Технология обнаружения металлов в пищевой упаковке охватывает широкий спектр материалов, таких как гибкие пластики, картонные коробки, металлизированная пленка и жесткие контейнеры. Инженеры-упаковщики должны согласовывать процесс и технологию проверки с уникальными физическими характеристиками каждой конкретной упаковки, чтобы обеспечить высокие стандарты безопасности пищевых продуктов. Что касается инспекции непроводящих материалов, таких как стандартные пластиковые пакеты, то для установления базовых требований требуется простая электромагнитная калибровка. С увеличением количества металлических компонентов в упаковке, отвечающей требованиям, сложность процесса проверки также возрастает.
Сложность процесса проверки, конечно, наиболее ярко выражена при использовании жестких металлических контейнеров. Фундаментальное консервирование парадокс существует при обнаружении металла в пищевой упаковке: прямой эксплуатационный конфликт между электромагнитными промышленными металлодетекторами и металлическими банками, которые они должны проверять.
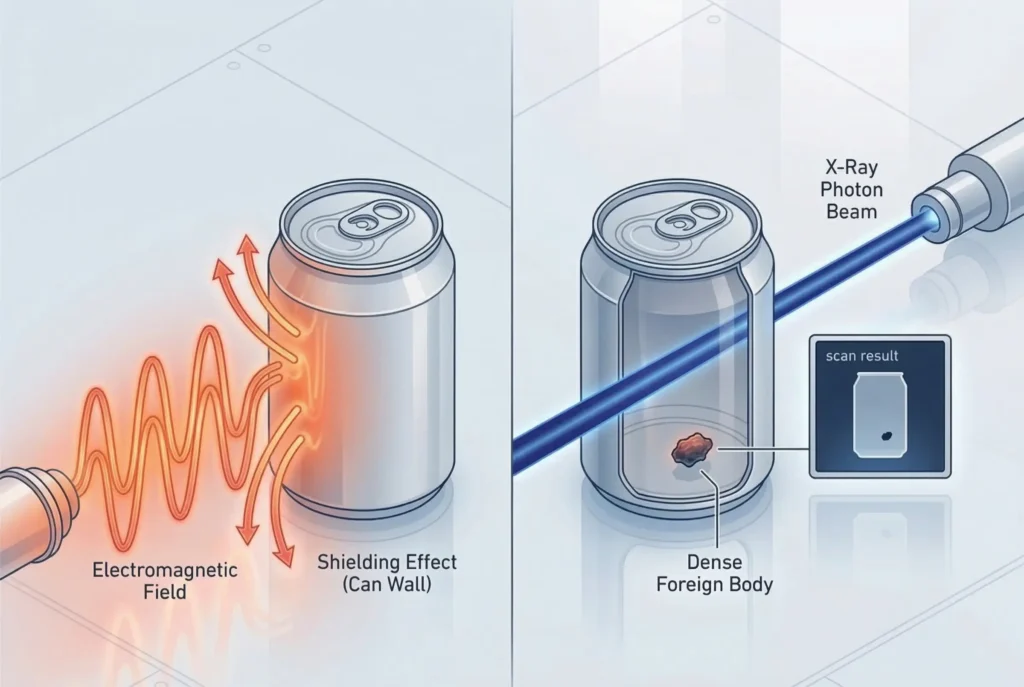
Большинство компаний, производящих упаковку для пищевых продуктов, устанавливают систему контроля в самом конце производственной линии, где она сканирует готовую запечатанную упаковку. При использовании такой логики на консервной линии мы упускаем некоторые технологии. Сама банка генерирует огромный сигнал воздействия на продукт - сигнал, который возникает при взаимодействии покупателя или любого другого внешнего лица с продуктом, и он полностью перекрывает сенсорный фон оборудования, поэтому оборудование игнорирует любые внутренние физические загрязнения, экранирующие внешнее электромагнитное поле. Невозможно проверить герметичные металлические банки с помощью электромагнитных катушек, поскольку это противоречит законам физики. По этой причине мы ограничим всю эту статью разбором самой сложной задачи в пищевой промышленности - проектированием консервного завода, который имеет действующую систему контроля качества, функциональную, соответствующую требованиям и экономически сбалансированную для предотвращения дорогостоящих отзывов.
Загрязняющие вещества и типы детекторов
Надежность систем обнаружения напрямую зависит от четко определенного списка металлических загрязнителей, сгруппированных по типам, а также от конфигурации датчиков. В пищевой промышленности различные загрязнители генерируют сигналы разной интенсивности из-за различий в металлургическом составе металлов.
| Категория загрязнителя | Магнитная проницаемость | Электропроводность | Сложность обнаружения | Общие источники производства |
| Черные металлы (железо, сталь) | Высокий | Высокий | Самый низкий | Ржавчина, болты из углеродистой стали, стандартные детали машин. |
| Цветные металлы (алюминий, медь, латунь) | Ноль | Высокий | Умеренный | Обрезки проводов, фрагменты алюминиевой фольги, латунные фитинги. |
| Нержавеющая сталь (аустенитные сорта 304, 316) | Нулевой / незначительный | Низкий | Самый высокий | Ножи для ломтерезки, технологические сита, быстроизнашивающиеся детали, рабочие колеса насосов. |
Аустенитная нержавеющая сталь представляет собой самую большую проблему для предприятий пищевой промышленности. Поскольку она не обладает магнитными свойствами и имеет низкую теплопроводность, в поле обнаружения она дает наименьшую амплитуду сигнала. Для достаточного обнаружения нержавеющей стали требуется максимальная калибровка детектирующего устройства в сочетании с наименьшей апертурой для улавливания мельчайших металлических частиц.
На разных этапах производства продуктов питания требуется оборудование разной формы, что позволяет исследовать различные типы металлодетекторов.
| Конфигурация детектора | Точка приложения | Типичное состояние продукта | Ориентация инспекции |
| Конвейер / Тоннель | После упаковки или сыпучие материалы | Твердые предметы, отдельные упаковки, картонные коробки | Горизонтальный транзит на ленточном конвейере |
| Трубопровод | Предварительная обработка, насосные станции | Жидкости, суспензии, пасты, мясные эмульсии | Поток жидкости под давлением |
| Гравитационное падение / Горло | Предварительная упаковка, выше наполнителей | Сухие сыпучие порошки, гранулы, дискретные твердые частицы | Вертикальное свободное падение |
Стандартные конвейерные системы предназначены для пластиковой или бумажной упаковки. Например, в случае консервных линий требуются определенные конфигурации, чтобы избежать экранирующего эффекта последнего контейнера, обеспечивая безопасность продукции.
Проверенные решения для контроля консервированных продуктов
Чтобы преодолеть физические барьеры, связанные со сканированием стальных контейнеров, и бороться с рисками безопасности, инженерам предприятий приходится выбирать различные стратегии досмотра. Выбор правильного метода зависит от состояния продукта, типа пищевого продукта, требований к обнаружению и доступного бюджета. Для консервных линий существуют две возможные системы, которые играют решающую роль в обеспечении безопасности потребителей.
Послеупаковочная обработка: Системы рентгеновского контроля
Если ваша производственная директива требует проверки после опломбирования контейнера, то для проверки готовой продукции вам потребуется использовать технологию рентгеновского контроля. Рентгеновские системы не используют электромагнитные поля. Вместо этого они используют пучок высокоэнергетических фотонов, которые проецируются через контейнер на линейную диодную матрицу, которая измеряет фотоны по мере их поглощения или непоглощения.
При равномерной толщине стенок банки программное обеспечение системы устанавливает базовое черно-белое изображение. Наличие плотного инородного тела, такого как стальной фрагмент или камень, осколки стекла или костный кальцинированный камень, поглощает рентгеновские лучи больше, чем окружающие продукты и банка. Следовательно, это будет восприниматься как темное инородное тело и приведет к срабатыванию механизма отбраковки, изолирующего загрязненный продукт. По сравнению со всеми остальными доступными методами рентгеновские системы представляют собой наиболее безопасный и надежный способ проверки банок в конце линии. Это дорогостоящие рентгеновские системы, поэтому они требуют соблюдения строгих протоколов радиационной безопасности и обеспечивают охлаждение компонентов генератора.
Предварительная упаковка: Гравитационные детекторы падения
Инспекция консервных линий наиболее эффективна, точна и недорога, если она проводится перед процессом упаковки. Этот метод позволяет перенести критические точки контроля на этап обработки сыпучих продуктов. Гравитационные пищевые металлодетекторы встраиваются в вертикальный поток продукта непосредственно перед разливочной машиной для сканирования сырья и ингредиентов.
При проверке продукта в состоянии свободного падения экранирующий эффект металлической банки полностью обходится. Более того, в гравитационных детекторах падения используются круглые или узкие прямоугольные апертуры обнаружения; чем меньше апертура, тем менее чувствителен детектор. Таким образом, для сыпучих продуктов, падающих через небольшие каналы, в отличие от больших отверстий конвейера, используется меньшая апертура обнаружения. Это меньшее отверстие приводит к обнаружению более мелких металлических фрагментов.
Интеграция детекторов перед процессом розлива
Чтобы использовать гравитационный металлодетектор для надежного обнаружения, необходимо точное понимание функциональной механики. Металлодетектор не должен располагаться над наполнителем; вместо этого он должен быть интегрирован и логически объединен с дозирующим устройством, обычно многоголовочным весовым дозатором или шнековым наполнителем. Таким образом, физическая связь определяет базовую стабильность поля обнаружения.
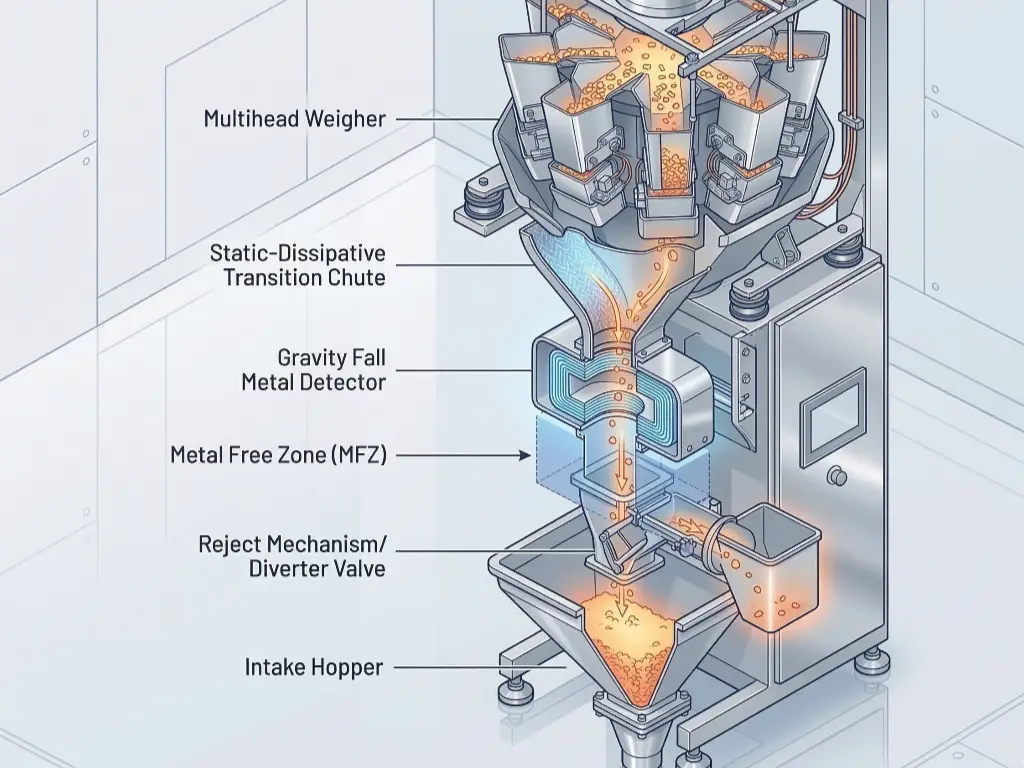
Переходные желоба контролируют движение продукта, когда он выходит из весового ковша и начинает свой путь к отверстию детектора. Желоба изготавливаются из безопасных для пищевых продуктов пластиковых материалов, а не из металла, и, как правило, из статически рассеивающего сверхвысокомолекулярного полиэтилена (СВМПЭ) или некоторых композитных материалов. При движении сухих сыпучих материалов по желобу возникает электричество трения. Если используются обычные изоляционные пластики, накапливается статическое электричество, которое разряжается на заземленную металлическую раму. Эта статическая дуга генерирует широкополосную радиочастоту. Детектор улавливает радиочастоту и вызывает отбраковку продуктов без причины. При хорошем заземлении переходных лотков и использовании материалов, рассеивающих статическое электричество, можно обеспечить спокойное и бесперебойное перемещение продуктов в процессе производства.
Для систем обнаружения металлов очень важна механическая изоляция. Все вышестоящее оборудование, например многоголовочные весы, имеет радиальные питатели и шаговые двигатели, которые создают постоянные высокочастотные вибрации. Если металлодетектор установлен непосредственно на раме весов без изоляции, механические колебания рамы передаются на поисковую головку детектора. Эта вибрация вызывает крошечные движения медных катушек, залитых смолой в головке детектора, и генерируется ложный сигнал. Инженерам приходится использовать специальные эластомерные виброизолирующие крепления для крепления металлоискателя. Кроме того, для предотвращения загрязнения металлами необходимо соблюдать зону Metal Free Zone (MFZ). В зоне MFZ не допускается пересечение движущихся металлических частей, таких как дверцы весового ковша, штоки цилиндров и т. д., поскольку движение этих частей будет нарушать магнитное поле.
Последняя механическая часть называется механизмом отбраковки. В гравитационной системе продукт движется с большой скоростью под действием силы тяжести, и клапан отбраковки должен открываться за миллисекунды. Механизм сконструирован с отказоустойчивой конфигурацией. Для удержания механизма в положении "прием" требуется постоянное электропневматическое давление. При падении давления воздуха клапан опускается в положение "отбраковка", что предотвращает попадание в фасовочную машину непроверенного продукта и ставит под угрозу безопасность пищевых продуктов.
Настройка параметров программного обеспечения для достижения оптимальной точности
Интеграция оборудования - это нижняя граница функциональности, а сетевая связь определяет истинную эффективность работы системы. Несмотря на то что гравитационный детектор падения и мультиголовочный весовой дозатор функционируют в производственной линии независимо друг от друга, они должны работать синхронно и с высокой точностью. Если поток продукта, контролируемый программными параметрами, не совпадает с детектором потока, он либо отбракует больше, чем должен, либо не сможет отбраковать партии, содержащие металлические примеси.
Для этого операторы должны отрегулировать параметры в системе дозирования и системе контроля.
| Параметр | Расположение системы | Функция | Влияние на обнаружение | Оптимальная стратегия настройки |
| Целевой вес | Многоголовочный весовой дозатор | Установите минимальное значение, необходимое для достижения заданного веса, чтобы обеспечить компактность и плотность пакета. | Колебания изменяют насыпную плотность, смещая фазовый угол эффекта продукта и вызывая ложный брак. | Соблюдайте строгие пределы отклонений. Перекалибруйте детектор, если вес мишени изменяется на >10%. |
| Линейный Вибратор Амплитуда | Многоголовочный весовой дозатор | Регулирует интенсивность подачи корма. | Высокая амплитуда приводит к удлинению капель продукта, изменяя профиль скорости, ожидаемый детектором. | Определите точное физическое расстояние от ведра до клапана. Калибровка миллисекундной задержки на основе гравитационного ускорения. |
| Скорость сброса / таймер задержки | Весы и детектор | Управляет открытием ковша и временем работы клапана отвода. | Десинхронизация приводит к тому, что отсекающий клапан срабатывает слишком рано или слишком поздно, пропуская загрязняющее вещество. | Установите минимальное значение, необходимое для достижения заданного веса, чтобы обеспечить компактность и плотность пакета. |
Человеко-машинный интерфейс (ЧМИ) является центральным контроллером для синхронизации системы. Операторы должны регулировать различные настройки, чтобы поддерживать равномерный профиль продукта при его перемещении через зону обнаружения.
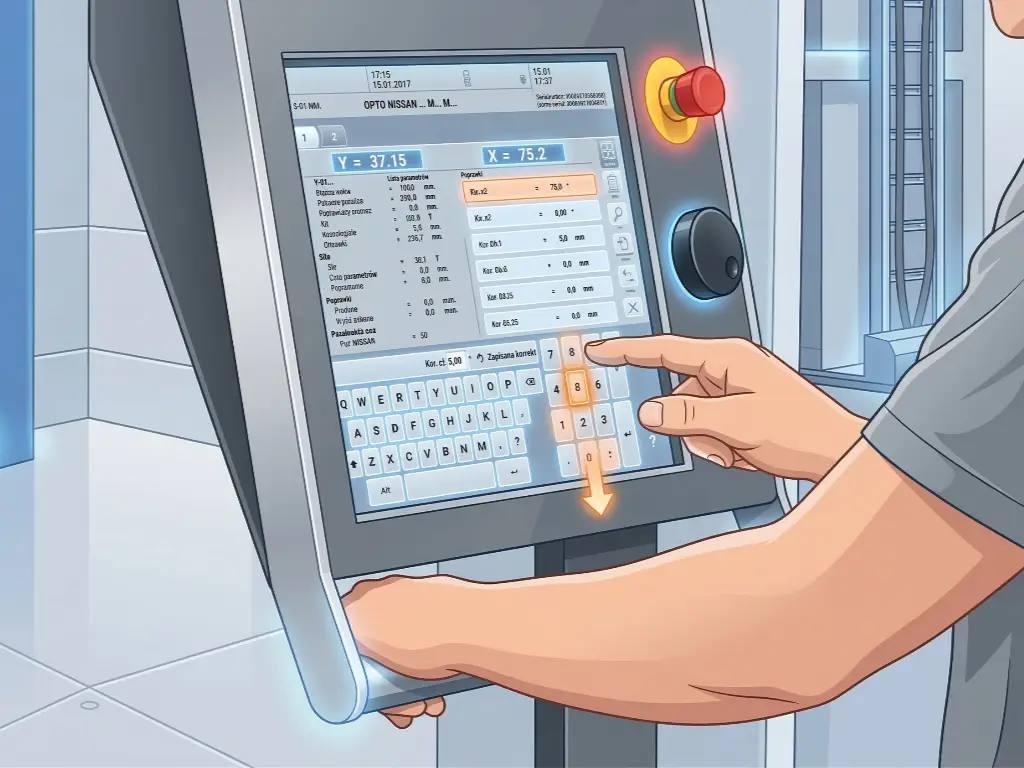
Целевой вес определяет общую массу продукта, выпускаемого за один цикл. Хотя этот параметр в основном используется для соблюдения требований к упаковке, он также влияет на плотность упаковки продукта, проходящего через металлодетектор. Значительное изменение целевого веса также изменит "эффект продукта"; металлодетектор будет воспринимать продукт как более или менее проводящий или магнитный, в зависимости от количества продукта в металлодетекторе при прохождении через него. Металлодетектор оснащен так называемым цифровым сигнальным процессором (DSP), который создает адаптивный фазовый угол, чтобы игнорировать эффект продукта. Если масса продукта внезапно изменится, угол изменится, и DSP примет увеличение массы за загрязнение. Последовательность, с которой мы придерживаемся целевого веса, определяет базовый сигнал качества продукта.
Параметр амплитуды линейного вибратора регулирует силу колебаний вибростолов, которые перемещают продукты в весовые ковши. Вибрация кастрюль влияет как на скорость, так и на равномерность распределения продуктов. Слишком высокая настройка приводит к неравномерному захвату продуктов весовыми ковшами, создавая высокий и широкий профиль падения, который происходит неравномерно при открытии ковша. Вместо плотной кучки продуктов, проходящих через детектор, продукты оказываются разбросанными друг от друга. Программное обеспечение в детекторе определяет время включения функции отбраковки в зависимости от скорости, с которой, как ожидается, будет двигаться продукт. Если куча продуктов разнесена, то последний проходящий продукт может пройти функцию отбраковки уже после того, как она закрылась на прием. Регулировка амплитуды линейного вибратора обеспечивает равномерное и ожидаемое падение продукта, гарантируя проактивный подход к перехвату.
Скорость сбрасывания регулирует, как быстро и в каком порядке открываются дверцы весового ковша. Это точная точка запуска всего процесса. При открытии весового ковша также активируется таймер. Программируемый логический контроллер (ПЛК) отслеживает сигнал сброса. Система с точностью до миллисекунды определяет, когда центр массы продукта пересечет центр электромагнитного поля металлодетектора. Затем она определяет, какая задержка необходима для открытия пневматического клапана отбраковки. При изменении скорости сброса изменяются характеристики механизма, а значит, и профиль ускорения продукта. По этой причине оператор обязан настроить таймеры задержки в программном обеспечении металлодетектора для отбраковки с учетом изменения скорости сброса. Сочетание точной настройки этих трех факторов устраняет ложные срабатывания и отходы материала, возникающие в результате десинхронизации при обнаружении металла в пищевой упаковке.
Ошибки при прокладке и монтаже консервной линии
Проектирование консервных линий основывается на системном мышлении. Объединение тонких систем контроля со сложным промышленным оборудованием сопряжено с многочисленными микро- и макротехническими проблемами. Первоначальные решения по планировке объекта будут определять производительность системы обнаружения металла на протяжении всего срока службы, являясь основой для тщательного анализа опасностей.
Выделение физического пространства для оборудования
Вертикальная конструкция системы гравитационного падения при предварительной фасовке требует больших зазоров над головой. При проектировании объекта необходимо учитывать общие допуски на вертикальное расположение, включая высоту разгрузки подающего лифта, многоголовочный весовой дозатор, переходные желоба, головку металлодетектора, механизмы отводных клапанов, накопительную воронку и приемный бункер машины для наполнения банок.
Для вертикальной интеграции архитектура обычно превышает высоту потолков старых и стандартных зданий. Кроме того, проектировщикам приходится размещать мезонины из конструкционной стали или платформы для доступа вокруг этого штабеля оборудования. Обслуживающему персоналу необходим адекватный и стабильный доступ к штабелю для настройки металлодетектора, проведения стандартных испытаний в проеме и санитарных процедур. При попытке уменьшить вертикальный штабель для установки под более низким потолком часто возникают проблемы с углами наклона желобов, что приводит к отсутствию потока продукта и нестабильной скорости падения. Это, в свою очередь, приводит к сбоям в работе механизма отбраковки.
Предотвращение электромагнитных помех
Автоматизированные укладчики, сшиватели и конвейеры используются на консервных предприятиях и имеют большие нагрузки на двигатели. В результате они создают много электромагнитных (EMI) и радиочастотных помех. Металлодетекторы предназначены для обнаружения мельчайших изменений в магнитном поле и восприимчивы к внешним электрическим помехам, что ставит под угрозу соблюдение нормативных требований.
Часто встречающийся недостаток конструкции - прокладка линий питания и связи металлодетектора параллельно высоковольтным линиям, питающим частотно-регулируемые приводы (ЧРП). В VFD используются биполярные транзисторы с изолированным затвором (IGBT) для переключения напряжения в приводе в течение миллисекунд, что создает сильный электрический шум. Этот шум может привести к ложному срабатыванию металлоискателя. План прокладки кабелей должен обеспечивать четкое расстояние между кабелями в каждой точке пересечения, а также прокладку кабелей вдоль одной и той же параллельной оси, как это необходимо.
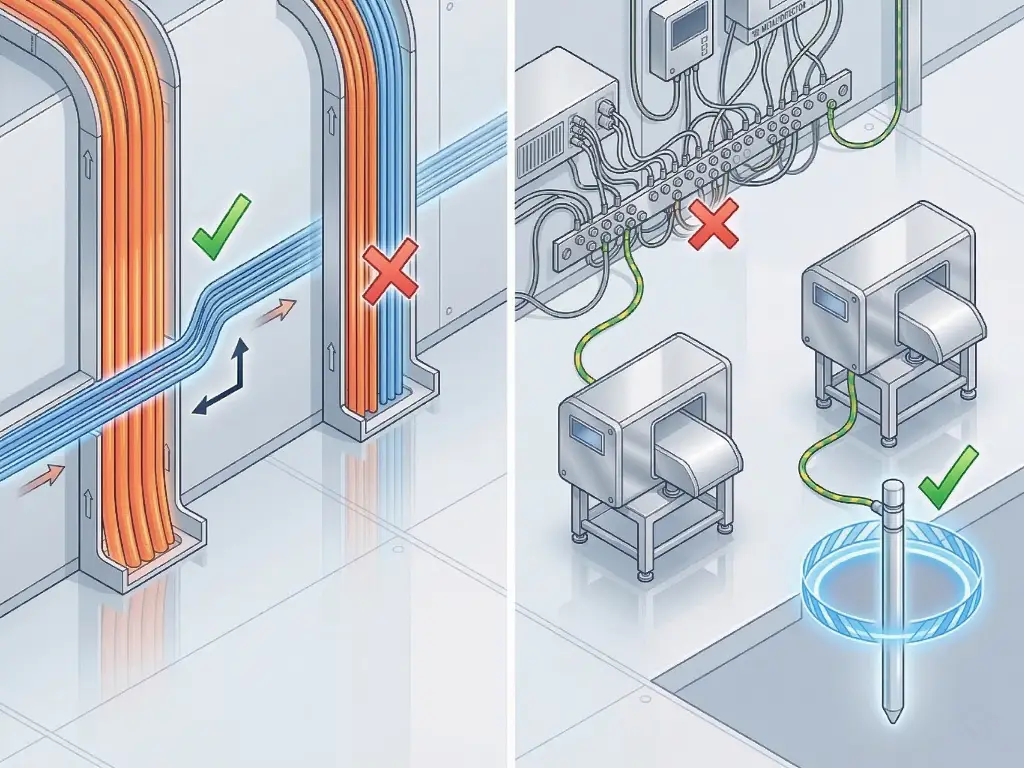
Металлоискателю также требуется заземление "Чистая земля". Если металлодетектор подключен к той же шине заземления, что и другое крупное технологическое оборудование, электрические шумы будут проникать обратно через провод заземления, и эти шумы будут улавливаться оборудованием. Чтобы гарантировать, что металлодетектор будет работать без помех, требуется изолированная, выделенная шина заземления для системы контроля, а также для металлодетектора.
Обеспечение окупаемости инвестиций в упаковочную линию
Точное обнаружение металла на консервной линии является жестким требованием к соблюдению производственных норм и безопасности. Перенос точки контроля на этап предварительной упаковки с помощью позитивного вертикального механизма переноса позволяет разрешить противоречие, присущее сканированию металлических контейнеров. Оптимальная работа системы, включая максимальную чувствительность обнаружения и минимальное время простоя, достигается благодаря сочетанию надлежащей механической изоляции, жестко сконструированного переходного желоба и точной программной координации механизма выгрузки с детектором.
Этот архитектурный подход удовлетворяет строгим требованиям HACCP, GFSI, и SQF аудита. Что еще более важно, точная интеграция системы позволяет избежать высокой частоты ложных отбраковок, которые приводят к потере жизнеспособного продукта и снижают маржу прибыли. Правильно настроенная система защищает ваше технологическое оборудование, предохраняет репутацию вашего бренда от катастрофических отзывов и укрепляет общие инвестиции в инфраструктуру упаковки.
Задача проектирования подобных интегрированных систем включает в себя специализированный системный инжиниринг. Если вы рассматриваете возможность создания новой компоновки консервной линии или модернизации систем контроля качества, вы можете обратиться за консультацией к нашей команде инженеров. Вызовите инженеров Levapack для оптимальной компоновки оборудования и интеграции в соответствии с вашими производственными целями.



