kunststoff (Grat) über den Landbereich hinaus. Kein noch so hohes Drehmoment und keine noch so dicke Auskleidung kann diese scharfe physische Barriere ausgleichen. Es entstehen mikroskopisch kleine Kapillarkanäle direkt in der Versiegelungszone. Der Versuch, eine Flasche mit einer starken Trennlinie zu versiegeln, ist so, als würde man versuchen, ein zerklüftetes, gebrochenes Stahlrohr mit einem flachen Schwamm zu verstopfen; die Flüssigkeit wird immer durch die Kanäle wandern und entweichen.
Umweltstress: Navigieren mit ISTA-6 und Höhenänderungen
Die moderne E-Commerce-Lieferkette ist der ultimative Stresstest für Cap-Liner. Wenn ein Produkt über Plattformen wie Amazon verkauft wird, muss es die brutalen Realitäten überstehen, die in den Amazon ISTA-6 Prüfnormen. Dieser Rahmen simuliert schwere Stürze, multidirektionale Vibrationen und die chaotischen Auswirkungen von automatischen Sortieranlagen.
Abgesehen von physischen Traumata sind Druckunterschiede in der Umgebung ein stiller Killer für Dichtungen. Wenn eine versiegelte Flasche per Luftfracht versandt oder über hochgelegene Gebirgspässe (wie die Rocky Mountains) transportiert wird, sinkt der äußere atmosphärische Druck erheblich. Nach dem Boyle'schen Gesetz dehnt sich die eingeschlossene Luft im Kopfraum der Flasche aggressiv aus. Diese sich ausdehnende Luft übt einen immensen hydraulischen Druck nach oben auf die Verschlussauskleidung aus.
Bei diesen extremen Unterdrucksituationen liegt die Überlebensrate von Standard-Haftfolien praktisch bei Null; der Innendruck drückt den Klebstoff einfach von der Landfläche ab. Um Höhenveränderungen zu überstehen und die ISTA-6-Vorschriften einzuhalten, müssen Markenhersteller eine Schutzmaßnahme entwickeln, bei der entweder Hitze-Induktions-Foliendichtungen (die molekular mit der Flasche verschweißt werden) oder außergewöhnlich dicke Schaumstoffauskleidungen (F217) verwendet werden, die unter hochpräzisen, mechanisch gesicherten Drehmomenteinstellungen komprimiert werden, um ein ausreichendes Formgedächtnis zu bieten, das dem internen Druckanstieg standhält.
Einführung eines standardisierten Rahmens für Linertests
Die Auswahl des richtigen Liners auf der Grundlage der Theorie ist nur die erste Hälfte der technischen Gleichung. Bevor eine Massenbestellung von Verschlüssen und Linern aufgegeben wird, müssen die Verpackungseinrichtungen ein strenges, datengesteuertes Standardverfahren (SOP) zur empirischen Validierung der Dichtung einführen. Ein professioneller Testrahmen sollte die folgenden drei Validierungsprotokolle für einen geschlossenen Kreislauf umfassen:
- Vakuumkammer-Dichtheitsprüfung: Um die Umweltbelastungen zu simulieren, denen Logistik und Luftfracht in großen Höhen ausgesetzt sind, werden die Proben in einem speziellen Vakuum-Exsikkator in Wasser getaucht. Es wird ein Vakuum erzeugt (in der Regel auf 15-20 inHg). Wenn die Dichtung nicht perfekt ist, entweicht die sich ausdehnende Luft in der Flasche durch die Auskleidung und erzeugt einen sichtbaren Blasenstrom. Dadurch lassen sich mikroskopisch kleine Fehler sofort erkennen.
- Prüfung der Drehmomentrückhaltung: Damit wird die langfristige Funktionsfähigkeit des elastischen Gedächtnisses des Liners gegen Materialkriechen getestet. Die Verschlüsse werden mit einem kalibrierten digitalen Drehmomentmessgerät mit einem bestimmten Anzugsmoment angebracht. Die Flaschen werden in einer temperaturgeregelten Umgebung gelagert. Nach 24 Stunden und erneut nach 48 Stunden wird das Abziehdrehmoment gemessen. Ist die Zerfallskurve zu steil (das Drehmoment sinkt gegen Null), ist das Auskleidungsmaterial zu weich oder kriecht zu schnell für diese spezielle Verschlussgeometrie.
- Falltest (hydraulischer Schock): In Anlehnung an die ISTA-6-Parameter werden gefüllte Flaschen aus einer bestimmten Höhe auf unnachgiebige Oberflächen (z. B. Beton) in einem bestimmten Winkel (von unten, von der Seite und mit dem Deckel nach unten) fallen gelassen. Wenn eine mit Flüssigkeit gefüllte Flasche auf ihrem Deckel landet, erzeugt die Flüssigkeit einen massiven, sofortigen hydraulischen Hammereffekt gegen die Auskleidung. Bei diesem Test wird geprüft, ob die Auskleidung den Stoß absorbieren kann, ohne zu reißen oder aus dem Gewinde des Deckels herausgedrückt zu werden.
Verpackungsintegrität ist eine exakte Wissenschaft, kein Glücksspiel. Selbst wenn eine Einrichtung nicht über teure Vakuumkammern oder digitale Drehmomentmessgeräte verfügt, ist die Durchführung eines grundlegenden Inversionstests - die gefüllten und mit einem Drehmoment versehenen Flaschen werden mindestens 48 Stunden lang kopfüber auf Löschpapier gelegt - eine unverzichtbare Grundvoraussetzung. Durch die Implementierung dieser Validierungsprotokolle wird sichergestellt, dass Ihre theoretische Materialauswahl in der Lagerhalle zu absoluter kommerzieller Zuverlässigkeit führt.



