7 Flaschenverschlusstypen entschlüsselt: Passende Verschlüsse, Flaschen und Verschließmaschinen
Das Fundament: Warum das Material des Behälters das Schicksal des Verschlusses bestimmt
In der Welt der B2B-Verpackungsbeschaffung gibt es eine gefährliche Illusion: den Glauben, dass die Auswahl eines Flaschenverschlusses lediglich eine ästhetische oder funktionale Entscheidung ist. Viele Einkaufsleiter blättern in Katalogen und denken: "Ich möchte einen eleganten, mattschwarzen Flip-Top-Verschluss", ohne jemals ihre Produktionsingenieure zu konsultieren. Diese "Design-first"-Mentalität ist der schnellste Weg zu katastrophalen Anlagenausfällen, undichten Sendungen und einer stark gesunkenen OEE (Overall Equipment Effectiveness).
Hier ist die knallharte technische Wahrheit der Verpackungsindustrie: Eine perfekte, lecksichere Dichtung ist kein Produkt, das man kauft; es ist eine Gleichung mit drei Variablen, die man ausgleichen muss. Diese Gleichung besteht aus: Materialtoleranz des Behältermaterials + Design des Verschlussgewindes + Anwendungsdrehmoment der Maschine Wenn Sie nur eine einzige Variable in dieser Dreifaltigkeit nicht richtig einstellen, wird Ihre Produktionslinie entweder unter zerbrochenen Flaschen, abgerissenen Fäden oder Mikrolecks leiden, die die Haltbarkeit Ihres Produkts zerstören.
Bevor wir die 7 Arten von Verschlüssen kategorisieren, müssen wir das oberste Gesetz der Verpackung aufstellen: Die Wahl des Verschlusses wird vollständig durch das Trägermaterial des Behälters bestimmt. Und warum? Wegen eines kritischen Herstellungsparameters, der als Abmessungstoleranz.
In der Welt des Spritzstreckblasens (ISBM) kann eine starre PET-Kunststoffflasche mit einer äußerst präzisen Maßtoleranz von ±0,1 mm hergestellt werden. In der Glasindustrie hingegen kann die Mündungstoleranz einer Glasflasche aufgrund der chaotischen Natur von geschmolzenem Siliziumdioxid und der thermischen Dynamik um ±0,5 mm oder sogar mehr schwanken.
Stellen Sie sich das wie das Tragen von Schuhen vor. Eine hochpräzise PET-Flasche ist wie ein perfekt geschneiderter, steifer Lederschuh, der sich perfekt mit einer starren, hochtechnisierten Metallschnalle verbinden lässt (eine harte, feste Verbindung). Eine Glasflasche hingegen ist wie ein Fuß, der jeden Tag seine Form leicht verändert. Wenn Sie versuchen, einen starren, kompromisslosen Kunststoffverschluss ohne einen entsprechenden Puffer auf ein Glasgewinde zu zwingen, wird er scheitern. Glas erfordert eine dicke, weiche Einlage, ein spezielles, komprimierbares Futter, um die unvorhersehbaren mikroskopischen Lücken zu füllen und eine Abdichtung zu gewährleisten. Daher ist die Kenntnis der physikalischen Steifigkeit, der thermischen Ausdehnungsrate und der Fertigungstoleranz Ihrer Flasche die unabdingbare Voraussetzung für die Wahl eines Verschlusstyps.
Metall-Behälter: Normale vs. unter Druck stehende Verschlusssysteme
Beim Übergang von Polymeren zu Metallverpackungen (Weißblech und Aluminium) kommt es zu einem dramatischen Paradigmenwechsel in der Technik. Im Gegensatz zu Kunststoffen, die ein viskoelastisches Gedächtnis besitzen und sich nach einer Verformung wieder erholen können, ist die Verformung von Metall permanent. Damit wird das Konzept der metallurgischen Ermüdung eingeführt. Bei Metallverpackungen werden die Verschlusssysteme in Abhängigkeit vom Innendruck streng in zwei verschiedene technische Richtungen unterteilt. Die Verwechslung eines atmosphärischen Standardverschlusses mit einem unter Druck stehenden Ventilsystem ist ein kritischer logischer Irrtum, der zu katastrophalen Anlageninvestitionen führen kann.
Normale und Vakuumdichtungen (Kronen- und Lug Caps)
Für Standardumgebungen mit atmosphärischem oder mikro-negativem Druck, wie sie vor allem in der Bier-, Getränke- und Konservenindustrie vorkommen, sind Kronenkorken und Kronkorken (auch bekannt als Twist-Off-Verschlüsse) die vorherrschenden Verschlusstypen.
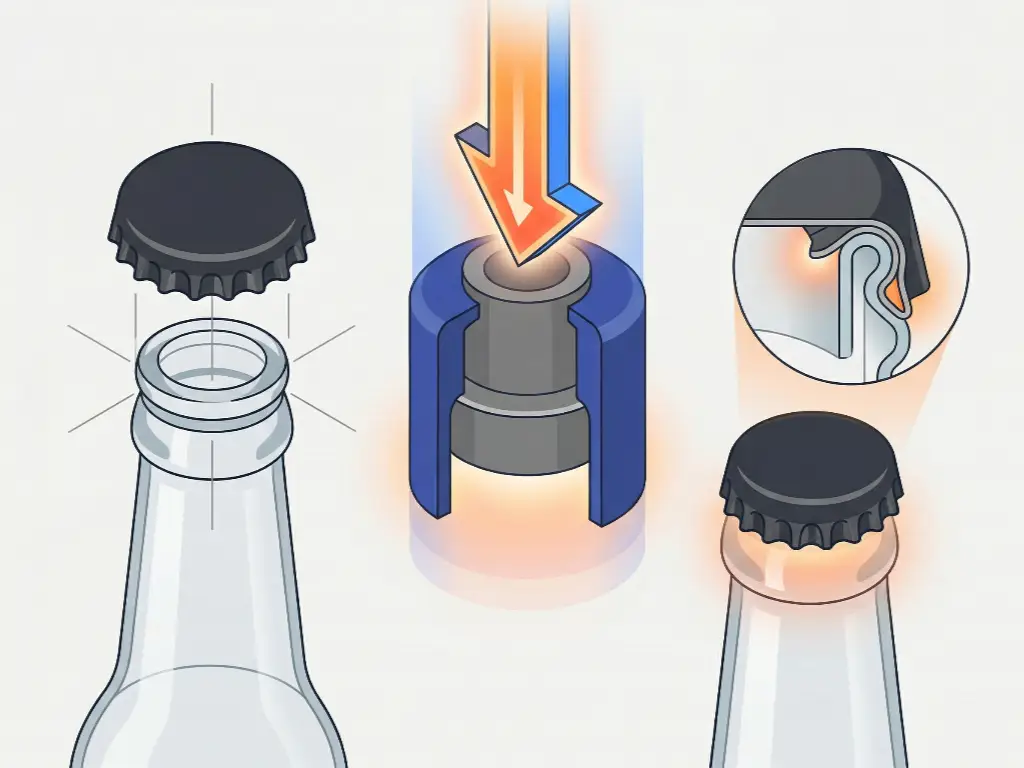
Kronkorken: Der Kronkorken, der fast ausschließlich auf Bierflaschen aus Glas oder Aluminium verwendet wird, beruht auf einer völlig anderen mechanischen Kraft als ein Schraubverschluss. Es wird eine Verschließmaschine verwendet, die mit einer speziellen Bördelglocke aus gehärtetem Stahl ausgestattet ist. Im Bruchteil einer Sekunde übt die Maschine eine immense Kraft nach unten aus, während die Bördelglocke die 21 Rillen des Weißblechverschlusses unter den Verschlussring des Flaschenhalses faltet. Da dieser Vorgang auf der plastischen Verformung des Metalls beruht, muss die Toleranz der Maschine bei der Höchstlast phänomenal genau sein. Eine Abweichung von nur einem Millimeter beim Druck nach unten führt entweder dazu, dass die Rillen nicht gebördelt werden (was zu flachem Bier führt) oder dass der Glashals sofort zerbricht.
Radmutternkappen (abschraubbar): Sie sind in der Regel auf Gläsern für Marmeladen, Soßen und Essiggurken zu finden und verfügen über 3 bis 6 Metallnasen, die in die unterbrochenen Gewinde der Glasoberfläche eingreifen. Die geniale Technik hinter dem Bügelverschluss besteht darin, dass er nur eine 1/4-Drehung zum Verschließen benötigt. Der eigentliche Verschlussmechanismus beruht jedoch auf der Thermodynamik. Diese Produkte sind in der Regel heiß befüllt. Wenn das Produkt im Inneren des versiegelten Behälters abkühlt, entsteht ein starkes Vakuum. Dieses Vakuum zieht den Verschluss physisch nach unten und drückt die Plastisolauskleidung gegen den Glasrand, so dass eine hermetische Versiegelung entsteht. Die Verschließmaschine (ein geradliniger Dampf-Vakuumverschließer) muss genau die richtige Menge an Anpressdruck aufbringen - zu wenig, und das Vakuum entweicht; zu viel, und die Metallnasen verbiegen sich dauerhaft und ziehen sich an den Glasgewinden vorbei, wodurch die Charge ruiniert wird.

Unter Druck stehende Systeme (Aerosol-Ventile)
Im Bereich der Aerosole (Haarsprays, industrielle Schmiermittel, Rasiercremes) ist der "Verschluss" nicht mehr ein einfacher Deckel, sondern ein hochkomplexes Bauteil zur Druckregelung, das so genannte Aerosolventil.
Ein Aerosolventil muss ein flüssiges Produkt, das mit einem leicht flüchtigen, unter Druck stehenden Treibmittel (wie LPG, Butan oder komprimiertem Stickstoff) vermischt ist, enthalten und kontrollieren. Der Herstellungsprozess für diesen "Verschluss" ist völlig anders. Er erfordert ein spezielles Verfahren namens Unterbecherbegasung und Crimpen.
In diesem Umfeld, in dem viel auf dem Spiel steht, drückt die Verschließmaschine nicht einfach nur einen Deckel herunter. Sie dichtet die Dosenöffnung vorübergehend ab, injiziert das hochentzündliche Treibmittel unter enormem Druck und dehnt dann sofort eine Metallhülse im Inneren des Ventiltellers aus, um ihn nach außen gegen die Wölbung der Weißblech- oder Aluminiumdose zu pressen. Wenn Sie sich für ein Aerosol-Ventil entscheiden, muss Ihre Produktionsanlage auf die strengen Normen für Explosionsschutz (Ex-Schutz) umgerüstet werden. Standardverschließmaschinen können dafür nicht nachgerüstet werden; der Versuch, dies zu tun, stellt einen schweren Sicherheitsverstoß dar. Die Einstiegshürde liegt hier nicht nur in den Kosten für das Ventil, sondern auch in den massiven Investitionskosten für explosionssichere pneumatische Systeme und die Infrastruktur des Gashauses.
Glasflaschenverschlüsse: Steifigkeit und hohe Toleranzschwankungen bewältigen
Glas ist der unbestrittene König der Premium-Verpackungen und dominiert in den Bereichen hochwertige Spirituosen, ätherische Öle, Kosmetika und Arzneimittel. Aus der Sicht eines Verpackungsingenieurs ist Glas jedoch ein Alptraum an Steifigkeit und Inkonsistenz. Nach den Strukturrichtlinien des Glass Packaging Institute (GPI) haben Glasgewinde wesentlich größere Maßtoleranzen als spritzgegossene Kunststoffe. Außerdem hat Glas keinerlei Flexibilität; wenn das Drehmoment einer Verschließmaschine zu aggressiv ist, gibt das Glas nicht nach, sondern zerbricht einfach. Um diese beiden Herausforderungen zu meistern, wurden spezielle Verschlusstypen entwickelt, die als Stoßdämpfer und Lückenfüller fungieren.
Korken, Stopfen und dickwandige CT-Schraubverschlüsse
Bei hochwertigen Flüssigkeiten wie Wein, Parfüm und aggressiven ätherischen Ölen besteht das Hauptziel des Verschlusses darin, die mikroskopisch kleinen Krater und Unebenheiten zu füllen, die bei geformten Glasoberflächen entstehen.
Naturkorken und synthetische Polymerstopfen erreichen dies durch radiale Kompression. Eine spezielle Korkenmaschine komprimiert den Korken auf einen Durchmesser, der kleiner ist als die Bohrung der Flasche, setzt ihn ein und lässt ihn sich ausdehnen, wobei er mit Kraft gegen die unregelmäßigen Glaswände drückt, um eine Dichtung zu erzeugen.
Bei Glasbehältern mit Gewinde muss der Standardverschluss mit durchgehendem Gewinde (CT) mit einer speziellen, hochkomprimierbaren Auskleidung versehen werden. Der Goldstandard ist hier die Plastisol gefütterte Kappe. Plastisol ist ein flüssiges Harz auf PVC-Basis, das in eine Metallkappe fließt und zu einer festen, gummiartigen Dichtung eingebrannt wird. Bei der Verwendung in Heißabfüllanwendungen oder beim Durchlaufen eines Dampfverschließers wird das Plastisol kurzzeitig weich. Wenn die Kappe festgedreht wird, fließt das erweichte Plastisol perfekt in die einzigartige, unregelmäßige Topographie des jeweiligen Glasrandes. Sobald es abkühlt, härtet es aus und bildet eine undurchdringliche, maßgeschneiderte Vakuumversiegelung. Dies ist der genaue technische Grund, warum Sie dieses befriedigende, hohe "Plopp" hören, wenn Sie im Supermarkt ein Glas mit hochwertiger Marmelade oder Nudelsauce öffnen. Dieses Geräusch ist der akustische Beweis für eine perfekte Vakuumversiegelung zwischen Plastisol und Glas.
ROPP-Aluminiumkappen und Lug/Twist-Off-Systeme
Bei Spirituosen, Weinen und kohlensäurehaltigen Getränken im Glas ist der Roll-On Pilfer-Proof (ROPP) Aluminiumverschluss der Industriestandard. Um zu verstehen, wie ein ROPP-Verschluss funktioniert, muss man seine Sichtweise auf Schraubverschlüsse grundlegend ändern.
Das ist die harte Realität: Wenn ein ROPP-Verschluss in der Produktionslinie auf eine Glasflasche aufgesetzt wird, hat er kein Gewinde. Es ist nichts weiter als eine glatte, gewindelose Aluminiumschale.

Die Magie und die extreme technische Herausforderung liegen ganz im Kopf der ROPP-Verschließmaschine. Während die glatte Aluminiumschale auf der Glasflasche sitzt, senkt sich der Verschließkopf. Im Inneren dieses Kopfes drücken federbelastete Druckblöcke fest nach unten, um die Auskleidung gegen den Glasrand zu pressen. Gleichzeitig drückt ein Satz sich drehender "Gewinderollen" das weiche Aluminium mechanisch nach innen, wobei die vorhandenen Glasgewinde physisch verfolgt werden und das Aluminium so gerollt wird, dass es perfekt zu ihnen passt. Ein zweiter Satz von "Falzrollen" schiebt sich unter den Glasverschlussring, um das manipulationssichere Band zu erzeugen.
Dieser Vorgang ist der ultimative Test der Maschinenkalibrierung. Ist der Federdruck der Oberlast zu hoch eingestellt, wird der starre Glashals auf der Linie sofort in gefährliche Scherben zerdrückt. Wenn die Gewinderollen zu locker eingestellt sind, dreht sich der Verschluss frei und wird undicht. Daher ist der Kauf von ROPP-Verschlüssen völlig zweitrangig; die eigentliche Investition ist ein hochentwickeltes, präzise kalibriertes ROPP-Verschlussspindelsystem.
PET- und starre Kunststoffflaschen: Präzisionsgewinde für Hochgeschwindigkeitsanlagen
Polyethylenterephthalat (PET) ist das absolute Rückgrat der modernen Getränke-, Körperpflege- und Haushaltschemieindustrie. Da PET im Spritzstreckblasverfahren hergestellt wird, ist seine Mündung (der Gewindebereich) unglaublich präzise, was Verschließvorgänge mit hoher Geschwindigkeit und hohem Drehmoment ermöglicht. Mit hoher Präzision geht die Forderung nach einem hohen Durchsatz einher. Bei der Verwendung von PET liegt der technische Schwerpunkt auf der Maximierung der Flaschen pro Minute (BPM) und der Integration komplexer Flüssigkeitsabgabesysteme, ohne dass es zu Staus in der Anlage kommt.
Standard-CT-Verschlüsse, kindergesicherte (CRC) und manipulationssichere (TE)
Standard-Kunststoffkappen mit durchgehendem Gewinde (CT) und Tamper-Evident-Verschlüsse (TE) gedeihen gut auf PET-Flaschen. Das TE-Band ist auf eine bestimmte mechanische Wechselwirkung angewiesen: Wenn der Verschluss auf die Flasche geschraubt wird, muss das TE-Band über einen bestimmten "Sicherungsring" am PET-Hals gleiten. Das PET-Material muss steif genug sein, um das Band über den Ring zu drücken, ohne dass sich der Flaschenhals verbiegt oder nach innen kollabiert.
Der wahre technische Spießrutenlauf ergibt sich jedoch bei kindergesicherten Verschlüssen (CRC), die häufig für Arzneimittel und gefährliche Chemikalien verwendet werden. Die moderne Verpackungsindustrie verfolgt aggressiv das "Lightweighting", d.h. die Reduzierung des Grammgewichts von PET-Flaschen, um Harzkosten zu sparen und die Nachhaltigkeitsmargen zu verbessern. Dies führt zu einem schweren mechanischen Konflikt.

Ein Standard-CRC-Verschluss arbeitet mit einem "Drücken und Drehen"-Mechanismus, bei dem eine äußere Schale und eine innere Gewindeschale durch eine Reihe von federbelasteten, ineinander greifenden Zähnen verbunden sind. Um diese Zähne in Eingriff zu bringen und den Verschluss erfolgreich auf die Flasche zu drehen, muss die automatische Verschließmaschine eine massive Top-Load-Kraft von 40 bis 50 Pfund gerade nach unten auf den Flaschenhals.
Amateurkäufer gehen davon aus, dass "PET hart genug ist". Dies ist ein fataler Fehler. Wenn Sie eine dynamische Belastung von 50 Pfund von oben auf eine PET-Flasche mit geringem Gewicht ausüben, wird die gesamte Struktur unter "Knicken" leiden - die Flasche wird gewaltsam zusammenbrechen und zerdrückt werden wie eine Getränkedose auf dem Fließband. Wenn Ihr Produkt einen CRC-Verschluss benötigt, müssen Sie mit Ingenieuren zusammenarbeiten, um den Flaschenkörper zu verstärken. Geometrie der Schultern und einen robusten, eingedickten Stoff einarbeiten Nackenstützring um den brutalen Aufprall von oben durch die Verschließmaschine physisch zu absorbieren und zu verteilen.
Dosierpumpen und Triggersprühgeräte
Bei hochviskosen Lotionen, Shampoos und Haushaltsreinigern werden Standardverschlüsse durch komplexe Dosierpumpen und Triggersprüher ersetzt. Diese bieten zwar einen höheren Verbraucherkomfort, führen aber chaotische Variablen in die automatisierte Produktion ein.
Der kritische Parameter ist hier das innere Dip Tube. Erstens muss der "Tauchrohrschnitt" (ob V-Schnitt oder schräger Winkel) und seine exakte Länge perfekt mit der inneren "Push-up"-Geometrie des PET-Flaschenbodens übereinstimmen. Wenn dies nicht der Fall ist, kann die Pumpe nicht die letzten 10% des teuren Produkts entnehmen, was zu schweren Verbraucherbeschwerden führt.
Zweitens sind diese langen, gebogenen Tauchrohre ein absoluter Albtraum für automatisierte Produktionslinien. Bei Hochgeschwindigkeitsverpackungen müssen die Verschlüsse in einer Vibrations- oder Zentrifugensortierschale sortiert und ausgerichtet werden, bevor sie über eine Rutsche zum Verschließkopf rutschen. Lange Tauchrohre verwickeln sich ständig ineinander, was zu massiven Staus in der Sortierschale führt und die gesamte millionenschwere Anlage zum Stillstand bringt. Wenn Sie sich für Dosierpumpen entscheiden, dürfen Sie bei der Ausrüstung keine Abstriche machen; Ihr Maschinenlieferant muss über eine erstklassige, staufreie Sortiertechnologie verfügen, die speziell für nachlaufende Rohre entwickelt wurde.
PE und flexible Squeeze-Flaschen: Das Top-Load-Dilemma lösen
Polyethylen hoher Dichte (HDPE) und Polyethylen niedriger Dichte (LDPE) sind die Materialien der Wahl, wenn der Verbraucher das Produkt auspressen muss - wie bei Gesichtsreinigern, Körperlotionen, Honig und Ketchup. Der grundlegende technische Widerspruch ist hier eklatant: Die Flasche ist absichtlich weich und flexibel gestaltet, doch die Industriemaschinen, die zum Verschließen benötigt werden, arbeiten mit brachialer, unnachgiebiger Kraft. Außerdem sind PE-Materialien sehr anfällig für extreme thermodynamische Veränderungen während des weltweiten Transports.
Schnappverschluss, Flip-Top und Reibverschluss für die Abgabe
Um den Verbrauchern eine einfache, einhändige Bedienung in der Dusche oder in der Küche zu ermöglichen, werden für PE-Quetschflaschen häufig Snap-Top-, Flip-Top- oder Pilzkappen verwendet. Im Gegensatz zu Schraubverschlüssen erfordern diese Verschlüsse kein Drehmoment. Stattdessen werden sie von einer Maschine, dem so genannten Snap Capper oder Press-On Capper, aufgebracht, die den Verschluss mit schierer Schlagkraft vertikal direkt auf den Flaschenhals "klatscht" oder drückt.

Das bringt uns zum Top-Load-Dilemma. Wie übt man eine enorme vertikale Kraft auf eine Flasche aus, die sich zusammenziehen soll? Die Antwort liegt in der Nackenstützring. Direkt unterhalb des Gewindes (oder der Schnappwulst) einer PE-Flasche muss sich ein hervorstehender, starrer Kunststoffring befinden, der aus der Flasche herausragt. In einer professionellen Produktionslinie ist die Verschließmaschine mit speziellen mechanischen "Halsgreifern" oder einem Sternrad ausgestattet, das physisch unter diesen Stützring gleitet. Wenn der Druckluftzylinder den Schnappverschluss nach unten drückt, wird die gewaltige Kraft vollständig von den Greifern der Maschine aufgenommen, die den stabilen Halsring halten, und der weiche Flaschenkörper darunter wird vollständig umgangen. Ohne diese präzise Synergie zwischen Maschine und Flasche ist das Aufschlagen eines Schnappverschlusses auf eine PE-Flasche so, als würde man auf eine leere Ziehharmonika treten - die Flasche knickt sofort ein und verschüttet die Lotion auf dem Boden Ihres Reinraums.
Das Risiko des Dichtungsversagens: Thermische Ausdehnung und Induktionsversiegelung
Die heimtückischste Bedrohung für flexible PE-Flaschen entsteht nicht in der Fabrik, sondern in einem 60C (140F) heißen Schiffscontainer, der den Pazifik überquert. Diese Bedrohung ergibt sich aus der Nichtübereinstimmung der Wärmeausdehnungskoeffizienten.
Häufig wird eine flexible PE-Flasche mit einem starren Polypropylen (PP)-Verschluss kombiniert. PP und PE dehnen sich bei großer Hitze in völlig unterschiedlichem Maße aus und ziehen sich zusammen. Während des weltweiten Transports führt die starke Hitze dazu, dass der PE-Flaschenhals weicher wird und sich anders ausdehnt als der PP-Verschluss. Dies führt zu "Kriechen" und schließlich zu einem Phänomen, das als "Back-off" bekannt ist, bei dem sich der einst fest angezogene Verschluss physisch abwickelt, was zu katastrophalen Leckagen und Produktverlusten auf Palettenebene führt.
Einfache mechanische Schutzmaßnahmen wie eine "Krabbenklauen"-Dichtung (eine flexible Kunststofflippe, die sich an der Innenseite der Flaschenbohrung verkeilt) bieten zwar einen gewissen Schutz, sind aber für extreme thermische Belastungen nicht ausreichend. Die ultimative technische B2B-Lösung, der absolute Goldstandard für den internationalen Versand, ist Induktionsversiegelung.
Bei der Induktionsversiegelung wird die Flüssigkeit nicht durch mechanische Fäden gehalten, sondern durch Elektromagnetismus. Eine spezielle Induktionsauskleidung (bestehend aus Zellstoffkarton, Wachs, Aluminiumfolie und einer Polymer-Heißsiegelschicht) wird in den Verschluss eingesetzt. Nachdem der Verschluss auf die PE-Flasche geschraubt wurde, läuft die Flasche unter einem Induktionsverschließkopf hindurch. Die Maschine strahlt ein hochfrequentes elektromagnetisches Feld aus, das in der Aluminiumfolie Wirbelströme erzeugt. Dadurch erhitzt sich die Folie sofort und schmilzt die Polymerschicht direkt in die Lippe der PE-Flasche. Die Flasche wird nicht mehr nur verschlossen, sondern auf molekularer Ebene verschweißt. Auf diese Weise entsteht eine hermetische, manipulationssichere Barriere, die gegen Rückschlag, Vibration und thermische Ausdehnung völlig unempfindlich ist und einen auslaufsicheren Transport der 100% garantiert.
Die technische Matrix: Abgleich von Flasche, Deckel, CapEx und Maschinen
Nachdem wir das komplexe Zusammenspiel von Materialphysik, Drehmoment und thermischer Dynamik aufgeschlüsselt haben, ist es an der Zeit, diese Daten zu einer umsetzbaren B2B-Beschaffungslogik zu synthetisieren. Die nachstehende Matrix überbrückt die Lücke zwischen der Verpackungsästhetik und der Realität der Produktionslinie und stellt sicher, dass Ihre Investitionsausgaben (CapEx) auf die richtigen Maschinen für Ihre spezifische Behälter-Verschluss-Kombination ausgerichtet sind.
| Material der Flasche | Vorherrschender Verschlusstyp | Primäre Verschließkraft | Geschätzte Werkzeugkosten & MOQ | Empfohlene Verschließmaschine |
|---|---|---|---|---|
| Glas (hohe Steifigkeit, geringe Toleranz) | Plastisolbeschichtete Radkappen / ROPP-Aluminium | Präzises Drehmoment / Seitenrollendruck | Niedrig (Standard) / Hoch (individuelle Prägung) | Dampf-Vakuum-Verschließer / ROPP-Spindelwalze |
| PET (starr, hohe Toleranz) | Standard CT / CRC (kindergesichert) | Rotationsdrehmoment + extreme Top-Load | Niedrig (standardisierte Halsausführungen) | Hochgeschwindigkeits-Drehfutterverschließer (mit Drehmomentkontrolle) |
| PE/HDPE (Flexible Quetschung) | Schnappverschluss / Flip-Top-Dispenser | Vertikaler Aufprall (Aufpressen) | Mittel bis hoch (Komplexe Formscharniere) | Pneumatischer Schnappverschließer (erfordert das Greifen des Halses) |
| Komposit-/Weißblechdosen | Gefalzte Deckel / Peel-off-Folie | Doppelnaht-Crimpen | Hoch (Erfordert hohe MOQ-Mengen) | Vakuum-/Stickstoffspülung Dosenverschließer |
Das Fazit des Chefingenieurs: Verlassen Sie sich niemals auf die "statische Perfektion" eines handfest angezogenen Probeverschlusses auf Ihrem Schreibtisch. Der wahre Test eines Verpackungssystems erfolgt erst bei 300 Flaschen pro Minute (BPM), nachdem die Maschine acht Stunden lang heiß gelaufen ist. Bevor Sie einen Vertrag über den Kauf einer Anlage unterzeichnen, müssen Sie eine strenge Prüfung verlangen. FAT (Factory Acceptance Test) von Ihrem Maschinenlieferanten unter Verwendung Ihrer exakten Flaschen, Verschlüsse und simulierten Flüssigkeit. Binden Sie ihn an einen strengen Leistungsvertrag, der auf der OEE (Overall Equipment Effectiveness) und einer Ausschussrate von nahezu Null basiert. Wenn sich ein Lieferant weigert, eine umfassende FAT durchzuführen, sollten Sie sofort aufgeben.
Dieses kompromisslose Engagement für technische Zuverlässigkeit und strenge FAT-Validierung ist genau der Grund, warum mittelständische Hersteller, Elite-Co-Packer und hochwertige Nahrungsmittelmarken in mehr als 100 Ländern darauf vertrauen. Levapack mit ihren kritischsten Verpackungslinien.
Wenn Sie explosionsgefährdete Pulverlinien mit Stickstoffspülung versiegeln, Hochgeschwindigkeits-Mehrkopfwaagen für hochwertige Nüsse konfigurieren oder einwandfreie Sterilisationsversiegelungen für die Nasskonservierung von Tiernahrung benötigen, ist Ihr Spielraum für Fehler gleich Null. Levapack verkauft nicht nur Maschinen; wir entwickeln schlüsselfertige Lösungen. Unser 4.000 Quadratmeter großes CNC-Fertigungszentrum verfügt über 18 Jahre Erfahrung im Bereich spezialisierter Verpackungsmaschinen und fertigt Komponenten mit einer Präzision von 2ºm.
Durch die Integration von Siemens- und Schneider-Servotechnologie der Spitzenklasse in unsere Verschließer, Verschließmaschinen und Füller garantieren wir die exakte Drehmomentsteuerung und das Management der Spitzenlast, die für jeden in diesem Leitfaden beschriebenen Verschlusstyp erforderlich sind. Ganz gleich, ob es sich um empfindliche Glaslaschenverschlüsse, Hochgeschwindigkeits-PET-CRC-Verschlüsse oder komplexe Aluminiumdosenverschlüsse handelt, wir unterstützen unsere automatisierten Anlagen mit einer branchenführenden 16-monatigen Garantie und bieten vollständig transparente, videodokumentierte FAT-Tests, bevor Ihre Maschine unser Werk verlässt.
Hören Sie auf, mit Ihren Investitionskosten zu raten und die Haltbarkeit Ihres Produkts zu riskieren. Bringen Sie uns noch heute Ihre anspruchsvollsten Flaschen- und Verschlusskombinationen und lassen Sie unsere Ingenieure mit über 15 Jahren Erfahrung in der Präzisionsmontage die makellose Verpackungslinie entwerfen, die Ihre Marke verdient.



