Die Technologie zur Metalldetektion bei Lebensmittelverpackungen deckt ein breites Spektrum an Materialien ab, wie z. B. flexible Kunststoffe, Pappkartons, metallisierte Folien und starre Behälter. Verpackungsingenieure müssen das Prüfverfahren und die Technologie auf die einzigartigen physikalischen Eigenschaften jeder einzelnen Verpackung abstimmen, um hohe Lebensmittelsicherheitsstandards zu gewährleisten. Bei der Inspektion von nichtleitenden Materialien wie Standard-Kunststoffbeuteln ist eine einfache elektromagnetische Kalibrierung erforderlich, um die grundlegenden Anforderungen festzulegen. Mit der zunehmenden Präsenz von Metallkomponenten in konformen Verpackungen steigt auch die Komplexität des Prüfverfahrens.
Die Komplexität des Prüfverfahrens ist natürlich bei starren Metallbehältern am stärksten ausgeprägt. Eine grundlegende Konservierung paradox bei der Metalldetektion in Lebensmittelverpackungen: der direkte operative Konflikt zwischen elektromagnetischen industriellen Metalldetektoren und den Metalldosen, die sie kontrollieren sollen.
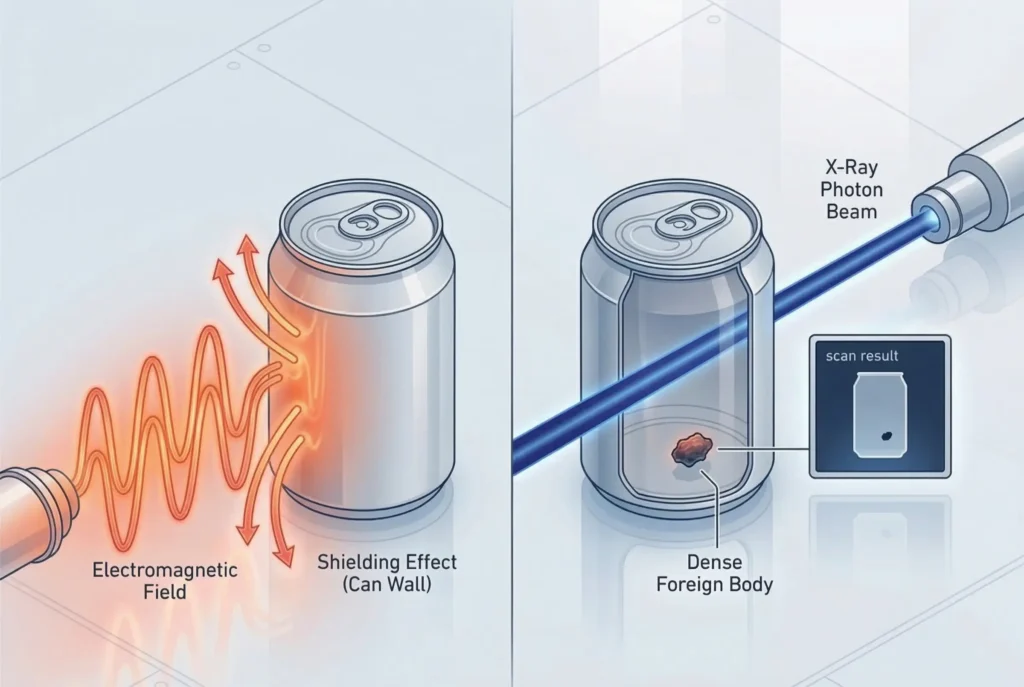
Die meisten Lebensmittelverpackungsunternehmen setzen ein Inspektionssystem ganz am Ende der Produktionslinie ein, wo das System die fertige, versiegelte Verpackung scannt. Wenn wir eine solche Logik in einer Dosenlinie verwenden, geht uns eine Technologie verloren. Die Dose selbst erzeugt ein enormes Produkteffektsignal, ein Signal, das entsteht, wenn ein Kunde oder eine andere Person von außen mit dem Produkt interagiert, und das die sensorische Basislinie der Maschinen völlig überlagert, weshalb die Geräte alle internen physikalischen Verunreinigungen ignorieren, die das externe elektromagnetische Feld abschirmen. Es ist unmöglich, versiegelte Metalldosen mit elektromagnetischen Spulen zu prüfen, da dies den Gesetzen der Physik widerspricht. Aus diesem Grund beschränken wir uns in diesem Artikel auf den Abbau der komplexesten Herausforderung in der Lebensmittelindustrie, nämlich die Entwicklung einer Konservenfabrik, die über ein funktionsfähiges, konformes und wirtschaftlich ausgewogenes Qualitätskontrollsystem verfügt, um kostspielige Rückrufaktionen zu verhindern.
Kontaminanten und Detektortypen
Zuverlässige Erkennungssysteme stehen in direktem Zusammenhang mit einer genau definierten Liste von Metallverunreinigungen, die nach Typ gruppiert sind, sowie mit den Konfigurationen der Sensoren. Bei der Lebensmittelverarbeitung erzeugen die verschiedenen Verunreinigungen aufgrund der unterschiedlichen metallurgischen Zusammensetzung der Metallarten unterschiedliche Signalstärken.
| Schadstoff-Kategorie | Magnetische Permeabilität | Elektrische Leitfähigkeit | Schwierigkeit der Erkennung | Gemeinsame Produktionsquellen |
| Eisenhaltig (Eisen, Stahl) | Hoch | Hoch | Niedrigste | Rost, Bolzen aus Kohlenstoffstahl, Standard-Maschinenbauteile. |
| Nichteisenmetalle (Aluminium, Kupfer, Messing) | Null | Hoch | Mäßig | Drahtabschnitte, Fragmente von Aluminiumfolie, Messingbeschläge. |
| Rostfreier Stahl (Austenitische Sorten 304, 316) | Null / Vernachlässigbar | Niedrig | Höchste | Schneidemesser, Verarbeitungssiebe, Verschleißteile, Pumpenlaufräder. |
Austenitischer rostfreier Stahl ist das größte Problem für Lebensmittelverarbeiter. Da er keine magnetischen Eigenschaften und eine geringe Wärmeleitfähigkeit hat, erzeugt er die geringste Signalamplitude im Detektionsfeld. Eine ausreichende Erkennung von rostfreiem Stahl erfordert eine maximale Kalibrierung des Detektionsgeräts in Kombination mit der kleinsten Öffnung, um winzige Metallpartikel zu erfassen.
Verschiedene Stufen des Lebensmittelherstellungsprozesses erfordern unterschiedliche Formfaktoren der Ausrüstung, wobei verschiedene Arten von Metalldetektoren untersucht werden.
| Konfiguration des Detektors | Anwendungspunkt | Typischer Produktzustand | Ausrichtung der Inspektion |
| Förderer / Tunnel | Nach dem Verpacken oder rohes Schüttgut | Feste Gegenstände, diskrete Verpackungen, Kartons | Horizontaler Transport auf einem Förderband |
| Pipeline | Vorverarbeitung, Pumpstationen | Flüssigkeiten, Schlämme, Pasten, Fleischemulsionen | Flüssigkeitsstrom unter Druck |
| Schwerkraft Fall / Kehle | Vorverpackungen, über Füllstoffe | Trockene Schüttgüter in Form von Pulvern, Granulaten, diskreten festen Stücken | Vertikaler freier Fall |
Standard-Fördersysteme sind für Kunststoff- oder Papierverpackungen ausgelegt. Bei Konservenlinien beispielsweise sind bestimmte Konfigurationen erforderlich, um die abschirmende Wirkung des letzten Behälters zu vermeiden und die Produktsicherheit zu gewährleisten.
Bewährte Inspektionslösungen für Lebensmittelkonserven
Um die physischen Hindernisse beim Scannen von Stahlbehältern zu überwinden und Sicherheitsrisiken zu bekämpfen, müssen Anlagenbauer verschiedene Kontrollstrategien wählen. Welche Methode die richtige ist, hängt vom Zustand des Produkts, der Art des Lebensmittels, den Erkennungsanforderungen und dem verfügbaren Budget ab. Für Konservenlinien gibt es zwei mögliche Systeme, die eine entscheidende Rolle bei der Aufrechterhaltung der Verbrauchersicherheit spielen.
Post-Verpackung: Röntgeninspektionssysteme
Wenn Ihre Betriebsrichtlinie eine Inspektion nach dem Versiegeln des Containers vorschreibt, muss Ihre Einrichtung Röntgeninspektionstechnologie einsetzen, um das Endprodukt zu prüfen. Röntgensysteme arbeiten nicht mit elektromagnetischen Feldern. Vielmehr verwenden sie einen Strahl hochenergetischer Photonen, die durch den Behälter auf eine lineare Diodenanordnung projiziert werden, die die Photonen misst, wenn sie absorbiert oder nicht absorbiert werden.
Bei gleichmäßiger Dicke der Dosenwand stellt die Systemsoftware ein schwarz-weißes Grundbild ein. Das Vorhandensein eines dichten Fremdkörpers, z. B. eines Stahlsplitters, eines Steins, von Glasscherben oder eines verkalkten Knochens, absorbiert Röntgenstrahlen stärker als die umgebenden Lebensmittel und die Dose. Folglich wird dieser als dunkler Fremdkörper angesehen und führt zur Aktivierung des Ausscheidungsmechanismus, der das kontaminierte Produkt isoliert. Im Vergleich zu allen anderen verfügbaren Techniken stellen Röntgensysteme die sicherste und zuverlässigste Methode der Doseninspektion am Ende der Produktionslinie dar. Es handelt sich um teure Röntgensysteme, die die Einhaltung strenger Strahlenschutzprotokolle erfordern und eine Kühlung der Generatorkomponenten vorsehen.
Vor-Verpackung: Schwerkraft-Falldetektoren
Die Inspektionsphase für Konservenlinien ist am effizientesten, genauesten und kostengünstigsten, wenn sie vor dem Verpackungsprozess stattfindet. Bei dieser Methode werden die kritischen Kontrollpunkte in die Phase der Massenverarbeitung verlagert. Metalldetektoren für Lebensmittel werden in den vertikalen Produktfluss direkt vor der Abfüllmaschine integriert, um Rohstoffe und Zutaten zu scannen.
Bei der Inspektion von Schüttgut im freien Fall wird die abschirmende Wirkung der Metalldose vollständig umgangen. Darüber hinaus verwenden Freifalldetektoren runde oder schmale rechteckige Detektionsöffnungen; je kleiner die Öffnung, desto unempfindlicher der Detektor. Je kleiner die Öffnung, desto unempfindlicher ist der Detektor. Wenn also Schüttgut durch kleinere Kanäle als durch größere Förderöffnungen fällt, wird eine kleinere Detektionsöffnung verwendet. Diese kleinere Öffnung führt zur Erkennung kleinerer Metallfragmente.
Integration von Detektoren vor dem Abfüllprozess
Um mit einem Freifalldetektor zuverlässig detektieren zu können, ist ein genaues Verständnis der Funktionsmechanik erforderlich. Der Metalldetektor darf nicht über dem Füller platziert werden, sondern muss integral und logisch mit dem vorgeschalteten Dosiergerät, in der Regel einer Mehrkopfwaage oder einem Schneckendosierer, verbunden sein. Die physikalische Konnektivität bestimmt also die Grundstabilität des Detektionsfeldes.
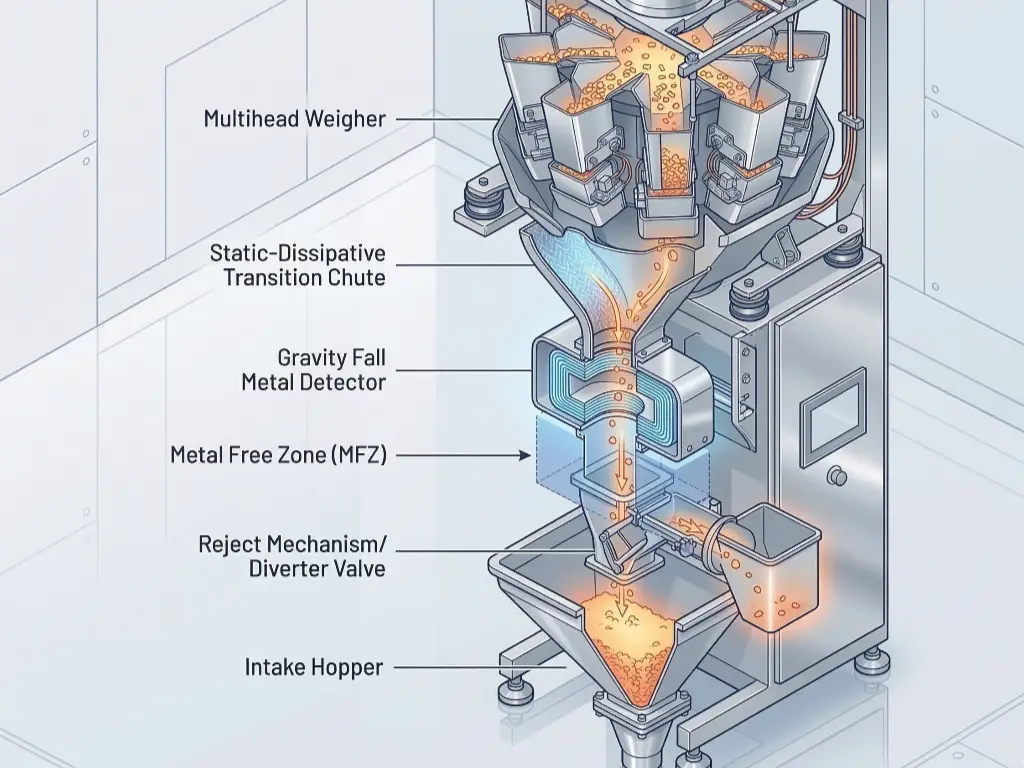
Die Übergangsrutschen steuern die Bewegung des Produkts, wenn es aus dem Wiegebehälter freigegeben wird und seine Reise zur Detektoröffnung beginnt. Die Rutschen bestehen aus lebensmittelechtem Kunststoff, nicht aus Metall, und werden in der Regel aus statisch ableitfähigem ultrahochmolekularem Polyethylen (UHMW) oder bestimmten Verbundstoffen hergestellt. Bei der Bewegung von trockenen Schüttgütern über eine Rutsche entsteht Reibungselektrizität. Wenn normale isolierende Kunststoffe verwendet werden, baut sich statische Elektrizität auf und entlädt sich an dem geerdeten Metallrahmen. Dieser statische Lichtbogen erzeugt eine breitbandige Radiofrequenz. Der Detektor erkennt die Funkfrequenz und sorgt dafür, dass die Lebensmittel grundlos zurückgewiesen werden. Mit einer guten Erdung der Übergangsschächte und der Verwendung von statisch ableitenden Materialien kann ein ruhiger und ununterbrochener Transport der Produkte durch den Produktionsprozess gewährleistet werden.
Bei Metalldetektionssystemen ist es sehr wichtig, dass sie mechanisch isoliert sind. Alle vorgelagerten Geräte, wie z. B. Mehrkopfwaagen, haben Radialförderer und Schrittmotoren, die ständige hochfrequente Vibrationen erzeugen. Wenn ein Metalldetektor ohne Isolierung direkt an einem Waagenrahmen montiert ist, werden die mechanischen Schwingungen des Rahmens auf den Suchkopf des Detektors übertragen. Diese Vibrationen verursachen winzige Bewegungen der in Harz eingegossenen Kupferspulen im Detektorkopf, und es kommt zu einem falschen Signal. Zur Befestigung des Metalldetektors müssen die Ingenieure spezielle vibrationsisolierende Halterungen aus Elastomer verwenden. Außerdem muss die metallfreie Zone (MFZ) eingehalten werden, um eine Metallkontamination zu verhindern. Innerhalb der MFZ dürfen sich keine beweglichen Metallteile wie Wägebehältertüren, Zylinderstangen usw. befinden, da die Bewegung dieser Teile das Magnetfeld stören würde.
Der letzte mechanische Teil wird als Ausscheidemechanismus bezeichnet. In einem Schwerkraft-Fall-System hat das Produkt aufgrund der Schwerkraft eine hohe Geschwindigkeit, und das Ausscheidungsventil muss sich innerhalb von Millisekunden öffnen. Der Mechanismus ist mit einer ausfallsicheren Konfiguration versehen. Es ist ein kontinuierlicher elektropneumatischer Druck erforderlich, um den Mechanismus in der "Akzeptanz"-Position zu halten. Fällt der Luftdruck ab, fällt das Ventil in die Position "Ausscheiden" und verhindert so, dass ungeprüfte Produkte in die Abfüllmaschine gelangen und die Lebensmittelsicherheit gefährden.
Software-Parameteranpassungen für optimale Genauigkeit
Die Integration der Hardware markiert den unteren Rand des Funktionskontinuums, während die Netzwerkkommunikation die tatsächliche Betriebseffizienz des Systems bestimmt. Auch wenn ein Falldetektor und eine Mehrkopfwaage in der Produktionslinie unabhängig voneinander funktionieren, müssen sie im Gleichschritt und mit präziser Synchronität arbeiten. Wenn der von den Softwareparametern gesteuerte Produktfluss nicht mit dem Durchflussdetektor übereinstimmt, wird dieser entweder mehr als nötig aussortieren, oder er kann Chargen mit metallischen Verunreinigungen nicht aussortieren.
Um dies zu erreichen, sollten die Bediener die Parameter des Dosiersystems und des Inspektionssystems anpassen.
| Parameter | Standort des Systems | Funktion | Auswirkungen auf die Erkennung | Optimale Einstellungsstrategie |
| Zielgewicht | Mehrkopfwaage | Auf das erforderliche Mindestgewicht einstellen, um ein kompaktes, dichtes Produktbündel zu erhalten. | Schwankungen verändern die Schüttdichte, verschieben den Phasenwinkel des Produkteffekts und führen zu falschen Rückweisungen. | Halten Sie strenge Abweichungsgrenzen ein. Kalibrieren Sie den Detektor neu, wenn sich das Zielgewicht um >10% ändert. |
| Linear Vibrator Amplitude | Mehrkopfwaage | Steuert die Intensität der Futterschalen. | Eine hohe Amplitude führt zu langgestreckten Produkttropfen und verändert das vom Detektor erwartete Geschwindigkeitsprofil. | Zeichnen Sie den genauen physischen Abstand zwischen Eimer und Ventil auf. Kalibrieren Sie die Millisekunden-Verzögerung anhand der Erdbeschleunigung. |
| Abwurfgeschwindigkeit / Verzögerungstimer | Waage & Detektor | Steuert das Öffnen der Schaufel und den Zeitpunkt des Ausschleusens des Ventils. | Die Desynchronisation führt dazu, dass das Ausscheidungsventil zu früh oder zu spät zündet und der Schadstoff nicht erfasst wird. | Auf das erforderliche Mindestgewicht einstellen, um ein kompaktes, dichtes Produktbündel zu erhalten. |
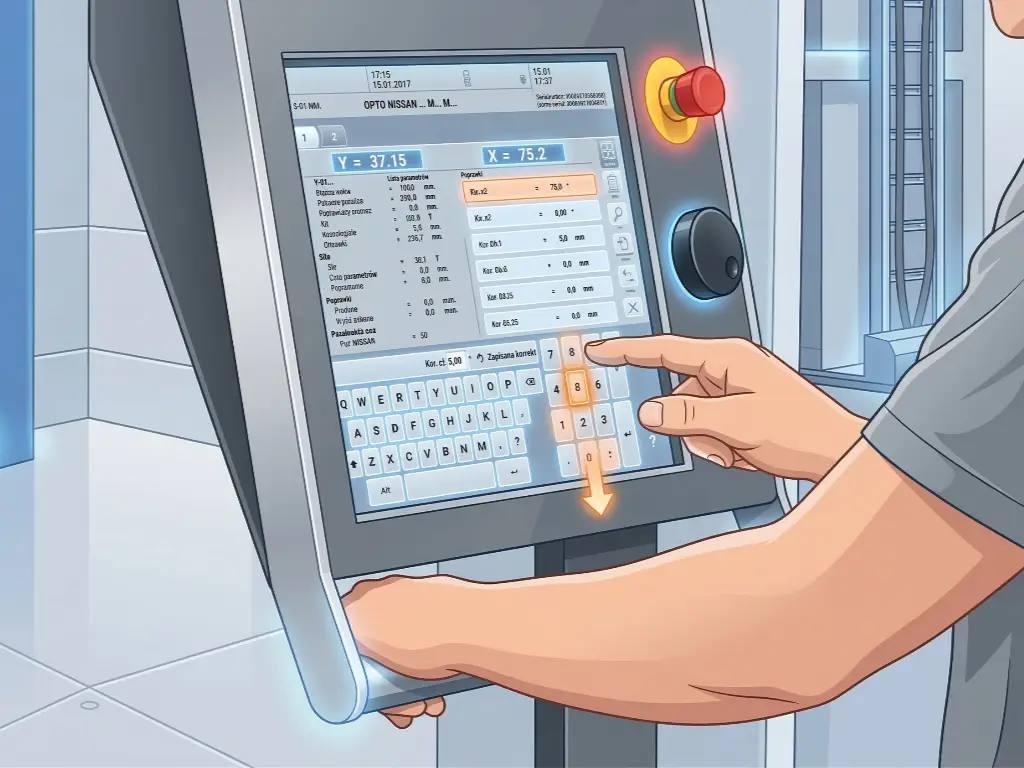
Die Mensch-Maschine-Schnittstelle (HMI) ist der zentrale Controller für die Synchronisierung des Systems. Die Bediener müssen die verschiedenen Einstellungen anpassen, damit das Produktprofil auf seinem Weg durch den Erfassungsbereich einheitlich bleibt.
Das Zielgewicht bestimmt die Gesamtmasse des Produkts, die während eines Zyklus freigesetzt wird. Dies dient zwar in erster Linie der Einhaltung von Verpackungsvorschriften, beeinflusst aber auch die Packungsdichte des Produkts, das durch den Metalldetektor fällt. Eine große Änderung des Zielgewichts verändert auch den "Produkteffekt"; der Metalldetektor sieht das Produkt als mehr oder weniger leitfähig oder magnetisch an, je nachdem, wie viel Produkt sich im Metalldetektor befindet, wenn das Produkt durchläuft. Der Metalldetektor verfügt über einen so genannten digitalen Signalprozessor (DSP), der einen adaptiven Phasenwinkel erzeugt, um den Produkteffekt zu ignorieren. Wenn sich die Masse des Produkts plötzlich ändert, ändert sich der Winkel, und der DSP hält die Zunahme der Masse für eine Verunreinigung. Die Konsequenz, mit der wir uns an ein Zielgewicht halten, bestimmt das Basissignal für die Produktqualität.
Der Parameter Amplitude des Linearvibrators regelt die Stärke der vibrierenden Schalen, die die Produkte in die Wiegebehälter befördern. Die Art der Vibration der Schalen beeinflusst sowohl die Geschwindigkeit als auch die Gleichmäßigkeit der Verteilung der Produkte. Eine zu hohe Einstellung führt dazu, dass die Wägebehälter die Produkte ungleichmäßig erfassen, wodurch ein hohes und breites Tropfenprofil entsteht, das beim Öffnen des Behälters unregelmäßig verläuft. Anstatt dass ein dichtes Bündel von Produkten durch den Detektor fällt, werden die Produkte auseinandergezogen. Die Software im Detektor bestimmt den Zeitpunkt der Ausschleusung anhand der Geschwindigkeit, mit der sich das Produkt voraussichtlich bewegen wird. Wenn der Produktstapel zu weit auseinander liegt, kann es sein, dass das letzte Produkt, das durch den Detektor fällt, die Ausschleusungsfunktion passiert, nachdem diese auf "Akzeptieren" geschlossen hat. Die Einstellung der Amplitude des Linearvibrators sorgt für ein gleichmäßiges und erwartetes Fallen des Produkts und gewährleistet einen proaktiven Ansatz zum Abfangen.
Abwurfgeschwindigkeit regelt, wie schnell und in welcher Reihenfolge sich die Waagschalentüren öffnen. Dies ist der genaue Auslösepunkt für den Beginn des gesamten Prozesses. Beim Öffnen des Wägebehälters wird auch ein Timer aktiviert. Die speicherprogrammierbare Steuerung (SPS) verfolgt das Abwurfsignal. Das System bestimmt auf die Millisekunde genau, wann der Mittelpunkt der Produktmasse den Mittelpunkt des elektromagnetischen Feldes des Metalldetektors durchquert. Dann bestimmt es die notwendige Verzögerung, um das pneumatische Ausscheidungsventil zu öffnen. Wenn die Abwurfgeschwindigkeit geändert wird, ändern sich die Eigenschaften des Mechanismus und damit auch das Beschleunigungsprofil des Produkts. Aus diesem Grund liegt es in der Verantwortung des Bedieners, die Verzögerungszeiten in der Ausschleusungssoftware des Metalldetektors so einzustellen, dass sie jede Änderung der Ausschleusungsgeschwindigkeit berücksichtigen. Durch die Feinabstimmung dieser drei Faktoren werden Fehlalarme und Materialverschwendung aufgrund von Desynchronisation bei der Metalldetektion in Lebensmittelverpackungen vermieden.
Fallstricke bei der Auslegung und Installation von Canning-Leitungen
Bei der Planung von Konservenfabriken kommt es auf Systemdenken an. Die Verschmelzung empfindlicher Inspektionssysteme mit hochentwickelten Industriemaschinen bringt zahlreiche mikro- und makrotechnische Herausforderungen mit sich. Die anfänglichen Layout-Entscheidungen für die Anlage bestimmen die Leistung des Metalldetektionssystems für die gesamte Lebensdauer des Systems und dienen als Grundlage für eine strenge Gefahrenanalyse.
Zuweisung von physischem Platz für Geräte
Die vertikale Konstruktion des Fallwerks für die Vorverpackung erfordert viel Freiraum in der Höhe. Die Planer der Anlage müssen die gesamten vertikalen Stapeltoleranzen berücksichtigen, einschließlich der Entladehöhen des Einlaufelevators, der Mehrkopfwaage, der Übergangsrutschen, des Kopfes des Metalldetektors, der Mechanismen für die Umleitungsventile, des Sammeltrichters und des Einlauftrichters der Dosenfüllmaschine.
Bei der vertikalen Integration übersteigt die Architektur in der Regel die älteren und üblichen Deckenhöhen der Gebäude. Außerdem müssen die Planer Zwischengeschosse aus Baustahl oder Zugangsplattformen um diesen Stapel von Geräten herum anordnen. Das Wartungspersonal benötigt einen angemessenen und stabilen Zugang zu dem Stapel, um den Metalldetektor einzustellen, Standardprüfstücke in der Öffnung zu testen und sanitäre Maßnahmen durchzuführen. Wenn versucht wird, den vertikalen Stapel zu verkleinern, um ihn an eine niedrigere Decke anzupassen, kommt es häufig zu Problemen mit den Rutschenwinkeln, die zu einem fehlenden Produktfluss und instabilen Fallraten führen. Dies wiederum führt dazu, dass das Timing des Ausscheidungsmechanismus nicht stimmt.
Verhinderung elektromagnetischer Interferenzen
Automatisierte Palettierer, Verschließmaschinen und Förderbänder werden in Konservenfabriken eingesetzt und sind mit schweren Motoren ausgestattet. Diese erzeugen eine Menge elektromagnetischer Interferenzen (EMI) und Hochfrequenzstörungen. Metalldetektoren sind darauf ausgelegt, kleinste Veränderungen in einem Magnetfeld zu erkennen, und sind anfällig für externes elektrisches Rauschen, das die Einhaltung von Vorschriften gefährdet.
Ein häufig auftretender Konstruktionsfehler besteht darin, dass die Strom- und Kommunikationsleitungen für den Metalldetektor parallel zu den Hochspannungsleitungen verlegt werden, die die frequenzvariablen Antriebe (VFDs) versorgen. VFDs verwenden bipolare Transistoren mit isolierter Steuerelektrode (IGBTs), um die Antriebsspannung innerhalb von Millisekunden umzuschalten, was eine Menge elektrisches Rauschen erzeugt. Dieses Rauschen führt dazu, dass der Metalldetektor fälschlicherweise auslöst. Bei der Planung der Kabelverlegung zur Kreuzung von Kabeln sollte stets darauf geachtet werden, dass an jedem Kreuzungspunkt ein deutlicher Abstand zwischen den Kabeln vorhanden ist und dass die Kabel wie erforderlich entlang derselben parallelen Achse verlegt werden.
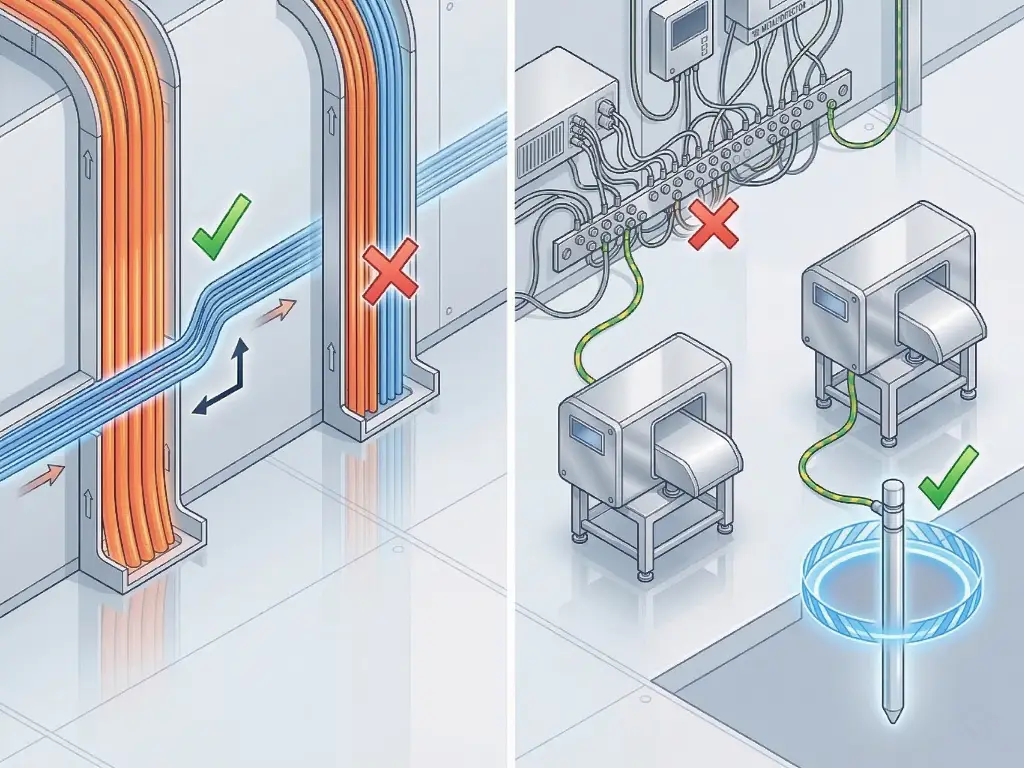
Auch der Metalldetektor benötigt eine "saubere Erde". Wenn der Metalldetektor an dieselbe Erdungssammelschiene wie andere große Verarbeitungsgeräte angeschlossen ist, wird das elektrische Rauschen durch das Erdungskabel zurückgeführt und von den Geräten aufgenommen. Um zu gewährleisten, dass der Metalldetektor störungsfrei funktioniert, ist ein isolierter, spezieller Erdungsstab für das Inspektionssystem sowie für den Metalldetektor erforderlich.
Sichern Sie den ROI Ihrer Verpackungslinie
Die genaue Metalldetektion in einer Dosenlinie ist eine unabdingbare Voraussetzung für die Einhaltung von Betriebsvorschriften und die Sicherheit. Die Verlegung des Inspektionspunkts in die Vorverpackungsphase, die durch einen positiven vertikalen Transfermechanismus ermöglicht wird, löst den inhärenten Widerspruch beim Scannen von Metallbehältern. Der optimale Betrieb des Systems, einschließlich maximaler Erkennungsempfindlichkeit und minimaler Ausfallzeiten, wird durch eine Kombination aus ordnungsgemäßer mechanischer Isolierung, einer starr konstruierten Übergangsrutsche und einer präzisen Softwarekoordinierung des Abwurfmechanismus zum Detektor erreicht.
Dieser architektonische Ansatz erfüllt die strengen Anforderungen der HACCP, GFSIund SQF Audits. Noch wichtiger ist, dass eine präzise Systemintegration die hohe Anzahl falscher Rückweisungen verhindert, die zu einer Verschwendung brauchbarer Produkte führen und die Gewinnmargen schmälern. Ein ordnungsgemäß konfiguriertes System schützt Ihre Verarbeitungshardware, sichert den Ruf Ihrer Marke gegen katastrophale Rückrufe und festigt die Gesamtinvestition in Ihre Verpackungsinfrastruktur.
Die Entwicklung dieser Art von integrierten Systemen erfordert eine spezielle Systemtechnik. Wenn Sie ein neues Layout für Ihre Dosenlinie oder eine Aufrüstung Ihrer Qualitätskontrollsysteme in Erwägung ziehen, können Sie sich an unser Ingenieurteam wenden und sich beraten lassen. Levapack-Ingenieure anrufen für ein optimales Anlagenlayout und Integrationsdesign für Ihre Produktionsziele.



