Aufrüstung Ihrer Verpackungslinie: Lohnt sich das Konduktionssiegeln noch?
In der wettbewerbsintensiven Produktionslandschaft von heute, Gesamtanlageneffektivität (OEE) diktiert die Rentabilität einer Anlage, und die Siegelstation entpuppt sich häufig als kritischer Engpass und Schuldiger für kostspielige Kundenreklamationen. Bei der Aufrüstung von Anlagen stehen Ingenieure und Betriebsleiter vor einem klassischen Dilemma: bei der traditionellen, scheinbar kosteneffizienten "Konduktionsversiegelung" bleiben oder auf Hochgeschwindigkeitsversiegelung umsteigen. Induktionsversiegelung Systeme? Während die Leitfähigkeitsabdichtung aufgrund ihres einfachen mechanischen Prinzips und der geringen anfänglichen Investitionskosten nach wie vor eine starke Position innehat, ändert sich die Bewertungsmatrix drastisch, wenn man den Fokus von der anfänglichen Kaufrechnung auf das reale, fünfjährige Betriebsbuch in der Fabrikhalle verlagert.
Wenn man die maximalen Durchsatzgrenzen, die unerträglichen Stillstandszeiten beim Umrüsten, den Materialausschuss und die intensive manuelle Arbeit, die für die tägliche Wartung erforderlich ist, in Betracht zieht, rechtfertigt dann die Durchführungsdichtung noch ihren Platz in einer modernen, flexiblen Fertigungslinie? In diesem umfassenden technischen Leitfaden werden nicht nur die Standard-Marketingphrasen der Anbieter aufgegriffen, sondern auch die zugrundeliegenden physikalischen Mechanismen der Durchführungsdichtung objektiv analysiert. Wir erforschen die unersetzlichen Vorzüge dieser Technologie, decken ihre fatalen technischen Fallen auf und geben Ihnen die notwendigen Daten an die Hand, um festzustellen, ob diese Technologie immer noch die richtige Lösung für Ihre spezifischen Verpackungsanforderungen ist.
Was ist Konduktionsversiegelung? Den Mechanismus der direkten Wärmeübertragung verstehen
Um eine fundierte Entscheidung in Bezug auf Verpackungsmaschinen treffen zu können, müssen wir zunächst eine klare technische Grundlage schaffen. Die Leitungsverschweißung ist keine proprietäre "Black-Box"-Technologie, sondern eine einfache Anwendung der grundlegenden Thermodynamik. Im Kern beruht die Leitungsverschweißung auf direkter, physikalischer Wärmeübertragung, um eine Polymerschicht zu schmelzen und sie mit der Öffnung eines Behälters zu verbinden.
Die 4 Stufen der Konduktionsversiegelung
Im Gegensatz zu berührungslosen Versiegelungsmethoden erfordert die Konduktion einen absoluten physischen Kontakt zwischen der Maschine und dem Verpackungsmaterial. Der physische Ablauf dieses Vorgangs lässt sich objektiv in vier verschiedene Phasen unterteilen:
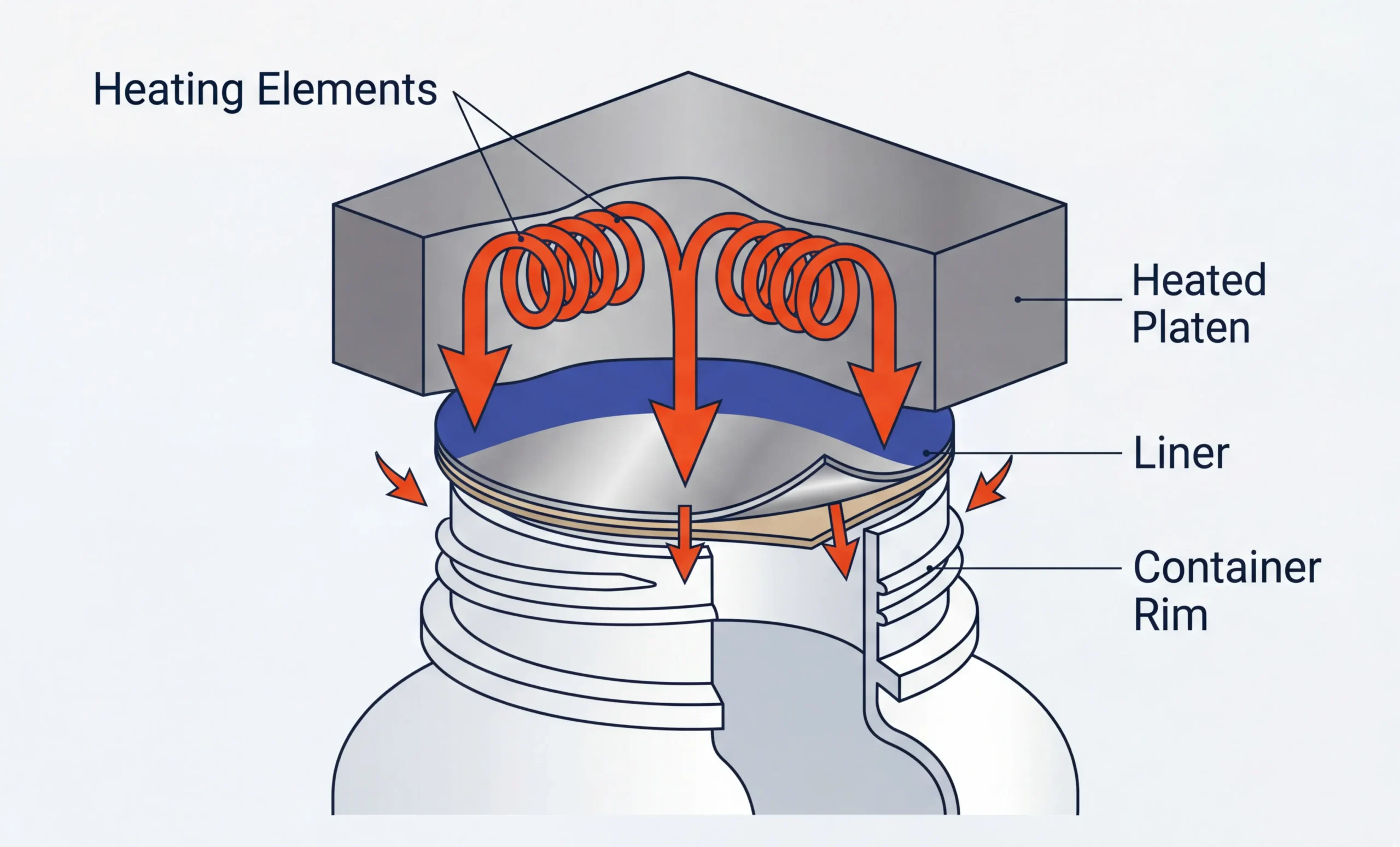
- Wärmeerzeugung: Ein internes elektrisches Heizelement erzeugt kontinuierlich Wärmeenergie, die die Temperatur einer festen Metallplatte auf einen präzisen, vorher festgelegten Sollwert anhebt.
- Physikalische Betätigung: Ein mechanischer oder pneumatischer Zylinder treibt den beheizten Siegelkopf nach unten und drückt ihn fest gegen die Oberseite des Behälters und die Siegelfolie.
- Thermische Übertragung: Die Wärmeenergie geht direkt von der heißen Metalloberfläche aus und dringt durch direkten physischen Kontakt durch die äußeren Schichten des Dichtungsmaterials (z. B. Folie oder Papierunterlage) hindurch.
- Schmelzen und Aushärten von Polymeren: Die Hitze erreicht die untere Heißsiegelpolymerschicht und hebt sie über ihren Schmelzpunkt. Sobald sich der beheizte Kopf zurückzieht, kühlt das Polymer schnell ab und verfestigt sich, wobei es eine hermetische Abdichtung mit der Lippe des Behälters.
Das Verständnis dieses Prozesses verdeutlicht die absolute Notwendigkeit von drei kritischen Variablen, die den Betrieb vorantreiben: Temperatur, Druckund Verweilzeit. Temperatur und Druck sind zwar einigermaßen einstellbar, Verweilzeit-die tatsächliche physikalische Dauer, die der erhitzte Kopf in Kontakt mit der Folie bleiben muss- ist ein unausweichliches physikalisches Gesetz. Da Polymere natürliche Wärmeisolatoren sind, ist die Wärmeübertragung von Natur aus langsam. In den meisten industriellen Anwendungen benötigt ein Durchlaufsiegelgerät eine physikalische Verweilzeit von 1,0 bis 3,0 Sekunden, um eine zuverlässige hermetische Versiegelung zu erreichen.
Um dies in einem vertrauten Alltagsszenario zu veranschaulichen, denken Sie an die Funktionsweise eines handelsüblichen Laminiergeräts im Büro oder an die Verwendung eines Bügeleisens im Haushalt, um einen Aufkleber mit Wärmeübertragung auf ein T-Shirt aufzubringen. Man kann nicht einfach das heiße Bügeleisen auf den Stoff tippen und erwarten, dass sich der Kleber verbindet. Sie müssen das Bügeleisen fest aufdrücken (Druck) und einige Sekunden lang halten (Verweilzeit), damit die Hitze die Schichten durchdringen und den Klebstoff schmelzen kann (Temperatur). Fehlt eines dieser drei Elemente, ist die Klebung nicht erfolgreich. Direkter physischer Kontakt und ausreichend Zeit sind die nicht verhandelbaren Voraussetzungen für eine leitfähige Wärmeübertragung.
Konduktions- vs. Induktionsversiegelung: Ein technischer Kopf-an-Kopf-Vergleich
Die Debatte zwischen Konduktions- und Induktionsversiegelung wird oft auf die vereinfachte Frage reduziert, welche Maschine besser ist. Vom technischen Standpunkt aus betrachtet ist jedoch keine der beiden Technologien von Natur aus im Vakuum überlegen. Der wahre Unterschied liegt darin, wie die jeweiligen Mechanismen der Wärmeerzeugung die geeigneten Anwendungsszenarien bestimmen. Indem wir die Technologie objektiv dekonstruieren, heben wir die Diskussion von den grundlegenden Maschinenspezifikationen auf die Prozessarchitektur auf höchster Ebene an.
Die Mechanismen der Wärmeerzeugung: Externe vs. interne Erwärmung
Der tiefgreifendste Unterschied zwischen den beiden Technologien ist der gerichtete Fluss der Wärmeenergie.
Konduktionsversiegelung (externe Heizung)
Wie bereits erwähnt, ist die Leitung ein "Outside-in"-Prozess. Er stützt sich auf direkte Wärmeleitung. Ein massiver Metallblock wird auf eine hohe Temperatur erhitzt, und diese Hitze wird mit Gewalt durch die oberen Schichten des Verpackungsmaterials gedrückt, bis sie die Klebeschicht an der Unterseite erreicht. Die Wärmequelle befindet sich vollständig außerhalb der Verpackung.
Analogie: Wie das Kochen eines Eies in einer Pfanne. Die Wärme muss langsam durch den Boden nach oben geleitet werden.
Induktionsversiegelung (interne Erwärmung)
Die Induktion hingegen ist ein Prozess, der von innen nach außen verläuft. Sie ist ein vollständig berührungslos Technologie, die eine Elektromagnetisches Feld. Die Magnetwellen durchdringen die Kunststoffkappe unschädlich und induzieren Wirbelströme ausschließlich in der Aluminiumfolienschicht, wodurch die Polymerbeschichtung von innen geschmolzen wird.
Analogie: Es ist vergleichbar mit dem Erhitzen eines Eies in der Mikrowelle. Die Energie regt die Moleküle im Inneren direkt an und führt zu einer schnellen inneren Erhitzung.
Grenzwerte für Produktionsgeschwindigkeit und Linieneffizienz
Da die grundlegenden Mechanismen der Wärmeerzeugung so unterschiedlich sind, bewegen sich ihre jeweiligen Fähigkeiten in einer Hochgeschwindigkeits-Produktionslinie in völlig anderen Bereichen. Die unausweichliche Physik der "Verweilzeit" wirkt wie eine harte Obergrenze für den Durchsatz von Konduktionssystemen.
| Metrisch (Bewertungsmaßstab) | Konduktionsversiegelung | Induktionsversiegelung |
|---|---|---|
| Maximale Liniengeschwindigkeit | Langsam bis mäßig (typischerweise 30 - 60 CPM pro Kopf) | Hoch bis ultrahoch (leicht 100 - 300+ CPM) |
| Kontinuierlicher Betrieb | Intermittent/Stop-and-Go (Erfordert, dass Container für physisches Drücken angehalten werden) | Kontinuierlich/Inline (Container bewegen sich ohne Unterbrechung auf dem Förderband) |
| Aufwärmzeit / Abkühlzeit | Aufwendig (Erfordert mehr als 30 Minuten zum Erhitzen von Schwermetall-Platten) | Sofort (Festkörperelektronik benötigt keine Aufwärmphase) |
Um diese Spezifikationen in die reale Welt der Fabrikmathematik zu übertragen, betrachten Sie eine Anlage, die eine tägliche Quote von 100.000 Flaschen während einer Standard-8-Stunden-Schicht erfüllen soll. Dies erfordert einen kontinuierlichen Durchsatz von etwa 208 Behältern pro Minute (CPM).
Ein Standard-Induktionssiegelgerät kann diese 208 CPM-Anforderung mühelos erfüllen und benötigt dafür etwa ein bis zwei Meter Platz auf dem Förderband. Um die gleiche Leistung mit dem Konduktionsschweißen zu erreichen, kann die Physik der 1,5-Sekunden-Verweilzeit nicht überlistet werden. Die Höchstgeschwindigkeit eines einzelnen Leitungskopfes liegt bei etwa 40 CPM. Um 208 CPM zu erreichen, müsste die Einrichtung daher in ein riesiges rotierendes Konduktionssystem mit mehreren Köpfen und 6 bis 8 einzelnen Siegelstationen investieren. Dies erhöht nicht nur die mechanische Komplexität und die Wartungsanforderungen exponentiell, sondern beansprucht auch eine riesige Menge an sehr teurem Platz in der Fabrik, nur um die Leistung einer einzigen, kompakten Induktionsspule zu erreichen.
Evaluierung des wahren ROI: CAPEX vs. OPEX in Leitungssystemen
Wenn der Finanzabteilung Ausrüstungsoptionen vorgestellt werden, sieht die Leitungsverdichtung auf dem Papier oft unglaublich attraktiv aus. Die Bewertung der Kapitalrendite (ROI) allein auf der Grundlage der Investitionsausgaben (CAPEX) ist jedoch eine gefährliche Falle, die die langfristigen Betriebsverluste in der Fabrikhalle verschleiert. Um die Kosten wirklich zu verstehen, müssen wir die Betriebsausgaben (OPEX) analysieren.
Die Illusion der niedrigen Anfangsinvestitionen (CAPEX)
Es ist eine objektive Tatsache, dass die Basismaschine (das nackte Chassis) eines pneumatischen Einkopf-Konduktionsschweißgeräts erheblich billiger ist als ein wassergekühltes Induktionsschweißsystem. Für ein Start-up oder einen Betrieb, der ein einziges Produkt in geringen Mengen herstellt, ist diese niedrige Einstiegshürde äußerst attraktiv.
Die versteckten Kosten liegen jedoch in dem erforderlichen "Werkzeug-Ökosystem". Die Leitfähigkeitsversiegelung erfordert Kundenspezifische Heizmatrizen. Da der Metallkopf perfekt an den exakten Durchmesser und die Kontur der Behälterlippe angepasst werden muss, um einen gleichmäßigen Druck auszuüben, benötigt jede einzelne Flaschengröße ihren eigenen, präzise CNC-gefrästen Metallverschlusskopf. Außerdem beruht die konstante Betätigung auf komplexen Pneumatische Systeme (Luftkompressoren, Zylinder und Ventile), die aufgrund von mechanischem Verschleiß laufend gewartet, geschmiert und schließlich ersetzt werden müssen.
Die Anschaffung eines Durchlaufsiegelgerätes ist dem Kauf eines billigen Tintenstrahldruckers sehr ähnlich. Der Drucker selbst ist stark subventioniert und preiswert, aber Sie sind gezwungen, für den Rest der Lebensdauer des Geräts sehr teure, proprietäre Tintenpatronen (kundenspezifische Heizblöcke) zu kaufen. Wenn Ihre Produktlinie im nächsten Jahr um fünf neue Flaschenformen erweitert wird, müssen Sie fünf neue kundenspezifische Heizblöcke in Auftrag geben und kaufen.
Der OEE-Killer: Werkzeugwechsel und Aufwärmverzögerungen
Die Kosten für kundenspezifische Werkzeuge sind zwar schmerzhaft, aber sie verblassen im Vergleich zu den verheerenden Auswirkungen, die das Leitungssiegeln auf die Maschinenlaufzeit bei Produktwechseln hat. In der modernen Lohnverpackung oder agilen Fertigung muss eine Anlage möglicherweise mehrmals am Tag die Behältergrößen wechseln.
Lassen Sie uns den Zeitplan für eine standardmäßige Umstellung von Leitungswerkzeugen genau aufschlüsseln:
- Schritt 1: Abkühlung (30 - 45 Minuten). Der vorhandene Metallheizblock hat eine glühende Temperatur von 200°C. Bevor ein Techniker ihn sicher abschrauben und entfernen kann, ohne schwere Verbrennungen zu riskieren, muss die Maschine ausgeschaltet werden, damit die Wärme auf natürliche Weise abgeleitet werden kann.
- Schritt 2: Physischer Austausch von Werkzeugen (10 Minuten). Der Bediener schraubt den alten Kopf ab, richtet die neue kundenspezifische Matrize aus und verriegelt sie in der pneumatischen Baugruppe.
- Schritt 3: Aufwärmen und Stabilisierung (30 Minuten). Die Maschine wird wieder eingeschaltet. Der dichte neue Metallblock muss langsam Wärme aufnehmen, bis der interne PID-Regler bestätigt, dass er sich auf der neuen Zieltemperatur stabilisiert hat.
- Schritt 4: Druckkalibrierung (10 Minuten). Der pneumatische Abwärtshub muss genau auf die Höhe der neuen Flasche und die Dicke der neuen Matrize eingestellt werden, um einen perfekten Druck zu gewährleisten, ohne den Behälter zu zerdrücken.
Dieser Prozess verschlingt routinemäßig zwischen 80 und 95 Minuten reiner Totzeit. Wenden Sie dies nun auf ein Sandkastenszenario in einer Fabrik an: Ein Betrieb hat einen hochflexiblen Zeitplan, der 3 Produktwechsel pro Tag erfordert. Bei Verwendung einer Konduktionsmaschine opfert das Werk täglich über 4 Stunden Produktionszeit, nur weil es darauf wartet, dass das Metall heiß und kalt wird. Wenn die Gesamtkosten der Stillstandszeit (Löhne des Bedieners, Gemeinkosten und entgangener Produktionsgewinn) konservativ auf $500 pro Stunde geschätzt werden, verbrennt diese "billige" Konduktionsschweißmaschine jeden Tag $2.000. Innerhalb weniger Monate stellen die exorbitanten OPEX die anfänglichen CAPEX-Einsparungen durch den Verzicht auf den Kauf einer Induktionsmaschine vollständig in den Schatten.
Container-Kompatibilität: Wenn Konduktion die einzige Wahl ist (und wenn sie scheitert)
Trotz der operationellen Nachteile ist es wichtig zu betonen, dass die Durchführungsdichtung nicht überholt ist. Sie ist nach wie vor eine unverzichtbare Technologie, da sie in bestimmten, sehr spezifischen technischen Szenarien die nur praktikable Lösung. Umgekehrt gibt es Szenarien, in denen die Anwendung der Leitfähigkeitsabdichtung ein Rezept für eine absolute Katastrophe ist.
Der Sweet Spot: Flache Diaphragmen, ungerade Formen und Metallkappen
Da die Induktion auf Magnetfelder und Schraubverschlüsse angewiesen ist, um zu funktionieren, bleibt die Konduktion der unangefochtene Sieger bei Anwendungen, bei denen diese Voraussetzungen nicht gegeben sind. Der absolute Bereich der konduktiven Versiegelung umfasst:
- Flachmembran-Dichtung (ohne Kappe): Das klassischste Beispiel ist der Joghurtbecher, die Einzelportionskaffeekapsel oder die Instantnudelschale. Es gibt keinen Schraubverschluss, der die Folie während der Induktion festhält. Hier ist Konduktion gefragt, denn die erhitzte Matrize drückt die vorgestanzte Folie direkt auf den Rand des blanken Behälters.
- Total Metallverschlüsse: Wenn Ihr Produkt einen massiven Stahl- oder dicken Aluminiumdeckel hat, wird die Induktionsversiegelung physisch unmöglich. Die Metallkappe absorbiert das elektromagnetische Feld, wodurch die Kappe selbst überhitzt wird und möglicherweise das Gewinde schmilzt, während das Magnetfeld die Auskleidung im Inneren nicht erreicht. Die einzige Möglichkeit, Wärme durch einen Metallverschluss zu leiten, ist die Konduktion.
- Nicht-runde und extrem ungerade Formen: Induktionsspulen erzeugen gleichmäßige kreisförmige oder elliptische Magnetfelder. Wenn Sie einen komplexen quadratischen Behälter mit scharfen Ecken oder eine einzigartig geformte Flasche versiegeln, verteilen sich die Wirbelströme nicht gleichmäßig, was zu kalten Stellen und Lecks an den Ecken führt. Leitfähigkeitsdüsen können präzise bearbeitet werden, um jedem geometrischen Profil perfekt zu entsprechen.
Wenn Sie in einem Supermarkt hochwertige Starbucks-Kaffeeflaschen aus Glas mit Weißblechverschlüssen oder einzigartig geformte gekühlte Salatschüsseln mit Folienversiegelung sehen, beobachten Sie die notwendige Anwendung der Konduktionstechnologie.

Die Glaslippentoleranzfalle (Rigid-to-Rigid-Herausforderungen)
Es gibt jedoch einen schwerwiegenden blinden Fleck in der Technik, der in Broschüren selten angesprochen wird: Die Gefahr des "Rigid-to-Rigid-Kontakts". Dies ist besonders verheerend, wenn versucht wird, eine Durchgangsversiegelung auf Glasbehältern zu verwenden.
Bei der Glasherstellung ist keine Flasche vollkommen makellos. Die "Oberfläche" (die obere Dichtungslippe des Glasgefäßes) enthält von Natur aus mikroskopische Wellen und Maßtoleranzen - winzige Hügel und Täler, die Bruchteile eines Millimeters messen. Wenn eine perfekt flache, starre Stahlform auf eine starre, leicht unebene Glaslippe drückt, stellen die Gesetze der Physik ein schreckliches Dilemma dar.
Wenn der pneumatische Druck zu niedrig eingestellt ist, kommt das starre Metall nur mit den "Hügeln" der Glaslippe in Kontakt und lässt die "Täler" unberührt. Das Ergebnis ist eine unzureichende Wärmeübertragung, unvollständiges Schmelzen und mikroskopisch kleine Kanäle, die sofort zu Mikrolecks und Verderb führen. Erhöht der Bediener dagegen den pneumatischen Druck und versucht, das Metall flach gegen das unebene Glas zu drücken, um diese Lücken zu schließen, übersteigt die starre Kraft leicht die strukturellen Grenzen des Behälters, was zu einem katastrophalen Glasbruch direkt auf der Produktionslinie führt. Da die Leitfähigkeit eine immense physische Kraft erfordert, ist sie von Natur aus für Behälter mit geringer Maßtoleranz ungünstig.
Parameter-Kontrolle: Optimierung des Dichtungsfensters für null Mikrolecks
Wenn Ihr spezifisches Produktprofil - z. B. ein Dessertbecher ohne Deckel oder ein Produkt mit einem Metalldeckel - vorschreibt, dass die Leitungsverschweißung Ihr einziger Weg nach vorn ist, hängt das Überleben von der Beherrschung der schwierigen Kalibrierung der Maschine ab. Die Einrichtung eines zuverlässigen Prozesses erfordert ein tiefes Verständnis des Polymerverhaltens und der thermischen Dynamik.
Das Goldene Dreieck im Gleichgewicht: Zeit, Temperatur und Druck
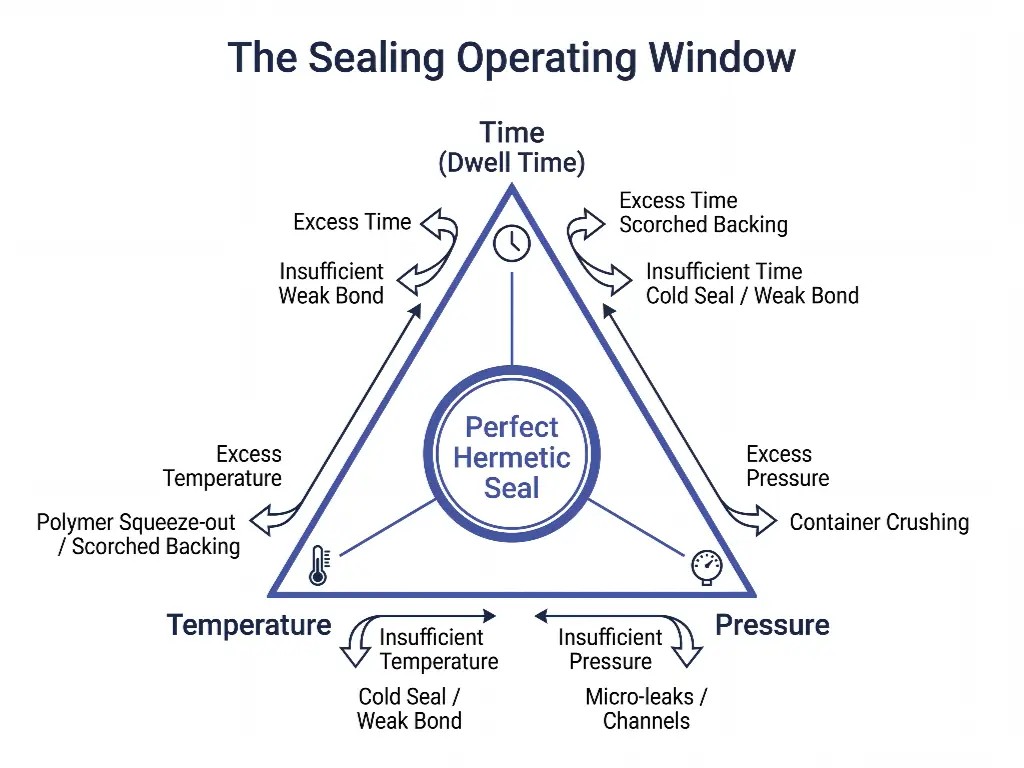
In der Verpackungstechnik bezeichnen wir den akzeptablen Bereich der Maschineneinstellungen als "Betriebsfenster". Bei der Durchlaufsiegelung wird dieses Fenster durch das enge Zusammenspiel von Zeit, Temperatur und Druck definiert. Diese drei Parameter sind untrennbar miteinander verbunden; man kann einen Parameter nicht verändern, ohne einen anderen auszugleichen.
Ein häufiger Fehler, der von unerfahrenen Bedienern gemacht wird, ist der Versuch, die Produktionsgeschwindigkeit künstlich zu erhöhen (Verringerung der Verweilzeit), indem man einfach den Temperaturregler höher dreht. Dies führt zu einem starken Ungleichgewicht der Parameter. Die Klebstoffschicht schmilzt zwar schneller, aber die übermäßige Hitze führt häufig zu einer "verbrannten Rückseite", d. h. zum Verbrennen der oberen Papier- oder Polymerschicht des Trägermaterials, wodurch die Barriereeigenschaften zerstört werden und ein verbranntes Aussehen entsteht. Darüber hinaus führt eine zu hohe Temperatur in Verbindung mit hohem Druck zu einem "Squeeze-out", bei dem das flüssige Polymer gewaltsam zwischen der Lippe und der Folie herausgedrückt wird, wodurch unsaubere Stränge entstehen, die die Werkzeugform verunreinigen und zu schwachen, brüchigen Dichtungen führen.
Umgekehrt führt eine unzureichende Temperatur oder ein unzureichender Druck zu "Kaltsiegeln", bei denen das Polymer lediglich klebrig wird, sich aber nicht mit dem Behältermaterial vernetzt, so dass sich das Siegel ohne Widerstand abziehen lässt. Um das goldene Dreieck zu finden, sind geduldige, empirische Tests für jede einzelne neue Charge von Verpackungsmaterialien erforderlich.
Anpassung der Auskleidungsmaterialien an die Wärmequelle
Die Art der Siegelfolie, die Sie kaufen, ist genauso wichtig wie die Maschine selbst. Da die thermischen Gradienten völlig unterschiedlich sind, müssen Sie sicherstellen, dass die Materialien Ihrer Dichtungsbahnen ausdrücklich für die Wärmeleitung ausgelegt sind.
Die verschiedenen Polymere haben sehr unterschiedliche Schmelzpunkte. Polyethylen (PE) schmilzt relativ leicht, während Polypropylen (PP) und Polyethylenterephthalat (PET) eine wesentlich höhere Wärmeenergie benötigen. Eine wichtige Warnung für Beschaffungsteams: Gehen Sie nie davon aus, dass Sie übrig gebliebene Induktionsversiegelungsfolien in einer Konduktionsmaschine verwenden können. Induktionsfolien sind so konstruiert, dass sie die Wärme von der nach außen abstrahlenden Folienschicht im Inneren absorbieren. Für Konduktionsfolien sind spezielle hitzebeständige Träger erforderlich, die den direkten Kontakt mit einer 200 °C heißen Metallplatte aushalten, ohne zu schmelzen, an der Form zu kleben oder zu reißen. Die Verwendung des falschen Materials führt zu einer sofortigen Verunreinigung der beheizten Platte, so dass die Anlage für umfangreiche Abstreif- und Reinigungsarbeiten angehalten werden muss.
Die Entscheidungsmatrix des Ingenieurs: Die Auswahl der richtigen Technologie für Ihre Anlage
Die "Wenn-Dann"-Entscheidungsmatrix
Letztendlich sollte die Wahl der Dichtungstechnologie nie auf willkürlichen Vorlieben oder Basismaschinenkosten beruhen, sondern auf einer strengen, datengestützten Bewertung Ihrer spezifischen Produktarchitektur und Ihrer betrieblichen Ziele. Um diese komplexe technische Entscheidung zu vereinfachen, verwenden Sie diese Matrix:
- IF Ihre Verpackungen enthalten verschlusslose Behältnisse (Flachmembranen), erfordern Vollmetallverschlüsse oder verwenden extrem unrunde geometrische Formen... THEN Conduction Sealing ist Ihre obligatorische, technisch ausgereifte Lösung.
- IF Ihre Anlage erfordert einen hohen Durchsatz (>100 CPM), erfordert einen kontinuierlichen Inline-Betrieb, verwendet Standard-Schraubverschlüsse aus Kunststoff oder verlangt maximale Energieeffizienz... DANN Induktionsversiegelung ist die unbestrittene erste Wahl.
Als allgemein anerkannte Experten-Faustregel gilt: Wenn Ihr Produktionsplan vorschreibt, dass Ihre Linie mehr als zweimal pro Tag umgerüstet werden muss, oder wenn Ihre Qualitätskontrollstandards eine Fehler-/Leckentoleranz von weniger als 0,1% vorschreiben, sollten Sie sofort die Idee einer traditionellen Einkopf-Leitungsanlage aufgeben und einen umfassenden Induktionssiegelmaschine Einkaufsführer um Ihr Budget auf hochautomatisierte, flexible Produktionslösungen auszurichten.
Es gibt jedoch einen entscheidenden Logiksprung, den viele Betriebsleiter übersehen. Wenn Sie endlos an den Temperatur-, Druck- und Zeitparametern einer einzelnen Siegelstation herumschrauben und dennoch nicht die gewünschte OEE oder Fehlerrate erreichen, liegt das Problem selten an der Siegelmaschine selbst. Der wahre Engpass liegt fast immer in der mangelnden Synchronisation zwischen der vorgelagerten Befüllung und der nachgelagerten Versiegelung. Dies ist besonders kritisch bei hochwertigen Produkten. Wenn Sie empfindliche Pulverprodukte (wie Säuglingsnahrung oder Molkeproteine) verarbeiten, bei denen ein hohes Staubexplosionsrisiko besteht und die eine strenge Restsauerstoffkontrolle erfordern, oder wenn Sie feuchte Lebensmittel (wie Tiernahrung oder Fertiggerichte) verpacken, die eine strenge Sterilisation in der Retorte erfordern, ist es zwecklos, sich mit einer einzelnen Siegelmaschine zu befassen. Diese komplexen Produkte erfordern einen ganzheitlichen Ansatz, der staubdichtes Abfüllen, Vakuum-Stickstoffspülung und hochintegrierte Versiegelung umfasst, die alle perfekt ineinandergreifen.
Sind Sie unsicher, ob Ihr spezieller Behälter Konduktion erfordert oder ob er für Hochgeschwindigkeitsinduktion optimiert werden kann?
Hören Sie auf, mit Ihren Parametern zu raten. Schicken Sie Proben Ihrer Behälter und Materialien an unser Verpackungslabor. Wir führen einen umfassenden, kostenlosen Test der hermetischen Versiegelung durch und erstellen einen Aktionsplan für Ihre Produktionslinie.
Kontakt zu unserem Team


