Die wichtigsten Etikettiermaschinentypen, die jeder Verpackungsmanager kennen muss
Bei der Beschaffung moderner Verpackungen gibt es eine grundlegende Diskrepanz: Die Auswahl von Etikettiermaschinen basiert auf den angegebenen Geschwindigkeiten und nicht auf der Produktphysik. Diese Fehlausrichtung führt zu chronischen Mikrostopps, inakzeptabel hohen Rückweisungsraten aufgrund von schiefen Etiketten und überhöhten Betriebskosten. Um eine nahtlose Integration zu erreichen und die Gesamtanlageneffektivität (Overall Equipment Effectiveness, OEE) zu schützen, müssen Produktionsmanager die mechanische Architektur von Etikettiersystemen entschlüsseln. In diesem umfassenden Leitfaden werden die wichtigsten Etikettiermaschinentypen, die ihnen zugrunde liegende Mechanik und die strategischen Parameter erläutert, die erforderlich sind, um Ausfallzeiten zu vermeiden und eine einwandfreie Markenpräsentation im Verkaufsregal zu gewährleisten.
Anpassung von Etikettiermaschinen an die Behältergeometrie und Anwendungslogik
Der wichtigste Filter für die Auswahl einer Etikettiermaschine ist niemals ihr Durchsatz, sondern die physische Geometrie und Stabilität Ihres Behälters. Die Form des Produkts diktiert die mechanischen Handhabungssysteme, die erforderlich sind, um es während der entscheidenden Millisekunde der Etikettenapplikation zu stabilisieren. Wird die Maschinenarchitektur nicht an die Behältergeometrie angepasst, ist ein Misserfolg der Anwendung garantiert.
| Container-Geometrie | Erforderlicher Mechanismus zur Handhabung | Typische industrielle Anwendungen |
|---|---|---|
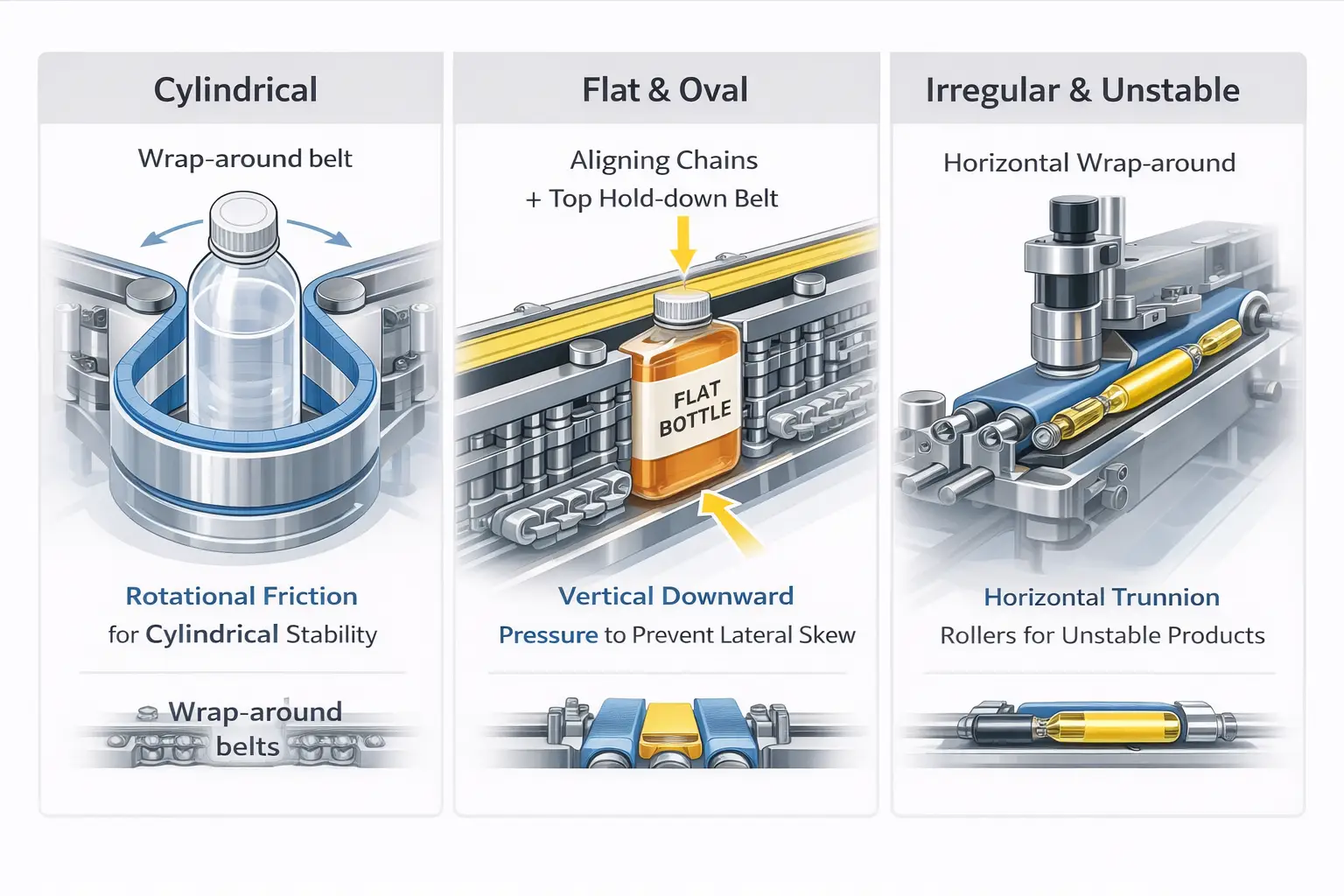
| Zylindrisch (stabil) | Inline oder Rotary Umschlingungsbänder / 3-Punkt-Positionierrollen | Getränkeflaschen, Gläser, gefüllte Blech-/Aluminiumdosen, Aerosoldosen |
| Flach & Oval (Facettenreich) | Ausrichten der Ketten + Oberer Niederhalteriemen (entscheidend für die Vermeidung von Schräglage) | Shampooflaschen, Motorölkrüge, Waschmittelbehälter, Kosmetikflaschen |
| Unregelmäßig & instabil | Horizontale Rundumetikettierer, Zapfenrollen oder kundenspezifische Puck-Systeme | Lippenstifthülsen, Glasampullen, weiche Quetschhülsen, Fläschchen |
Kompatibilität der Containergeometrie
Zylindrische Behältnisse
Für stabile, aufrecht stehende Zylinder wie Standard-Getränkeflaschen und -Gläser ist die Rundumetikettiermaschine der Industriestandard. Diese Maschinen beruhen auf der Rotationsreibung. Der Behälter läuft über ein Förderband und trifft auf ein rotierendes Schwammband oder einen Dreipunkt-Positioniermechanismus (bestehend aus einer Antriebsrolle, einer Stützrolle und einer Andruckrolle). Während das Etikettenband die Vorderkante des Etiketts auf den Behälter abgibt, dreht der Rotationsmechanismus die Flasche und wickelt das Etikett einwandfrei um ihren Umfang. Die technische Herausforderung liegt hier in der Beherrschung der Verjüngung (Entformungswinkel) von Glas- oder Kunststoffflaschen; selbst eine Verjüngung von einem Grad erfordert einen speziellen Kippapplikatorkopf und konische Umschlingungsbänder, um zu verhindern, dass sich das Etikett während des Aufbringens spiralförmig nach oben oder unten bewegt.
Flache und ovale Behälter
Beim Übergang von einem perfekten Zylinder zu einem flachen oder ovalen Behälter - wie einer Shampooflasche oder einem Motorölkrug - ändert sich die Physik der Anwendung dramatisch. Sie können den Behälter nicht mehr drehen. Stattdessen müssen die Etiketten bei der linearen Bewegung der Flasche auf die Seiten gewischt werden. Der kritischste technische Fehler bei der Etikettierung von Flachflaschen ist die seitliche Schräglage. Wenn der Applikator oder die Abstreifbürste auf die Seite der Flasche trifft, übt sie eine seitliche Kraft aus. Wenn die Flasche nicht starr befestigt ist, dreht sie sich leicht auf dem Förderband, was dazu führt, dass das Etikett in einem schiefen Winkel aufgetragen wird. Daher sollte eine flache oder ovale Etikettiermaschine muss mit Ausrichtungsketten (um die Flasche perfekt zu zentrieren und auszurichten) und einem oberen Niederhalteband (um einen vertikalen Druck nach unten auszuüben, der die Flasche gegen seitliche Kräfte auf dem Förderband sichert) ausgestattet sein.
Unregelmäßige und instabile Behälter
Produkte mit einem hohen Schwerpunkt oder einer Grundfläche, die zu klein ist, um auf einem sich bewegenden Förderer aufrecht zu stehen - wie z. B. kosmetische Lippenstifte, pharmazeutische Ampullen oder weiche Kosmetiktuben - können nicht auf Standard-Vertikalförderern verarbeitet werden. Der Versuch, dies zu tun, führt zu fallenden Produkten, die katastrophale Staus verursachen. Die mechanische Lösung ist die horizontale Rundumetikettiermaschine. Bei dieser Bauweise werden die Produkte aus einem Trichter auf horizontale Zapfenrollen aufgegeben. Die Produkte liegen flach, werden sicher zwischen den Rollen festgehalten und horizontal gedreht, während das Etikett aufgebracht wird. Für einzigartig geformte Produkte, die nicht rollen können, werden kundenspezifische Puck-Systeme (Trägertabletts) verwendet, um den Artikel mit absoluter Steifigkeit durch die Etikettierstation zu transportieren.
Etikettenanwendung und Erfassungslogik
Einzel- und Vorder-/Rückseitenetikettierung
Die Anzahl der Spendeköpfe und die Synchronisationslogik der speicherprogrammierbaren Steuerung (SPS) hängt davon ab, ob ein Produkt ein einzelnes Etikett oder Vorder- und Rückseitenetiketten erfordert. Für die Vorder- und Rückseitenetikettierung sind zwei Spendeköpfe erforderlich, die perfekt aufeinander abgestimmt sind. Die Push-Pull-Mechanik des Bahnabwicklers muss genau kalibriert werden, um sicherzustellen, dass beim Durchlauf der Flasche zwischen den beiden Köpfen beide Etiketten gleichzeitig und symmetrisch aufgebracht werden. Eine Abweichung von nur einem Millimeter kann die ästhetische Symmetrie eines hochwertigen Einzelhandelsprodukts zerstören.
Abdeckung durch Rundumetikettierung (Wrap-Around)
Wenn ein Etikett den gesamten Umfang eines zylindrischen Behälters umschließen muss, wird die Überlappungsgenauigkeit zum wichtigsten Qualitätskriterium. Wenn der Behälter während der Drehung verrutscht oder die Bahnspannung der Etikettenrolle schwankt, wird die hintere Kante des Etiketts nicht perfekt mit der vorderen Kante ausgerichtet, wodurch eine unschöne Lücke oder eine falsch ausgerichtete Naht entsteht. Hochwertige Rundumetikettiersysteme verwenden eine servogesteuerte Ausrichtung, um sicherzustellen, dass die Überlappungstoleranz innerhalb einer strengen Spanne von ±1 mm bleibt.
Fälschungssichere und Eckenkennzeichnung
In stark regulierten Branchen wie Pharmazeutika, Elektronik (3C-Verpackungen) und hochwertigen Kosmetika sind manipulationssichere Siegel vorgeschrieben. Eck-Etikettiermaschinen sind so konstruiert, dass sie ein einzelnes Etikett auf zwei benachbarte Ebenen eines Kartons aufbringen - in der Regel wird das Etikett auf die Oberseite gespendet und ein zweiter pneumatischer Stempel oder eine motorisierte Bürste verwendet, um das verbleibende Etikett schnell um 90 Grad auf die Seitenwand zu falten. Die Einhaltung der Vorschriften erfordert äußerste Präzision, da jede Blasenbildung oder jedes Reißen des Sicherheitssiegels während des Falzes zu einer automatischen Ablehnung durch nachgeschaltete Sichtprüfsysteme führt.
Etikettiertechnologien nach Klebstoffanwendung und Material
Die Methode, mit der das Etikett auf dem Behälter haftet, definiert die breitere Kategorie der Etikettiermaschine. Diese Wahl ist ein heikler Balanceakt zwischen den Anforderungen an die visuelle Präsentation, den Standards für die Produktionsumgebung und den langfristigen Betriebskosten (OpEx), die durch die Kosten für Verbrauchsmaterial bestimmt werden.
Druckempfindliche (selbstklebende) Systeme
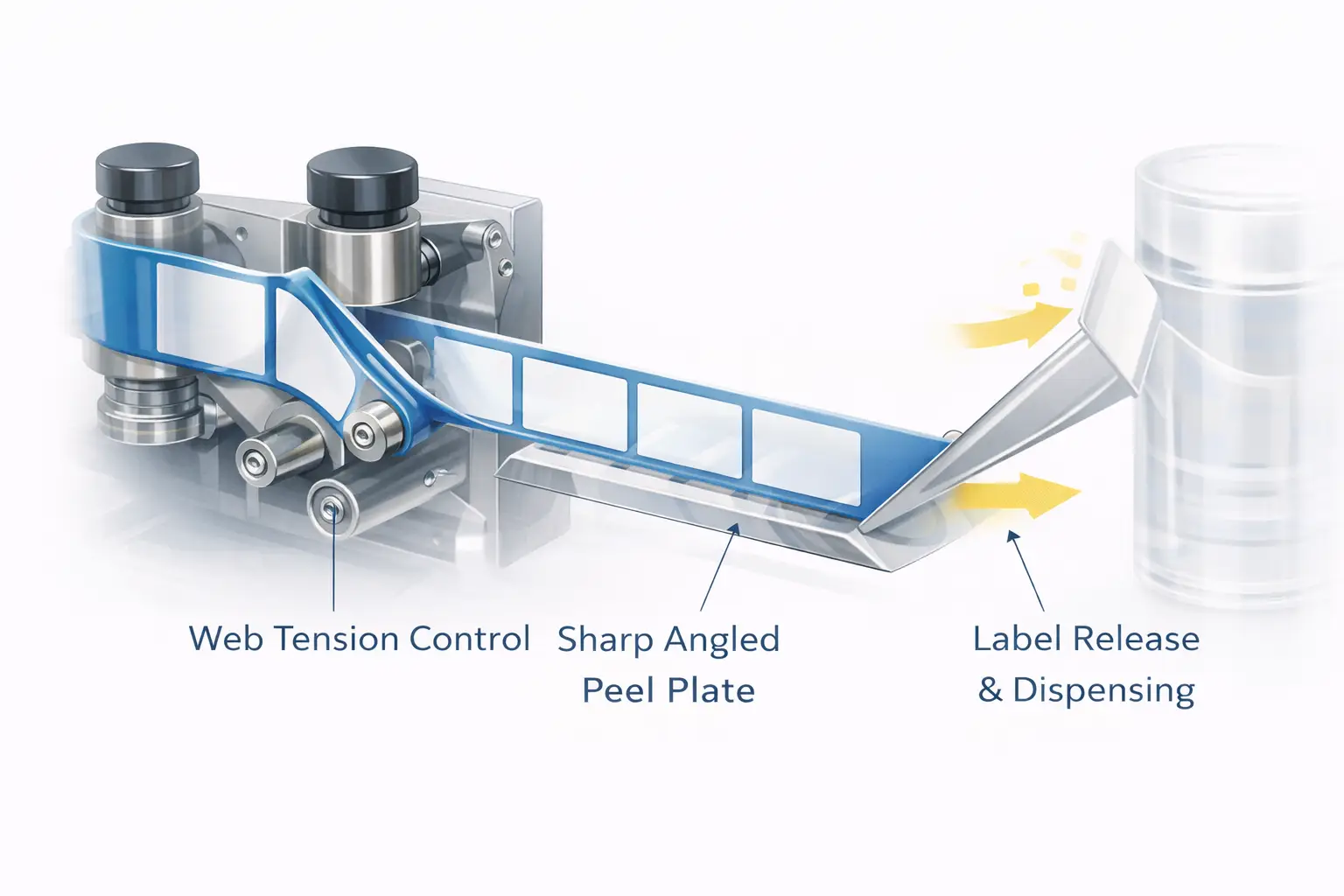
Selbstklebeetikettierer sind die absolut dominierende Kraft in der modernen Verpackung, insbesondere in den Bereichen Pharmazeutika, hochwertige Kosmetika und Speziallebensmittel. Diese Maschinen arbeiten mit vorgedruckten Etiketten, die auf einer Endlosrolle mit Trägerpapier geliefert werden. Die Bahn wird durch eine Reihe von spannungsgesteuerten Tänzerarmen geführt und über eine scharfe, abgewinkelte "Abziehplatte" gezogen. Da das Etikettenmaterial steifer ist als das dünne Trägermaterial, löst sich das Etikett beim scharfen Ziehen des Trägermaterials um die Abziehplatte und schießt nach vorne auf den vorbeilaufenden Behälter, wo es sofort abgewischt oder flach gerollt wird.
Vorteile und OpEx-Auswirkungen: Der Hauptvorteil der Haftklebetechnik ist ihre extreme Sauberkeit und sofortige Einsatzbereitschaft. Es muss kein Klebstoff erwärmt werden, es gibt keine unordentlichen Reinigungsarbeiten und es besteht kein Risiko einer Verunreinigung des Klebstoffs, so dass sie für strenge GMP-Reinräume (Good Manufacturing Practice) vorgeschrieben ist. Es unterstützt auch hochkomplexe Etikettenformen und klar-auf-klar-Anwendungen im No-Label-Look". Unter Kostengesichtspunkten sind Haftetiketten im Vergleich zu anderen Methoden jedoch mit höheren Verbrauchskosten pro Einheit verbunden, was größtenteils auf das überschüssige Silikonträgermaterial zurückzuführen ist, das ständig neu aufgewickelt und entsorgt werden muss.
Technologien für Schrumpfschläuche
Wenn eine Marke eine 360-Grad-Grafikabdeckung von oben bis unten auf einem komplexen, dreidimensional gekrümmten Behälter (z. B. einer konturierten Sportgetränkeflasche oder einem sanduhrförmigen Triggerspray) benötigt, können sich flache Klebeetiketten nicht ohne starke Faltenbildung an die Geometrie anpassen. Die technische Lösung ist die Schrumpfschlauch-Etikettiermaschine. Diese Maschine wickelt einen Endlosschlauch aus Polymerfolie (in der Regel PETG oder PVC) ab, schneidet ihn mit einer rotierenden Messereinheit auf die exakte Länge zu und schießt den Sleeve über einen absteigenden Dorn auf den Behälter.
Nach der Ummantelung durchläuft der Behälter einen Wärmeschrumpftunnel. Dampftunnel werden für komplexe Kurven bevorzugt, da sie eine gleichmäßige 360-Grad-Wärmeübertragung bieten und das Polymer zwingen, zu schrumpfen und sich perfekt an die Topografie des Behälters anzupassen. Elektrische Wärmestrahlungstunnel werden auch für einfachere Anwendungen oder in Fällen verwendet, in denen die Feuchtigkeit von Dampf verboten ist. Das ist entscheidend: Schrumpfschläuche sind die nur praktikable Methode zur Dekoration von leeren, drucklosen Aluminiumdosen, da die Anwendung von mechanischem Seitendruck auf eine leere Dose diese zerdrücken würde.
Nassleim- und Heißleimsysteme
Bei großvolumigen Produkten mit geringen Gewinnspannen ist die Senkung der Stückkosten für das Etikett von größter Bedeutung. Hier zeichnen sich Nassleim- und Heißleimsysteme aus.
Nassleim (Kaltleim) Etikettierer: Nassleimmaschinen, die traditionell das Rückgrat der Getränkeindustrie bilden, ziehen einzelne geschnittene und gestapelte Papieretiketten aus einem Magazin. Eine rotierende Palette überträgt eine dünne Schicht kalten Klebstoffs auf Wasserbasis oder Harz auf das Etikett, bevor es auf den Behälter gewischt wird. Nassleim ist in kalten, feuchten Umgebungen außerordentlich widerstandsfähig, was ihn zum Standard für Glasbierflaschen macht, die starker Kondensation ausgesetzt sind.
Hot Melt (Roll-Fed) Systeme: In den Branchen für abgefülltes Wasser und kohlensäurehaltige Erfrischungsgetränke (CSD) dominieren Heißschmelzmaschinen, die Endlosrollen aus preiswerter BOPP-Folie (biaxial orientiertes Polypropylen) verwenden. Die Maschine schneidet die Folie, und eine Vakuumtrommel führt sie an einer Leimwalze vorbei, die einen mikroskopisch kleinen Streifen Schmelzkleber aufträgt. nur an der Vorder- und Hinterkante des Etiketts. Das Etikett wird dann mit rasanter Geschwindigkeit um die Flasche gewickelt. Durch den vollständigen Verzicht auf das Trägermaterial und die Minimierung des Leimverbrauchs bieten Hotmelt-Systeme die geringstmöglichen Betriebskosten für Verbrauchsmaterialien, so dass Hochgeschwindigkeitslinien kontinuierlich mit minimalem Materialaufwand laufen können.
Kernkomponenten, die Präzision und Geschwindigkeit diktieren
Zwei Maschinen mögen in der Fabrikhalle identisch aussehen, doch die eine arbeitet seit zehn Jahren einwandfrei, während die andere täglich Engpässe, schiefe Etiketten und abgelehnte Chargen verursacht. Das Unterscheidungsmerkmal liegt unter dem Edelstahlgehäuse verborgen: die elektrische Antriebsarchitektur und die sensorischen Erkennungssysteme.
Antriebssysteme: Schrittmotoren vs. Servomotoren
Der Spendemotor einer Selbstklebeetikettiermaschine - der Mechanismus, der das Etikett genau in der Mikrosekunde, in der die Flasche ankommt, von der Spendeplatte abdrückt - wird entweder von einem Schrittmotor oder einem Servomotor angetrieben. Diese Unterscheidung zu verstehen, ist die wichtigste technische Bewertung, die ein Verpackungsmanager vornehmen muss.
| Technische Parameter | Schrittmotor (Open-Loop) | Servomotor (Closed-Loop) |
|---|---|---|
| Mechanismus der Kontrolle | Open-Loop (empfängt Impulsbefehle, kein Positionsrückmeldemechanismus) | Closed-Loop (kontinuierliche Positionsrückmeldung in Echtzeit über integrierte Encoder) |
| Optimaler Durchsatz | Niedriger bis mittlerer Umfang (< 150 Flaschen pro Minute) | Mittlere bis ultrahohe Skala (200 - 1000+ Flaschen pro Minute) |
| Präzision und Verlässlichkeit | Neigt zu "verpassten Schritten" bei hohem Drehmoment, was zu einer Verschiebung der Platzierung führt. | Dynamische Autokorrektur der Position. Hält eine strenge Toleranz von ±1 mm ein. |
Die technische Realität: Ein Schrittmotor arbeitet im Blindflug. Die SPS sagt ihm, dass er sich genau 1.000 Schritte drehen soll, um ein Etikett zu spenden. Wenn ein mechanischer Widerstand (z. B. eine schwere Etikettenrolle oder eine Spannungsspitze) dazu führt, dass der Motor physisch 5 Schritte verpasst, weiß der Motor das nicht. Das nächste Etikett wird zu spät gespendet, und der Fehler vergrößert sich im Laufe der Schicht, bis die Etiketten den Zielbereich vollständig verfehlen. Ein Servomotor hingegen verfügt über einen eingebauten Encoder. Er kommuniziert ständig mit der SPS und überprüft seine exakte physische Position Tausende Male pro Sekunde. Wenn er um den Bruchteil eines Millimeters hinterherhinkt, nimmt er sofort mehr Strom auf, um die Diskrepanz zu korrigieren. Für jede Linie, die mit mehr als 200 BPM läuft, oder für Linien, die eine Toleranz von ±1 mm erfordern, sind Servoantriebe mit geschlossenem Regelkreis eine absolut unverzichtbare Voraussetzung.
Sensortechnologien und Materialdetektion
Die SPS einer Etikettiermaschine fungiert als ihr Gehirn, aber die Sensoren sind ihre Augen. Wenn der Sensor die Lücke zwischen den Etiketten auf dem Band nicht genau erkennen kann, spendet die Maschine unregelmäßig, verschwendet ganze Etikettenrollen und hält die Produktion an.
Konventionelle Opazität: Das Standard-Arbeitspferd der Industrie ist die fotoelektrische Sonde (im Allgemeinen als elektrisches Auge bezeichnet). Es sendet einen Lichtstrahl durch das Etikettenband. Das Trägermaterial allein lässt das Licht durch, aber das Trägermaterial und das Papieretikett blockieren das Licht. Der Sensor registriert diesen Unterschied in der Lichtintensität, um die Etikettenlücke zu erkennen.
Die transparente Herausforderung: In der Kosmetik- und Getränkeindustrie werden in großem Umfang klare Folienetiketten im "No-Label-Look" verwendet. Wenn Sie ein durchsichtiges Etikett auf einem durchsichtigen PET-Trägermaterial durch einen fotoelektrischen Sensor führen, geht das Licht direkt durch beide hindurch. Die Maschine kann das Etikett nicht "sehen" und spult kontinuierlich die gesamte Rolle auf den Boden. Um transparente Folienmaterialien zu verarbeiten, muss die elektrische Architektur aufgerüstet werden. Die Lösung ist eine Ultraschallsensordas Hochfrequenz-Schallwellen durch die Bahn schickt und die akustische Dämpfung misst (den mikroskopischen Dickenunterschied zwischen dem Trägermaterial allein und dem Trägermaterial mit dem Etikett). Alternativ dazu kann ein kapazitiver Sensor eingesetzt werden, das die dielektrische Varianz der Materialien misst und sich als besonders zuverlässig für transparente Etiketten mit Metallfolienprägung oder dichten Metalldruckfarben erweist.
Auswahl der Ausrüstung: Geschwindigkeit, Integration und Umstellung
Die Beschaffung einer Etikettiermaschine auf der Grundlage von isolierten Leistungskennzahlen ist eine gefährliche Falle. In einer modernen Fertigungsanlage ist die Etikettiermaschine ein Knotenpunkt innerhalb eines vernetzten Ökosystems. Ihr wahrer Wert hängt davon ab, wie reibungslos sie mit vor- und nachgelagerten Anlagen synchronisiert und wie schnell sie für verschiedene Produktläufe neu konfiguriert werden kann.
Standalone-Etikettierer vs. synchronisierte Inline-Systeme
Eigenständige Operationen: Manuelle und halbautomatische Etikettiermaschinen erreichen im Allgemeinen eine Höchstgeschwindigkeit von 30 bis 50 BPM. Diese eigenständigen Geräte erfordern einen Bediener, der eine Flasche manuell einlegt, ein Fußpedal oder einen Mikroschalter betätigt und das fertige Produkt entnimmt. Sie sind zwar äußerst kosteneffizient und eignen sich für F&E-Labors, Handwerksbrauereien oder die diskrete Fertigung von Kleinserien, doch ihre Abhängigkeit vom menschlichen Taktgeber schränkt den Durchsatz stark ein und führt zu menschlich bedingten Fehlern bei der Platzierungskonsistenz über eine lange Schicht hinweg.
Inline-Synchronisierte schlüsselfertige Systeme: Für die industrielle Produktion muss der Etikettierer vollständig in den Förderfluss integriert sein. Lineare (Inline-) Architekturen verarbeiten Flaschen auf einem geraden Förderband und sind die ideale Lösung für Linien mit mittlerem bis hohem Durchsatz, die zwischen 50 und 300 BPM laufen. Sie bieten ein hervorragendes Gleichgewicht aus Geschwindigkeit und mechanischer Einfachheit. Bei globalen Getränkeriesen, die 400 bis über 1.000 BPM erreichen, stößt die lineare Physik an ihre Grenzen. Diese Anlagen erfordern Drehbare Sternrad-Etikettierer. Die Flaschen werden vom Hauptförderband in ein massives, sich kontinuierlich drehendes Karussell umgeleitet, in dem einzelne mechanische oder servogesteuerte Flaschenteller den Behälter perfekt drehen, während mehrere Etikettierstationen gleichzeitig mit atemberaubender Geschwindigkeit Vorder-, Rücken- und Halsetiketten aufbringen.
Leitungsintegration und Kontrollen
Eine Etikettiermaschine, die in einem Vakuum arbeitet, ist nutzlos. Die SPS der Maschine muss einen robusten E/A-Handshake (Input/Output) mit dem vorgelagerten Füller und dem nachgelagerten Sammelpacker herstellen. Wenn sich der nachgeschaltete Einpacker staut, muss die Etikettiermaschine sofort ein Stoppsignal erhalten, um zu verhindern, dass sich die Behälter stapeln, sich gegenseitig zerdrücken und eine massive Linienkatastrophe verursachen.
Außerdem erfordert eine fortgeschrittene Integration Geschwindigkeitskaskadenregelung. Verlangsamt sich der vorgelagerte Füller aufgrund einer Änderung der Produktviskosität von 200 BPM auf 150 BPM, muss das Encoder-Tracking-System des Etikettierers sein Förderband und die Spendeköpfe dynamisch verlangsamen, um sich dem neuen Tempo problemlos anzupassen. Die physische Integration ist ebenfalls von entscheidender Bedeutung. Eine falsche Höhenanpassung der Förderbänder oder das Fehlen von richtig dimensionierten Stautischen (Pufferzonen) vor und nach dem Etikettierer führt zu häufigen Mikrostopps (Start-Stopp-Zyklen), was die Lebensdauer der Motoren drastisch verkürzt und die OEE der Linie beeinträchtigt.
Schnellumschaltmechanismen für Multi-SKU-Flexibilität
Für Lohnverpacker (OEM/ODM), die verschiedene Produktportfolios verwalten, ist eine Maschine, die mit 300 BPM läuft, aber vier Stunden braucht, um sich auf eine neue Flaschenform einzustellen, eine finanzielle Belastung. Die mechanische Flexibilität der Maschine wirkt sich direkt auf das Endergebnis aus.
Bei der Evaluierung einer Maschine für Multi-SKU-Linien sollten Sie folgende Prioritäten setzen werkzeuglose Einstellmechanismen. Die Bediener sollten keine Schraubenschlüssel oder Inbusschlüssel benötigen, um die Führungsschienen, die Höhe des Applikatorkopfes oder die Sensorpositionen einzustellen. Hochwertige Maschinen arbeiten mit Handrädern, die mit digitale Positionsanzeigen (SIKO-Zähler). Bei der Umstellung von einer 500-ml-Rundflasche auf eine 1-l-Vierkantflasche dreht der Bediener einfach die Handräder auf die im Rezeptbuch vordokumentierten numerischen Einstellungen. In Verbindung mit Schnellwechselteilen (wie magnetischen Sternrädern oder einrastenden Führungsschienen) können die SMED-Prinzipien (Single-Minute Exchange of Die) angewandt werden, die einen zermürbenden zweistündigen mechanischen Wechsel auf einen vorhersehbaren, wiederholbaren 15-minütigen Prozess reduzieren und so Stunden an profitabler Produktionszeit einsparen.
Industrielle Anwendungen und materialspezifische Beschränkungen
Allzweckmaschinen überleben nicht in extremen industriellen Umgebungen. In verschiedenen vertikalen Märkten gibt es strenge physikalische Tabus und kompromisslose gesetzliche Normen, die die Maschinentechnik strikt vorschreiben.
Etikettierung von Lebensmitteln, Getränken und Aluminiumdosen
Geräte, die in Lebensmittel- und Getränkeeinrichtungen eingesetzt werden, müssen aggressiven Reinigungsprotokollen standhalten. Das Maschinengehäuse muss aus Edelstahl 304 oder 316 mit vollständig geschlossenen Schaltschränken der Schutzart IP65 oder IP67 bestehen, um Hochdruckspülungen und ätzenden Reinigungsmitteln ohne Kurzschluss standzuhalten.
Das Tabu der Aludose: Bei der Verpackung von Getränken gibt es eine kritische physikalische Einschränkung für Aluminiumdosen. Eine leere, drucklose Aluminiumdose hat eine hohe axiale Festigkeit (von oben nach unten), aber praktisch keine radiale Festigkeit (von Seite zu Seite). Auf leere Aluminiumdosen können keine druckempfindlichen Etiketten mit Standard-Rundumgurten aufgebracht werden. Der seitliche Druck des Abwischschwamms wird die dünnen Wände sofort zerdrücken, was zu einer Ausschussrate von 100% führt. Die druckempfindliche Etikettierung der Dosen muss unbedingt nachgelagert erfolgen, nach Die Dose wurde befüllt, mit flüssigem Stickstoff übergossen (wenn sie keine Kohlensäure enthält) und verschlossen, so dass sie den für die Etikettierung erforderlichen Innendruck erhält. Wenn Sie leere Dosen vor der Abfüllung dekorieren müssen, ist die Schrumpfschlauchtechnik (die keinen seitlichen Druck ausübt) die einzige technische Lösung.
Einhaltung der Vorschriften für Arzneimittel und Kosmetika
Der pharmazeutische Sektor arbeitet unter Null-Toleranz-Bestimmungen. Etikettiersysteme müssen hier die strengen GMP-Standards und die Anforderungen der FDA 21 CFR Part 11 erfüllen, die eine strenge Rückverfolgbarkeit der Daten, elektronische Signaturen und Prüfpfade vorschreiben. Um diese Anforderungen zu erfüllen, integrieren Pharma-Etikettierer häufig Druck- und Anwendungssysteme (P&A)-Einbau von Thermotransferdruckern direkt in den Etikettierkopf zum dynamischen Drucken von Chargencodes, Verfallsdaten und 2D-Matrix-Barcodes auf jedes Etikett unmittelbar vor dem Aufbringen. Dies wird mit Hochgeschwindigkeits-Machine-Vision-Inspektionskameras kombiniert, die OCV (Optical Character Verification) durchführen, um jede Flasche mit einem verschmierten Barcode oder einem fehlenden Etikett sofort zurückzuweisen.
In der Premium-Kosmetikindustrie ist die Herausforderung eine rein ästhetische. Der hochwertige "Klar-auf-Klar"-Look erfordert das Aufbringen transparenter Etiketten auf transparentes Glas oder Acrylglas, ohne dass eine einzige mikroskopisch kleine Luftblase eingeschlossen wird. Dies erfordert spezielle, hochdichte Rakelabstreifmechanismen und eine extreme servogesteuerte Spannungskontrolle, um sicherzustellen, dass das Etikett perfekt plan aufliegt, da selbst der kleinste optische Fehler die Markenwahrnehmung beeinträchtigt.
Kostenstruktur und Betriebseffizienz (OpEx vs. CapEx)
Die Beschaffung einer Etikettiermaschine auf der Grundlage von isolierten Leistungskennzahlen ist eine gefährliche Falle. In einer modernen Fertigungsanlage ist die Etikettiermaschine ein Knotenpunkt innerhalb eines vernetzten Ökosystems. Ihr wahrer Wert hängt davon ab, wie reibungslos sie mit vor- und nachgelagerten Anlagen synchronisiert und wie schnell sie für verschiedene Produktläufe neu konfiguriert werden kann.
Anfangsinvestitionen (CapEx)
Die grundlegenden Investitionskosten einer Etikettiermaschine werden durch ihre Antriebsarchitektur und Rahmengeometrie bestimmt. Die Aufrüstung von einer schrittgesteuerten Linearmaschine zu einem vollständig servogesteuerten Linearsystem erhöht zwar den Anschaffungspreis, garantiert aber Stabilität bei hoher Geschwindigkeit. Der Umstieg auf eine rotierende Hochgeschwindigkeits-Etikettiermaschine mit mehreren Stationen stellt eine enorme Investition dar, die sich nur für Getränkefabriken im industriellen Maßstab eignet, wo die enorme Leistung die Amortisation rechtfertigt. Darüber hinaus verändern die erforderlichen kundenspezifischen Module die Investitionskosten erheblich. Die Integration kundenspezifischer Puck-Handhabungssysteme für instabile Flaschen, das Hinzufügen ionisierter Luftgebläse zur Beseitigung statischer Elektrizität von Klarsichtfolien-Etiketten oder das Anbringen von industriellen Bildverarbeitungs-Kameras von Cognex oder Keyence erhöhen die anfänglichen Ausgaben, aber dies sind notwendige Investitionen, um eine Null-Fehler-Produktion zu gewährleisten.
Verbrauchsmaterial und versteckte Kosten für Ausfallzeiten (OpEx)
Das wahre finanzielle Loch in einer Verpackungslinie verbirgt sich in den Betriebskosten. Bei der Analyse der Verbrauchsmaterialien sind Haftetiketten mit einem Kostenaufschlag verbunden, da Sie für das Silikonträgermaterial bezahlen, das letztendlich als Abfall aufgerollt und weggeworfen wird. Im Gegensatz dazu verwenden Heißschmelz-Rollensysteme BOPP-Folie ohne Trägermaterial, was die Kosten pro Flasche erheblich senkt und sie zur einzigen logischen Wahl für Produkte mit hohem Volumen und niedriger Gewinnspanne wie abgefülltes Wasser macht.
Die zerstörerischsten versteckten OpEx-Kosten sind jedoch Ausfallzeiten, die durch billige Geräte verursacht werden. Eine preisgünstige Etikettiermaschine, die mit Schrittmotoren mit offenem Regelkreis arbeitet, verliert häufig die Synchronisation. Dies führt dazu, dass die Etiketten zerknittert oder falsch ausgerichtet aufgebracht werden. Sie verlieren nicht nur die Kosten für das verschwendete Etikett und das ruinierte Produkt in der Flasche, sondern auch die Arbeitskosten für das Anhalten der Linie, die Beseitigung des Staus, die Neukalibrierung der Maschine und den Neustart. Wenn eine Maschine 15 Minuten Stillstand pro Schicht auf einer Linie verursacht, die für 200 BPM ausgelegt ist, entgehen Ihnen täglich 3.000 Produktionseinheiten. Im Laufe eines Geschäftsjahres übersteigen die finanziellen Verluste durch eine schlechte OEE die Einsparungen, die durch den Kauf der billigeren Maschine erzielt werden.
Schlussfolgerung: Eine strategische Checkliste für Ihre Investition
- Schritt 1: Kompromisslose Geometriefilterung: Definieren Sie klar die Form, Stabilität und Steifigkeit Ihres Behälters. Lassen Sie die physikalische Physik die Handhabungsarchitektur diktieren. Halten Sie sich an die Tabus der Branche, z. B. dass leere, drucklose Aluminiumdosen niemals mit mechanischem Seitendruck beaufschlagt werden dürfen.
- Schritt 2: Abgleich des Durchsatzes mit der elektrischen Architektur: Ordnen Sie dem Antriebsmechanismus Ihre Zielflaschen pro Minute (BPM) zu. Wenn Ihre Linie 150 BPM überschreitet, sollten Sie Schrittmotoren ablehnen und Servosysteme mit geschlossenem Regelkreis verlangen, um eine Drift bei hohen Geschwindigkeiten zu verhindern. Stimmen Sie Ihre Sensortechnologie (fotoelektrisch vs. Ultraschall) explizit auf die Opazität Ihres Etikettenmaterials ab.
- Schritt 3: Veranlassen Sie einen Factory Acceptance Test (FAT): Schließen Sie niemals einen Beschaffungsvertrag auf der Grundlage eines Prospekts ab. Verlangen Sie, dass der Hersteller Ihre tatsächlichen Produktionsflaschen und Etikettenrollen in seinem Betrieb testet, um die angegebene Präzision, die OEE-Fähigkeiten und die tatsächlichen Umrüstzeiten zu prüfen, bevor die Geräte ausgeliefert werden.
Preisgünstige Geräte von der Stange versagen routinemäßig unter der harten Belastung des 7×24-Dauerbetriebs in der Industrie, wobei sie unter Motorschrittverlusten und chronischen Ausfallzeiten leiden. Als einer der führenden Hersteller von Etikettiertechnik der Spitzenklasse in China, LevaPack ist spezialisiert auf hochpräzise Lösungen, die speziell für runde Dosen, Weißblechdosen und Gläser entwickelt wurden.
Unsere Vorzeigegeräte, wie die Dosengehäuse und Kappe drucksensitiven Etikettierern, lehnt kompromittierte Komponenten ab. Jedes Gerät ist streng mit einem geschlossenen elektrischen Ökosystem ausgestattet, das Folgendes umfasst SPS von Panasonic, HMI-Touchscreens von Kunlun Tongtai und Sensoren zur Etikettenerkennung von Leuze. Integriert in eine starre, einstellbare 3-Pol-Mechanik, garantiert diese Architektur eine intelligente Autokorrektur und eine nahtlose Erkennung fehlender Etiketten, wodurch ein Auslaufen von Etiketten und Materialverschwendung vollständig vermieden wird.
Ganz gleich, ob Sie eine hochbelastbare Einzelanlage oder eine voll integrierte, schlüsselfertige Verpackungslinie benötigen, die vom Füllen und Verschließen bis hin zum Etikettieren maßgeschneidert ist, die LevaPack-Ingenieure liefern kompromisslose Stabilität.
Präzisionstechnik für 7×24 kontinuierliche Hochgeschwindigkeitsproduktion
Sind Sie bereit, Ausfallzeiten zu vermeiden und Ihre OEE zu schützen? Nutzen Sie unsere hochpräzise Etikettiertechnologie, um eine makellose Markenpräsentation in jedem Regal zu gewährleisten.
Entdecken Sie unsere maßgeschneiderten Lösungen


