Die Wahl der geeigneten Verpackungsmethode und Abfülltechnik ist nicht nur eine einfache Geräteanschaffung, sondern eine millionenschwere Kapitalinvestition, die die Gesamtbetriebskosten für die nächsten zehn Jahre bestimmt. Die Heißabfüllung ist eine der beliebtesten Technologien und bildet nach wie vor die Grundlage für bestimmte Produktkategorien, insbesondere für Getränkeprodukte und säurehaltige flüssige Lebensmittel. Im Vergleich zu anderen Konservierungsmethoden bietet sie eine effiziente Möglichkeit, die Haltbarkeit von Produkten zu verlängern und gleichzeitig die Lebensmittelverschwendung zu minimieren. Ihre erfolgreiche Umsetzung erfordert jedoch genaue Kenntnisse der thermodynamischen Konzepte, der Polymerwissenschaft und einer präzisen Kostenmodellierung. Der vorliegende Leitfaden bietet eine detaillierte technische und finanzielle Untersuchung des Heißabfüllprozesses, die es Entscheidungsträgern ermöglicht, die notwendigen Informationen für die Kapazitätsplanung, die Materialauswahl und die Fehlerbehebung in der Produktion zu erhalten.
Was ist Hot Fill Packaging: Prozess und Prinzipien
Als effizientes Heißabfüllverfahren sorgt dieses kommerzielle Sterilisationsverfahren dafür, dass ein heißes flüssiges oder halbflüssiges Produkt auf hohe Temperaturen erhitzt, heiß in einen Behälter gegossen und in kürzester Zeit versiegelt wird. Dabei werden die hohe Hitze und die thermische Energie des Produkts selbst genutzt, um die innere Oberfläche des Behälters und des Verschlusses zu sterilisieren, wodurch die Vermehrung schädlicher Mikroorganismen wirksam verhindert und jedes weitere mikrobielle Wachstum gestoppt wird.
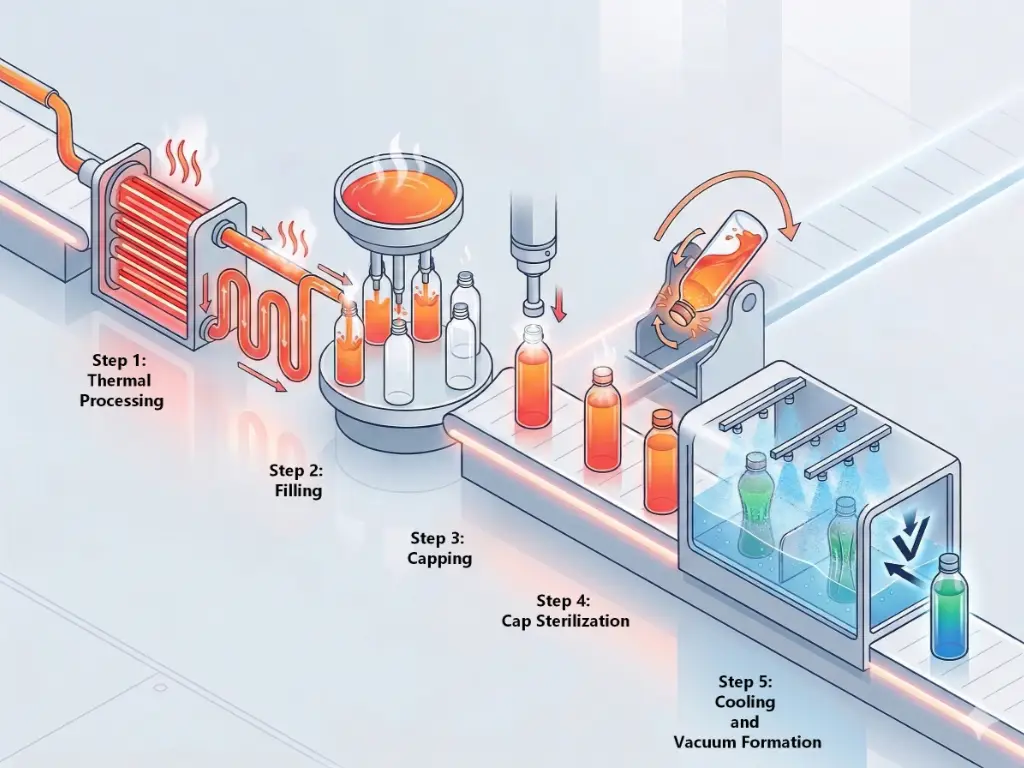
Das herkömmliche Heißabfüllverfahren folgt einem starren, sequenziellen thermodynamischen Ablauf:
- Thermische Verarbeitung (Erhitzung): Das Produkt wird einem Platten- oder Röhrenwärmetauscher zugeführt, der die Temperatur des Produkts schnell auf einen gewünschten Bereich von 82°C bis 95°C (180F bis 205F) anhebt. Eine bestimmte Haltedauer (in der Regel 15 bis 30 Sekunden) wird bei dieser Temperatur gehalten, um sicherzustellen, dass alle schädlichen Mikroorganismen, vegetativen Bakterien und verderblichen Enzyme abgetötet werden.
- Füllung: Das heiße Produkt wird in das Abfüllkarussell gepumpt. Der Fülltopf und die Ventile sind in der Regel mit Rezirkulationsschleifen ausgestattet, um die erforderliche Sterilisationstemperatur aufrechtzuerhalten und das Produkt im Falle eines Stillstands der Anlage kontinuierlich durch den Wärmetauscher fließen zu lassen. Das Produkt wird bei einer Temperatur von mindestens 82 °C in den Behälter entleert.
- Kappen: Unmittelbar nach dem Füllvorgang wird ein Verschluss aufgesetzt. Der durch das heiße Produkt erzeugte Dampf ersetzt den Luftraum zwischen dem Flüssigkeitsstand und dem Verschluss.
- Umkehrung (Kappensterilisation): Der versiegelte Behälter wird durch ein Förderband und durch einen Kipp- oder Umkehrmechanismus bewegt. Der Behälter wird 2 bis 3 Minuten lang gekippt oder umgedreht. Durch diese Bewegung kommt die 82°C + heiße Flüssigkeit in direkten Kontakt mit der Innenseite des Deckels und dem oberen Mündungsrand, wodurch sichergestellt wird, dass alle im Kopfraum verbliebenen Krankheitserreger entfernt werden.
- Kühlung und Vakuum Formation: Der Behälter wird in einen Mehrzonen-Kühltunnel gestellt. Die Kunststoffbehälter oder Glasflaschen werden in einer wasserbadähnlichen Umgebung mit umgebendem oder gekühltem Wasser besprüht, wodurch die Innentemperatur schnell auf etwa 35°C bis 40°C sinkt. Die Flüssigkeit schrumpft, während sie abkühlt. Gleichzeitig wird der Dampf im Kopfraum zu Wasser kondensiert. Durch diesen doppelten Effekt entsteht in dem geschlossenen Gefäß ein starkes Unterdruckgefälle bzw. ein Vakuum, das eine hermetische Abdichtung gewährleistet und den Sauerstoff ausschließt.
Dies ist ein sehr effektiver thermodynamischer Prozess, der durch strenge biochemische Zwänge begrenzt ist. Er ist nur bei bestimmten pH-Werten anwendbar.
| Produktkategorie | Angemessenheit | Rechtfertigung |
| Säurereiche Getränke (Fruchtsäfte, Gemüsesäfte, Sportgetränke, Tees, Limonaden) | Ideal | Der pH-Wert liegt unter 4,5. Ein hoher Säuregehalt verhindert das Wachstum der Sporen von Clostridium botulinum. Durch die Heißabfüllung werden die verbleibenden vegetativen Bakterien, Hefen und Schimmelpilze leicht abgetötet. |
| Stark säurehaltige Gewürze (Ketchup, Chilisauce, Fruchtpürees, Dressings auf Essigbasis) | Ideal | Ein hoher Säuregehalt und hohe Verarbeitungstemperaturen sorgen für kommerzielle Sterilität. Die Hitze durchdringt das zähflüssige Produkt und gewährleistet eine sichere Lagerung bei Raumtemperatur und eine längere Haltbarkeit. |
| Säurearme Produkte (Milch, Molkereialternativen, Knochenbrühen, Proteinshakes) | Nicht geeignet | Der pH-Wert liegt über 4,5. Heiße Temperaturen (95°C) können Clostridium botulinum-Sporen in säurearmen Umgebungen nicht zerstören. Diese erfordern eine Hochdruck-Retorte oder eine aseptische Verarbeitung, da eine Wärmebehandlung unter Druck erforderlich ist. |
| Kohlensäurehaltige Getränke (Limonaden, Sprudelwasser, kohlensäurehaltige Energydrinks) | Nicht geeignet | Durch Erhitzen wird gelöstes Kohlendioxidgas freigesetzt. Das Verfahren erfordert die Bildung eines Vakuums, was im Widerspruch zu dem Überdruck steht, der für die Karbonisierung in ihrem natürlichen Zustand erforderlich ist. |
Die Wahl des richtigen Verpackungsmaterials für die Heißabfüllung
Die hohe thermische Belastung und die Vakuumdruckbedingungen des Heißabfüllprozesses stellen extreme mechanische Anforderungen an das Verpackungsmaterial. Der Behälter muss in der Lage sein, den Anfangstemperaturen von bis zu 95 °C standzuhalten, ohne zu schmelzen, sich zu dehnen oder seine Formstabilität zu verlieren, und dann dem hohen atmosphärischen Innendruck während des Abkühlprozesses standzuhalten. Jedes Material hat seine eigenen einzigartigen Eigenschaften. Normale Verpackungsmaterialien können unter solchen Bedingungen nicht verwendet werden, so dass eine Bewertung Ihrer Verpackungsanforderungen und verschiedene kompatible Flaschenoptionen erforderlich sind.
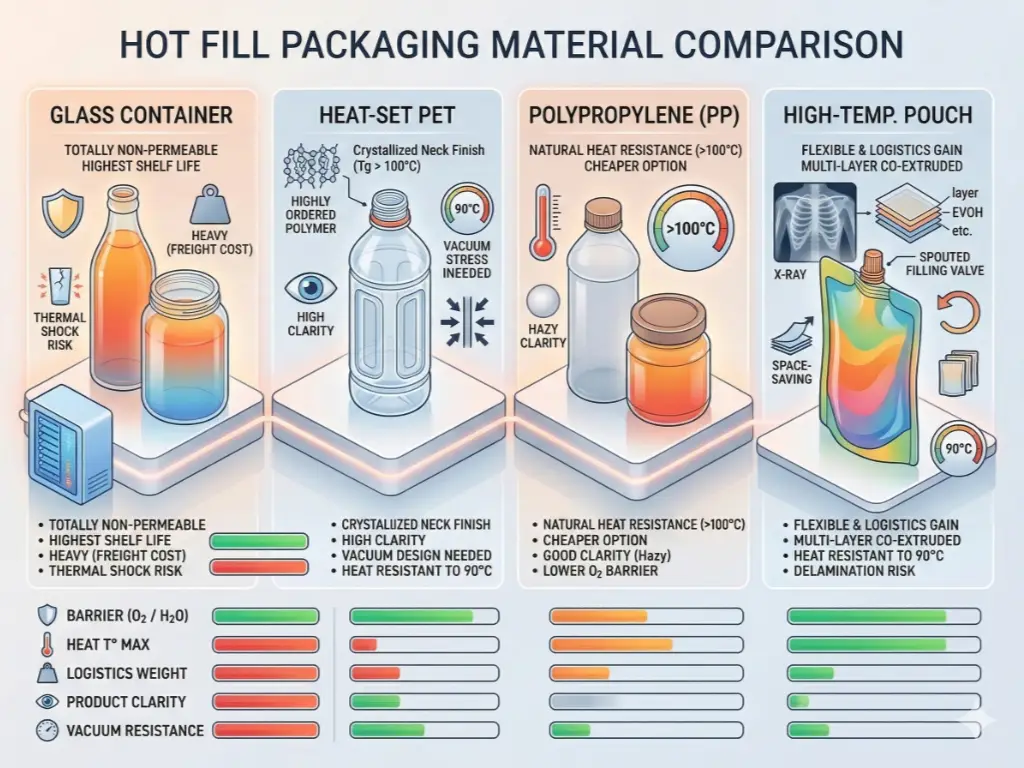
- Glas-Behälter
Das herkömmliche und stärkste Heißfüllmaterial ist Glas. Es ist völlig undurchlässig, sauerstofffrei und hat keinerlei Chance auf chemische Bewegung. Glas bietet eine 100-prozentige Feuchtigkeits- und Gasbarriere, was die längste Haltbarkeit garantiert. Ganz gleich, ob Sie Standardflaschen oder Weithalsgläser verwenden, Glas ist strukturell so beschaffen, dass es den höheren Temperaturen und dem daraus resultierenden Vakuumdruck ohne Risse oder Verformungen standhält. Als großartiges Material ist Glas jedoch schwer, was die Frachtkosten in die Höhe treibt. Außerdem muss während des Abfüll- und Abkühlprozesses genau auf die Temperatur geachtet werden; wenn heiß abgefüllte Glasflaschen im Kühltunnel einem plötzlichen Temperaturwechsel ausgesetzt werden, kann dies zu einem katastrophalen Temperaturschock und zum Bruch der Behälter führen.
- Heißfixiertes PET (Polyethylenterephthalat)
Normale PET-Flaschen verformen sich und fallen bei Temperaturen über 70 °C zusammen. Um PET in Heißabfüllanlagen verwenden zu können, müssen die Hersteller Heat-Set-PET kaufen. Die Heat-Set-PET-Behälter werden in beheizte Formen geblasen und während des Blasformprozesses einer kontrollierten thermischen Konditionierung unterzogen. Durch diesen Prozess wird die Struktur der Polymerketten verändert, wodurch die Glasübergangstemperatur (Tg) des Kunststoffs erhöht und innere Spannungen beseitigt werden. Die maximale Abfülltemperatur von thermofixiertem PET liegt bei 90 °C, weshalb es der am häufigsten verwendete Kunststoff für dieses Verfahren ist. Diese Kunststoffflaschen benötigen jedoch ein höheres Harzgewicht (Grammgewicht) als kalt abgefüllte Flaschen, um strukturell stabil zu sein, und sie müssen bestimmte geometrische Formen aufweisen, um den Vakuumdruck zu kontrollieren und die Verformung der Kunststoffflaschen zu vermeiden.
- Polypropylen (PP)
Polypropylen ist von Natur aus hitzebeständig und kann ohne Wärmehärtung Temperaturen von über 100 °C standhalten. In einigen Heißabfüllanwendungen ist es ein billigerer Ersatz für PET, insbesondere wenn größere Behälter oder Weithalsgläser für die Aufbewahrung von Soßen und Marmeladen verwendet werden. Der Hauptnachteil von PP besteht darin, dass es nicht so klar wie Glas ist; es ist trüb oder trübe im Vergleich zur glasähnlichen Transparenz und glänzenden Oberfläche von PET, was die Attraktivität des Einzelhandelsregals beeinträchtigen kann. Außerdem ist die Sauerstoffbarriere von PP geringer als die von PET und kann die Haltbarkeit von sehr oxidationsempfindlichen Produkten verringern.
- Hochtemperatur-Beutel
Obwohl der Markt von einer Vielzahl von Flaschentypen und starren Behältern beherrscht wird, gewinnen mehrschichtige co-extrudierte flexible Beutel (Spouted Pouches) zunehmend an Marktanteil. Diese Beutel werden aus Verbundfolien hergestellt, die in der Regel Aluminiumfolie oder EVOH-Barriereschichten enthalten, und sind für Abfülltemperaturen von 90 °C ausgelegt. Sie sind eine großartige Option und haben einen großen Vorteil in der Logistik, da leere Beutel nur einen Bruchteil des Lagerplatzes von leeren starren Flaschen benötigen. Flexible Materialien erfordern jedoch sehr spezielle Abfüllventile, um die Hitze zu bewältigen, ohne dass der Ausgießer schmilzt, und der Abkühlungsprozess sollte gut reguliert sein, um eine Delaminierung der Beutelwände zu vermeiden.
Heißabfüllung vs. andere Abfülltechnologien: ROI-Matrix
Anlagentechniker müssen das Heißabfüllverfahren mit anderen konkurrierenden Sterilisationstechnologien vergleichen. Diese Systeme können nur durch eine Analyse verglichen werden Investitionsausgaben (CAPEX) und Betriebsausgaben (OPEX).
| Technologie | Ziel pH-Wert Angemessenheit | Erforderliche Konservierungsmittel | Material Hitzebeständigkeit | Geschmacks- und Nährstofferhalt |
| Heiße Füllung | Hoher Säuregehalt (< 4,5) | Nein | Hoch (Heat-Set PET, Glas) | Mäßig bis gut |
| Aseptische Abfüllung | Hohe und niedrige Säure | Nein | Niedrig (Standard leichtes PET) | Ausgezeichnet |
| Retorte | Niedriger Säuregehalt (> 4,5) | Nein | Extrem (Metalldosen, Retort-Beutel) | Moderat (Erweiterte Heizung) |
| Kalte Füllung | Hoher Säuregehalt (< 4,5) | Ja | Niedrig (Standard leichtes PET) | Ausgezeichnet |
CAPEX vs. OPEX über verschiedene Produktionslinien hinweg
Kaltabfüllsysteme haben die geringsten Investitionskosten. Die Maschinen sind mechanisch einfach, und es werden keine Wärmetauscher, Kühltunnel oder spezielle Umkehrförderer benötigt. Auch die OPEX sind niedrig, da die Hersteller die leichtesten und billigsten Standard-PET-Flaschen verwenden können. Dennoch schränkt die Notwendigkeit chemischer Konservierungsmittel den Zugang zum Markt ein, da Clean-Label-Produkte bei den Verbrauchern sehr gefragt sind.
- Heiße Füllung
Die Heißabfüllung ist eine moderate CAPEX-Investition. Die Anlage benötigt Pasteure, spezielle Füllventile und riesige Kühltunnel. Die OPEX hingegen sind relativ hoch. Das Verfahren ist sehr energieaufwändig, da das Produkt erhitzt und anschließend abgekühlt werden muss. Außerdem bedeutet die Notwendigkeit von Heat-Set-PET, dass jede Heißabfüllflasche viel schwerer und teurer ist als eine normale PET-Flasche. Der Preis des Kunststoffrohstoffs macht einen erheblichen Teil der laufenden Betriebskosten aus.
Die aseptische Technologie ist mit astronomischen Investitionskosten verbunden, die sich auf mehrere Millionen Dollar belaufen können. Bei diesem Verfahren werden das Produkt und die Verpackung unabhängig voneinander sterilisiert und dann in einem sterilen und pharmazeutisch einwandfreien Reinraum (Isolator) zusammengeführt. Die Ausrüstung umfasst komplizierte Sterilisationsbäder (mit Wasserstoffperoxid oder Peressigsäure) und sterile Luftfiltrationssysteme. Die Kosten für Wartung und Schulung des Personals sind sehr hoch. Der aseptische OPEX ist jedoch gering. Die Flüssigkeit wird vor der Abfüllung gekühlt, so dass für das Verfahren ultraleichte Standard-PET-Flaschen verwendet werden können, was die Kosten für das Kunststoffmaterial erheblich senkt.
Lebensmittel mit niedrigem Säuregehalt, wie Fleisch, Tiernahrung und Brühen, müssen retortiert werden. Das Produkt wird in Metalldosen oder Retortenbeuteln verpackt und dann in riesige Druckbehälter (Autoklaven) gefüllt, wo es 30 bis 60 Minuten lang 121 °C heißem Dampf ausgesetzt wird. Die Investitionskosten (CAPEX) sind aufgrund der schweren Druckbehälter hoch, und die Betriebskosten (OPEX) sind extrem hoch, da viel Energie benötigt wird, um das Wasser zu erhitzen und den Druck während der langen Zyklen hoch zu halten.
Berechnung des Break-Even-Points für Ihre Marke
Die Wahl zwischen Heißabfüllung und aseptischer Abfüllung ist eine mathematische Übung, bei der Volumen und Materialkosten gegeneinander aufgerechnet werden. Die Ingenieure müssen den Schnittpunkt von CAPEX-Abschreibung und OPEX-Akkumulation darstellen.
Nehmen wir als Beispiel die Entscheidungsmatrix einer Marke für säurehaltige Säfte. Wenn das Produktionsvolumen weniger als 10 Millionen Flaschen pro Jahr beträgt, ist die Heißabfüllung die unbestreitbare finanzielle Option. Die Gewinnspannen würden durch die hohen Investitionskosten einer aseptischen Anlage zunichte gemacht, und die höheren Stückkosten von Heat-Set-PET-Flaschen lassen sich bei geringen Mengen bewältigen.
Mit zunehmender Produktionsmenge kehrt sich die Rechnung jedoch um. Die Einsparungen, die durch den Ersatz von 15-Gramm-Standard-PET-Flaschen (Aseptik) durch 28-Gramm-PET-Flaschen (Heißabfüllung) erzielt werden, vervielfachen sich schnell, wenn das Jahresvolumen 50 Millionen Flaschen überschreitet. Allein die Millionen Dollar, die bei den Kunststoffen und dem Transportgewicht eingespart werden, machen die enormen Investitionskosten für die Aseptik-Maschine in 24 bis 36 Monaten wieder wett, wenn diese Grenze erreicht ist. Bei Produkten mit niedrigem Säuregehalt spielt das Volumen keine Rolle; die Heißabfüllung kann die Lebensmittelsicherheit einfach nicht gewährleisten, und man hat die Wahl zwischen Aseptik und Retorte.
Fehleranalyse und Fehlerbehebung in der Werkstatt
Die theoretische Entwicklung sollte in der Praxis umgesetzt werden. Heißabfüllanlagen werfen bestimmte physikalische und thermodynamische Probleme auf, die bei unzureichender Kontrolle zu hohen Ausschussraten führen. Die folgenden Fehlermöglichkeiten sollten von Produktionsingenieuren vermieden werden, indem sie strenge Kontrollparameter anwenden und die wesentlichen Schritte in allgemeiner Form verstehen.
Verkleidung & Verzug (Vakuum-Paneele Design)
Panningeling - das unkontrollierte Zusammenfallen der Kunststoffflasche nach innen - ist der häufigste optische Mangel bei Heißabfüllverpackungen. Das Volumen der 85°C warmen Flüssigkeit verringert sich, wenn sie auf 35°C abkühlt. Dieser Effekt wird durch den kondensierenden Dampf im Kopfraum verstärkt, der ein starkes Vakuum erzeugt. Die Außenseite der Flasche wird durch den atmosphärischen Druck gedrückt.
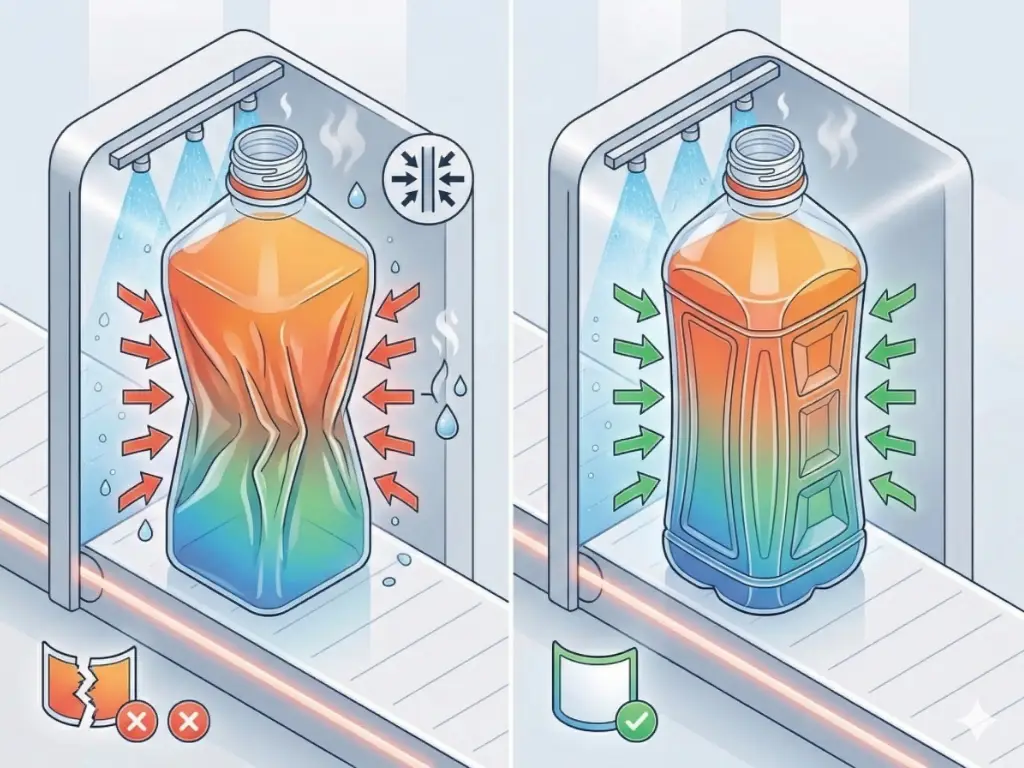
Diese Druckspannung verteilt sich gleichmäßig über die gesamte Geometrie der runden Glasflaschen. Kunststoffflaschen, insbesondere quadratische oder rechteckige Formen, können dieser Kraft nicht standhalten. Ihre flachen Seiten verbiegen sich willkürlich, was die Etikettierfläche zerstört und das Produkt unverkäuflich macht.
Um dieses Problem zu lösen, schaffen Statiker so genannte Vakuumpaneele in der Form der PET-Flasche. Dabei handelt es sich um bestimmte geometrische Markierungen oder Biegungen bzw. Rippen am Flaschenkörper. Sie sind künstliche Schwachstellen. Bei der Erzeugung des Vakuums biegen sich diese Paneele gleichmäßig nach innen, nehmen die Schrumpfkraft auf und lassen die primären Strukturpfeiler der Flasche gerade und fest sein. Eine falsche Dimensionierung dieser Paneele im Vergleich zum Füllvolumen und zum Kühlungsdelta führt zu katastrophalen Verformungen.
Die Rolle der kristallisierten Mündungsabschlüsse
PET-Polymer ist ein amorphes Standardmaterial, das bei seiner Glasübergangstemperatur von etwa 70 °C zu erweichen und zu verformen beginnt. Wenn eine 85°C heiße Flüssigkeit in eine normale PET-Flasche gegossen wird, verformt sich die Mündung bzw. der Gewindeteil, an dem der Verschluss befestigt ist. Der Bruchteil eines Millimeters an Verformung beeinträchtigt die hermetische Abdichtung und führt zum Eindringen von Sauerstoff, zum Verderben des Produkts und zu umfangreichen Produktrückrufen.
Um dies zu vermeiden, müssen heiß abgefüllte PET-Flaschen eine kristallisierte Halsoberfläche haben. Der Flaschenhals wird während des Herstellungsprozesses einer intensiven Infrarotheizung ausgesetzt, während der Körper abgedeckt ist. Diese örtlich begrenzte Hitze bewirkt, dass sich die Polymerketten im Hals in eine sehr geordnete, kristalline Struktur ausrichten. Das ästhetische Ergebnis ist, dass der Hals undurchsichtig weiß wird. Diese kristallisierte Struktur erhöht die Hitzebeständigkeit der Mündung auf über 100 °C, so dass die Fäden nach der Hochtemperaturfüllung und -verschraubung formstabil und felsenfest bleiben.

Überkochen und Geschmacksverlust in Kühltunneln
Die Effizienz des Kühltunnels entscheidet über die Qualität eines heiß abgefüllten Produkts. Wenn das Produkt zu lange bei 85 °C bleibt, wird es thermisch stark geschädigt. Dies führt zur Maillard-Reaktion (Bräunung der Flüssigkeit), zum Verlust empfindlicher Nährstoffe wie Vitamin C, was sich auf die ernährungsphysiologischen Eigenschaften auswirkt, und zur Veränderung empfindlicher Aromastoffe, was den Geschmack des Produkts beeinträchtigt. Das Produkt kocht tatsächlich in der Flasche.
Bei Tunneln, die gekühlt werden, sollte ein genaues Mehrzonen-Temperaturgefälle verwendet werden. Eine 85 °C warme Flasche, die direkt in 5 °C kaltes Wasser gestellt wird, erleidet einen Temperaturschock, der zu Rissen im Glas oder einer unvorhersehbaren Kontraktion des Kunststoffs führen kann. Die Temperatur sollte im Tunnel schrittweise gesenkt werden (z. B. Zone 1 60 °C, Zone 2 40 °C, Zone 3 25 °C). Die Kerntemperatur der Flasche sollte von Ingenieuren ständig gemessen werden. Viskose Flüssigkeiten sind schlechte Wärmeleiter, d. h. die Flüssigkeit an der Flaschenwand kühlt schnell ab, und die Mitte der Flüssigkeit ist zerstörerisch heiß. Pumpendrücke, Sprühdüsenwinkel und Verweilzeiten des Förderers müssen berechnet werden, um eine schnelle und gleichmäßige Wärmeabfuhr zu gewährleisten.
Nischen- und schwierige Hot-Fill-Produkte meistern
Die Heißabfülltechnik basiert auf Standardsäften und Tee. Die wahre technische Stärke einer Verpackungslinie liegt in der Verarbeitung von mehrphasigen oder hochviskosen Materialien.
Handhabung von Partikeln in der Heißabfüllung
Für die Verarbeitung von säurehaltigen Soßen mit großen Partikeln, z. B. Chilisamen, Fruchtwürfeln in Marmelade oder Gemüsestückchen in Salsa, ist eine besondere Flüssigkeitsführung erforderlich. Normale Schwerkraftventile oder Hochgeschwindigkeits-Durchflussmesser zerquetschen entweder die Partikel oder es kommt zu ständigen Brückenbildungen und Verstopfungen.

Das System muss Verdrängerpumpen oder Drehschieber-Kolbenfüller verwenden, um die Integrität der Partikel zu gewährleisten. Die Bohrungsgröße des Einfüllstutzens sollte mindestens doppelt so groß sein wie der Durchmesser des größten Feststoffteils. Außerdem ist es wichtig, eine homogene Suspension der Feststoffpartikel im Vorratsbehälter aufrechtzuerhalten. Bei zu heftigem Rühren werden die Partikel zerkleinert, bei zu langsamem Rühren setzen sich die Feststoffe ab, so dass die ersten Flaschen nur Flüssigkeit und die letzten Flaschen nur Feststoffe enthalten. Das System sollte sehr regulierte, scherarme Rührwerke mit abgeschabter Oberfläche im beheizten Trichter haben.
Bewältigung von Herausforderungen bei hoher Viskosität
Ketchup, konzentrierte Sirupe und schwere Pasten stellen ein ernsthaftes Problem für die thermische Durchdringung dar. Die Viskosität stellt ein ernsthaftes Hindernis für die Konvektionsströme in der Flüssigkeit dar. Normale Plattenwärmetauscher können in der ersten Erhitzungsphase nicht verwendet werden; die dicke Paste verbrennt auf den Platten, was zu Verschmutzungen führt und die Produktion stoppt. Bei hochviskosen Produkten werden Röhren- oder Schabewärmetauscher benötigt, um das Produkt physisch von den erhitzten Wänden abzuwischen, um Verbrennungen zu verhindern und eine gleichmäßige Temperaturverteilung zu gewährleisten.
In der Abfüllphase sind die zähflüssigen Produkte nicht leicht zu bewegen, und es werden pneumatische oder servoangetriebene Hochdruck-Kolbenzylinder verwendet, um das Material in den Behälter zu drücken. Die Füllgeschwindigkeit sollte profiliert sein. Bei der Dosierung mit hohem Druck kommt es zum Verspritzen und zum Einschluss von Lufteinschlüssen in der Paste. Die eingeschlossene Luft dehnt sich unkontrolliert aus und zieht sich wieder zusammen, wodurch die Präzision der Vakuumversiegelung beeinträchtigt wird und Sauerstoff hinzukommt, der den Verderb beschleunigt. Der Abfüller sollte nach dem Bottom-up-Verfahren arbeiten, bei dem die Düse auf den Boden des Behälters sinkt und in genauer Übereinstimmung mit dem aufsteigenden Flüssigkeitspegel ansteigt.
Wie man die richtige Heißabfüllmaschine auswählt
Beschaffung von Heißabfüllanlagen erfordert, dass die mechanischen Fähigkeiten mit der langfristigen Unternehmensstrategie in Einklang gebracht werden. Die Entscheidungsträger müssen drei kritische Parameter bewerten, bevor sie die Spezifikationen endgültig festlegen:
- Zunächst sollte die Kapazitätsanpassung auf der Grundlage einer realistischen betrieblichen Effizienz (OEE) erfolgen.und nicht auf theoretische Höchstgeschwindigkeiten. Wenn eine Anlage für 200 Flaschen pro Minute ausgelegt ist, sollte der nachgeschaltete Kühltunnel über die thermodynamische Kapazität verfügen, um die Wärme mit dieser Geschwindigkeit abzuführen; ein Engpass in der Kühlung führt dazu, dass die gesamte Anlage schlapp macht.
- Zweitens sollte das System künftige Produktpläne unterstützen. Eine Maschine, die nur für dünnflüssige Produkte gekauft wurde, muss teuer nachgerüstet werden, wenn die Marketingabteilung beschließt, eine partikelreiche Sauce einzuführen. Weisen Sie frühzeitig auf Verdrängerkolbenfüller und Großraumschleusen hin, wenn komplexe Matrices zu erwarten sind.
- Drittens: Bewertung des Automatisierungsgrads der Clean-in-Place (CIP) System. Heißabfüllanlagen werden zur Verarbeitung klebriger, zuckerhaltiger oder stark aromatisierter Produkte eingesetzt. Manuelle Reinigungsverfahren führen zu längeren Ausfallzeiten und bergen ein hohes Risiko der bakteriellen Kontamination. Fordern Sie vollständig automatisierte, SPS-gesteuerte CIP-Verfahren mit validierten Durchflussraten, Chemikaliendosierung und Temperaturaufzeichnung, um eine vollständige Sanitation zwischen den Chargenwechseln zu gewährleisten.
Wie kann Levapack komplexe Herausforderungen im Bereich der Heißabfüllung lösen?
Eine der größten Herausforderungen bei der thermischen Verarbeitung ist die Aufrechterhaltung der Anlageneffizienz bei der Verarbeitung von Produkten mit hoher Viskosität oder partikelhaltigen Pasten. Obwohl Standardanlagen für dünne Flüssigkeiten ausreichen, erfordern komplexe Saucen präzisionsgefertigte Systeme, um Ventilverstopfungen, unregelmäßige Dosierungen und thermische Ungleichmäßigkeiten zu vermeiden. Aus diesem Grund ist Levapack, ein Anbieter von maßgeschneiderten Verpackungsmaschinen, eine strategische Option für Betriebe, die Produktionsengpässe beseitigen und die Betriebssicherheit erhöhen wollen.
Bei der Verarbeitung von dicken Soßen, stückigen Würzmitteln oder zähflüssigen Pasten haben Standardfüller oft mit thermischer Belastung und ungenauer Dosierung zu kämpfen. Levapack Ingenieure spezielle Verpackungslösungen für heiß abgefüllte Soßen, entwickelt um genau diese Engpässe zu beseitigen. Durch den Einsatz von robuster Kolbenfülltechnologie und hochbelastbarem 304/316-Edelstahl können unsere Maschinen mühelos mit extremen Temperaturen und schweren Partikeln umgehen, ohne zu verstopfen. Von kundenspezifischen Düsenkonfigurationen bis hin zu präzisen servogesteuerten Steuerungen, die eine Abfüllgenauigkeit von unter 1% bieten, helfen wir Ihnen beim Aufbau einer robusten, automatisierten Linie, die sich nahtlos an PET, Glas und Dosen anpasst und kompromisslose Produktintegrität und maximale betriebliche Effizienz gewährleistet.



