Из чего сделаны консервные банки? Руководство инженера по выбору материала и производительности линии
В упаковочной индустрии распространено заблуждение, что банка - это стандартизированный товар. Для потребителя банка - это просто емкость, часто конкурирующая с пластиковыми бутылками или картонными коробками. Для отдела закупок это статья расходов, которая определяется с точки зрения стоимости за тысячу единиц. Но для инженера-технолога и руководителя предприятия состав материала банки - это базовая переменная, которая определяет все поведение линии розлива и запайки.
Из чего сделаны банки - это не химический, а механический вопрос. Решение об использовании алюминиевых или стальных банок в корне меняет физику процесса упаковки. Оно меняет поведение контейнера под воздействием осевых нагрузок при наполнении, поток металла во время двойного шва и калибровку оборудования, чтобы избежать катастрофических простоев или груды металлолома.
Это руководство выходит за рамки периодической таблицы и обсуждает инженерные последствия выбора материала. Мы рассмотрим, как уникальные механические характеристики алюминия и луженой стали работают с автоматизированным оборудованием и что это означает для эффективности вашего производства.
Основы: Алюминиевые сплавы против луженой стали
Прежде чем анализировать производительность линии, необходимо определить металлургические различия и их общее применение на рынке. Когда инженеры спрашивают, из чего сделаны консервные банки, они ищут конкретный сплав и свойства закалки.
Алюминиевые банки
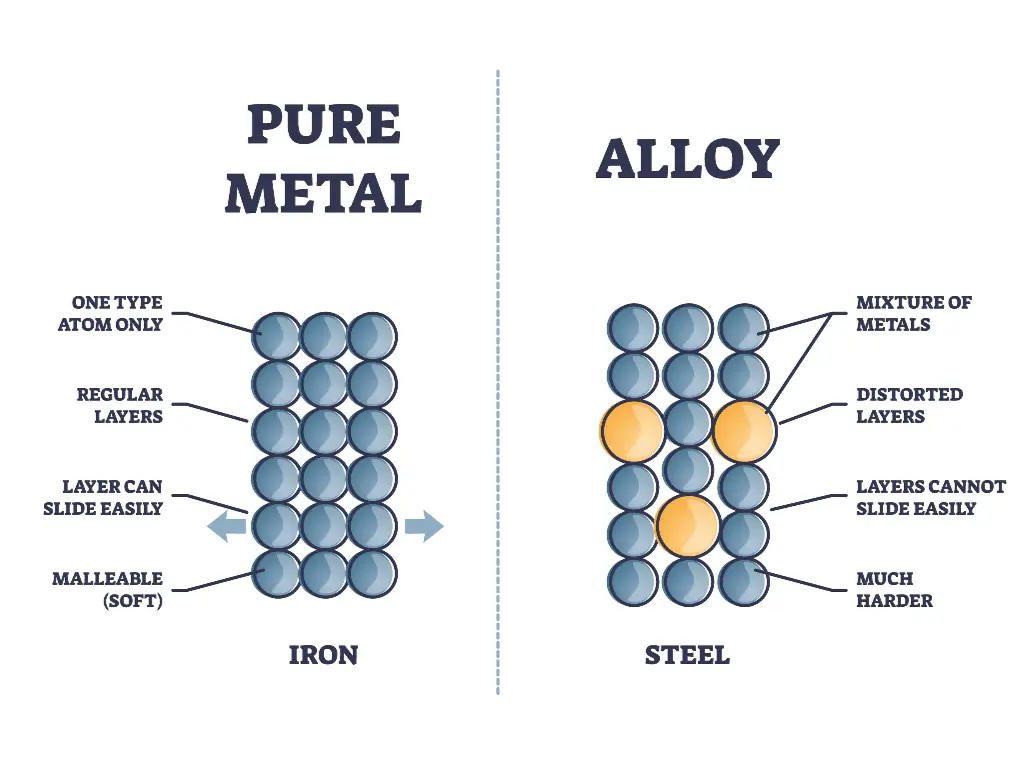
Алюминиевые банки - это не чистый алюминий. Они представляют собой сложные алюминиевые сплавы, которые отличаются высокой пластичностью. Алюминиевые банки для напитков наиболее распространены в индустрии напитков (газированные безалкогольные напитки, пиво, энергетические напитки) из-за недостаточной жесткости, но высокой пластичности. Они также применяются в элитных закусках с азотной загрузкой и готовом к употреблению кофе (RTD), где внутреннее давление помогает удерживать структуру. Интересно, что ключевую роль здесь играет переработанный алюминий, который можно многократно переплавлять и реформировать с минимальной потерей свойств.
- Тело: Обычно он состоит из сплава 3004, содержащего марганец (около 1%) и магний (около 1%). Такой состав обеспечивает требуемое соотношение прочности и веса и позволяет вытягивать и выглаживать листовой металл в тонкостенный цилиндр, состоящий из двух частей.
- Крышка (конец): Как правило, она изготавливается из сплава 5182, содержащего больше магния. Благодаря этому крышка становится более жесткой и прочной, чем корпус, что обеспечивает жесткость, необходимую для удержания заклепок и линии счета на открывающемся язычке, что часто устраняет необходимость в традиционной открывалке в современных удобных конструкциях.


Стальные банки, ранее известные как жестяные банки
Стальные банки, ранее известные как жестяные банки, в основном состоят из низкоуглеродистой стали. Они необходимы, когда пищевые продукты нуждаются в высокотемпературной ретортизации (супы, тунец, овощи, мясо) или вакуумной герметизации (сухое молоко, детские смеси, сухие нутрицевтики), а контейнер должен сохранять свою форму под вакуумом или термическим давлением.
- Жестяная пластина (ETP): Это стальной лист, покрытый тонким слоем олова (обычно желаемая толщина оловянного покрытия достигается путем электролиза) для предотвращения коррозии металла. Благодаря своей структурной прочности она до сих пор является эталоном металлических банок для пищевых продуктов.
- Безоловянная сталь (ECCS): Это электролитический вариант с хромовым покрытием. Он отлично склеивает лаки и полимеры, но не обладает эстетической яркостью олова.

Чтобы наглядно увидеть различия в инженерных решениях, обратитесь к приведенному ниже сравнению:
| Характеристика | Алюминиевый сплав (обычно из 2 частей) | Сталь с луженым покрытием (обычно 3 штуки) |
|---|---|---|
| Состав материала | Алюминий-марганец (3004/5182) | Низкоуглеродистая сталь с оловянным покрытием (ETP) |
| Механические свойства | Высокая пластичность (мягкость и податливость) | Высокая жесткость и твердость (жесткий) |
| Внутренняя среда | Требуется положительное давление (карбонизация/N2) | Работает в вакууме и при высокой температуре (реторта) |
| Характеристика швов | Легко складывается, риск "острых швов" | Высокая "пружинистость", риск "ложных швов" |
| Основные задачи машиностроения | Смятие под осевой нагрузкой (требуется точность) | Износ инструмента (требуются закаленные детали) |
Говоря о том, из чего делают консервные банки, нельзя не упомянуть и о внутренностях металлических банок для пищевых продуктов. Чтобы предотвратить коррозию банки или взаимодействие с пищей, на нее часто наносят твердую пленку из смолы или полимерное покрытие. Это служит эффективным барьером, обеспечивающим сохранность внешних поверхностей металлических банок для пищевых продуктов, в то время как внутренние поверхности противостоят воздействию кислоты и сухой соли.
Химический состав интересен, но он подчинен эксплуатационной реальности. Производственный процесс зависит от этих механических свойств. Факторы, которые определяют разницу между производственной линией, работающей с эффективностью 99%, и линией, где количество брака составляет 5%, - это предел текучести, пластичность и коэффициент деформационного упрочнения металла. Динамика машины определяется сырьем.
Жесткость материала: Влияние на заполнение и динамику швов
Жесткость - самое важное эксплуатационное различие между металлическими банками, изготовленными из алюминия и стали. Это различие требует радикально разных методов обработки, наполнения и герметизации. Машина, настроенная на жесткость стали, будет сминать алюминий; машина, настроенная на податливость алюминия, не будет запечатывать сталь.
Проблемы алюминия: Низкая жесткость и смятие при осевой нагрузке
Алюминиевая банка для напитков в современном мире - это инженерное чудо облегчения. Производители все чаще делают стенки корпуса банки тоньше, как правило, до 90 микрон (толщина человеческого волоса), чтобы минимизировать стоимость материалов и вес груза. Хотя это и экономически выгодно, это создает серьезную структурную слабость.
До того как алюминиевые банки, особенно двухсекционные, попадают под давление, они обладают низкой прочностью. Банка должна выдерживать вертикальное давление в процессе наполнения и запечатывания, особенно в нижней части. Это называется осевой нагрузкой или верхней нагрузкой.
- Начинка: Наполнительный клапан опускается и прижимается к ободу банки, создавая вакуум или управляя противодавлением.
- Выполнение швов: Пластина для снятия швов прижимает корпус банки к патрону, чтобы закрепить крышку.
Когда сила, действующая на наполнительный клапан вниз, или сила, действующая на подъемную пластину вверх, превышает предел текучести алюминия, боковины разрушаются. Это явление известно как смятие. Смятие приводит не только к потере продукции, но и к заклиниванию турели, что означает необходимость ручной переналадки машины.
Чтобы устранить эту проблему, необходим контроль точности. Обычные подъемники с кулачковым приводом обычно используют линейное и непреодолимое усилие. При незначительном изменении высоты банки механическая сила скачет и сминает контейнер.
Проблемы со сталью: Высокая твердость и эффект пружинения
Проблема обратного проектирования - это сталь. Она негибкая, жесткая и бескомпромиссная. Хотя вы вряд ли раздавите металлические банки с едой при наполнении, материал сопротивляется при формовке.
Модуль упругости стали высок. Когда ролики для заделки швов сгибают стальной фланец для формирования уплотнения, металл стремится вернуться к своей первоначальной форме. Этот эффект называется Springback.
- Целостность уплотнения: Для устранения пружинящего отката и обеспечения герметичности шва машина должна прикладывать гораздо большее усилие, чем при работе с алюминием. Без жесткости машины усилие, которое должно согнуть металл, согнет руки или валы машины. Такое отклонение приводит к ложной герметизации - герметизации, которая кажется правильной на первый взгляд, но не имеет необходимого сжатия для защиты от бактерий. Это очень важно для банок с кислыми продуктами, где утечка может испортить свежесть продукта.
- Срок службы инструментов: Твердость стали является абразивом для компонентов машины. Валики и патроны для швов при работе со сталью изнашиваются гораздо быстрее, чем при работе с алюминием. Изношенный инструмент изменяет профиль шва, что приводит к ослаблению швов и возможным утечкам.
Работа со сталью требует грубой силы и точности. Оборудование должно быть спроектировано таким образом, чтобы выдерживать усталость в течение большого количества циклов и высокие нагрузки. Высокопроизводительное оборудование справляется с этой задачей двумя основными способами:
- Жесткость конструкции: Рама и головка машины должны быть изготовлены из толстостенных материалов. Например, рама может быть изготовлена из нержавеющей стали 304 или 316 толщиной от 1,5 до 2 мм, чтобы машина не прогибалась под тяжестью стальных швов.
- Закаленные инструменты: Чтобы противостоять износу, ролики для заделки швов должны быть изготовлены из высококачественной инструментальной стали со специальной термообработкой или керамической отделкой. Эти компоненты должны быть точно обработаны, как правило, с точностью до 2 мм (микрометров), чтобы обеспечить давление профиля ролика в нужном месте для создания необходимого усилия, чтобы дожать сталь до предела текучести, не повредив покрытие. Это единственное средство последовательного преодоления пружинящего отката, благодаря сочетанию жесткой конструкции и закаленного прецизионного инструмента.
Формирование двойного шва: Острые швы против свободных швов
Герметичное уплотнение - это двойной шов, образующийся при соединении корпуса банки (крючок для корпуса) и крышки (крючок для крышки) на конце трубки. В этом месте концы соединяются. Хотя геометрия двойного шва стандартна, путь к нему радикально отличается в зависимости от пластичности материала.
Опасность острых швов
Алюминий очень пластичен, он легко плавится под давлением.
- Феномен: Алюминий мягкий, поэтому шов легко перетянуть. Когда второй рабочий ролик оказывает чрезмерное давление, он может расплющить металл, образуя острый край на верхней части шва.
- Дефект: Это называется острым швом или даже надрезом. Острый край может расколоть металл или содрать защитный лак, подвергая металл окислению. Кривая алюминиевого шва должна быть точной, но плавной.
Риск ослабления швов
Сталь сопротивляется потоку. Она требует убеждения.
- Феномен: Если первый рабочий ролик не приложит достаточного усилия, крючок корпуса не сможет пролезть под крючок крышки.
- Дефект: Это приводит к образованию слабого шва или слабого перекрытия. При визуальном осмотре шов может казаться толстым и округлым, но внутри крючки не зацеплены. Кривой стальной шов требует первого прохода под высоким давлением, чтобы прижать жесткий металл к правильной геометрии.
Это различие является причиной того, что универсальная схема заделки швов не может быть эффективной. Профили роликов и углы атаки кулачков должны быть согласованы с готовностью материала к деформации.
Производственная реальность: Переход от стали к алюминию
Конкурентным преимуществом на современном рынке является универсальность. МСП и совместным упаковщикам часто приходится чередовать стальные банки (например, для корма для животных или порошка) с алюминиевыми (например, для напитков или закусок с азотной промывкой). Некоторые даже изучают возможность использования гибридных контейнеров или гибридных контейнеров из алюминиевых композитов. Тем не менее, не следует рассматривать этот переход как простую смену формы, что является формулой неудачи в эксплуатации.
Важнейшие настройки: Зазор для швов и скорость вращения турели
Переход от стали к алюминию означает, что станок придется перекалибровать с точки зрения физических настроек.
Фактор клиренса
Высота штифта (расстояние между опорной плитой и патроном) и зазор между штифтами (расстояние между роликом и патроном) имеют большое значение. Алюминий тоньше. Если вы используете алюминиевые банки с настройками, установленными для сжатия более толстой жести, ролики не будут сжимать металл настолько, чтобы вызвать утечку. С другой стороны, работа со сталью на алюминиевой среде приведет к засорению станка и поломке подшипников.
Физика массы
Еще одна важная производственная переменная - разница в весе. Стальная банка тяжелая; она прочно стоит на конвейере и подъемной плите. Алюминиевая банка, когда она пуста, весит как пушинка.
- Сверху: Когда машина вращается на высокой скорости, центробежная сила и сопротивление воздуха могут легко привести к тому, что пустая алюминиевая банка станет неустойчивой.
- Трансферная устойчивость: Передаточные колеса должны быть идеально синхронизированы. Любой шлепок по направляющей, который поглотит стальная банка, подбросит алюминиевую банку в воздух. Скорость турели обычно требует модуляции при переходе на алюминий, а разгон должен быть менее резким, чтобы быть более стабильным.
Решение: Автоматизированные рецепты для быстрой переналадки
Ручной метод регулировки, предполагающий использование щупов и гаечных ключей для регулировки зазоров, медленный и подвержен человеческим ошибкам. Он приводит к длительным простоям, что снижает рентабельность.
Современное производство требует интеллектуальной сервоинтеграции. Вместо механических регулировок сложные линии по производству металлической упаковки управляются системами на базе ПЛК для контроля этих переменных.
- Цифровое управление рецептами: Операторы могут сохранять определенные настройки крутящего момента, профили скорости и высоты подъема сервопривода в интерфейсе HMI (человеко-машинный интерфейс). При изменении рецепта "Алюминий 3004" на "Жестяную сталь" оператор выбирает рецепт.
- Точность сервопривода: Серводвигатели автоматически регулируют скорость подъема и давление в соответствии с сохраненным профилем. Хотя физическая оснастка (патроны и ролики) все еще может потребовать замены, ручной процесс калибровки усилий и скоростей компьютеризирован. Это гарантирует, что первый сошедший с конвейера после переналадки станок будет таким же качественным, как и предыдущий, а время на запуск и переналадку значительно сократится.
Заключение: Сопоставление машиностроения и материаловедения
Сложное дерево инженерных решений начинается с вопроса, из чего сделаны банки. Алюминий имеет малый вес и требует деликатного обращения и точного контроля осевой нагрузки. Сталь структурно жесткая, и для нее требуются прочные механизмы, способные выдерживать высокий износ и противостоять сильной пружинящей нагрузке. Независимо от того, имеете ли вы дело с различными материалами или разнообразными формами, принцип работы остается неизменным.
Эффективное производство достигается не за счет того, что машина работает с материалом, а за счет выбора оборудования, чувствительного к особым механическим характеристикам материала.
В Levapack мы считаем, что исключительное упаковочное оборудование начинается с глубокого понимания самой упаковки. Мы не просто собираем компоненты, мы разрабатываем решения, учитывающие различные физические свойства алюминия и стали. Именно поэтому мы настаиваем на использовании толстой нержавеющей стали 304/316 для наших рам - не только для долговечности, но и для обеспечения абсолютной жесткости, необходимой для сшивания стали без прогиба. Именно поэтому мы обрабатываем наши компоненты с точностью до 2 мкм и интегрируем интеллектуальные системы HMI и сервоприводы - потому что работа с легким алюминием требует тонкого программируемого прикосновения. Имея более чем 18-летний опыт работы, мы воплощаем материаловедение в механическую надежность, гарантируя, что ваше оборудование будет не просто инструментом, а идеально подобранным партнером для удовлетворения ваших потребностей в упаковке.
Вы боретесь с высоким уровнем брака или сложной переналадкой? Не позволяйте свойствам материала диктовать вашу эффективность. Мы поможем вам более глубоко проанализировать процессы производства консервированных продуктов.
Свяжитесь с нашей командой инженеров, чтобы оценить, какая конфигурация машины максимально повысит производительность вашей линии.


