Dosenetikettengröße erklärt: Genaue Formeln und Maschinentoleranzen
In der Welt der kommerziellen Getränke- und Lebensmittelverpackungen, in der viel auf dem Spiel steht, ist eine Fehlkalkulation von nur 1/8 Zoll nicht nur ein Konstruktionsfehler, sondern ein katastrophaler Produktionsfehler. Ganz gleich, ob Sie eine handwerkliche Brauerei, eine Spezialitätenkaffeerösterei oder eine automatisierte Lebensmittelkonservenanlage betreiben: Wenn Sie sich bei den Abmessungen Ihrer Dosenetiketten verschätzen, führt dies unweigerlich zu massivem Materialabfall, inakzeptablem Maschinenstau und beeinträchtigter Markenästhetik.
Der Weg von einem digitalen PDF-Proof zu einem fehlerfreien physischen Produkt in einem Supermarktregal ist voller versteckter technischer Fallen. Variablen wie die mechanischen Grenzen halbautomatischer Applikatoren, die starke physikalische Verformung durch Wärmetunnel und die stillen Verschiebungen in der globalen Aluminiumlieferkette können Standard-"Vorlagen" sofort unbrauchbar machen. Die Verpackungsnormen der Industrie werden ständig weiterentwickelt, um diesen Anforderungen gerecht zu werden.
Dieser umfassende technische Leitfaden umgeht laienhafte Designratschläge und taucht direkt in die industrielle Realität der Verpackung ein. Wir erläutern die exakten mathematischen Formeln für flache Rollenetiketten, die strukturelle Geometrie von Schrumpfschläuchen, die präzisen Methoden zur Messung unregelmäßiger Dosen und die kritischen Toleranzen bei der Maschineneingabe, die Ihren Produktionsertrag bestimmen. Hören Sie auf zu raten, und beginnen Sie mit der Entwicklung Ihrer Verpackungen für eine Null-Fehler-Produktion. Springen Sie zur ultimativen Größentabelle unten, um loszulegen.
Die ultimative Größentabelle für Dosenetiketten (Getränke, Lebensmittel und Gläser)
Bevor Sie ein grafisches Design erstellen oder einen Auftrag an Ihren Druckdienstleister erteilen, müssen Sie Ihren grundlegenden Dimensionsrahmen festlegen. Die folgende Referenzmatrix skizziert die aktuellen Abmessungen nach Industriestandard für die am häufigsten verwendeten Lebensmittel Metalldosen, Aluminium-Getränkedosen und Glasbehälter. Wie jedoch jeder erfahrene Produktionsleiter weiß, sind diese Zahlen ein Ausgangspunkt und keine universelle Garantie.
Lebensmittel Metalldosen (3-teilige Ausführung)
#10 Dose
#303 Dose
#300 Dose
Getränkedosen aus Aluminium (2-teilige Konstruktion)
16 oz Standard
16 oz Glatt
12 oz Standard
12 oz Glatt
8,4 Unzen Schlank
Glas Einmachgläser
16 oz Pint
8 oz Halbpint
Die gefährlichste Falle, mit der sich die Startups der Getränkeindustrie derzeit konfrontiert sehen, ist die 16-oz-Dose. In der Vergangenheit waren fast alle 16 oz-Dosen Standard 211 Format. Da es jedoch regelmäßig zu Engpässen bei den 211er-Beständen kommt, haben viele Großhändler und mobile Konservenfabriken sie durch die 207 Format (16 oz Sleek). Die 207er-Dose fasst genau dasselbe Flüssigkeitsvolumen, ist aber deutlich schmaler im Durchmesser und höher in der Bauhöhe.
Wenn Sie eine Standard-Etikettenschablone 211 (mit einer Breite von 8,125 Zoll) blindlings auf eine schlanke Dose 207 aufkleben, kommt es zu einer katastrophalen physischen Überlappung. Das überschüssige Material führt zu starken Markierungen, Fehlausrichtungen und sofortigen Staus in Ihren Etikettiermaschinen. Sie müssen die genaue physikalische SKU der leeren Dosen, die an Ihrer Laderampe ankommen, überprüfen, bevor Sie einen Druckabzug genehmigen.
Die Wahl des richtigen Etikettenformats: Rollenetiketten vs. Schrumpfhüllen
Bevor Sie jemals einen digitalen Messschieber in die Hand nehmen oder den Umfang berechnen, müssen Sie Ihren Materialprozess endgültig festlegen. Die grundlegende Geometrie, die Druckmethodik und die mathematischen Formeln, die zur Größenbestimmung Ihrer Verpackung verwendet werden, unterscheiden sich völlig, je nachdem, ob Sie ein 2D-Substrat um einen Zylinder wickeln oder einen 3D-Schlauch auf einen konturierten Behälter schrumpfen.
Selbstklebende Rollenetiketten und Materialüberleben
Druckempfindliche (PS) Rollenetiketten sind das Rückgrat der kleinen bis mittelgroßen Getränke- und Lebensmittelproduktion. Diese zweidimensionalen Abziehbilder werden auf einem kontinuierlichen Trägermaterial geliefert und bieten Marken mit mehreren Artikelnummern eine unglaubliche Flexibilität, die einen schnellen Wechsel der Geschmacksrichtung und relativ niedrige Mindestbestellmengen (MOQs) ermöglicht. Da sie flach sind, beruht die Berechnung ihrer Abmessungen auf einer einfachen planaren Geometrie.
Die Formel für die Breite des Master-Rollenetiketts
Breite des flachen Etiketts = (gemessener Außendurchmesser × 3,1416) + 0,25″ Überlappung
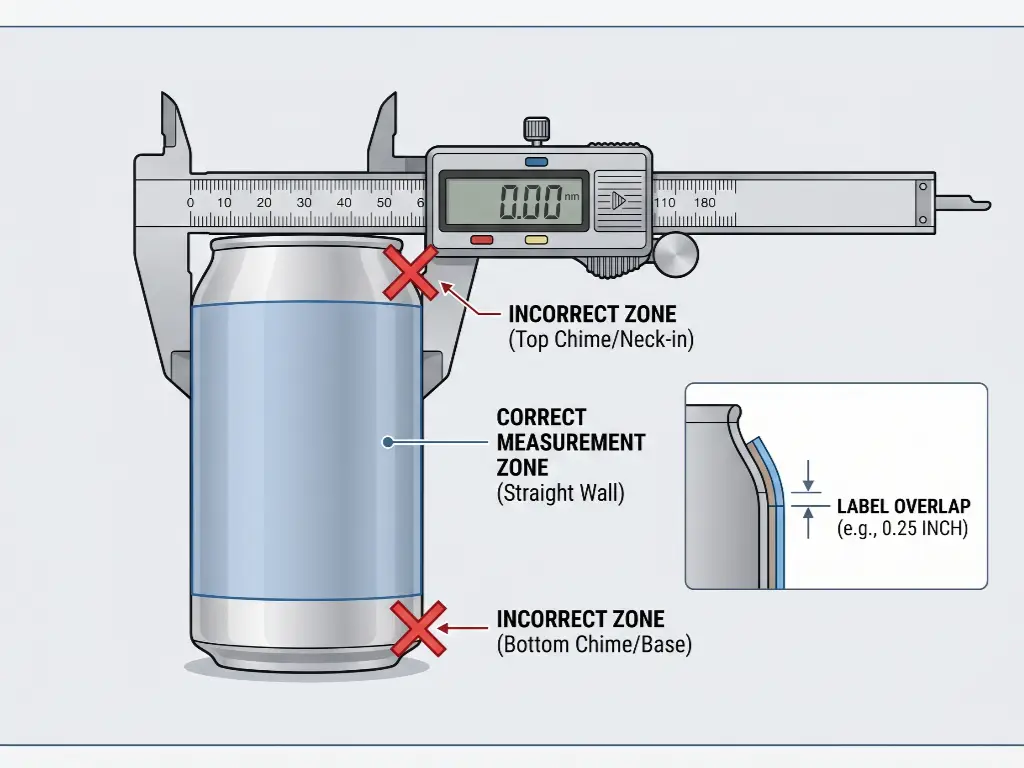
Um diese Formel korrekt auszuführen, müssen Sie den Außendurchmesser der Dose mit einem digitalen Industriemessschieber genau an ihrem gerade Wand Abschnitt. Messen Sie nicht in der Nähe der oberen oder unteren Kurven. Multiplizieren Sie diesen exakten Durchmesser mit Pi (3,1416), um den perfekten mathematischen Umfang zu ermitteln. Schließlich müssen Sie noch die Überlappung hinzufügen. Eine Überlappung von 0,25 Zoll (1/4″) ist der absolute goldene Standard der Industrie. Diese Überlappung dient als kritischer Ankerpunkt, an dem der Klebstoff sein eigenes Obermaterial festhält und das Etikett an seinem Platz sichert.
Die perfekte mathematische Dimensionierung bedeutet jedoch nichts, wenn sich das Material in der realen Welt auflöst. Ein kritischer Punkt für neue Marken ist der "Eiskübeltest" oder die Standard-Kühlkettenlogistik. Wenn ein Dosengetränk aus einem 3°C (38°F) warmen Kühlschrank in eine 24°C (75°F) warme Umgebung gebracht wird, kommt es zu einer sofortigen und aggressiven Kondensation. Die Außenseite der Aluminiumdose schwitzt dann stark.
Wenn Sie ein Standard-Papieretikett verwenden - selbst eines mit einfachem Lack - dringt Wasser in die Papierfasern ein und verwandelt Ihr hochwertiges Branding innerhalb von Minuten in ein abblätterndes, breiiges Desaster. Für jedes Produkt, das Kühlung oder Feuchtigkeit ausgesetzt ist, müssen Sie Folgendes angeben BOPP Material. Weiße BOPP- oder klare BOPP-Folien, gepaart mit einem aggressiven wasserfesten Acrylklebstoff und einer starken UV-Laminierung (matt oder glänzend), weisen Kondenswasser vollständig ab und gewährleisten, dass Ihre Markenidentität vom Kühlschrank bis zur Hand des Verbrauchers intakt bleibt.
Schrumpfschläuche: 360-Grad-Abdeckung und Verzugsraten
Wenn eine Marke eine 360-Grad-Grafik benötigt, die sich nahtlos an die komplexen Kurven des Behälters anpasst, sind Schrumpfschläuche die ultimative Lösung. Hergestellt in der Regel aus PETG oder PVC-Folien werden diese Sleeves flach bedruckt, zu einem Endlosschlauch zusammengenäht, über den Behälter gestülpt und durch einen hochgradig kontrollierten Dampf- oder Strahlungshitzetunnel geführt, um eng am Metall zu schrumpfen.
Verwerfen Sie die Pi-Formel sofort. Bei Schrumpfschläuchen werden keine Standardmaße für Breite und Höhe verwendet. Stattdessen werden sie nach zwei völlig unterschiedlichen Maßstäben konstruiert:
- Layflat-Breite (LFW): Die Breite der Hülse, wenn sie vollständig flach gedrückt ist. Sie wird berechnet, indem man den größten Umfang der Dose nimmt, eine Schlupftoleranz hinzufügt (normalerweise 2-4 mm, damit die Hülse reibungslos über die Dose gleiten kann) und durch zwei teilt.
- Schnittlänge: Die vertikale Länge des nicht geschrumpften Schlauches, bevor er den Wärmetunnel durchläuft. Da die Folie sowohl in der Vertikalen als auch in der Horizontalen schrumpft (wenn auch in unterschiedlichem Verhältnis), muss die Schnittlänge etwas länger sein als die gewünschte optische Endhöhe.
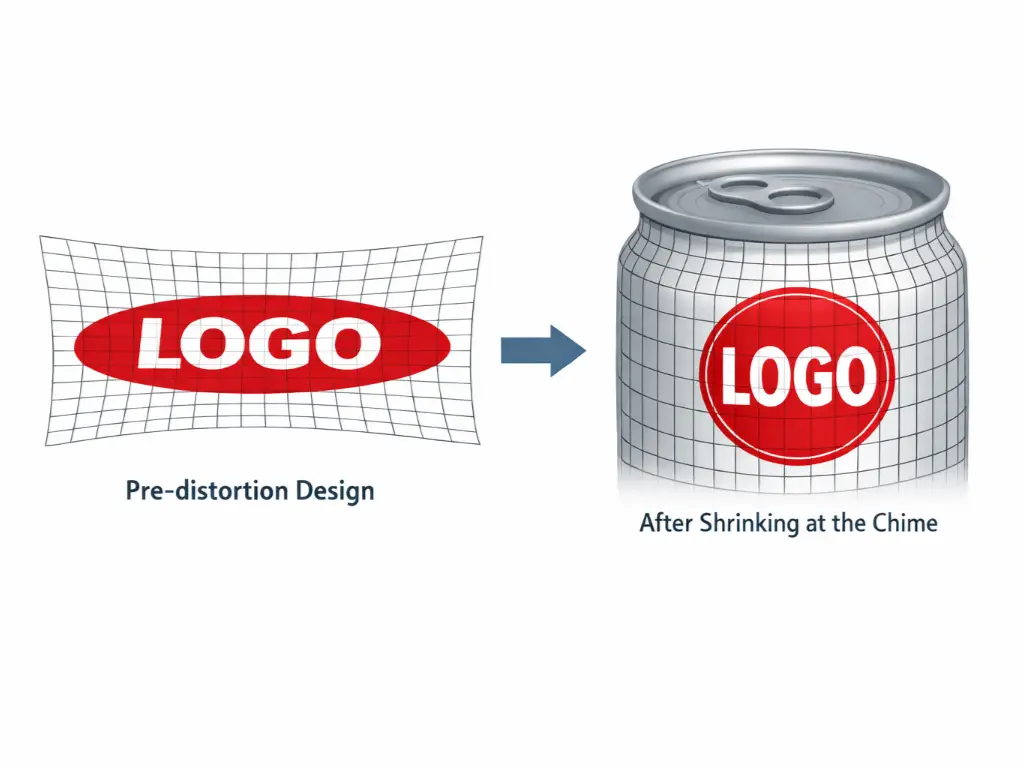
Der unnachgiebigste Aspekt bei der Gestaltung von Schrumpfschläuchen ist Verzerrung (Schrumpfungsrate). Da die Kunststoffröhre aggressiv schrumpft, um sich den starken Einwärtskurven am oberen und unteren Ende der Dose anzupassen - Bereiche, die als "Chime" oder "Neck-down" bekannt sind - werden die gedruckten Grafiken gezogen und gedehnt. Wenn Sie in Ihrer flachen Designdatei ein perfekt rundes Logo in der Nähe des Glockenspiels platzieren, wird es nach dem Hitzetunnel zu einem hässlichen, gestreckten Oval mutieren. Verpackungsingenieure in der Druckvorstufe müssen eine spezielle 3D-Grid-Mapping-Software verwenden, um die Druckvorlage absichtlich in umgekehrter Richtung "vorzuverzerren", damit die Grafiken nach dem Schrumpfen des Kunststoffs für das Auge des Verbrauchers mathematisch perfekt aussehen.
Messen von Etikettengrößen für individuelle oder unregelmäßige Dosen
In dem Moment, in dem man sich von der standardmäßigen zylindrischen Getränkedose entfernt, ändern sich die Regeln der Verpackungstechnik drastisch. Kundenspezifische und unregelmäßige Behälter - wie z. B. rechteckige Fleischkonserven, abgeflachte ovale Dosen für Meeresfrüchte oder stark verjüngte Industrieeimer - können nicht nach dem Prinzip "Umfang messen und einpacken" behandelt werden. Das Anbringen von gespannten Substraten an scharfen geometrischen Winkeln oder komplexen Kurven kann zu katastrophalen strukturellen Fehlern führen.
Paneel-Etiketten für quadratische und flache Dosen
Quadratische oder rechteckige Dosen, die häufig für hochwertige Speiseöle, Fleischgerichte und Teespezialitäten verwendet werden, stellen eine einzigartige physikalische Herausforderung dar. Wenn Sie versuchen, ein einzelnes, durchgehendes Haftetikett um vier 90-Grad-Ecken herum anzubringen, erzeugen Sie eine starke "Memory"-Spannung in der Folie. Das Etikettensubstrat möchte natürlich in seinen flachen Zustand zurückkehren. Im Laufe der Zeit oder bei kleinen Stößen in Versandkartons führt diese Spannung dazu, dass das Etikett "flattert" - es löst sich gewaltsam von den Ecken.
Die professionelle Lösung ist der vollständige Verzicht auf die Vollumhüllung und die Verwendung einer Vorder- und Rückseitenetikett Strategie (zwei separate Aufkleber). Wenn Sie die flache Seite der Dose messen, muss Ihre Etikettenbreite definitiv aufhören vor beginnt der Eckenradius. Eine goldene Regel für unregelmäßige Verpackungen lautet: "Enger ist sicherer". Achten Sie darauf, dass die Kante Ihres Etiketts vollständig auf der flachen Ebene aufliegt; wenn auch nur ein Millimeter des Etiketts in die gebogene Ecke hineinragt, schaffen Sie einen Hebelpunkt für Ablösungen und Reibungsverluste.
Top-Etiketten und Kartonhüllen für Fischkonserven
Abgeflachte, ovale Dosen - der weltweite Standard für hochwertige Sardinen, Sardellen und Kaviar - leiden unter einem erheblichen Mangel an vertikaler Fläche. Die Seitenwände dieser Dosen sind oft weniger als einen Zoll hoch und weisen aggressive, durchgehende Kurven auf. Es ist physikalisch unmöglich und rechtlich nicht zulässig, die vorgeschriebenen FDA/USDA-Nährwertangaben, Strichcodes und Markenaufschriften auf diesen mikroskopisch kleinen Seitenwänden mit Standardklebstoffen anzubringen.
Um diese Geometrie zu erobern, setzen Marken zwei spezifische Strategien ein:
- Das Etikett der oberen Platte: Ein präzise gestanztes Etikett, das ausschließlich auf dem flachen, vertieften Bereich des Deckels angebracht wird. Bei der Messung muss die innere Lippe des Falzes berücksichtigt werden, um sicherzustellen, dass das Etikett perfekt in die flache Schale fällt, ohne auf den Metallrippen zu reiten.
- Die Papphülse: Die hochwertigste und effektivste Lösung. Anstelle von Klebstoff wird die Dose vollständig mit einer schweren Papphülse umwickelt, die die Außenmaße der Dose umschließt. Um dies zu berechnen, müssen Sie die Gesamtlänge der Oberseite, der Unterseite und der beiden Seitenwandstärken messen und, was besonders wichtig ist, eine Überlappung von 15 mm an der Stelle hinzufügen, an der der Industriekleber die Banderole unten zusammenhält.
Beschaffung von professionellen Dielenköpfen für konische Dosen
Konische oder konische Dosen (bei denen der obere Durchmesser breiter oder schmaler als der untere Durchmesser ist) stellen die ultimative Herausforderung für die Größenbestimmung dar. Wenn ein verjüngtes 3D-Objekt in eine 2D-Ebene abgewickelt wird, bildet es kein Rechteck, sondern eine mathematisch präzise, gekrümmte Fächerform (einen geometrischen Kegelstumpf).
Das einzig akzeptable Protokoll für konische Dosen besteht darin, den Hersteller des Behälters zu kontaktieren und die offizielle technische CAD-Zeichnung anzufordern. Wenn diese nicht verfügbar ist, muss der physische Behälter von einem Verpackungsingenieur mit Hilfe von CAD-Software per Laser gescannt werden, um mathematisch eine exakte konische Kontur ohne Fehlermöglichkeit zu erzeugen.
Maschinenkompatibilität: Abwickelrichtung und Etikettierungstoleranzen
Ein schön gestaltetes, perfekt kalkuliertes Etikett ist völlig wertlos, wenn die Maschinen in der Fabrik es nicht verarbeiten können. Der Übergang vom Bildschirm des Grafikdesigners zur Realität einer Spinnereiproduktionslinie bringt harte mechanische Einschränkungen mit sich. Zu verstehen, wie die Etiketten geliefert werden und wie die Maschinen sie anbringen, ist die letzte Hürde zum betrieblichen Erfolg.
Dekodierung der Abwickelpositionen der Etikettenrolle (#1 - #8)
Wenn Sie Rollenetiketten kaufen, werden diese nicht als lose Blätter geliefert, sondern sind fest auf einen Pappkern (in der Regel mit einem Durchmesser von 3 Zoll) gewickelt. Die spezifische Ausrichtung der Druckvorlage, wenn sie sich von diesem Kern abwickelt, wird als Abwickeln Richtung. In der weltweiten Verpackungsindustrie wird ein standardisiertes numerisches System von Position #1 bis Position #8 verwendet.
Ihr Etikettiergerät ist ein starres System. Es erwartet, dass das Etikett in einer ganz bestimmten Ausrichtung zugeführt wird. Bei den meisten zylindrischen Dosenetikettierern dreht die Maschine die Dose vertikal und wickelt das Etikett horizontal ein. Das bedeutet, dass Ihr automatische oder halbautomatische Etikettiermaschine erfordert grundsätzlich Position #3 (rechte Kante führend) oder Position #4 (Linke Kante führend).
Wenn der Einkäufer nicht in der Bedienungsanleitung des Etikettiergeräts nachschaut und die Standardeinstellung des Druckers akzeptiert (die häufig die Position #1, Oberkante führend, ist), sind die Ergebnisse katastrophal. Das Etikettenband wird senkrecht zur Mechanik des Geräts eingezogen. Wenn Sie eine Rolle mit oberer Kantenführung an einer horizontalen Verpackungsmaschine verwenden, werden entweder die optischen Sensoren sofort blockiert oder 100.000 Dosen werden komplett seitwärts etikettiert. Die einzige Abhilfe besteht darin, die Produktion anzuhalten und ein Team zu bezahlen, das kilometerlange Etikettenbahnen von Hand aufrollt.
Rolleneingangstoleranzen für halbautomatische Etikettierer
Viele KMU beginnen ihre Verpackungsreise mit halbautomatischen Tisch-Etikettiermaschinen, wie z. B. der allgegenwärtigen MT-30. Diese reibungsbasierten Rollenmaschinen sind zwar kostengünstig, weisen aber unglaublich enge mechanische Toleranzen auf und sind sehr anfällig für menschliche Eingabefehler.
Die 0,25″ Überschneidungsgrenze für Spannungen: Zuvor haben wir festgestellt, dass eine Überlappung von 0,25″ (1/4″) die maximal zulässige Norm ist. Der Grund dafür liegt in den Rollen der Maschine. Wenn das Etikett um die Dose gewickelt wird und sich überlappt, entsteht eine mikroskopisch kleine physische "Beule", die aus zwei Schichten BOPP-Folie und Klebstoff besteht. Wenn die Überlappung mehr als 0,25″ beträgt - sagen wir, 0,5″ -, greifen die Applikatorwalzen zu lange in diesen erweiterten doppelt dicken Bereich. Dadurch entsteht ein starker Spannungsunterschied, der dazu führt, dass sich die hintere Kante des Etiketts nach unten verdreht, was zu hässlichen Spiralen führt (Fehlregistrierung) oder massive Luftblasen, die unter der Folie eingeschlossen sind.
Die Chime-Grenze: Die Höhe Ihres Etiketts muss streng reguliert werden, damit es innerhalb der Gerade Wand der Dose. Aluminiumdosen weisen einen "Chime" oder "Neck-down" auf - den gebogenen Übergang, an dem sich der Dosenkörper am oberen Deckel und an der unteren Kuppel verengt. Sie müssen einen visuellen Sicherheitsabstand von mindestens 0,125″ (1/8") zwischen dem oberen/unteren Rand des Etiketts und dem Beginn der Metallkrümmung einhalten. Wenn eine halbautomatische Walze versucht, ein flaches, starres BOPP-Etikett auf den gebogenen Gong zu drücken, kann das überschüssige Material nach den Gesetzen der Physik nirgendwo hin. Es wird sich sofort über sich selbst falten und eine permanente, irreversible tote Falte bilden, die den ästhetischen Wert des Produkts vollständig zerstört.
Upgrade auf Präzisionsautomatisierung
Levapack konzentriert sich ganz auf die Bereitstellung von leistungsstarken, automatisierten Dosen- und Verpackungslösungen für globale KMU. Unsere automatisierten Etikettier- und Verschließsysteme ersetzen unregelmäßige Friktionswalzen durch fortschrittliche servogesteuerte Technologie und 2μm-Präzisionstechnik und beseitigen so die vom Menschen verursachten Falten und Überlappungsfehler.
Wir sorgen dafür, dass jede einzelne Dose, die Ihre Linie verlässt, dem Verbraucher ein makelloses, erstklassiges Markenimage vermittelt. Hören Sie auf, mit Maschinentoleranzen zu kämpfen, und skalieren Sie Ihren Output.



