Woraus sind Dosen gemacht? Der Leitfaden eines Ingenieurs für Materialauswahl und Leitungsleistung
In der Verpackungsindustrie herrscht der Irrglaube vor, dass die Dose ein standardisiertes Produkt ist. Für den Verbraucher ist eine Dose nur ein Gefäß, das oft mit Plastikflaschen oder Kartons konkurriert. Für die Beschaffungsabteilung ist sie ein Einzelposten, der in Form von Kosten pro tausend Einheiten angegeben wird. Für den Produktionsingenieur und den Betriebsleiter hingegen ist die Materialzusammensetzung einer Dose die grundlegende Variable, die das gesamte Verhalten der Abfüll- und Verschließanlage bestimmt.
Woraus Dosen bestehen, ist keine chemische, sondern eine mechanische Frage. Die Entscheidung, ob Aluminium- oder Stahldosen verwendet werden, verändert die Physik des Verpackungsprozesses grundlegend. Sie verändert das Verhalten des Behälters gegenüber den axialen Belastungen beim Befüllen, den Fluss des Metalls während des Doppelfalzverfahrens und die Kalibrierung der Maschinen, um katastrophale Ausfallzeiten oder Schrotthaufen zu vermeiden.
Dieser Leitfaden geht über das Periodensystem hinaus und erörtert die technischen Konsequenzen der Materialwahl. Wir werden uns ansehen, wie die einzigartigen mechanischen Eigenschaften von Aluminium und verzinntem Stahl mit automatisierten Anlagen zusammenwirken und was dies für Ihre Produktionseffizienz bedeutet.
Die Grundlagen: Aluminiumlegierungen vs. verzinnter Stahl
Wir müssen die metallurgischen Unterschiede und ihre allgemeine Verwendung auf dem Markt bestimmen, bevor wir die Leistung der Linie analysieren können. Wenn Ingenieure fragen, woraus Dosen bestehen, suchen sie nach den spezifischen Legierungs- und Härtungseigenschaften.
Aluminium-Dosen
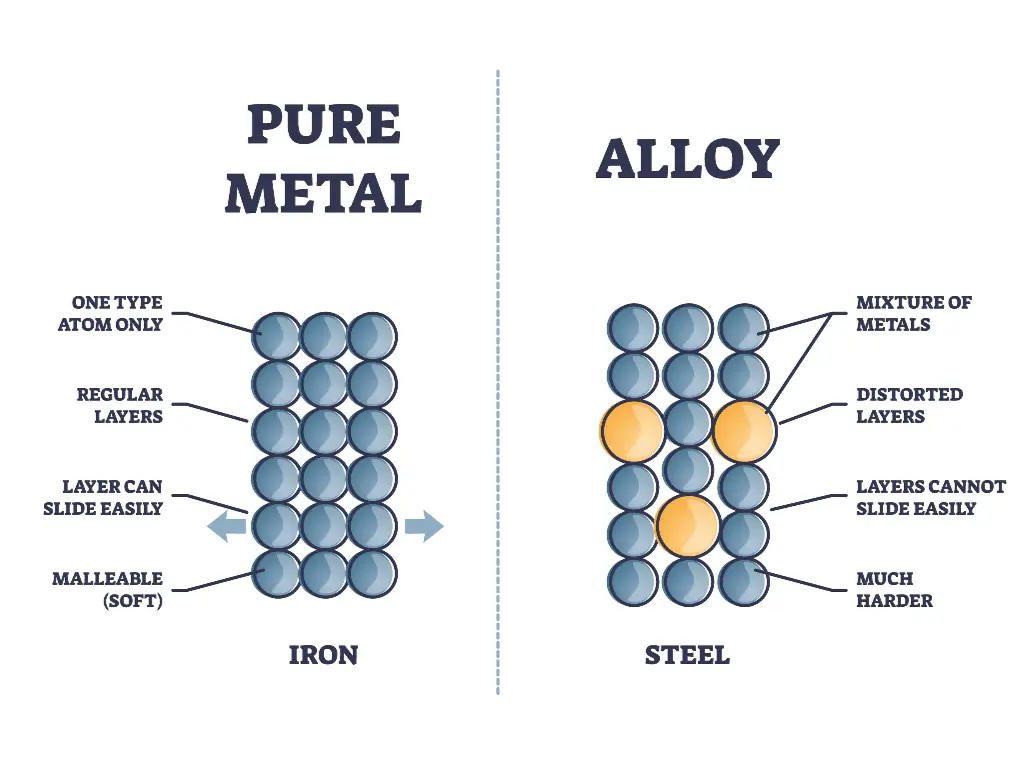
Aluminiumdosen sind kein reines Aluminium. Es handelt sich um komplexe Aluminiumlegierungen, die sehr gut verformbar sein sollen. Getränkedosen aus Aluminium sind in der Getränkeindustrie (kohlensäurehaltige Erfrischungsgetränke, Bier, Energydrinks) wegen ihrer mangelnden Steifigkeit, aber hohen Verformbarkeit am weitesten verbreitet. Sie werden auch für hochwertige, mit Stickstoff gespülte Snacks und trinkfertigen Kaffee (RTD) verwendet, bei denen der Innendruck dazu beiträgt, die Struktur zu erhalten. Interessanterweise spielt recyceltes Aluminium hier eine Schlüsselrolle, da es mit minimalem Eigenschaftsverlust wiederholt umgeschmolzen und umgeformt werden kann.
- Der Körper: Es besteht in der Regel aus der Legierung 3004, die Mangan (etwa 1%) und Magnesium (etwa 1%) enthält. Diese Zusammensetzung bietet das erforderliche Verhältnis zwischen Festigkeit und Gewicht und ermöglicht es, das Blech zu einem dünnwandigen, zweiteiligen Zylinder zu ziehen und zu bügeln.
- Der Deckel (Ende): Dieser wird in der Regel aus einer 5182-Legierung hergestellt, die mehr Magnesium enthält. Dadurch wird der Deckel steifer und widerstandsfähiger als der Körper, um die nötige Steifigkeit für die Nieten und die Kerblinie an der Öffnungslasche zu gewährleisten, so dass bei modernen Convenience-Designs oft kein herkömmlicher Dosenöffner mehr erforderlich ist.


Stahldosen, früher bekannt als Blechdosen
Stahldosen, früher als Weißblechdosen bekannt, bestehen meist aus kohlenstoffarmem Stahl. Sie werden benötigt, wenn die Lebensmittel bei hohen Temperaturen retortiert (Suppen, Thunfisch, Gemüse, Fleisch) oder vakuumversiegelt (Milchpulver, Säuglingsnahrung, trockene Nahrungsergänzungsmittel) werden müssen und der Behälter seine Form unter Vakuum oder thermischem Druck beibehalten soll.
- Weißblech (ETP): Es handelt sich um ein Stahlblech, das mit einer dünnen Zinnschicht überzogen wird (die gewünschte Dicke der Verzinnung wird in der Regel durch Elektrolyse erreicht), um die Korrosion des Metalls zu verhindern. Aufgrund ihrer strukturellen Festigkeit ist sie nach wie vor der Maßstab für Lebensmitteldosen aus Metall.
- Zinnfreier Stahl (ECCS): Es handelt sich um eine elektrolytisch verchromte Variante. Es ist ein hervorragender Klebstoff für Lacke und Polymere, hat aber nicht den ästhetischen Glanz von Zinn.

Zur Veranschaulichung der technischen Unterschiede siehe den unten stehenden Vergleich:
| Merkmal | Aluminiumlegierung (in der Regel 2-teilig) | Verzinnter Stahl (in der Regel 3-teilig) |
|---|---|---|
| Materialzusammensetzung | Aluminium-Mangan (3004/5182) | Stahl mit niedrigem Kohlenstoffgehalt und Zinnbeschichtung (ETP) |
| Mechanische Eigenschaften | Hohe Duktilität (weich und verformbar) | Hohe Steifigkeit und Härte (Rigid) |
| Internes Umfeld | Erfordert Überdruck (Karbonisierung/N2) | Hält Vakuum und hohe Hitze aus (Retorte) |
| Nahtcharakteristik | Leicht zu falten, Gefahr von "scharfen Nähten" | Hohe "Rückfederung", Risiko von "Falschen Nähten" |
| Schlüsselmaschinen Herausforderung | Axiales Lastknicken (Präzision erforderlich) | Werkzeugverschleiß (Erfordert gehärtete Teile) |
Wenn wir darüber sprechen, woraus Dosen bestehen, müssen wir auch die Innenseiten der Metalldosen für Lebensmittel betrachten. Um die Korrosion der Dose oder die Wechselwirkung mit den Lebensmitteln zu verhindern, wird häufig ein harter Harzfilm oder eine Polymerbeschichtung aufgetragen. Diese fungiert als wirksame Barriere und sorgt dafür, dass die Außenflächen der Metall-Lebensmitteldose makellos bleiben, während das Innere gegen Säure und Trockensalz resistent ist.
Die chemische Zusammensetzung ist interessant, aber sie ist der betrieblichen Realität untergeordnet. Der Herstellungsprozess hängt von diesen mechanischen Eigenschaften ab. Die Faktoren, die den Unterschied zwischen einer Produktionslinie mit einer Effizienz von 99% und einer mit einer Ausschussrate von 5% ausmachen, sind die Streckgrenze, die Duktilität und der Kaltverfestigungskoeffizient des Metalls. Die Maschinendynamik wird von den Rohstoffen bestimmt.
Steifigkeit des Materials: Auswirkungen auf die Dynamik von Füllung und Naht
Die Steifigkeit ist der wichtigste Unterschied zwischen Metalldosen aus Aluminium und Stahl. Diese Abweichung erfordert völlig unterschiedliche Methoden für die Handhabung, das Abfüllen und das Verschließen. Eine Maschine, die auf die Steifigkeit von Stahl eingestellt ist, wird Aluminium zerdrücken; eine Maschine, die auf die Nachgiebigkeit von Aluminium eingestellt ist, wird Stahl nicht verschließen.
Herausforderungen für Aluminium: Geringe Steifigkeit und Axiallastknickung
Die Getränkedose aus Aluminium ist in der modernen Welt ein technisches Wunderwerk des Leichtbaus. Die Hersteller haben die Wände des Dosenkörpers immer dünner gemacht, in der Regel auf etwa 90 Mikrometer (etwa die Dicke eines menschlichen Haares), um die Materialkosten und das Gewicht der Sendung zu minimieren. Dies ist zwar kosteneffizient, birgt aber eine große strukturelle Schwäche.
Bevor sie unter Druck gesetzt werden, haben Aluminiumdosen, insbesondere zweiteilige Getränkedosen, eine geringe Säulenfestigkeit. Die Dose muss in der Lage sein, den vertikalen Druck während des Füll- und Verschließvorgangs zu halten, insbesondere am unteren Ende. Dies wird als Axiallast oder Top Load bezeichnet.
- Füllung: Das Füllventil senkt sich und dichtet gegen den Dosenrand ab, um ein Vakuum zu erzeugen oder einen Gegendruck zu erzeugen.
- Nähen: Die Hebeplatte des Verschließers drückt den Dosenkörper nach oben gegen das Spannfutter, um den Deckel einzurasten.
Wenn die Kraft des Füllventils nach unten oder die Kraft der Hebeplatte nach oben größer ist als die Streckgrenze des Aluminiums, brechen die Seitenwände zusammen. Dies wird als Knickung bezeichnet. Ein Knick führt nicht nur zum Verlust von Produkten, sondern neigt auch dazu, den Revolver zu blockieren, was bedeutet, dass die Maschine manuell neu eingestellt werden muss.
Um dieses Problem zu lösen, ist eine Kontrolle der Genauigkeit erforderlich. Herkömmliche kurvengesteuerte Heber neigen dazu, eine lineare und unnachgiebige Kraft anzuwenden. Wenn sich die Höhe der Dose nur geringfügig ändert, spitzt sich die mechanische Kraft zu und zerdrückt den Behälter.
Herausforderungen bei Stahl: Hohe Härte und Rückfederungseffekt
Das Problem des Reverse Engineering ist Stahl. Er ist unflexibel, zäh und kompromisslos. Obwohl man Lebensmitteldosen aus Metall beim Befüllen kaum zerdrücken wird, widersteht das Material beim Umformen.
Der Elastizitätsmodul von Stahl ist hoch. Wenn die Falzrollen den Stahlflansch biegen, um eine Dichtung zu bilden, neigt das Metall dazu, in seine ursprüngliche Form zurückzuspringen. Dieser Effekt wird als Rückfederung bezeichnet.
- Integrität der Versiegelung: Um die Rückfederung zu verhindern und eine hermetische Abdichtung zu gewährleisten, muss die Verschließmaschine eine viel größere Kraft ausüben als bei Aluminium. Ohne Steifigkeit in der Maschine wird die Kraft, die das Metall verbiegen soll, die Arme oder Wellen der Maschine verbiegen. Diese Ablenkung führt zu einer falschen Versiegelung - eine Versiegelung, die auf den ersten Blick richtig aussieht, aber nicht die erforderliche Kompression aufweist, um Bakterien fernzuhalten. Dies ist bei Lebensmitteldosen, die säurehaltige Lebensmittel enthalten, kritisch, da ein Leck die Frische des Lebensmittels beeinträchtigen könnte.
- Lebensdauer der Werkzeuge: Die Härte von Stahl ist ein Maschinenbauteil, das sich abnutzt. Verschließrollen und Spannfutter verschleißen bei der Verarbeitung von Stahl viel schneller als bei der Verarbeitung von Aluminium. Das Falzprofil wird durch abgenutzte Werkzeuge verändert, was zu losen Nähten und möglichen Leckagen führt.
Die Arbeit mit Stahl erfordert brachiale Kraft und Genauigkeit. Die Geräte müssen so ausgelegt sein, dass sie Ermüdungserscheinungen und hohen Belastungen standhalten. Diesem Umstand wird durch Hochleistungsgeräte auf zwei Arten Rechnung getragen:
- Strukturelle Steifigkeit: Der Rahmen und der Kopf der Maschine sollten aus schwerem Material gefertigt sein. Der Rahmen kann beispielsweise aus 1,5 mm bis 2 mm dickem 304er oder 316er Edelstahl hergestellt werden, um sicherzustellen, dass sich die Maschine unter der schweren Last des Verschließens von Stahl nicht verbiegt.
- Gehärtete Werkzeuge: Um dem Verschleiß entgegenzuwirken, sollten die Verschließrollen aus hochwertigem Werkzeugstahl mit speziellen Wärmebehandlungen oder keramischen Oberflächenbehandlungen hergestellt werden. Diese Komponenten sollten genau bearbeitet werden, typischerweise auf 2um (Mikrometer), um das Rollenprofil an der richtigen Stelle mit Druck zu versehen, damit die notwendige Kraft aufgebracht werden kann, um den Stahl bis zu seiner Streckgrenze zu drücken, ohne die Beschichtung zu beschädigen. Dies ist die einzige Möglichkeit, die Rückfederung durch die Kombination von steifer Struktur und gehärteten Präzisionswerkzeugen dauerhaft zu überwinden.
Doppelnaht-Formation: Scharfe Nähte vs. Lose Nähte
Die hermetische Abdichtung ist die Doppelnaht, die durch die Verriegelung des Dosenkörpers (Body Hook) und des Deckels (Cover Hook) am Ende der Tube entsteht. Hier treffen die Enden aufeinander. Obwohl die Geometrie eines Doppelfalzes genormt ist, variiert der Weg dorthin je nach Dehnbarkeit des Materials stark.
Das Risiko scharfer Nähte
Aluminium ist sehr dehnbar; es ist unter Druck leicht fließfähig.
- Das Phänomen: Aluminium ist weich und daher kann die Naht leicht zu stark angezogen werden. Wenn die zweite Arbeitswalze übermäßigen Druck ausübt, kann sie das Metall abflachen und eine scharfe Kante an der Oberseite der Naht bilden.
- Der Defekt: Dies wird als scharfe Naht oder sogar als Überschnitt bezeichnet. Die scharfe Kante kann zu Rissen im Metall führen oder den Schutzlack abblättern, wodurch das Metall der Oxidation ausgesetzt wird. Die Falzkurve des Aluminiums sollte genau, aber glatt sein.
Das Risiko von losen Nähten
Stahl widersteht dem Fluss. Er erfordert Überredungskunst.
- Das Phänomen: Wenn die erste Betätigungsrolle nicht genügend Kraft ausübt, kann der Karosseriehaken nicht ausreichend unter den Abdeckhaken geschoben werden.
- Der Defekt: Dies führt zu einer losen Naht oder einer geringen Überlappung. Bei der Sichtprüfung mag die Naht dick und abgerundet erscheinen, aber im Inneren sind die Haken nicht eingehakt. Die Stahlfalzkurve benötigt einen ersten Durchgang mit hohem Druck, um das starre Metall in die richtige Geometrie zu pressen.
Dieser Unterschied ist der Grund, warum eine universelle Falzanordnung kaum wirksam sein kann. Die Rollenprofile und die Anstellwinkel der Nocken müssen auf die Verformungsbereitschaft des Materials abgestimmt sein.
Produktionsrealität: Umstellung von Stahl auf Aluminium
Der Wettbewerbsvorteil auf dem derzeitigen Markt ist die Vielseitigkeit. KMU und Co-Packer müssen häufig zwischen Stahldosen (z. B. für Tiernahrung oder Pulver) und Aluminiumdosen (z. B. für Getränke oder mit Stickstoff gespülte Snacks) abwechseln. Einige erforschen sogar Hybridbehälter oder Hybridbehälter aus Aluminiumverbundwerkstoffen. Diese Umstellung sollte jedoch nicht als bloßer Wechsel der Form betrachtet werden, der im Betrieb zum Scheitern verurteilt ist.
Kritische Anpassungen: Spielraum beim Säumen und Revolvergeschwindigkeit
Der Wechsel zwischen Stahl und Aluminium bedeutet, dass die Maschine in Bezug auf die physikalischen Einstellungen neu kalibriert werden muss.
Der Räumungsfaktor
Die Stifthöhe (der Abstand zwischen der Grundplatte und dem Spannfutter) und das Falzspiel (der Abstand zwischen der Rolle und dem Spannfutter) sind wichtig. Aluminium ist dünner. Wenn Sie Aluminiumdosen mit Einstellungen verwenden, die so eingestellt sind, dass sie dickeres Weißblech zusammendrücken, werden die Walzen das Metall nicht so stark zusammendrücken, dass es undicht wird. Wenn Sie dagegen Stahl auf Aluminium verwenden, wird die Maschine verstopfen und die Lager werden brechen.
Die Physik der Masse
Eine weitere wichtige Produktionsvariable ist der Gewichtsunterschied. Eine Stahldose ist schwer; sie liegt fest auf dem Förderband und der Hebeplatte. Eine Dose aus Aluminium ist federleicht, wenn sie leer ist.
- Umkippen: Wenn sich die Maschine mit hoher Geschwindigkeit dreht, kann eine leere Aluminiumdose durch die Zentrifugalkraft und den Luftwiderstand der Spinnmaschine leicht instabil werden.
- Stabilität der Übertragung: Die Transfersterne sollten perfekt synchronisiert sein. Jeder Schlag der Führungsschiene, den eine Stahldose abfangen würde, würde eine Aluminiumdose in die Luft schießen. Die Geschwindigkeit des Revolvers muss beim Wechsel zu Aluminium in der Regel moduliert werden, und der Beschleunigungsanstieg sollte weniger zackig sein, um stabiler zu sein.
Die Lösung: Automatisierte Rezepte für eine schnelle Umstellung
Die manuelle Einstellmethode, bei der das Spiel mit Fühlerlehren und Schraubenschlüsseln eingestellt wird, ist langsam und anfällig für menschliche Fehler. Sie verursacht lange Ausfallzeiten, die die Rentabilität beeinträchtigen.
Die aktuelle Produktion erfordert eine intelligente Servo-Integration. Anstatt mechanischer Einstellungen werden die hochentwickelten Metallverpackungslinien von SPS-basierten Systemen gesteuert, um diese Variablen zu kontrollieren.
- Digitale Rezepturverwaltung: Die Bediener können bestimmte Drehmomenteinstellungen, Geschwindigkeitsprofile und Servo-Hubhöhen in der HMI (Human-Machine Interface) speichern. Bei der Änderung des Rezepts von "3004 Aluminium" auf Weißblech wählt der Bediener das Rezept aus.
- Servo-Präzision: Die Servomotoren regeln automatisch die Hubgeschwindigkeit und den Druck entsprechend dem gespeicherten Profil. Obwohl die physischen Werkzeuge (Spannfutter und Rollen) möglicherweise noch ausgetauscht werden müssen, wird der manuelle Prozess der Kalibrierung von Kräften und Geschwindigkeiten computergesteuert. Dies garantiert, dass die erste Maschine, die nach einer Umstellung vom Band läuft, so gut ist wie die letzte, und der Anlaufausschuss und die Umrüstzeit werden erheblich minimiert.
Schlussfolgerung: Anpassung der Maschinen an die Materialwissenschaft
Ein komplexer technischer Entscheidungsbaum beginnt mit der Frage, woraus Dosen bestehen. Aluminium ist leicht, effizient und erfordert eine sensible Handhabung und eine genaue Kontrolle der Axiallast. Stahl ist strukturell steif und erfordert starke Maschinen, die hohem Verschleiß standhalten und starken Rückfederungskräften widerstehen können. Unabhängig davon, ob Sie es mit einem anderen Material oder einer Vielzahl von Formen zu tun haben, bleiben die besten Möglichkeiten, das Prinzip zu verstehen, dieselben.
Eine effektive Produktion wird nicht dadurch erreicht, dass man eine Maschine mit einem Material arbeiten lässt, sondern durch die Auswahl von Geräten, die auf die besonderen mechanischen Eigenschaften des Materials reagieren.
Wir bei Levapack glauben, dass außergewöhnliche Verpackungsmaschinen mit einem tiefgreifenden Verständnis der Verpackung selbst beginnen. Wir montieren nicht einfach nur Komponenten, sondern entwickeln Lösungen, die das unterschiedliche physikalische Verhalten von Aluminium und Stahl berücksichtigen. Diese Philosophie, bei der das Material an erster Stelle steht, ist der Grund, warum wir darauf bestehen, Edelstahl der Güteklasse 304/316 für unsere Rahmen zu verwenden - nicht nur aus Gründen der Haltbarkeit, sondern auch, um die absolute Steifigkeit zu gewährleisten, die erforderlich ist, um Stahl ohne Durchbiegung zu fügen. Aus diesem Grund bearbeiten wir unsere Komponenten mit einer Präzision von 2 μm und integrieren intelligente HMI- und Servosysteme - denn die Handhabung von leichtem Aluminium erfordert ein feines, programmierbares Händchen. Mit über 18 Jahren Erfahrung setzen wir Materialwissenschaft in mechanische Zuverlässigkeit um und stellen sicher, dass Ihre Ausrüstung nicht nur ein Werkzeug ist, sondern ein perfekt abgestimmter Partner für Ihre Verpackungsanforderungen.
Haben Sie mit hohen Ausschussraten oder komplexen Umstellungen zu kämpfen? Lassen Sie sich nicht von den Materialeigenschaften Ihre Effizienz diktieren. Wir können Ihnen helfen, die Prozesse in der Lebensmittelkonservenindustrie genauer zu analysieren.
Wenden Sie sich an unser technisches Team, um herauszufinden, welche Maschinenkonfiguration die Leistung Ihrer Anlage maximieren wird.


