Основные типы этикетировочных машин, которые должен знать каждый менеджер по упаковке
В современных закупках упаковки существует фундаментальное несоответствие: выбор этикетировочного оборудования основывается на рекламируемых скоростях, а не на физике продукта. Такое несоответствие приводит к хроническим микроостановкам, неприемлемо высокому проценту брака из-за перекоса этикеток и завышенным эксплуатационным расходам. Чтобы добиться бесшовной интеграции и сохранить общую эффективность оборудования (OEE), руководители производства должны расшифровать механическую архитектуру этикетировочных систем. В этом комплексном руководстве рассматриваются основные типы этикетировочных машин, их физическая механика и стратегические параметры, необходимые для устранения простоев и обеспечения безупречной презентации бренда на розничной полке.
Соответствие этикетировочных машин геометрии контейнеров и логике применения
Основным критерием выбора этикетировочной машины является не ее производительность, а физическая геометрия и устойчивость вашего контейнера. Форма продукта диктует механические системы перемещения, необходимые для его стабилизации в течение решающей миллисекунды нанесения этикетки. Несоответствие архитектуры машины геометрии контейнера гарантирует неудачу в работе.
| Геометрия контейнера | Требуемый механизм обработки | Типичные промышленные применения |
|---|---|---|
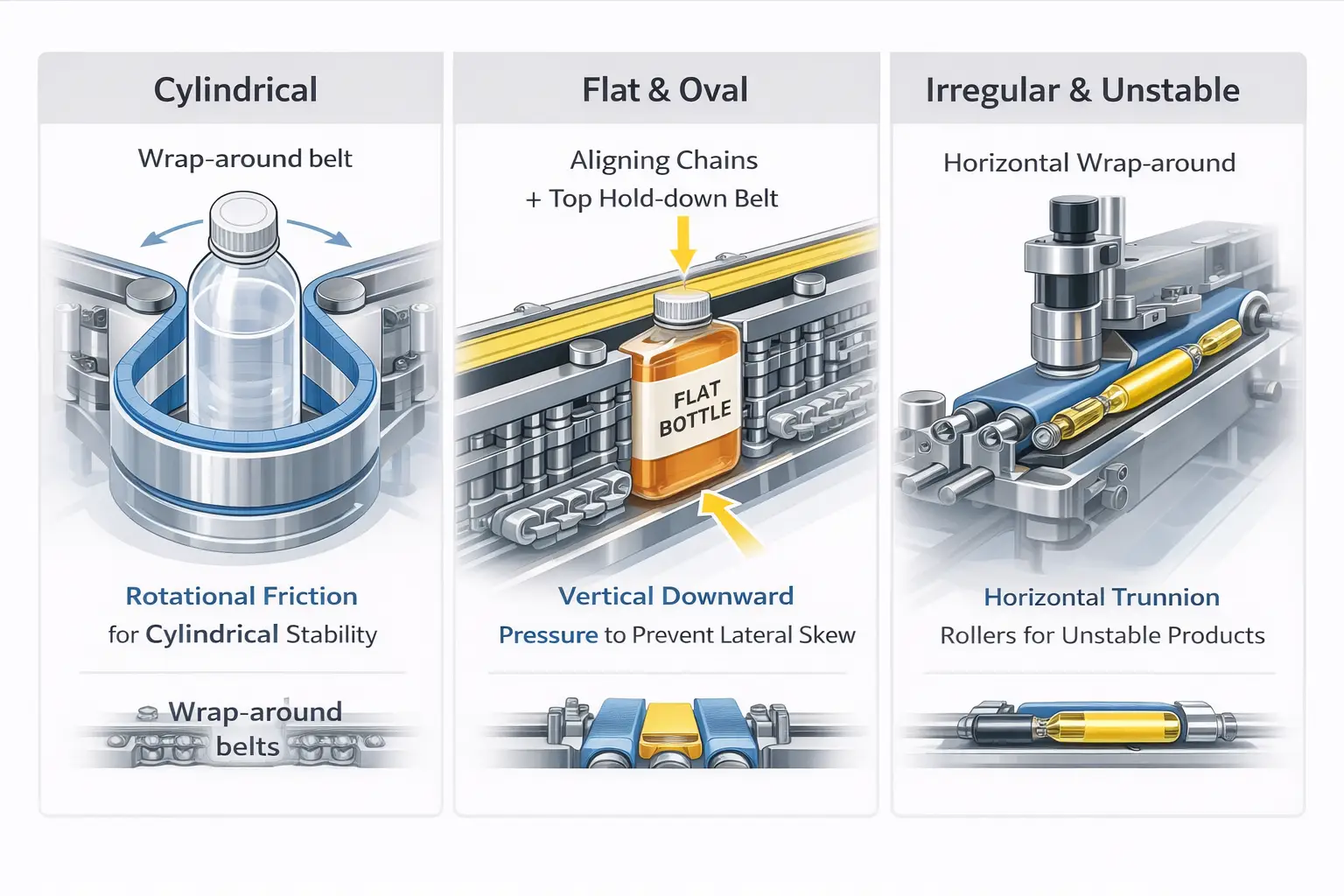
| Цилиндрическая (стабильная) | Поточные или вращающиеся ремни / 3-точечные позиционирующие ролики | Бутылки для напитков, стеклянные банки, наполненные жестяные/алюминиевые банки, аэрозольные баллоны |
| Плоские и овальные (многогранные) | Выравнивание цепей + верхний удерживающий ремень (очень важно для предотвращения перекоса) | Бутылки для шампуня, кувшины для моторного масла, контейнеры для моющих средств, косметические плошки |
| Неровный и неустойчивый | Горизонтальные этикетировщики с обмоткой, цапфовые ролики или индивидуальные системы шайб | Тюбики для губной помады, стеклянные ампулы, мягкие тюбики для выдавливания, флаконы |
Совместимость геометрии контейнеров
Цилиндрические контейнеры
Для устойчивых вертикальных цилиндров, таких как стандартные бутылки для напитков и стеклянные банки, промышленным стандартом является этикетировщик с обмоткой. В этих машинах используется вращательное трение. Контейнер движется по конвейеру и сталкивается с вращающейся губчатой лентой или трехточечным механизмом позиционирования (состоящим из приводного ролика, опорного ролика и прижимного ролика). Когда этикеточное полотно наносит передний край этикетки на контейнер, вращающийся механизм раскручивает бутылку, безупречно оборачивая этикетку по ее окружности. Инженерная сложность заключается в управлении конусностью (углом наклона) стеклянных или пластиковых бутылок; даже конусность в один градус требует специальной наклонной головки аппликатора и конических лент для предотвращения закручивания этикетки по спирали вверх или вниз во время нанесения.
Плоские и овальные контейнеры
При переходе от идеального цилиндра к плоской или овальной емкости - например, бутылке для шампуня или кувшину для моторного масла - физика нанесения резко меняется. Вы больше не можете вращать контейнер. Вместо этого этикетки необходимо наклеивать на боковые стороны при линейном движении бутылки. Самым критическим инженерным недостатком при нанесении этикеток на плоские бутылки является боковой перекос. Когда аппликатор или щетка для протирки ударяются о боковую поверхность бутылки, они прикладывают боковую силу. Если бутылка не закреплена жестко, она будет слегка поворачиваться на конвейере, в результате чего этикетка будет наклеиваться под углом. Поэтому этикетировочная машина плоской или овальной формы обязательно оснащены выравнивающими цепями (для идеального центрирования и ориентации бутылки) и верхней прижимной лентой (для вертикального давления вниз, фиксирующего бутылку на конвейере против боковых сил).
Нестандартные и неустойчивые контейнеры
Изделия с высоким центром тяжести или слишком маленькой площадью основания, чтобы стоять вертикально на движущемся конвейере, например косметические помады, фармацевтические ампулы или мягкие косметические тюбики, не могут обрабатываться на стандартных вертикальных конвейерах. Попытки сделать это приводят к падению изделий и катастрофическим заторам. Механическое решение - горизонтальный этикетировщик с обмоткой. В этом устройстве продукция подается из бункера на горизонтальные валы с цапфами. Продукты лежат плашмя, надежно фиксируясь между роликами, и поворачиваются в горизонтальной плоскости по мере нанесения этикетки. Для изделий уникальной формы, которые не могут катиться, используются специальные системы шайб (лотки-носители), позволяющие транспортировать изделие через этикетировочную станцию с абсолютной жесткостью.
Логика нанесения и покрытия этикеток
Одинарная и передняя/задняя этикетка
Определение того, требуется ли для продукта одна этикетка или этикетки спереди и сзади, диктует количество головок аппликатора и логику синхронизации ПЛК (программируемого логического контроллера). Для нанесения этикеток спереди и сзади требуются две дозирующие головки, работающие в идеальном тандеме. Механика разматывания полотна должна быть точно откалибрована, чтобы при прохождении бутылки между двумя головками обе этикетки наносились одновременно и симметрично. Несоответствие даже на миллиметр может разрушить эстетическую симметрию розничного продукта премиум-класса.
Покрытие этикетки в виде обертки
Когда этикетка должна охватывать всю окружность цилиндрического контейнера, точность наложения становится основным показателем качества. Если контейнер проскальзывает во время вращения или если натяжение полотна рулона этикетки колеблется, то задний край этикетки не будет идеально совпадать с передним краем, создавая неприглядный зазор или несоответствующий шов. Высокотехнологичные системы обертывания используют сервоприводную ориентацию, чтобы гарантировать, что допуск на нахлест остается в пределах строгой погрешности ±1 мм.
Маркировка с защитой от вскрытия и угловая маркировка
В таких строго регулируемых отраслях, как фармацевтика, электроника (упаковка 3C) и косметика премиум-класса, наличие пломб с защитой от вскрытия является обязательным. Угловые этикетировочные машины предназначены для нанесения одной этикетки на две смежные плоскости коробки - как правило, этикетка наклеивается на верхнюю панель и с помощью дополнительного пневматического трамбовочного устройства или моторизованной щетки быстро складывает оставшуюся этикетку на 90 градусов вниз по боковой панели. При этом требуется предельная точность, поскольку любой пузырь или разрыв защитной пломбы во время складывания приведет к автоматической отбраковке последующими системами визуального контроля.
Технологии этикетирования по применению клея и материалам
Метод, с помощью которого этикетка приклеивается к контейнеру, определяет более широкую категорию этикетировочной машины. Этот выбор представляет собой тонкий баланс между ограничениями визуального представления, стандартами производственной среды и долгосрочными эксплуатационными расходами (OpEx), обусловленными стоимостью расходных материалов.
Чувствительные к давлению (самоклеящиеся) системы
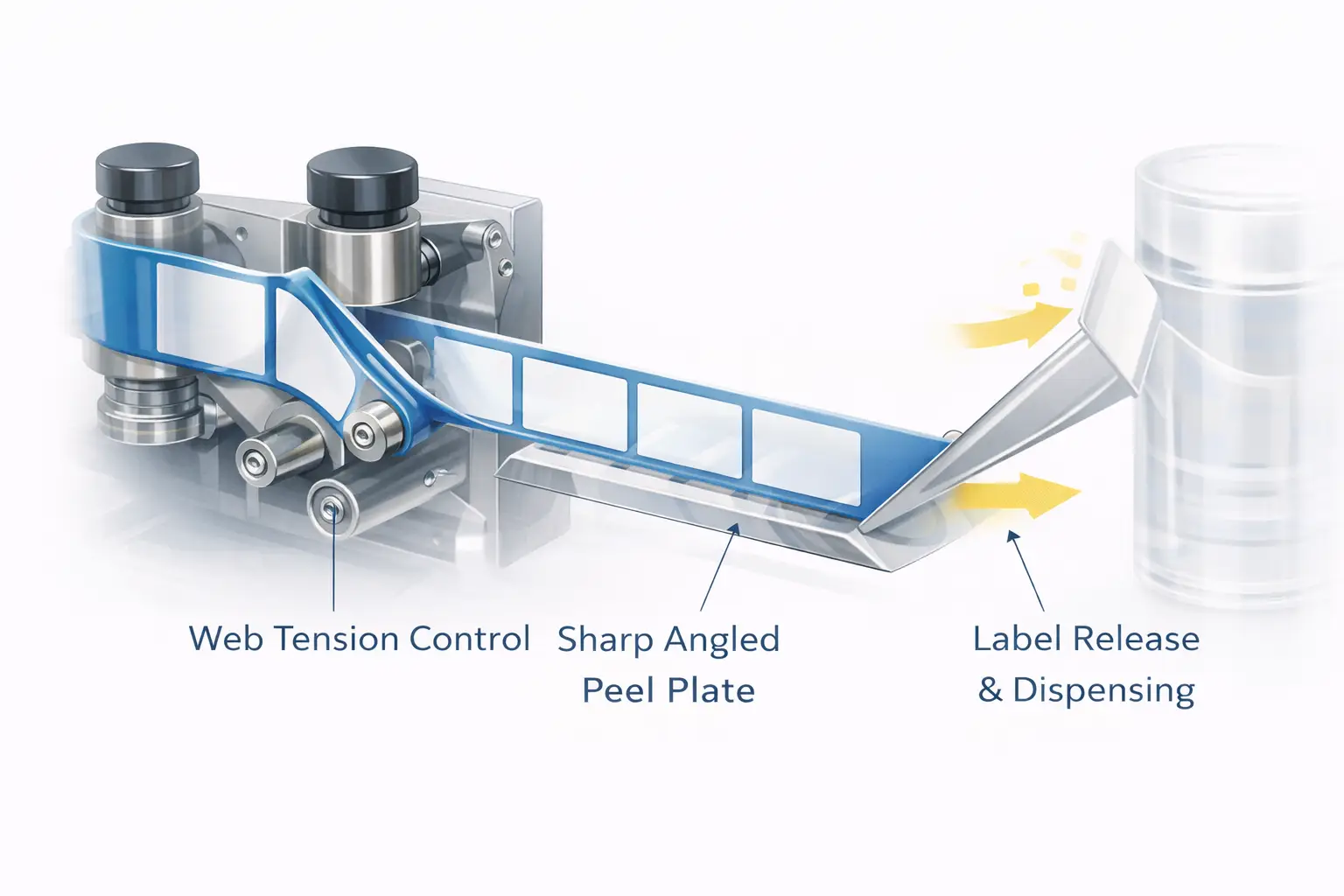
Этикетировщики, чувствительные к давлению, являются абсолютным доминантом в современной упаковке, особенно в фармацевтике, косметике премиум-класса и специализированных продуктах питания. В этих машинах используются предварительно напечатанные этикетки, поставляемые на непрерывном рулоне разделительной подложки (бумаги-основы). Полотно проходит через ряд танцевальных рычагов, регулирующих натяжение, и протягивается над острой, расположенной под углом "отрывной пластиной". Поскольку материал этикетки более жесткий, чем тонкая подложка, резкое натяжение подложки вокруг отрывной пластины приводит к тому, что этикетка отделяется и летит вперед на проходящий контейнер, где ее сразу же вытирают или сворачивают в рулон.
Преимущества и влияние на операционные расходы: Основное преимущество технологии, чувствительной к давлению, - ее исключительная чистота и немедленная готовность к работе. Клей не нужно нагревать, не нужно убирать и нет риска загрязнения клея, что делает ее обязательной для использования в чистых помещениях со строгими требованиями GMP (надлежащей производственной практики). Кроме того, он поддерживает этикетки сложной формы и прозрачные этикетки "без надписей". Однако с точки зрения затрат этикетки, чувствительные к давлению, имеют более высокую стоимость расходных материалов на единицу продукции по сравнению с другими методами, в основном из-за отработанной силиконовой подложки, которую необходимо постоянно перематывать и выбрасывать.
Технологии термоусадочных рукавов
Когда бренду требуется 360-градусное графическое покрытие сверху донизу на сложном 3D-изогнутом контейнере (например, на бутылке со спортивным напитком или спрее с курком в форме песочных часов), плоские самоклеящиеся этикетки не могут соответствовать геометрии без сильного сморщивания. Инженерное решение - этикетировщик термоусадочных рукавов. Эта машина разматывает непрерывную трубку полимерной пленки (обычно PETG или PVC), отрезает ее по точной длине с помощью ротационного ножа и опускает рукав на контейнер через нисходящую оправку.
После того как рукав упакован, контейнер проходит через термоусадочный туннель. Паровые туннели предпочтительнее для сложных изгибов, поскольку они обеспечивают равномерную теплопередачу на 360 градусов, заставляя полимер сжиматься и идеально соответствовать рельефу контейнера. Туннели с электрическим излучением также используются для более простых задач или там, где влажность пара запрещена. Очень важно: Термоусадочный рукав - это только надежный метод декорирования пустых алюминиевых банок без давления, так как механическое боковое давление на пустую банку может ее раздавить.
Системы мокрого клея и горячего расплава
Для крупносерийной и низкомаржинальной продукции снижение стоимости единицы этикетки имеет первостепенное значение. Именно в этом случае превосходно работают системы мокрого клея и горячего расплава.
Влажный клей (холодный клей) Этикетировщики: Исторически сложилось так, что машины для нанесения мокрого клея извлекают из магазина отдельные нарезанные и сложенные в стопку бумажные этикетки. Вращающийся поддон наносит тонкий слой холодного клея на водной основе или смолы на этикетку, после чего она притирается к контейнеру. Мокрый клей исключительно устойчив в холодной и влажной среде, что делает его стандартом для стеклянных пивных бутылок, подверженных сильной конденсации.
Системы горячего расплава (рулонные): В машинах горячего расплава, доминирующих в производстве бутилированной воды и газированных безалкогольных напитков (CSD), используются непрерывные рулоны недорогой БОПП-пленки (двуосноориентированного полипропилена). Машина разрезает пленку, и вакуумный барабан пропускает ее мимо клеевого валика, который наносит микроскопическую полоску клея-расплава. только на передний и задний края этикетки. Затем этикетка наматывается на бутылку с огромной скоростью. Благодаря полному отказу от подложки и минимизации использования клея системы горячего расплава обеспечивают минимальный расход расходных материалов, позволяя высокоскоростным линиям работать непрерывно с минимальными материальными затратами.
Основные компоненты, определяющие точность и скорость
Две машины могут выглядеть одинаково на заводе, но одна из них работает безупречно в течение десяти лет, в то время как другая является причиной ежедневных заторов, перекосов этикеток и бракованных партий. Отличительная особенность скрыта под корпусом из нержавеющей стали: архитектура электропривода и сенсорные системы обнаружения.
Системы привода: Шаговые и серводвигатели
Дозирующий механизм этикетировщика, чувствительного к давлению, - механизм, отвечающий за отрыв этикетки от отрывной пластины в ту самую микросекунду, когда бутылка прибывает на место, - приводится в действие либо шаговым двигателем, либо серводвигателем. Понимание этого различия - самая важная техническая оценка, которую должен сделать менеджер по упаковке.
| Инженерный параметр | Шаговый двигатель (открытый цикл) | Серводвигатель (замкнутый цикл) |
|---|---|---|
| Механизм управления | Open-Loop (получает импульсные команды, без механизма обратной связи по положению) | Замкнутый контур (непрерывная обратная связь по положению в реальном времени через встроенные энкодеры) |
| Оптимальная пропускная способность | Низкие и средние масштабы (< 150 бутылок в минуту) | Средние и сверхвысокие масштабы (200 - 1000+ бутылок в минуту) |
| Точность и надежность | Склонны к "пропуску шагов" под высоким крутящим моментом, что приводит к смещению укладки. | Динамическая автокоррекция положения. Поддерживает строгий допуск ±1 мм. |
Инженерная реальность: Шаговый двигатель работает вслепую. ПЛК приказывает ему вращаться ровно на 1000 шагов, чтобы выдать одну этикетку. Если механическое сопротивление (например, тяжелый рулон этикеток или скачок напряжения) заставляет двигатель физически пропустить 5 шагов, он об этом не знает. Следующая этикетка выдается с опозданием, и ошибка усугубляется в течение смены, пока этикетки не будут полностью отсутствовать в целевой области. И наоборот, серводвигатель оснащен встроенным энкодером. Он постоянно обменивается данными с ПЛК, проверяя свое точное физическое положение тысячи раз в секунду. Если он отстает на долю миллиметра, то мгновенно потребляет больше тока, чтобы исправить несоответствие. Для любой линии, работающей со скоростью более 200 BPM, или линии, требующей допуска ±1 мм, сервоприводы с замкнутым циклом являются абсолютным требованием, не подлежащим обсуждению.
Сенсорные технологии и обнаружение материалов
ПЛК этикетировочной машины работает как мозг, а датчики - как глаза. Если датчик не может точно определить зазор между этикетками на полотне, машина будет выдавать их неравномерно, что приведет к потере целых рулонов этикеток и остановке производства.
Обычная непрозрачность: Стандартной рабочей лошадкой индустрии является фотоэлектрический датчик (обычно называемый электрическим глазом). Он испускает световой луч через полотно этикетки. Подложка сама по себе пропускает свет, а подложка плюс бумажная этикетка блокируют его. Датчик регистрирует эту разницу в интенсивности света, чтобы определить зазор между этикетками.
Прозрачный вызов: В косметической промышленности и производстве напитков широко используются этикетки из прозрачной пленки "без надписей". Если провести прозрачную этикетку на прозрачном ПЭТ-лайнере через фотоэлектрический датчик, свет пройдет прямо через оба элемента. Машина не может "увидеть" этикетку, и она будет непрерывно сматывать весь рулон на пол. Чтобы обрабатывать прозрачные пленочные материалы, необходимо модернизировать электрическую архитектуру. Решением является ультразвуковой датчикВ этом случае через полотно пропускаются высокочастотные звуковые волны, и измеряется акустическое затухание (микроскопическая разница в толщине между полотном без этикетки и полотном с этикеткой). В качестве альтернативы можно использовать ёмкостной датчик Можно использовать систему, которая измеряет диэлектрическую дисперсию материалов, оказываясь исключительно надежной для прозрачных этикеток с тиснением металлической фольгой или плотными металлическими красками.
Выбор оборудования: Скорость, интеграция и переналадка
Выбор этикетировочной машины, основанный исключительно на изолированных показателях производительности, - опасная ловушка. В современном производстве этикетировщик - это узел взаимосвязанной экосистемы. Его истинная ценность определяется тем, насколько слаженно он синхронизируется с вышестоящим и нижестоящим оборудованием и как быстро его можно перенастроить для работы с различными партиями продукции.
Автономные этикетировщики против синхронизированных систем
Автономные операции: Ручные и полуавтоматические этикетировщики обычно работают со скоростью 30-50 оборотов в минуту. Эти автономные устройства требуют, чтобы оператор вручную загружал бутылку, нажимал педаль или микропереключатель и выгружал готовый продукт. Несмотря на высокую экономическую эффективность и пригодность для научно-исследовательских лабораторий, ремесленных пивоварен или малосерийного дискретного производства, их зависимость от темпа работы человека существенно ограничивает пропускную способность и вносит человеческий фактор в последовательность укладки в течение длительной смены.
Синхронизированные системы "под ключ": Для промышленного производства этикетировщик должен быть полностью интегрирован в конвейерный поток. Линейные (Inline) архитектуры Обрабатывают бутылки по ходу прямого конвейера, представляя собой оптимальный вариант для линий средней и высокой производительности, работающих со скоростью от 50 до 300 BPM. Они предлагают отличный баланс скорости и механической простоты. Для мировых гигантов по производству напитков, работающих со скоростью от 400 до более 1 000 BPM, линейная физика достигает предела. Такие линии требуют Ротационные этикетировщики. Бутылки попадают с главного конвейера на массивную, непрерывно вращающуюся карусель, где отдельные механические или сервоприводные пластины для бутылок идеально поворачивают контейнер, в то время как несколько станций этикетирования наносят этикетки на переднюю, заднюю стенки и горлышко одновременно с головокружительной скоростью.
Интеграция и контроль линии
Этикетировщик, работающий в вакууме, бесполезен. ПЛК машины должен установить надежный канал ввода-вывода (I/O) с вышестоящим наполнителем и нижестоящим упаковщиком. Если последующий упаковщик заклинивает, этикетировщик должен мгновенно получить сигнал остановки, чтобы предотвратить нагромождение контейнеров, раздавливание друг друга и массовую катастрофу на линии.
Кроме того, расширенная интеграция требует каскадное регулирование скорости. Если скорость розлива выше по потоку снижается с 200 до 150 BPM из-за изменения вязкости продукта, система слежения с энкодером этикетировщика должна динамически замедлить конвейер и дозирующие головки, чтобы безупречно соответствовать новому темпу. Не менее важна и физическая интеграция: неправильное согласование высоты конвейера или отсутствие накопительных столов (буферных зон) надлежащего размера до и после этикетировщика приведет к частым микроостановкам (цикличность старт-стоп), что резко сокращает срок службы двигателей и снижает OEE линии.
Механизмы быстрой переналадки, обеспечивающие гибкость при работе с несколькими магазинами
Для контрактных упаковщиков (OEM/ODM), управляющих разнообразным ассортиментом продукции, машина, работающая со скоростью 300 BPM, но требующая четыре часа для перенастройки на новую форму бутылки, - это финансовая ответственность. Механическая гибкость машины напрямую влияет на итоговый результат.
При оценке машины для многопрофильных линий приоритетными являются механизмы регулировки без инструментов. Операторам не должны требоваться гаечные или шестигранные ключи для регулировки направляющих, высоты головки аппликатора или положения датчиков. В высококачественных машинах используются маховики в паре с цифровые индикаторы положения (счетчики SIKO). При переходе с круглой бутылки объемом 500 мл на квадратную бутылку объемом 1 л оператор просто поворачивает маховики в соответствии с заранее записанными в книге рецептов числовыми настройками. В сочетании с быстросъемными сменными деталями (например, магнитными маховиками или защелкивающимися направляющими) можно применять принципы SMED (Single-Minute Exchange of Die), сокращая изнурительную двухчасовую механическую переналадку до предсказуемого, повторяемого 15-минутного процесса, тем самым экономя часы прибыльного производственного времени.
Промышленные применения и ограничения, связанные с конкретными материалами
Машины общего назначения не выживают в экстремальных промышленных условиях. Различные вертикальные рынки накладывают жесткие физические табу и бескомпромиссные нормативные стандарты, которые строго диктуют требования к проектированию машин.
Маркировка продуктов питания, напитков и алюминиевых банок
Оборудование, используемое на предприятиях пищевой промышленности, должно выдерживать агрессивные санитарные условия. Шасси машины должно быть изготовлено из нержавеющей стали марки 304 или 316 с полностью закрытыми электрическими шкафами с классом защиты IP65 или IP67, чтобы выдерживать промывку под высоким давлением и воздействие едких чистящих средств без короткого замыкания.
Табу на алюминиевые банки: В упаковке напитков существует критическое физическое ограничение, касающееся алюминиевых банок. Пустая алюминиевая банка без давления обладает высокой осевой прочностью (сверху вниз), но практически нулевой радиальной прочностью (из стороны в сторону). На пустые алюминиевые банки нельзя наклеивать этикетки, чувствительные к давлению, с помощью стандартных обмоточных лент. Боковое давление от протирающей губки мгновенно раздавит тонкие стенки, что приведет к 100% браку. Этикетирование банок под давлением должно осуществляться строго по потоку, после банка заполнена, дозирована жидким азотом (если она негазированная) и запаяна, что обеспечивает внутреннее давление, необходимое для выдерживания механической этикетки. Если вам необходимо декорировать пустые банки перед наполнением, технология термоусадочных рукавов (которая не оказывает бокового давления) является единственным продуманным решением.
Соответствие требованиям законодательства в области фармацевтики и косметики
Фармацевтический сектор работает в условиях нетерпимости. Системы этикетирования здесь должны соответствовать строгим стандартам GMP и требованиям FDA 21 CFR Part 11, которые предписывают строгую прослеживаемость данных, электронные подписи и контрольные журналы. Для обеспечения соответствия фармацевтические этикетировщики часто интегрируют Системы печати и нанесения (P&A)-встраивание термотрансферных принтеров непосредственно в этикетировочную головку для динамической печати кодов партий, сроков годности и 2D-сериализованных матричных штрих-кодов на каждой этикетке непосредственно перед нанесением. В паре с высокоскоростными камерами машинного зрения, выполняющими оптическую проверку символов (OCV), мгновенно отбраковывается любая бутылка с размытым штрих-кодом или отсутствующей этикеткой.
В косметической промышленности премиум-класса задача чисто эстетическая. Высококлассный вид "прозрачного на прозрачном" требует нанесения прозрачных этикеток на прозрачное стекло или акрил без образования микроскопических пузырьков воздуха. Для этого требуются специализированные механизмы протирания с высокой плотностью и экстремальный сервоприводный контроль натяжения, чтобы этикетка ложилась идеально ровно, поскольку даже малейший визуальный дефект вредит восприятию бренда.
Структура затрат и операционная эффективность (операционные и капитальные затраты)
Выбор этикетировочной машины, основанный исключительно на изолированных показателях производительности, - опасная ловушка. В современном производстве этикетировщик - это узел взаимосвязанной экосистемы. Его истинная ценность определяется тем, насколько слаженно он синхронизируется с вышестоящим и нижестоящим оборудованием и как быстро его можно перенастроить для работы с различными партиями продукции.
Первоначальные капитальные затраты (CapEx)
Базовые капитальные затраты этикетировочной машины определяются архитектурой привода и геометрией рамы. Переход от линейной машины с шаговым приводом к полностью сервоприводной линейной системе увеличит первоначальную стоимость покупки, но гарантирует стабильность работы на высоких скоростях. Переход на высокоскоростную многопозиционную роторную этикетировочную машину представляет собой огромные капитальные вложения, подходящие только для промышленных предприятий по производству напитков, где огромная производительность оправдывает амортизацию. Кроме того, необходимые заказные модули значительно увеличивают капитальные затраты. Интеграция специализированных систем перемещения шайб для нестабильных бутылок, добавление ионизированных воздуходувок для снятия статического электричества с этикеток из прозрачной пленки или установка промышленных камер технического зрения Cognex или Keyence увеличит первоначальные расходы, но это необходимые инвестиции, гарантирующие выпуск продукции с нулевым количеством дефектов.
Расходные материалы и скрытые расходы на простои (OpEx)
Настоящее финансовое кровотечение в упаковочной линии скрывается в операционных расходах. При анализе расходных материалов этикетки, чувствительные к давлению, несут в себе неизбежную надбавку к стоимости, поскольку вы платите за силиконовую подложку, которая в конечном итоге наматывается на катушку и выбрасывается. В отличие от этого, в рулонных системах горячего расплава используется БОПП-пленка без подложки, что значительно снижает стоимость одной бутылки, делая ее единственным логичным выбором для крупносерийных и низкомаржинальных продуктов, таких как бутилированная вода.
Однако наиболее разрушительными скрытыми затратами OpEx являются простои, вызванные дешевым оборудованием. Бюджетная этикетировочная машина, работающая на шаговых двигателях с открытым контуром, будет часто терять синхронизацию. Это приводит к тому, что этикетки наносятся смятыми или неправильно расположенными. Вы не только теряете деньги на этикетке и испорченном продукте внутри бутылки, но и несете трудозатраты на остановку линии, очистку от замятий, повторную калибровку машины и перезапуск. Если машина вызывает 15 минут простоя в смену на линии, рассчитанной на 200 BPM, вы теряете 3 000 единиц продукции в день. За финансовый год финансовые потери от низкого показателя OEE превышают экономию от покупки более дешевого станка.
Заключение: Стратегический контрольный список для ваших инвестиций
- Шаг 1: бескомпромиссная фильтрация геометрии: Четко определите форму, устойчивость и жесткость вашего контейнера. Пусть физика диктует архитектуру обработки. Соблюдайте отраслевые табу - например, никогда не применяйте механическое боковое давление к пустым алюминиевым банкам, не находящимся под давлением.
- Шаг 2: Согласование пропускной способности с электрической архитектурой: Соотнесите целевой объем бутылок в минуту (BPM) с приводным механизмом. Если скорость линии превышает 150 BPM, откажитесь от шаговых двигателей и требуйте сервосистемы с замкнутым контуром для предотвращения высокоскоростного дрейфа. Подберите технологию датчика (фотоэлектрический или ультразвуковой) в соответствии с непрозрачностью подложки этикетки.
- Шаг 3: Обязательное проведение заводских приемочных испытаний (FAT): Никогда не заключайте контракт на закупку на основании брошюры. Требуйте, чтобы производитель провел испытания бутылок и рулонов этикеток на реальном производстве, подтвердив заявленную точность, возможности OEE и реальное время переналадки до отгрузки оборудования.
Готовое бюджетное оборудование часто выходит из строя под жесткими нагрузками непрерывной промышленной эксплуатации 7×24, страдая от потери мощности двигателя и хронических простоев. Являясь ведущим производителем высококлассной этикетировочной техники в Китае, LevaPack специализируется на высокоточных решениях, специально разработанных для круглых банок, жестяных банок и банок.
Наше флагманское оборудование, такое как тело и шапочка Этикетировщики, чувствительные к давлению, отбраковывают некачественные компоненты. Каждый аппарат строго оснащен замкнутой электрической экосистемой, включающей в себя ПЛК Panasonic, сенсорные экраны HMI Kunlun Tongtai и датчики обнаружения этикеток Leuze. Интегрированная с жесткой 3-полюсной регулируемой механической структурой, эта архитектура гарантирует интеллектуальную автокоррекцию и беспрепятственное обнаружение отсутствующих этикеток, полностью исключая утечку этикеток и отходы материала.
Независимо от того, требуется ли вам сверхмощная автономная установка или полностью интегрированная упаковочная линия "под ключ", настроенная от розлива и запайки до этикетирования, инженеры LevaPack обеспечат бескомпромиссную стабильность.
Прецизионное проектирование для непрерывного высокоскоростного производства 7×24
Готовы ли вы сократить время простоя и защитить свой OEE? Воспользуйтесь нашей высокоточной технологией этикетирования, чтобы обеспечить безупречное представление бренда на каждой полке.
Изучите наши индивидуальные решения


