Из чего сделаны консервные банки? Руководство инженера по выбору материала и производительности линии
В упаковочной индустрии распространено заблуждение, что банка - это стандартизированный товар. Для потребителя банка - это просто емкость, часто конкурирующая с пластиковыми бутылками или картонными коробками. Для отдела закупок это статья расходов, которая определяется с точки зрения стоимости за тысячу единиц. Но для инженера-технолога и руководителя предприятия состав материала банки - это базовая переменная, которая определяет все поведение линии розлива и запайки.
What are cans made of is not a chemical question, but a mechanical question. The decision to use aluminum or steel cans changes the physics of the packaging process fundamentally. It alters the behavior of the container to the axial loads during filling, the flow of the metal during the double seaming process and the calibration of the machinery to avoid disastrous downtime or piles of scrap metal.
This guide goes beyond the periodic table to discuss the engineering consequences of material choice. We will look at the way the unique mechanical characteristics of aluminum and tin-plated steel work with automated equipment and what this implies to your production efficiency.
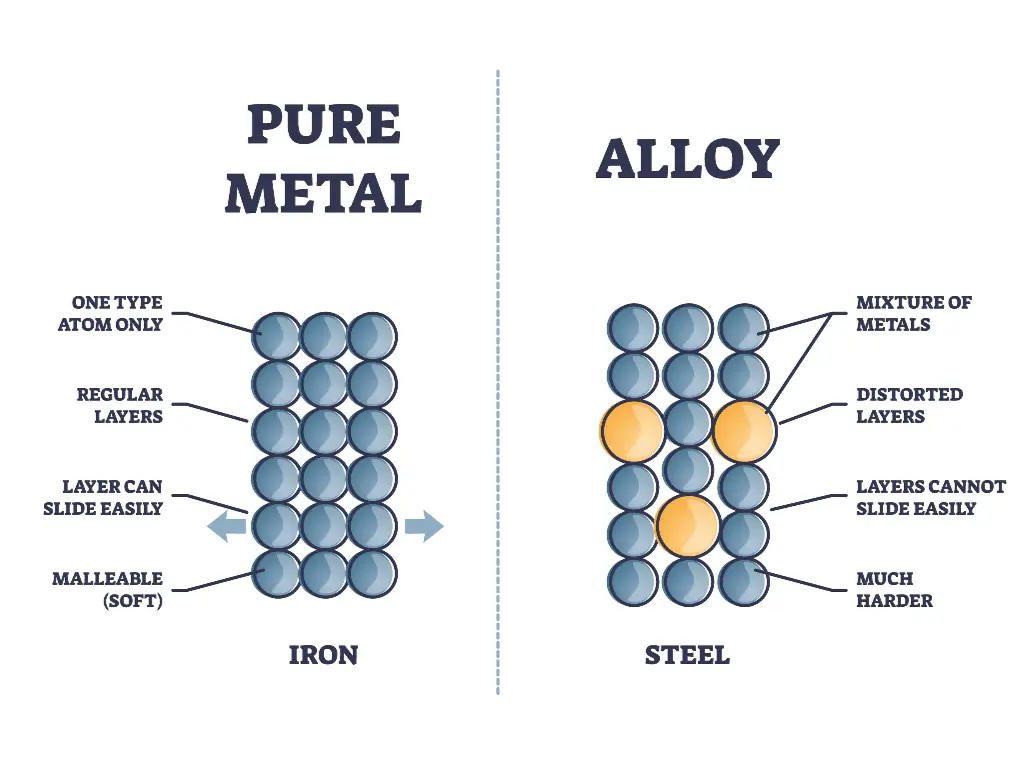
Основы: Алюминиевые сплавы против луженой стали
Прежде чем анализировать производительность линии, необходимо определить металлургические различия и их общее применение на рынке. Когда инженеры спрашивают, из чего сделаны консервные банки, они ищут конкретный сплав и свойства закалки.
Алюминиевые банки
Aluminum Cans are not pure aluminum. They are complex aluminum alloys that are meant to be highly formable. Aluminum beverage cans are the most dominant in the beverage industry (carbonated soft drinks, beer, energy drinks) because of their lack of rigidity but high ductility. They are also being applied in high-end nitrogen-flushed snacks and ready-to-drink (RTD) coffees where internal pressure helps to hold the structure. Interestingly, recycled aluminum plays a key role here, as it can be re-melted and reformed repeatedly with minimal loss of properties.
- Тело: Обычно он состоит из сплава 3004, содержащего марганец (около 1%) и магний (около 1%). Такой состав обеспечивает требуемое соотношение прочности и веса и позволяет вытягивать и выглаживать листовой металл в тонкостенный цилиндр, состоящий из двух частей.
- Крышка (конец): Как правило, она изготавливается из сплава 5182, содержащего больше магния. Благодаря этому крышка становится более жесткой и прочной, чем корпус, что обеспечивает жесткость, необходимую для удержания заклепок и линии счета на открывающемся язычке, что часто устраняет необходимость в традиционной открывалке в современных удобных конструкциях.


Steel cans, formerly known as tin cans
Steel cans, formerly known as tin cans, are mostly low-carbon steel. It is necessary when the food products need high-temperature retorting (soups, tuna, vegetables, meat) or vacuum sealing (milk powders, infant formula, dry nutraceuticals), and the container should be able to retain its shape under vacuum or thermal pressure.
- Жестяная пластина (ETP): Это стальной лист, покрытый тонким слоем олова (обычно желаемая толщина оловянного покрытия достигается путем электролиза) для предотвращения коррозии металла. Благодаря своей структурной прочности она до сих пор является эталоном металлических банок для пищевых продуктов.
- Безоловянная сталь (ECCS): It is an electrolytic chromium coated variant. It is a great adhesive of lacquers and polymers but does not have the aesthetic brightness of tin.

Чтобы наглядно увидеть различия в инженерных решениях, обратитесь к приведенному ниже сравнению:
| Характеристика | Алюминиевый сплав (обычно из 2 частей) | Сталь с луженым покрытием (обычно 3 штуки) |
|---|---|---|
| Состав материала | Алюминий-марганец (3004/5182) | Низкоуглеродистая сталь с оловянным покрытием (ETP) |
| Механические свойства | High Ductility (Soft & Malleable) | High Stiffness & Hardness (Rigid) |
| Внутренняя среда | Требуется положительное давление (карбонизация/N2) | Handles Vacuum & High Heat (Retort) |
| Характеристика швов | Easy to fold, risk of “Sharp Seams” | Высокая "пружинистость", риск "ложных швов" |
| Основные задачи машиностроения | Смятие под осевой нагрузкой (требуется точность) | Износ инструмента (требуются закаленные детали) |
Говоря о том, из чего делают консервные банки, нельзя не упомянуть и о внутренностях металлических банок для пищевых продуктов. Чтобы предотвратить коррозию банки или взаимодействие с пищей, на нее часто наносят твердую пленку из смолы или полимерное покрытие. Это служит эффективным барьером, обеспечивающим сохранность внешних поверхностей металлических банок для пищевых продуктов, в то время как внутренние поверхности противостоят воздействию кислоты и сухой соли.
Химический состав интересен, но он подчинен эксплуатационной реальности. Производственный процесс зависит от этих механических свойств. Факторы, которые определяют разницу между производственной линией, работающей с эффективностью 99%, и линией, где количество брака составляет 5%, - это предел текучести, пластичность и коэффициент деформационного упрочнения металла. Динамика машины определяется сырьем.
Жесткость материала: Влияние на заполнение и динамику швов
Siffness is the most important operational difference between metal cans made of aluminum versus steel. This variance demands radically different methods of handling, filling and sealing. A machine that is adjusted to the rigidity of steel will squash aluminum; a machine adjusted to the compliance of aluminum will not seal steel.
Проблемы алюминия: Низкая жесткость и смятие при осевой нагрузке
Алюминиевая банка для напитков в современном мире - это инженерное чудо облегчения. Производители все чаще делают стенки корпуса банки тоньше, как правило, до 90 микрон (толщина человеческого волоса), чтобы минимизировать стоимость материалов и вес груза. Хотя это и экономически выгодно, это создает серьезную структурную слабость.
До того как алюминиевые банки, особенно двухсекционные, попадают под давление, они обладают низкой прочностью. Банка должна выдерживать вертикальное давление в процессе наполнения и запечатывания, особенно в нижней части. Это называется осевой нагрузкой или верхней нагрузкой.
- Начинка: Наполнительный клапан опускается и прижимается к ободу банки, создавая вакуум или управляя противодавлением.
- Выполнение швов: Пластина для снятия швов прижимает корпус банки к патрону, чтобы закрепить крышку.
Когда сила, действующая на наполнительный клапан вниз, или сила, действующая на подъемную пластину вверх, превышает предел текучести алюминия, боковины разрушаются. Это явление известно как смятие. Смятие приводит не только к потере продукции, но и к заклиниванию турели, что означает необходимость ручной переналадки машины.
Чтобы устранить эту проблему, необходим контроль точности. Обычные подъемники с кулачковым приводом обычно используют линейное и непреодолимое усилие. При незначительном изменении высоты банки механическая сила скачет и сминает контейнер.
Проблемы со сталью: Высокая твердость и эффект пружинения
The reverse engineering problem is steel. It is inflexible, tough and uncompromising. Although you will hardly squash metal food cans when filling it, the material resists when forming.
Модуль упругости стали высок. Когда ролики для заделки швов сгибают стальной фланец для формирования уплотнения, металл стремится вернуться к своей первоначальной форме. Этот эффект называется Springback.
- Целостность уплотнения: To defeat springback and provide a hermetic seal, the seaming machine needs to exert much greater force than is needed with aluminum. Without rigidity in the machine, the force that is supposed to bend the metal will bend the arms or shafts of the machine. This diversion causes a False Seal a seal that appears right on the eye but does not have the required compression to keep out bacteria. This is critical for food cans containing acidic foods, where leakage could spoil the freshness of the food product.
- Срок службы инструментов: Hardness of steel is a machine component abrasive. Seaming rollers and chucks wear much more quickly when handling steel than when handling aluminum. The seaming profile is changed by worn tooling resulting in loose seams and possible leakage.
Работа со сталью требует грубой силы и точности. Оборудование должно быть спроектировано таким образом, чтобы выдерживать усталость в течение большого количества циклов и высокие нагрузки. Высокопроизводительное оборудование справляется с этой задачей двумя основными способами:
- Жесткость конструкции: Рама и головка машины должны быть изготовлены из толстостенных материалов. Например, рама может быть изготовлена из нержавеющей стали 304 или 316 толщиной от 1,5 до 2 мм, чтобы машина не прогибалась под тяжестью стальных швов.
- Закаленные инструменты: Чтобы противостоять износу, ролики для заделки швов должны быть изготовлены из высококачественной инструментальной стали со специальной термообработкой или керамической отделкой. Эти компоненты должны быть точно обработаны, как правило, с точностью до 2 мм (микрометров), чтобы обеспечить давление профиля ролика в нужном месте для создания необходимого усилия, чтобы дожать сталь до предела текучести, не повредив покрытие. Это единственное средство последовательного преодоления пружинящего отката, благодаря сочетанию жесткой конструкции и закаленного прецизионного инструмента.
Формирование двойного шва: Острые швы против свободных швов
The hermetic seal is the double seam created by interlocking the can body (Body Hook) and the lid (Cover Hook) at the end of the tube. This is where the ends meet. Although the geometry of a double seam is standardized, the route to the same varies radically depending on the ductility of the material.
The Risk of Sharp Seams
Aluminum is very ductile; it is easily flowing under pressure.
- Феномен: Aluminum is soft and therefore, it is easy to over-tighten the seam. When the second operation roller exerts excessive pressure, it may flatten the metal to form a sharp edge on the top of the seam.
- Дефект: This is referred to as a Sharp Seam or even a Cut-over. The sharp edge may crack the metal or peel off the protective lacquer exposing the metal to oxidation. The aluminum seaming curve should be accurate but smooth.
The Risk of Loose Seams
Сталь сопротивляется потоку. Она требует убеждения.
- Феномен: Если первый рабочий ролик не приложит достаточного усилия, крючок корпуса не сможет пролезть под крючок крышки.
- Дефект: This causes a Loose Seam or Low Overlap. At the visual examination, the seam might appear thick and rounded, but inside, the hooks are not hooked. The steel seaming curve needs a high pressure first pass to press the rigid metal into the proper geometry.
Это различие является причиной того, что универсальная схема заделки швов не может быть эффективной. Профили роликов и углы атаки кулачков должны быть согласованы с готовностью материала к деформации.
Производственная реальность: Переход от стали к алюминию
The competitive advantage in the present market is versatility. SMEs and co-packers frequently have to alternate between steel cans (e.g., pet food or powder) and aluminum cans (e.g., beverages or nitrogen-flushed snacks). Some are even exploring hybrid containers or hybrid containers of aluminum composites. Nevertheless, this switch should not be treated as a mere change of mould, which is a formula of failure in operation.
Важнейшие настройки: Зазор для швов и скорость вращения турели
Переход от стали к алюминию означает, что станок придется перекалибровать с точки зрения физических настроек.
Фактор клиренса
The Pin Height (the distance between the base plate and the chuck) and the Seaming Clearance (the distance between the roller and the chuck) are important. Aluminum is thinner. When you use aluminum cans with settings that are set to compress thicker tinplate, the rollers will not compress the metal enough to make it leak. On the other hand, operating steel on aluminum environments will clog the machine and break the bearings.
Физика массы
Еще одна важная производственная переменная - разница в весе. Стальная банка тяжелая; она прочно стоит на конвейере и подъемной плите. Алюминиевая банка, когда она пуста, весит как пушинка.
- Сверху: Когда машина вращается на высокой скорости, центробежная сила и сопротивление воздуха могут легко привести к тому, что пустая алюминиевая банка станет неустойчивой.
- Трансферная устойчивость: The transfer star-wheels should be in perfect synchronization. Any slap of the guide rail which a steel can would absorb would shoot an aluminum can flying. The turret speed usually requires modulation when changing to aluminum, and the acceleration ramp-up should be less jagged to be more stable.
Решение: Автоматизированные рецепты для быстрой переналадки
Ручной метод регулировки, предполагающий использование щупов и гаечных ключей для регулировки зазоров, медленный и подвержен человеческим ошибкам. Он приводит к длительным простоям, что снижает рентабельность.
Современное производство требует интеллектуальной сервоинтеграции. Вместо механических регулировок сложные линии по производству металлической упаковки управляются системами на базе ПЛК для контроля этих переменных.
- Цифровое управление рецептами: Операторы могут сохранять определенные настройки крутящего момента, профили скорости и высоты подъема сервопривода в интерфейсе HMI (человеко-машинный интерфейс). При изменении рецепта "Алюминий 3004" на "Жестяную сталь" оператор выбирает рецепт.
- Точность сервопривода: The servo motors will automatically regulate the lifting speed and pressure to the profile stored. Although physical tooling (chucks and rollers) might still require replacement, the manual process of calibration of forces and speeds is computerized. This guarantees that the first off the line following a changeover is as good as the last and the startup scrap and changeover time is greatly minimized.
Заключение: Сопоставление машиностроения и материаловедения
A complex engineering decision tree begins with the question what are cans made of. Aluminum is lightweight efficient and requires delicate handling and accurate axial load control. Steel is structurally rigid and requires strong machinery that can withstand high wear and resist strong forces of springback. Whether you are dealing with a different material or a variety of shapes, the best ways to understand the principle remains the same.
Effective production is not achieved by making a machine work with a material but by choosing equipment that is sensitive to the special mechanical characteristics of the material.
At Levapack, we believe that exceptional packaging machinery starts with a profound understanding of the package itself. We don’t just assemble components; we engineer solutions that respect the distinct physical behaviors of aluminum and steel. This material-first philosophy is why we insist on using heavy-gauge 304/316 stainless steel for our frames—not just for durability, but to provide the absolute rigidity required to seam steel without deflection. It is why we machine our components to 2μm precision and integrate intelligent HMI and servo systems—because handling lightweight aluminum demands a delicate, programmable touch. With over 18 years of experience, we translate material science into mechanical reliability, ensuring your equipment is not just a tool, but a perfectly matched partner to your packaging needs.
Are you struggling with high scrap rates or complex changeovers? Don’t let material properties dictate your efficiency. We can help you analyze canning foods processes to a greater degree.
Contact our engineering team to assess which machine configuration will maximize your line’s performance.


