Технология рентгеновского контроля пищевых продуктов - это контроль качества на самом высоком уровне. Используя возможности проникания в упаковку, контролеры качества могут определить наличие посторонних предметов внутри упаковки, проверить уровень наполнения упаковки и подтвердить целостность упаковки для обеспечения безопасности потребителя. Технология представляет собой надежный метод, критически важный для обеспечения и соблюдения требований безопасности пищевых продуктов, а также эффективности производства на быстро меняющихся линиях по выпуску продуктов питания.
В условиях постоянно растущего потребительского спроса на продукты питания, а также ужесточения стандартов безопасности и регулирования, производители продуктов питания сталкиваются с серьезными операционными и производственными проблемами. Отзыв продуктов питания может нанести финансовый ущерб, повлечь за собой высокие эксплуатационные расходы и подпортить репутацию бренда. Поэтому системы контроля пищевых продуктов должны быть интегрированы в производственную линию, чтобы снизить риск заражения. Недостатки традиционных методов контроля, особенно для более современных гибких упаковок, сделали рентгеновский контроль пищевых продуктов идеальным решением для них. Разрушающие испытания и физический контакт с упакованными продуктами не требуются при рентгеновском контроле. В данном руководстве мы рассмотрим технологические механизмы рентгеновского контроля, отраслевые системы рентгеновского контроля и системы рентгеновского контроля для уникальных требований линий упаковки консервов.
Что такое рентгеновский контроль продуктов питания и как он работает?
Системы контроля пищевых продуктов с использованием рентгеновского излучения основаны на измерении степени массы и плотности продукта. Система состоит из трех основных элементов: рентгеновского генератора, датчика с линейной диодной матрицей и процессора промышленного компьютера.
Генератор направляет низкоэнергетический рентгеновский луч на конвейерную ленту, и каждый рентгеновский луч фокусируется на отдельных упакованных продуктах или сырье. Когда упаковки проходят через рентгеновский луч, различные материалы упаковки поглощают рентгеновскую энергию в зависимости от состава материалов. Например, больше энергии поглощается плотными инородными веществами, такими как сталь, стекло и камень, по сравнению с поглощением менее плотными материалами, такими как вода, жир и воздух.
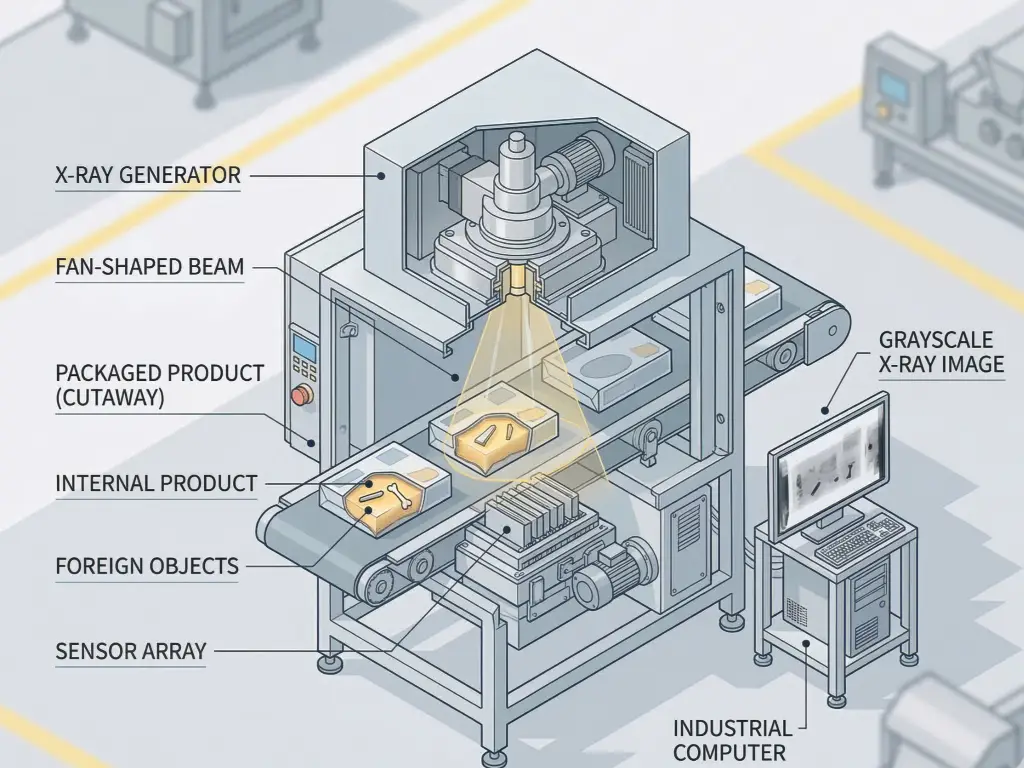
Датчик измеряет энергию рентгеновского луча, прошедшего через упаковку, чтобы обнаружить возможные загрязнения. Компьютер обрабатывает результаты измерения энергии и создает полутоновое изображение. Для большей детализации изображение строится с использованием плотных материалов, имеющих темную окраску. В программном обеспечении реализованы сложные алгоритмы, позволяющие оценивать изображение в течение миллисекунд для поддержания строгих стандартов качества. Если программное обеспечение обнаруживает темную область, указывающую на наличие инородного материала, который выходит за пределы допустимого диапазона, оно запускает механизм отбраковки, чтобы исключить продукт из производственного процесса.
В отличие от обычного механизма обнаружения металлов, этот тип обнаружения загрязнений гораздо более совершенен. Металлодетекторы считывают окружающую обстановку с помощью электромагнитных полей. Они полагаются на то, что инородное тело создаст изменения в поведении электромагнитного поля, создав проводящее или магнитное поле. Однако рентгеновская технология функционирует независимо от электромагнитных полей и использует наличие или отсутствие инородных тел, чтобы "видеть" сквозь мешающие материалы, выявляя широкий спектр инородных предметов.
Рентгеновская технология позволяет определять широкий спектр конструкций упаковки, поскольку она зависит от плотности, в отличие от других технологий, которые опираются на показатели проводимости конкретного продукта.
| Тип упаковки | РентгенСовместимость | Общие примеры из промышленности |
| Металлические банки | Превосходно | Жестяные банки, алюминиевые банки, стальные контейнеры |
| Фольгированные пакеты | Превосходно | Пакеты для реторт, металлизированная пленка, пакеты для кофе |
| Стеклянные банки | Очень хорошо | Баночки для приправ, контейнеры для детского питания, бутылки для напитков |
| Пластмасса и бумага | Хорошо | Термоформованные лотки, картонные коробки, жесткие пластиковые ванны |
Применение в различных отраслях пищевой промышленности
Сегменты пищевой промышленности требуют различной степени обеспечения качества. В результате проектировщики линий должны точно определять тип инспекционного оборудования, необходимого для устранения конкретных потенциальных опасностей, относящихся к каждому сегменту. Универсальность систем рентгеновского контроля означает, что они работают в большинстве технологических сред.
Мясо и птица
Физические опасности присущи процессу обработки мяса и птицы. К ним относятся загрязнение мяса кальцинированными фрагментами костей, сломанными лезвиями мясорубок из нержавеющей стали и иглами для подкожных инъекций. Кроме того, сырое мясо имеет высокое содержание влаги и соли. Это приводит к очень сильному "эффекту продукта", из-за которого большинство металлодетекторов отбраковывают мясо. Однако рентгеновская технология не учитывает влагу и соль и точно определяет фрагменты костей и металла.
Пекарня и закусочная
Чтобы сохранить свежесть продуктов и не допустить попадания влаги, в хлебопекарной промышленности и производстве закусок используются металлизированные пленки и алюминиевая фольга для упаковки. После того как продукты упакованы в эти алюминиевые пленки, обычные металлодетекторы не могут их проконтролировать. Энергия рентгеновских систем контроля пищевых продуктов легко проходит через металл. Благодаря этому рентгеновские детекторы могут обнаружить металлические провода и камни (которые можно найти в орехах) даже при закрытой упаковке, предотвращая попадание инородных материалов.
Консервированные и упакованные товары: Окончательный вызов
Рентгеновские технологии имеют большое значение в мясной и хлебопекарной промышленности, но для консервной промышленности необходимо поддерживать качество продукции. Самыми сложными товарами для инженеров по контролю качества являются консервы и фасованные продукты. Инженеры по контролю качества сталкиваются с абсолютным барьером, когда речь идет о металлических банках. При использовании металлического баллона традиционные методы обнаружения совершенно неэффективны в отношении посторонних загрязнений. Поэтому на консервном заводе рентгеновский контроль продуктов питания - это не дополнительная опция, а фундаментальное требование к конструкции, позволяющее избежать дорогостоящих отзывов. В остальной части данного руководства мы рассмотрим уникальные проблемы, возникающие на линиях по производству консервов, и продемонстрируем, что рентгеновская технология является оптимальным решением этих проблем.
Рентген против металлодетекции: Сравнительная таблица
Чтобы изучить различные способы устранения неисправностей традиционных систем на консервных линиях, инженер должен оценить различия в работе обеих систем на фундаментальном уровне. В следующей таблице описаны эксплуатационные различия и границы применения систем обнаружение металла по сравнению с рентгеновским контролем.
| Характеристика / Метод | Обнаружение металла | Рентген Инспекция |
| Лучшая упаковка | Пластик, бумага, без фольги | Банки, фольга, стекло, все |
| Загрязняющие вещества | Железо, нежелезо, нержавеющая сталь | Металл, стекло, кость, камень, плотный пластик |
| Металлическая упаковка | Отказ из-за слепой зоны | Легко проникает в металл |
| Проверки качества | Нет | Уровень заполнения, вмятины, недостающие детали |
| Первоначальная стоимость | Нижний | Выше |
Глубокое погружение: Почему консервы требуют рентгеновского излучения, а не металлодетектора
Консервные линии обрабатывают и перемещаются на больших скоростях и изготавливаются из жесткого непрозрачного материала. В этих условиях необходима система обнаружения, которая может игнорировать контейнер и работать с его содержимым.
Преодоление "слепого пятна" металлической упаковки
Металлодетекторы работают за счет создания электромагнитного поля. Когда металлический предмет проходит через это поле, срабатывает прерывание, и предмет удаляется из линии. Используемая металлическая упаковка, которая часто представляет собой жесть и алюминий, является проводником. Когда металлическая банка подносится к металлодетектору, она создает чрезвычайно большое прерывание (или множество прерываний) поля. Это известно как эффект клетки Фарадея. Детектор не сможет обнаружить ничего, что находится внутри металлической банки.
Архитекторы линий не могут использовать металлодетекторы в процессе проверки запечатанных банок. Если на предприятии используются металлодетекторы, они должны располагаться перед процессами наполнения и герметизации. Это создает огромную слепую зону. Если во время розлива или герметизации произойдет сбой в работе оборудования, банка будет отправлена по цепочке поставок как содержащая опасные материалы. Именно здесь пригодится рентгеновская технология. Рентгеновские лучи работают по совершенно иному принципу, чем металлодетекторы, использующие магнитные поля. Рентгеновское программное обеспечение использует плотность металлической стенки банки в качестве базовой величины и вычитает ее для проверки содержимого герметичного контейнера.
Обнаружение стекла, костей и пластика высокой плотности
На консервных предприятиях часто используется дизъюнктивное оборудование, подверженное износу неметаллических деталей. Кроме того, некоторые сельскохозяйственные продукты могут содержать мусор с поля. Поэтому известно, что металлические банки могут скрывать битое стекло, мелкие камни или кости от собранных овощей, а также сломанные направляющие из пластика высокой плотности (PTFE или Acetal) и пластика в конвейерной системе.
Металлодетекторы никогда не смогут определить стекло, камни или пластик. Однако это могут сделать рентгеновские системы. Стекло и камни будут выглядеть на рентгеновском полутоновом изображении как более темные пятна из-за высокой плотности, которой они обладают. Аналогичным образом, пластик высокой плотности и резиновые прокладки (часто промышленного класса) можно обнаружить благодаря их плотности. Благодаря рентгеновским системам инженеры-производственники могут выявлять и удалять металлические и неметаллические неопасные загрязнения до того, как изделие будет запечатано.
За гранью загрязнений: Раскрытие ценности консервного производства
Современное производственное оборудование должно обеспечивать максимальную отдачу от инвестиций. Рентгеновские системы способны обеспечить множество услуг по контролю качества и поэтому являются не просто инструментами безопасности. Они представляют собой комплексные системы для контроля безопасности продукции, в том числе для проверки отсутствия компонентов продукции.
Точный контроль уровня наполнения
Законы о защите прав потребителей предусматривают серьезные штрафы за недолитые банки, а также риск судебного преследования всего предприятия. Переполненная банка - это также отходы продукта (возврат), и она может негативно повлиять на головку двойного шва, нарушив целостность шва.
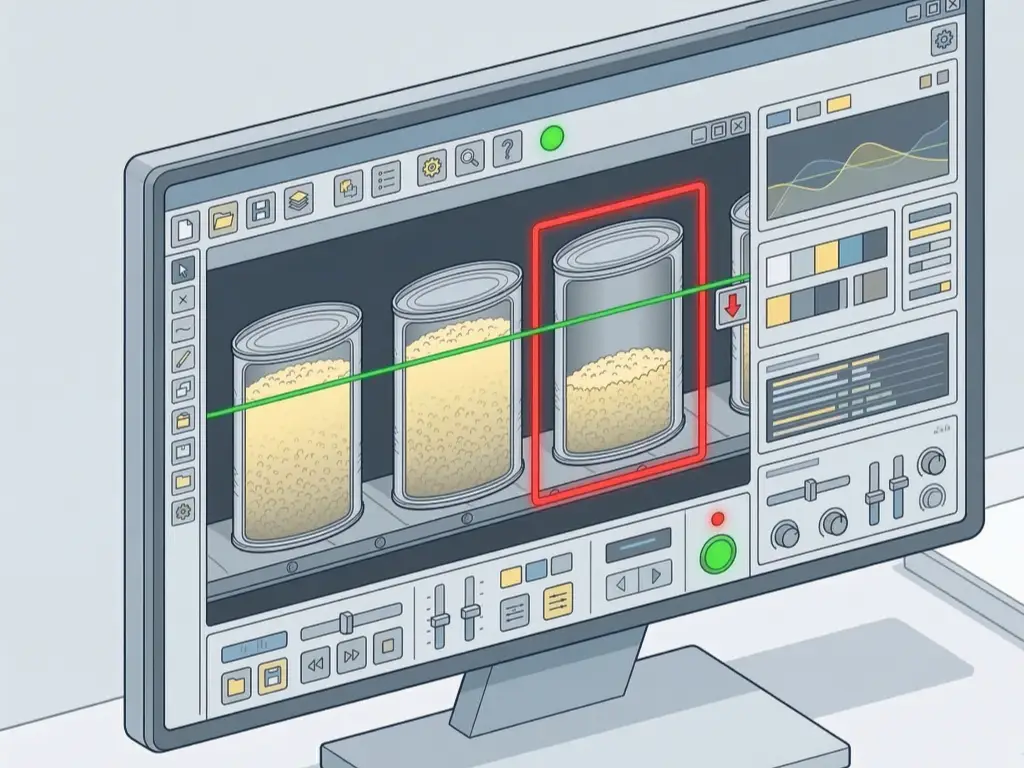
Рентгеновские системы выполняют высокодетальный осмотр и одновременно проверяют наличие загрязнений. Пока рентген исследует банку, программное обеспечение анализирует содержание жидкости или твердых частиц и наносит на карту горизонтальную линию. Инженеры задают параметры зоны в программном обеспечении. Если линия содержания опускается ниже или выше заданных параметров, система сигнализирует о браке. Таким образом, руководители предприятия могут немедленно отрегулировать дозирующее оборудование и сократить отказ от продукции, не прекращая при этом работу производственной линии.
Определение вмятин на банках и дефектов уплотнения
Герметичность и геометрия банки жизненно важны для сохранности и целостности продукта. Поврежденные банки могут быть не только косметическими - сильные вмятины на шве банки могут нарушить внутреннюю подкладку или вакуумное уплотнение, создавая риск заражения ботулизмом и порчи продукта.
Программное обеспечение оснащено алгоритмами обнаружения краев. Когда банка проезжает мимо датчиков, программное обеспечение анализирует геометрию конструкции. Она проверяет профиль двойного шва и стенки на наличие дефектов. Если система обнаруживает вмятину на стенке, отсутствие крышки или вмятину на боковой стенке, она уничтожает банку. Это гарантирует, что опасные или непригодные для продажи продукты не попадут в магазины.
Обеспечение соответствия требованиям HACCP и регистрация данных
При закупках B2B особое внимание уделяется соблюдению требований. Аудиты безопасности пищевых продуктов с сертификацией GFSI, BRC или IFS требуют обширной документации. Аудиторы обращают внимание не только на оборудование. Они хотят убедиться в том, что оборудование способно осуществлять активный мониторинг и регистрацию событий, связанных с качеством, при поддержке системы.
Промышленные рентгеновские аппараты - это современные устройства регистрации данных. Системное программное обеспечение регистрирует время, дату и код продукта для каждого устройства, которое проходит через машину. Более того, машина фиксирует и записывает в журнал изображение любой забракованной единицы продукции. Это изображение является доказательством дефекта или загрязнения. Зарегистрированные данные используются группами контроля качества для отслеживания проблемы до конкретного оборудования, расположенного выше по потоку, что позволяет продемонстрировать полное соответствие HACCP во время внезапных проверок.
Интеграция рентгеновских систем в высокоскоростные линии консервирования
Выбор подходящей рентгеновской технологии - это первый из многих шагов. Большое значение имеет интеграция системы в реальную производственную установку. Консервные линии могут быть сложными. Они требуют особых механических решений для сочетания высокой скорости и тяжелых продуктов в жестких контейнерах.
Стратегическое размещение на линии
Архитекторы линии должны определить наилучшее место для размещения рентгеновского аппарата на линии. Консервы могут быть размещены в двух основных местах: непосредственно после сшивателя или в конце линии перед упаковщиком.
Если рентгеновский аппарат расположен после швеи, он сможет обнаружить проблемы первым. Это означает, что если наполнитель или шовчик начнет отбрасывать металл, рентген обнаружит это, и завод сможет остановить линию и контролировать количество загрязненного продукта. Однако на таких участках, как правило, много промывочной влаги, и их скорость колеблется.
Если рентгеновский аппарат размещен непосредственно перед упаковщиком, он сможет убедиться, что продукт находится в окончательном состоянии перед проверкой. Это позволит рентгену проверить продукт на наличие любых дефектов, которые могли возникнуть во время приготовления (реторты) или нанесения этикетки. В этом месте обычно более стабильная скорость. Однако если на этом участке происходит постоянное снижение загрязненности продукта, это означает, что на этой конечной точке уже придется уничтожить большое количество банок. Это означает, что архитекторы линии должны принять решение, основываясь на анализе конкретных рисков отказов оборудования, расположенного выше по потоку.
Управление высокой пропускной способностью и механизмами отторжения
При использовании современных технологий скорость консервирования может достигать 1000 банок в минуту и даже 300 банок в минуту. При такой скорости очень важно, чтобы продукт был представлен рентгеновскому датчику, а точная механическая синхронизация действительно удаляла дефекты.
Банки должны входить в рентгеновский луч с определенным, настраиваемым шагом. В противном случае, если они соприкоснутся, программное обеспечение для обработки изображений определит ложный брак. Чтобы избежать этого, инженеры используют винты синхронизации и/или передаточные винты, где требуется индивидуальное расстояние до зоны контроля.
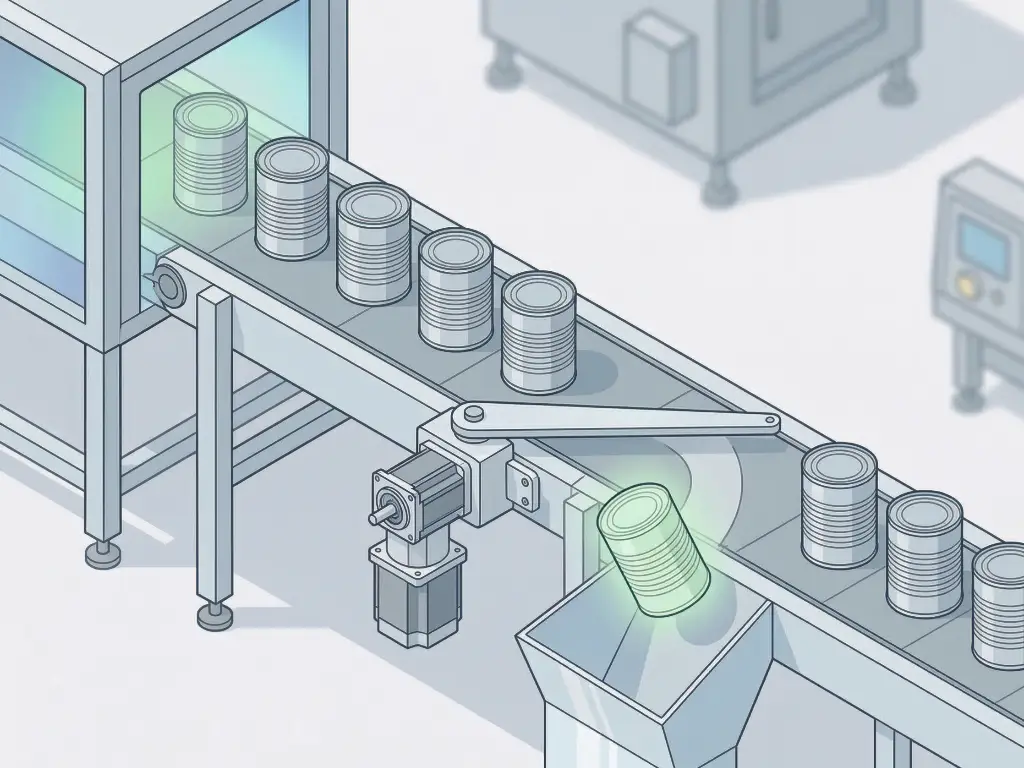
На высоких скоростях, особенно при работе с тяжелыми металлическими банками, механизм отвода может оказаться чрезвычайно критичным. Банки с высокой энергией могут стать причиной серьезных травм. Например, стандартные механические толкатели могут сделать вмятину, вмятину, разрыв и/или разлить отбракованную банку, что приведет к опрокидыванию соседних приемлемых банок. Поэтому инженеры выбирают высокоскоростные воздушно-струйные отбраковщики и отводящие устройства с сервоприводом. Кроме того, стандарты соответствия требуют наличия датчика подтверждения отбраковки. Этот блокируемый датчик отбраковки обеспечивает подтверждение того, что бракованная мишень не прошла дальше по линии за пределы системы отбраковки.
Устранение радиационных проблем при проверке продуктов питания
Руководители предприятий часто сталкиваются с вопросами, касающимися безопасности промышленных рентгеновских систем. Чтобы обеспечить доверие покупателя и оператора, системы должны допускать понимание физики рентгеновского контроля.
- Еда Безопасность: Для промышленного контроля продуктов питания используется ионизирующее излучение в малых дозах. Рентгеновские лучи проходят через продукт, не влияя на его питательную ценность, текстуру и вкус. Пища не является и никогда не будет являться радиоактивной или иметь радиоактивное загрязнение.
- Оператор Безопасность: Современные системы имеют очень толстый корпус из нержавеющей стали, бессвинцовые радиационные завесы, а также плотные завесы на входе и выходе. Рентгеновская энергия содержится внутри конструкции. Уровень радиации снаружи ниже уровня радиации, возникающей в результате воздействия естественного фона на человека. Система блокировки отключает рентгеновский генератор при открытии дверей шкафа.
- Соответствие: Системы рентгеновского контроля полностью соответствуют требованиям FDA, ВОЗ и местных органов по атомной энергии.
Если все вопросы безопасности и технические проблемы решены, окончательный успех контроля качества зависит от бесшовной интеграции линии. Готовы создать процесс консервирования "под рентген"? Свяжитесь с нашими специалистами по проектированию сегодня, чтобы разработать высокоскоростная упаковочная линия которая идеально синхронизируется с инспекционными системами высшего класса.



