Common Multihead Weigher Troubleshooting and Basic Fixes
A multihead weigher performs a series of synchronized movements that include mechanical vibration, load cell evaluation, and a pre-programmed software calculation or algorithm. When production is halted, maintenance staff have to determine if the issue is due to mechanical binding, a loss of electrical signals, or a machine software issue. The rest of the guide outlines multihead weigher troubleshooting steps concerning a unit’s baseline faults. If the fault extends beyond the weighing unit and affects downstream packaging equipment like conveyor belts, operators should consult a broader packaging machine troubleshooting reference to restore the complete production flow.
Resolving Inaccurate Weights and Zero Drift
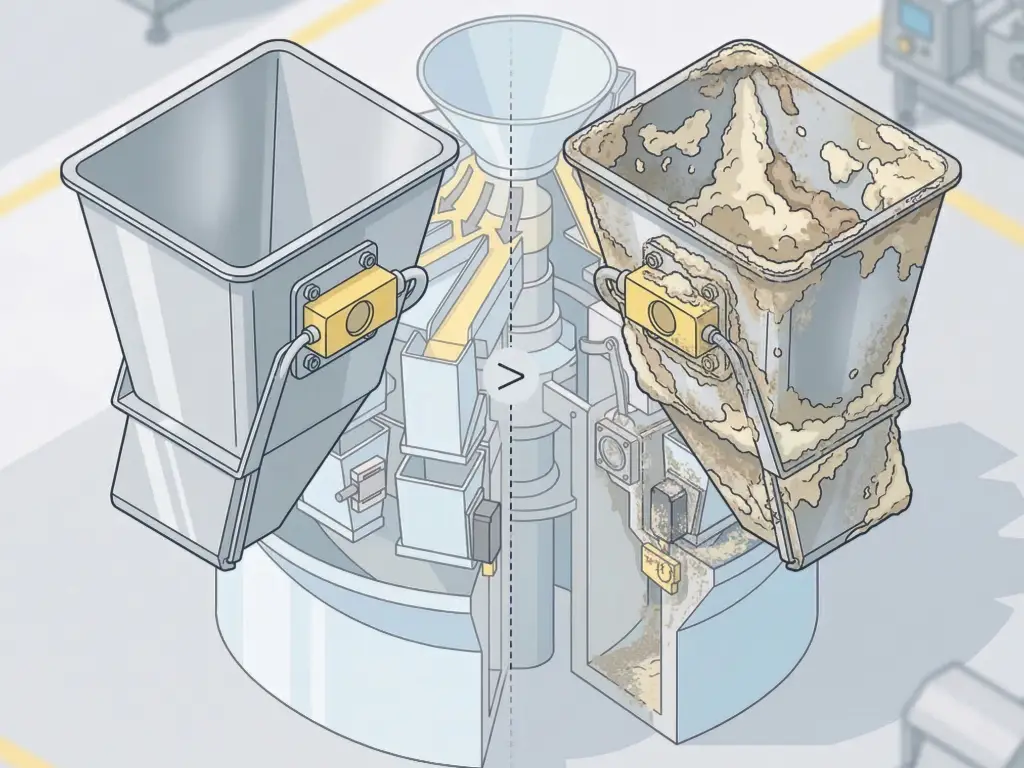
Inaccurate weighing is the tendency of individual buckets to always register product weights above or below the given parameter. This failure creates a compliance issue and causes financial loss, negatively impacting product consistency. The primary cause of mechanical failures is the presence of material residue inside the weight hopper or buckets. When material sticks to the walls of a bucket, the load cell registers the added mass as part of the new product charge during the weighing process.
Zero drift is an electrical phenomenon caused by factors such as temperature change, environmental conditions, excess physical stress, or continuous vibrations, causing the load cell’s baseline voltage to drift. In such cases, technicians must completely empty all buckets first to prevent spillage. Then, using the human-machine interface (HMI) or touch screen control panel, start the automatic zeroing process. Should the zero point continue to fail to stabilize, a full calibration will be required. For calibration to be completed, a certified standard weight (usually 500g or 1000g) must be placed into each designated weigh bucket, and the weight registered in the advanced control systems. Additionally, Operators must ensure that the load cell framework is not being impacted by anything such as a strong draft from the air conditioning, an operating air compressor that is located nearby, or any other environmental changes that may cause vibration.
Fixing Vibrator Issues and Feeder Blockages
The feeding system consists of a main top cone vibrator and several linear vibrator pans, which equally divide the bulk product for accurate weighing of bulk goods. The first point of diagnosis when the product fails to arrive at the weigh buckets is the vibrators. If the main vibrator is not functioning, technicians must inspect the power supply to the solid-state relays on the drive board and check the wiring connections within the electrical systems.
If the vibrator works and the product doesn’t flow, usually the amplitude settings are incorrect, or there is a blockage. Blockages can happen in the feed pan when the bulk feed rate from the upstream bucket elevator is greater than the top cone’s dispersion rate, interrupting the steady production flow. In this case, the technicians have to remove the blockage manually and slow the infeed rate. Also, it’s good to look at the physical gap between the electromagnet and the vibrator arm. Continuous operation can loosen mounting bolts, which is a reason this gap can change. To get the gap back to the manufacturer’s distance specification, a standard feeler gauge is used. This also restores the proper frequency and amplitude of the vibrations, so the feeders work optimally.
Correcting Hopper and Photoelectric Sensor Malfunctions
Hopper problems occur when the mechanical doors open or close unevenly. This causes really bad product flow and can even have product discharge prematurely or not at the right time. This can happen with the return springs, from little to no lubrication at the joints of the linkage, if the motor, pneumatic cylinders, or agitators are going bad. To open the doors, the technicians will have to grab the doors to note the resistance. If the linkage is stuck, a food-grade lubricant is required. If the servo or stepper motor is producing a high-pitched sound, then the driver or motor is in need of replacement.
The photoelectric sensors indicate the level of bulk product at the top of the dispersion cone. If these sensors fail, the system will either starve for product or overflow. Dust covering the sensor or the sensor alignment being knocked out of position are the most common electrical issues for this type of system. The operators have to wipe the sensor lenses using a dry, anti-static cloth and make sure the emitter and receiver are perfectly in alignment. If the sensor is still not detecting material, the wiring harness should be inspected for washdown-applied pinched wires.
Advanced Troubleshooting Scenarios by Material Type
Standard troubleshooting methodologies do not often succeed when encountering certain material traits. Various products behave differently against stainless steel surfaces and the surrounding atmosphere. A material-specific approach to multihead weigher troubleshooting minimizes downtime significantly in modern packaging operations.
Powders: Sensor Dust & Gas Flushing Interference
Fines such as infant formula, protein powder, and ground coffee create airborne dust in high volumes during the feeding process. Rapid dust accumulation occurs on photoelectric sensors, which will cause a false positive and stop the upstream feeding elevator. Dust issues should be managed by installing localized dust extraction hoods above the main dispersion cone and by designing enclosed hoppers.
Additionally, powders are extremely affected by the flow of air around them. For this reason, premium powder lines are usually connected with vacuum and nitrogen flushing (Nitrogen Flushing Seamer) packaging machines to keep the residual oxygen below 3%. The rapid flow of nitrogen gas causes back pressure in the packaging area. This causes an upward flow of air that can lift the weigh buckets by a fraction of a millimeter, which instantly destroys the cell accuracy of the scales. To deal with this, air baffles are physically placed between the weigher and the downstream packaging machine. The weigher’s software also has to be modified to include a longer stabilization delay (settling time) after which the final weight is recorded. The equipment has to be dust-proof and explosion-proof to deal with the volatile powder environments.
Granules & Snacks: Minimizing Breakage & Precision Issues
Specific products present a challenge when it comes to physical damage or issues with combination ratios, including potato chips, biscuits, and mixed nuts. Products tend to break when there is too much mechanical force at the feeding stage or when the drop height is too high. In order to avoid breakage, operators lower the line amplitude of linear vibrators. High amplitude causes fragile items to break and shatter against the metal pans, and it is suggested that the operator adjust the amplitude to a level where the product does not bounce but slides. Also, it is recommended that the drop height from the weigh bucket to the timing hopper, and from the timing hopper to the packaging machine, is as small as possible. Impact force can also be reduced with the installation of angled chute inserts or special ring-shaped catch plates.
For issues with precision when dealing with mixed granular products, such as walnut and raisin mixes, the issue can be traced to uneven dispersion of the products. Different nuts have different densities, and this requires a different approach when dealing with them. Technicians have to set the linear feeders to different times. Smaller and denser materials have to be controlled to fall less often and with shorter bursts of vibration, while bulkier and lighter materials should be provided with continual vibration. This approach can also be applied to volumetric cup fillers and specific configurations of a limited number of heads (such as 14 or 20 heads multihead weighers) to balance ratios.
Wet Foods & Pastes: Residue & Washdown Short Circuits
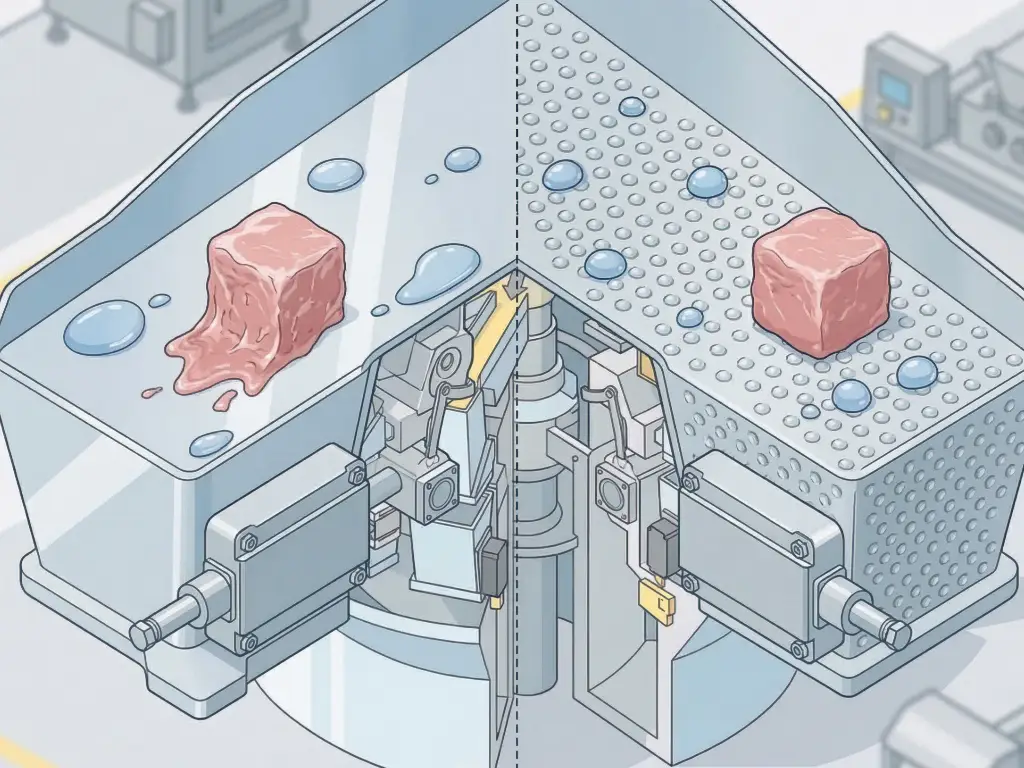
Moist foods such as chunks of pet food, meats, and ready-to-eat meals pose significant adhesion and cleanliness problems. Materials that are wet possess a high surface tension and are likely to stick to stainless steel. In cases where troubleshooters experience repetitive overweight faults due to contact with wet applications, the most definitive answer is to modify the contact surface. It is the job of the technician to change standard hoppers to dimpled (textured) stainless steel hoppers to alleviate this problem. The dimpled surface is said to provide a lower area of contact to a vacuum seal and metal, thereby breaking the seal so product can flow without restriction.
Also, the processing of wet foods necessitates the use of severe and high-pressure washdowns, which include caustic cleaning and washing chemicals. In these circumstances, the most prevalent reason for the total failure of the system is that water has penetrated into the electronics, which has caused the load cells and drive motors to short out. This is a big problem when trying to troubleshoot, and to prevent this, technicians must check the water seals (O-ring) for all motor housings and load cell junction boxes. Check load cell breather valves for condensation. Machines that use wet foods must follow drying procedures outlined before the washdown of power is added.
Software Parameter Adjustments for Optimal Accuracy
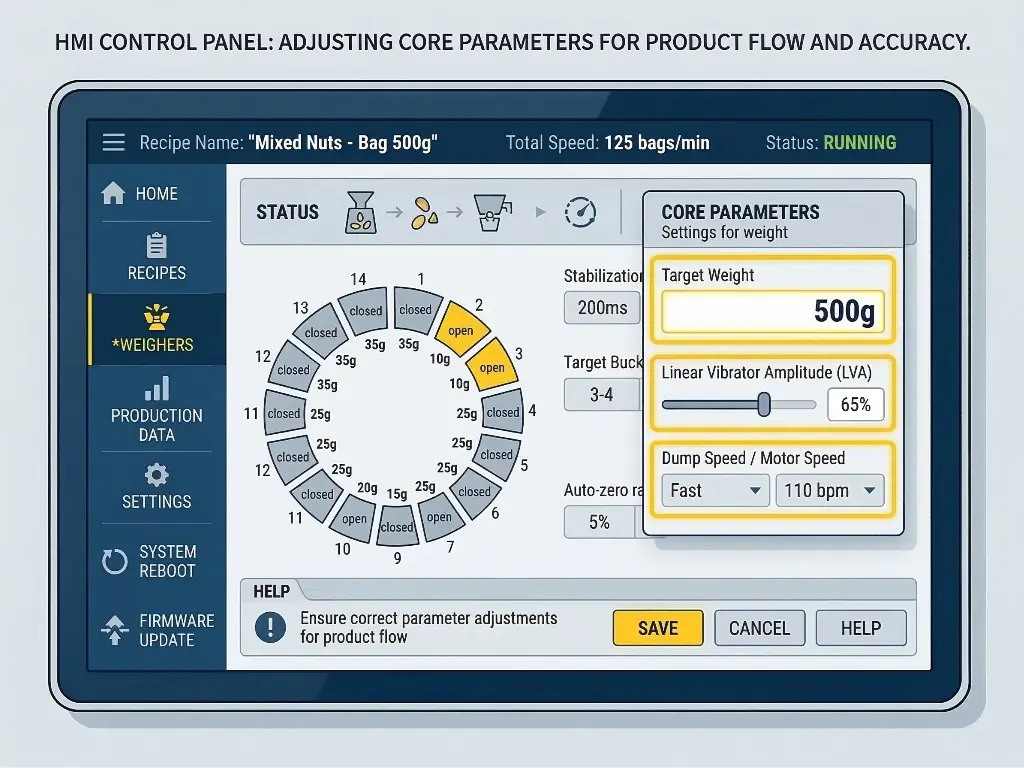
Many seemingly mechanical or electrical issues result from software misconfiguration. Newer multihead weighers are complex machinery based on MCU technology and smart touch screens (usually 7 inches or bigger). Operators need to know how to modify some of the principal parameters within the operating system to correspond adequately to the product flow. If parameters are set incorrectly, or if there is software corruption requiring a system reboot or a firmware update, the machine will appear to have issues, such as stalling continuously or being unable to detect a weight combination. The following table describes the most relevant parameters, their role, and the consequences of incorrect settings.
| Parameter Name | Function Description | Troubleshooting Symptom if Set Incorrectly |
| Target Weight | The final desired weight for the package (e.g., 10g to 3000g). | The machine cannot find a combination; it frequently empties buckets. |
| Target Bucket Number | The ideal number of buckets combined to reach the target weight (usually 3 to 5). | Low speed (if set too high) or poor accuracy (if set too low). |
| Linear Vibrator Amplitude | Controls the strength of vibration moving product to the feed hoppers. | Product starvation (too low) or product overflow/breakage (too high). |
| Single Bucket Weight | The machine constantly rejects packages or combinations that fail. | Product gets caught in doors (too fast), or production slows (too slow). |
| Dump Speed / Motor Speed | The speed at which the hopper doors open and close. | The estimated weight of the product fed into a single bucket. |
| Stabilization Time | The weight threshold that the system automatically ignores as residue. | Highly inaccurate, fluctuating weights due to reading the impact force. |
| Auto-Zero Range | Gradual weight drift; the system fails to account for normal dust buildup. | Machine cannot find a combination; it frequently empties buckets. |
Essential Daily Maintenance to Prevent Failures
The most effective method to ensure continuous production is to create a strict maintenance system. Care routines eliminate the root causes of wear and load cell drift. A standardized maintenance system is able to eliminate over 70% of operational mistakes and prevent trivial issues from creating complete system failures. Scheduling a professional maintenance consultation for your essential equipment is highly advised.
- Daily Cleaning Standards: At the end of every production shift, you are expected to remove the product from the weigh buckets, the feed hoppers, and the linear vibrating pans. Wash all components in a way that assures you have completely removed product buildup. Be sure to wash away and clear all sugary and oily residues, as they can create a hard crust overnight, which can add weight to the buckets. After you are completely finished with your cleaning and before you reassemble the device, you must completely dry the components using compressed air. If there is moisture present on any components, it could drip and create a short circuit on any electrical components or control module.
- Routine Inspection Points: Conduct visual checks on mechanical and electrical components before turning on the machine. Inspect the photoelectric sensors, removing any dust or product residue obstructing the signal. Look for mechanical linkages, return springs, bearings, and hopper door hinges that are physically worn or loose. Loose parts will cause mechanical rattling, which the highly sensitive load cells will register as weight changes.
- Periodic Calibration Procedures: Perform a complete zero-point calibration with the machine empty, at least weekly. After zeroing, conduct a weight test on all individual hoppers to assess the linear response on the load cells. Consistently recording these calibration results will show the load cells’ active deterioration and allow the facility manager to order parts for replacement before a major failure occurs during business hours.
Guide to Choosing a Reliable Weigher
Facility managers often spend more time and money fixing equipment that they could have avoided in the first place by spending more time analyzing their equipment needs. Equipment needs have to be evaluated in the procurement phase, and equipment needs have to be based on strict industrial standards. High-end industrial equipment has fewer operational breakdowns and superior durability. In the procurement phase, when purchasing a multihead weigher from a full range of equipment, there are a few important factors to consider that will help in the first step of removing low-end equipment.
- Material & Structural Integrity: The physical framework dictates the long-term stability of the equipment. Buyers should ensure that the machine frame, as well as the product-contact precision components, are built from food-grade 304 or 316 stainless steel with a thickness of 1.5mm to 2mm. This solves the majority of problems associated with equipment vibration during high-speed operation, metal fatigue due to continuous operation, and severe corrosion in the aggressive high salt or high acid processing environments.
- Machining & Assembly Precision: Stable operation is manufactured and not just assembled. Understanding the production methods of the manufacturer is very important. Look for manufacturers with Advanced Level CNC Machining. (There is milling, turning, and grinding). Core parts, for example, must be of 2μm precision. Such phenomena of high precision, reduce, wear, friction, and jamming of parts of devices. Assembly must also be carried out by senior engineers, with sufficient experience (for example, 15 years of precision manual assembly), to ensure that the links and load cells have been properly aligned.
- Electrical Component Reliability: Control systems with electrical circuits are the most common points of weakness and failure. Buyers should not take risks with fundamental electrical constituents. Demand that all key components (PLCs, Relays, Contactors) are from the best global manufacturers: Siemens, SMC, Schneider, SEW, DELTA, AIRTAC, and so on. Sophisticated machinery should also use smart servo motors in the greatest measure. The life of servo systems is extended, and they are also provided with automatic error correction and fault pre-warning, thereby reducing maintenance.
- Warranty & Support Network: Mechanical wear is a normal part of product life cycles, and thus, the ability of suppliers to offer after-sales services becomes a crucial point to consider. Use long-term warranties as a minimum requirement. Consider suppliers who go beyond the standard practice of the industry and offer warranties of up to 16 months. Additionally, require global, 24-7, seven-day technical support through video calls and/or chat. Suppliers who provide detailed operation and maintenance manuals, installation guides, and remote diagnostics via the machine interface will assist in lessening the burden on the maintenance staff of the facility.
Investing in equipment that meets such high standards means investing in a highly reliable production asset that will provide high-speed and high-precision production for a broad range of packaging and a variety of materials for many years to come.
To understand the exact mechanics and internal systems that make these precision packing devices function so effectively, read this comprehensive guide on the multihead weigher working principle. Discover how advanced engineering and smart design ensure accurate weighing across food and non-food sectors. For specific material handling challenges, consult with Levapack’s senior engineers to configure a precise, reliable weighing solution tailored to your production line.



