При выборе промышленного упаковочного оборудования необходимо соотнести технические характеристики машины с типом продукта и его физическими характеристиками, чтобы выбранное вами оборудование соответствовало вашим конкретным потребностям. Для высоковязких продуктов, густых паст и продуктов с твердыми включениями стандартные гравитационные или переливные системы не подойдут. Они приводят к нестабильному объему заполнения, механическим заторам и значительным потерям продукта. Именно здесь технология заправочного поршня становится установленной инженерной нормой.
Это руководство предназначено для тех, кто оценивает оборудование для решения проблем, связанных с высоковязкими материалами, а также для тех, кто занимается проблемами потери материала и переменного наполнения. Это обзор принципов проектирования, совместимости продуктов и компонентов, систем привода и санитарных требований к современным производственным линиям. Понимание этих основ позволит вашим специалистам по закупкам и инженерному персоналу разрабатывать упаковочные системы с минимальным временем простоя и потерей продукции, а также обеспечивать точный объемный контроль, способный выдержать испытание временем.
Что такое поршневое наполнение и его промышленное применение?
Поршневая заправка - это пример технологии измерения объема с принудительным вытеснением (VMT). Технологии розлива основаны на механике поршневого цилиндра и поршня. Когда поршень движется назад, создается вакуум, и определенное количество продукта, в частности жидкого продукта, из большого бункера для жидкости всасывается в цилиндр. Когда поршень перемещается в обратное положение, переключается клапан. Затем поршень перемещается обратно. Когда мороженое заполнено, поршень возвращается в переднее положение, и жидкость выдается через форсунку в ожидающие контейнеры, расположенные на конвейерных лентах внизу.
Поскольку продукт находится в цилиндре, объем цилиндра известен. С другой стороны, длина поршня, который перемещается, равна длине, при которой поршень остановится. Поэтому, независимо от объема жидкости в цилиндре, всегда будет выдаваться одинаковое, точное количество продукта, что гарантирует точное объемное наполнение.
Эта технология разработана для отраслей, где используются густые, плотные или мелкозернистые материалы. Стандартные гравитационные или переливные наполнители неэффективны в таких ситуациях, поэтому поршневой вытеснитель остается единственным надежным методом для работы с материалами сложной реологии. Чтобы помочь описать наилучшее применение этой технологии, в таблице ниже приведены основные промышленные области применения и категории продуктов, с которыми они работают, с учетом различных типов контейнеров и любой их формы:
| Промышленный сектор | Характеристики материала | Примеры типичных продуктов | Общие форматы упаковки |
| Продукты питания и приправы | Высокая вязкость, тяжелые пасты, взвешенные твердые частицы | Томатная паста, соус чили, арахисовое масло, фруктовые джемы, мед, майонез | Жестяные банки, стеклянные банки, пластиковые бутылки, готовые пакеты |
| Корм для домашних животных | Томатная паста, соус чили, арахисовое масло, фруктовые джемы, мед и майонез | Влажный корм для кошек (мусс или кусочки), консервы для собак, мясные пюре | Алюминиевые банки, жестяные банки, пакеты из фольги |
| Нутрицевтики и уход | Высокоценные гели, густые лекарственные сиропы, тяжелые кремы | Витаминные гели, тяжелые лосьоны, косметические кремы, густые белковые пасты | Пластиковые банки, стеклянные бутылки, алюминиевые трубки |
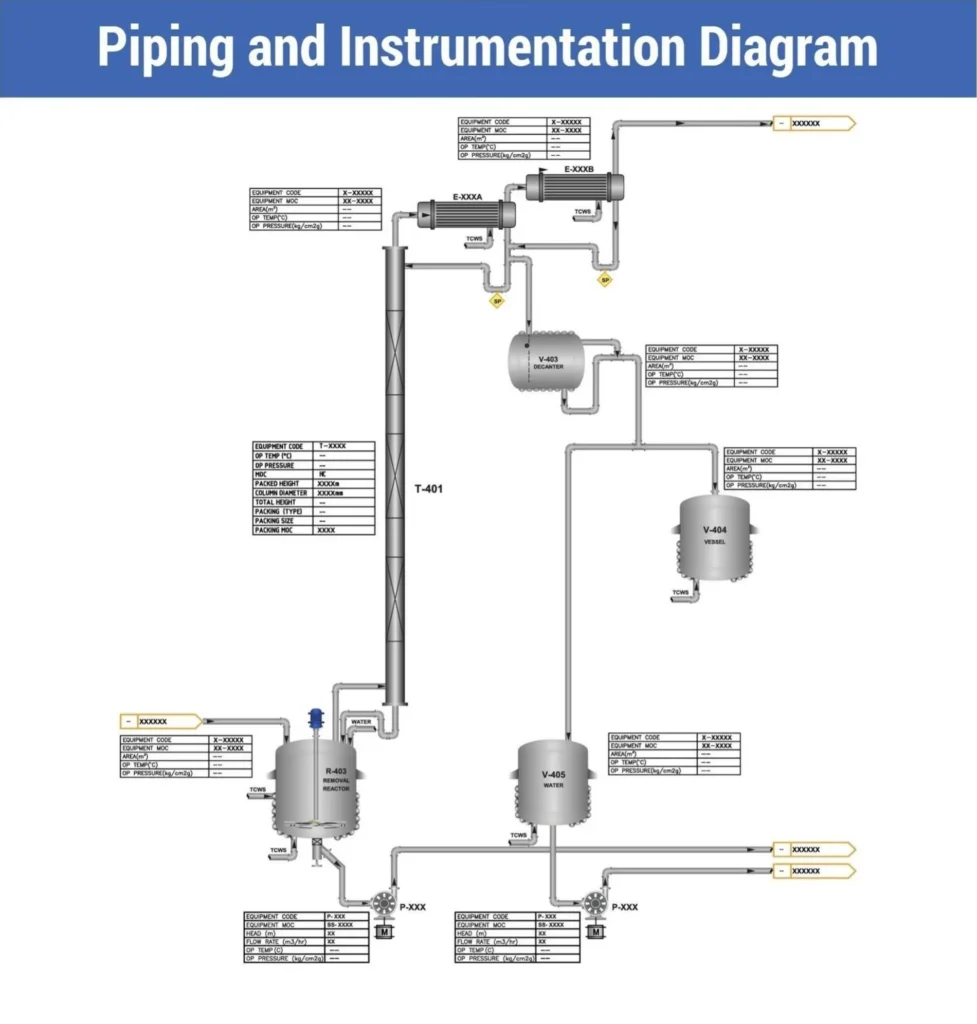
Инженерам и руководителям предприятий, желающим разобраться в специфических механических элементах, таких как конструкция бункера, материал цилиндра и рамы, рекомендуется обратиться к основополагающей технической документации по поршневым шприцам перед определением технических характеристик оборудования. Наилучшая общая эффективность оборудования (OEE) для упаковочной линии достигается за счет правильной конструкции компонентов линии.
Совместимость материалов: Вязкость, твердые частицы и клапаны
Процесс настройки поршневой разливочной машины включает в себя внутреннюю клапанную систему, настроенный клапанный тракт и реологические характеристики продукта. Вязкость жидкости и наличие твердых частиц определяют путь потока из разливочной машины, независимо от того, имеете ли вы дело с вязкими или жидкими жидкостями. Если клапан спроектирован неправильно, продукт может быть раздроблен, пути потока могут засориться, а разливочная машина может быть катастрофически повреждена.
Роторный клапан в сравнении с обратным клапаном
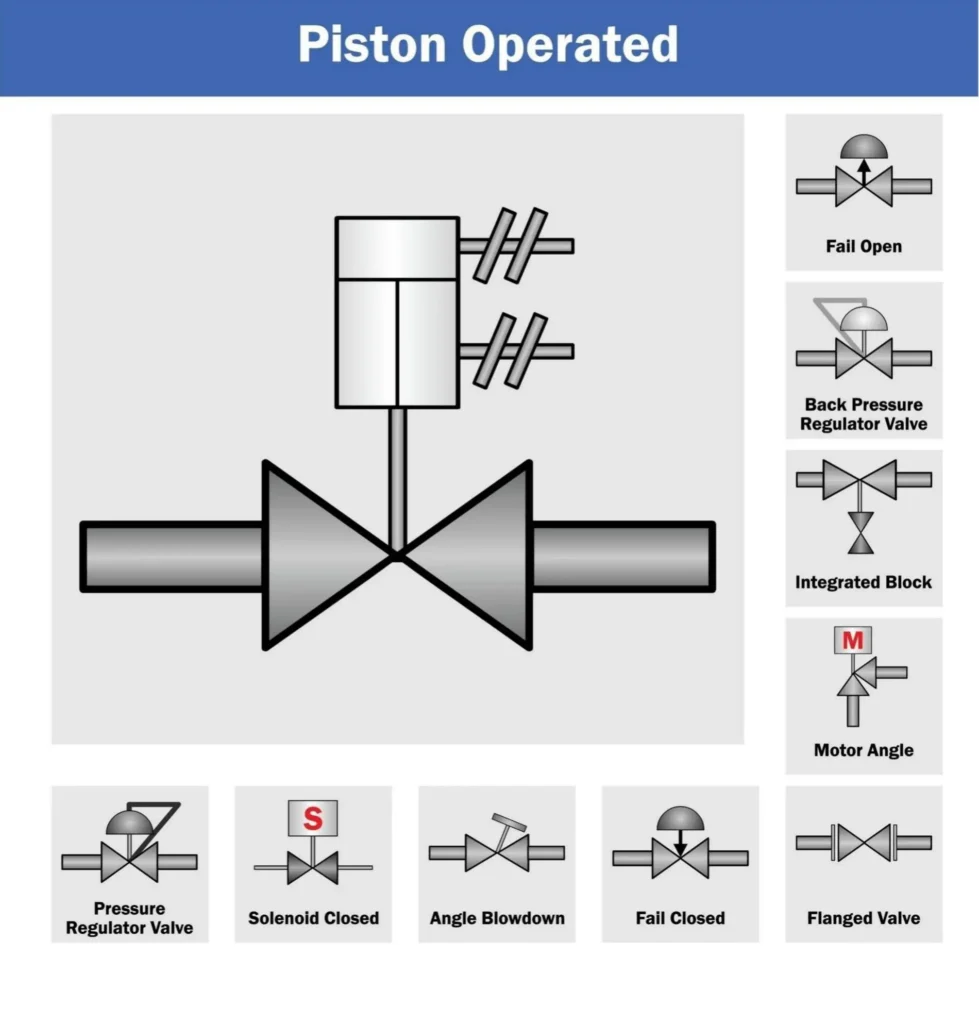
Клапан - это то, что соединяет бункер, цилиндр и сопло. Существует два основных типа таких клапанов: обратный клапан и поворотный клапан.
Обратный клапан работает за счет простой разницы давлений. Обычно он имеет шаровой или пружинный механизм, который перемещается внутри точно обработанного седла. При всасывающем ходе поршня отрицательное давление открывает шар, что означает, что путь из бункера в цилиндр есть, а путь к соплу закрыт. Во время нагнетательного хода положительное давление перемещает шар вниз, закрывая бункер и открывая путь к форсунке. Несмотря на то что обратные клапаны экономичны и эффективны, они предназначены только для тонких продуктов и жидкостей низкой и средней вязкости, не содержащих твердых частиц. Твердые частицы приводят к неправильной объемной работе клапана и измельчению твердых частиц. Если в продукте есть мякоть фруктов или кусочки мяса, клапан все равно будет открыт и раздавит твердые частицы.
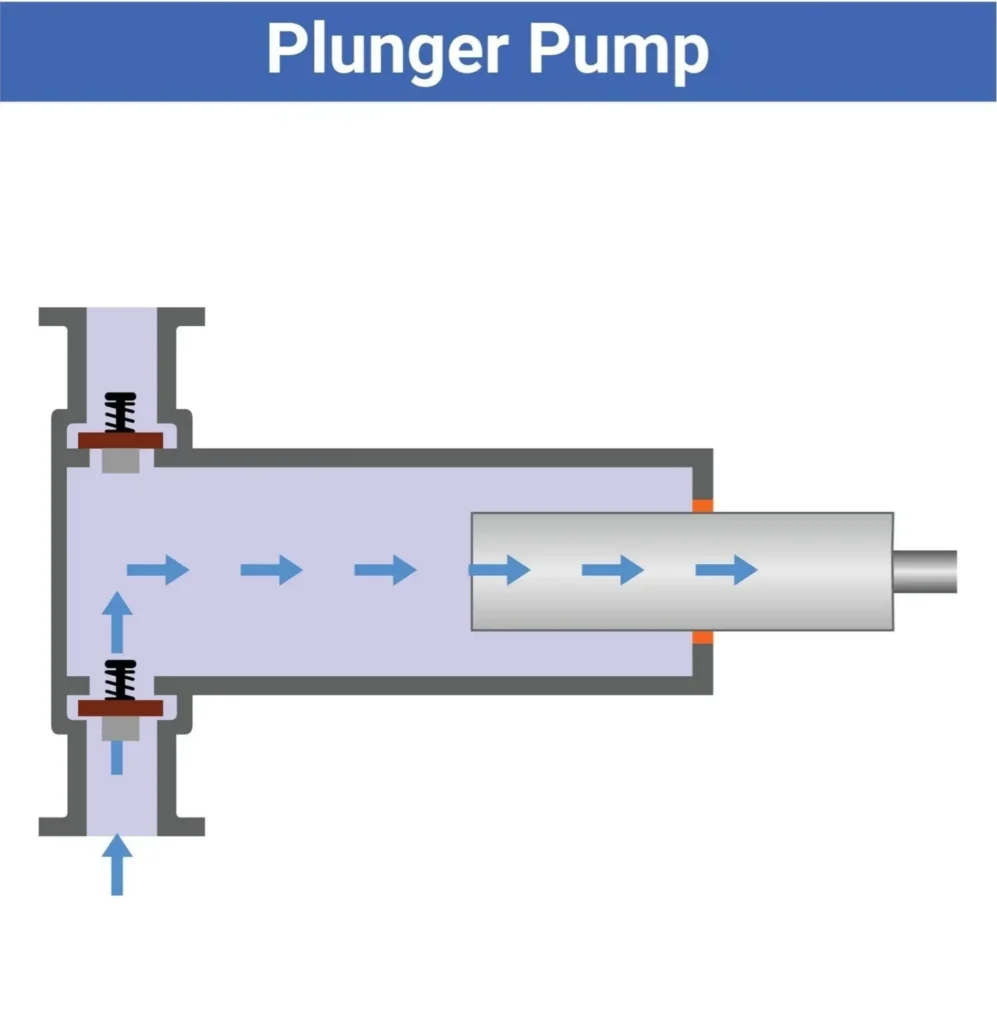
Поворотные клапаны, или плунжерные клапаны, предназначены для паст высокой вязкости и вязких продуктов с большим количеством твердых частиц. Вместо того чтобы использовать давление жидкости для перемещения шара, эти клапаны управляются внешним пневматическим или электрическим приводом для поворота одного из обработанных сердечников. Каждый сердечник имеет беспрепятственную трубку (или канал), проходящую прямо через него. Когда он поворачивается в положение всасывания, он выравнивается, чтобы обеспечить беспрепятственную прямую линию от бункера к цилиндру. При повороте в положение нагнетания он также обеспечивает беспрепятственный широкий путь к соплу. Поскольку канал большой и является активным, он может обрабатывать тяжелые гели и пасты, а также крупные твердые частицы (целую клубнику или крупные куски говядины в корме для собак) без сдвига. Поворотный клапан сохраняет продукт в хорошем состоянии и обеспечивает непрерывный производственный цикл без засоров.
Диаграмма выбора вязкости
Чтобы помочь в точном определении оборудования, в следующей таблице приведена связь между характеристиками жидкости и типом требуемого клапана.
| Категория продукта | Приблизительный Вязкость Диапазон (в сантипуазах - cps) | Примеры продуктов | Необходимая технология изготовления клапанов | Инженерное обоснование |
| Водоподобные жидкости | 1 - 500 cps | Вода, бульон, легкие сиропы, уксус | Обратный клапан | Для приведения в действие шарового крана достаточно силы тяжести и незначительного всасывания. Высокая скорость, низкая стоимость. |
| Полувязкие жидкости | 500 - 5 000 cps | Кетчуп, легкие масла, шампуни | Обратный клапан или поворотный клапан | Работает любой из клапанов. Роторный предпочтительнее, если жидкость чувствительна к сдвигу или склонна к аэрации. |
| Высоковязкие пасты | 5,000 - 50,000+ cps | Арахисовое масло, густые сливки, картофельное пюре | Поворотный клапан | Продукт не будет течь достаточно быстро для срабатывания обратного клапана. Требуется широкий, принудительный путь роторного сердечника. |
| Насыщенный частицами / крупнозернистый | Изменчивый (часто в густой взвеси) | Фруктовые джемы, влажный корм для домашних животных (мясные кусочки), релиш | Роторный клапан (обязательно) | Обратные клапаны защемляют твердые частицы и не обеспечивают герметичность. Поворотные клапаны обеспечивают беспрепятственный проход потока большого диаметра. |
Выбор правильной конфигурации на основе этой таблицы позволяет предотвратить наиболее распространенные причины сбоев в работе производственной линии. Переработка корма для домашних животных, содержащего твердые частицы, через обратный клапан немедленно остановит производство, в то время как переработка воды через сверхмощный поворотный клапан является ненужной капитальной затратой.
Оптимизация фазы розлива: Решение распространенных проблем
После определения совместимости материала следующим шагом является управление процессом дозирования материала в контейнер. Одной из наиболее очевидных проблем в процессе инженерного переноса густых жидкостей является воздействие при переносе из сопла системы под давлением в пустую емкость, что приводит к чрезмерному вспениванию продукта и явлению, называемому "жидким хвостом".
Принцип работы поршневого цилиндра
Чтобы правильно оценить трудности наполнения, мы рассмотрим конкретный механический поток жидкости из загрузочного бункера в контейнер. Этот процесс начинается в центральном бункере подачи, который содержит большое количество продукта над зоной наполнения, полагаясь на силу гравитации для подачи густого потока продукта вниз к клапану.
Чтобы определить объемное перемещение машины, необходимо перемножить внутреннюю площадь поперечного сечения поршня, длину его хода и ход поршня.
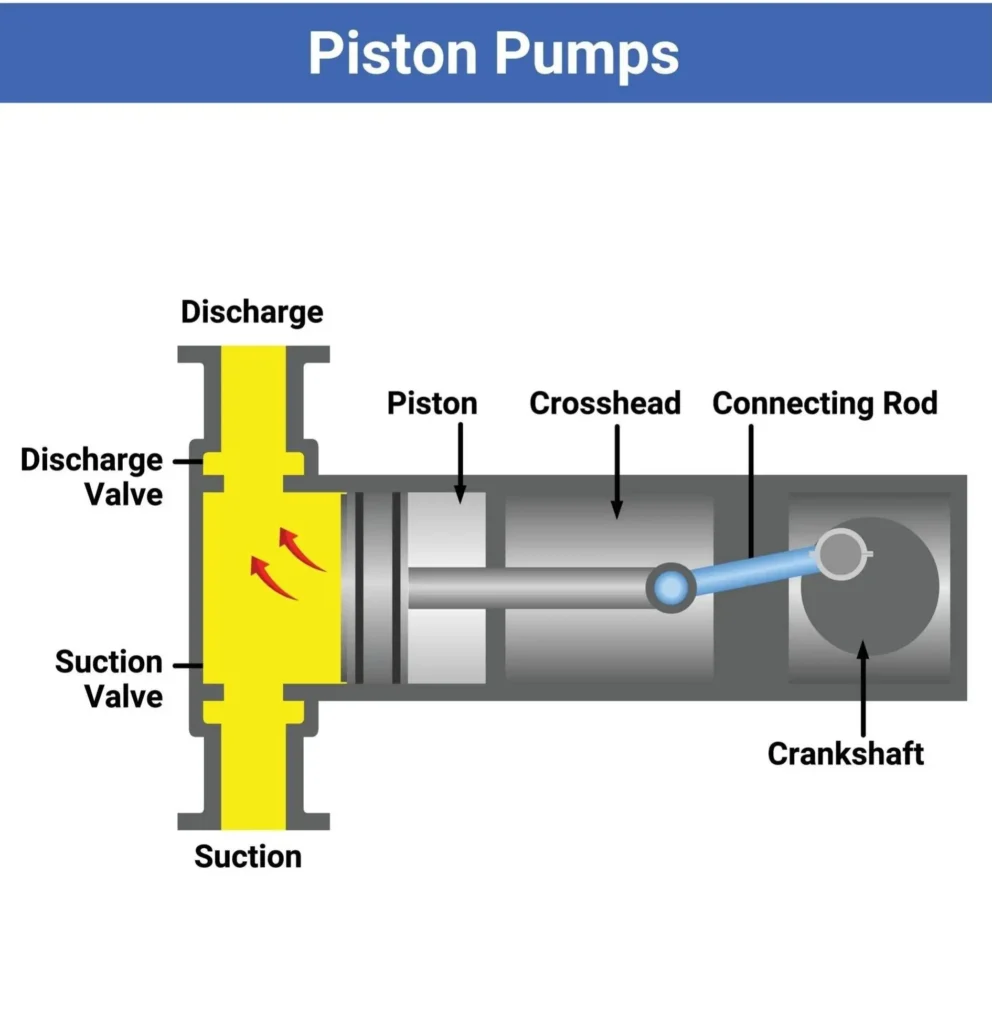
В первой части процесса клапан (он может быть обратным или поворотным) создает открытый канал между верхним бункером и пустым цилиндром. Затем поршень перемещается в горизонтальном направлении, создавая сильное отрицательное давление (вакуум) внутри цилиндра. Этот вакуум втягивает густую жидкость, пасту или смесь с твердыми частицами, в результате чего камера цилиндра полностью заполняется, достигая максимальной вместимости. Во время цикла наполнения, если поршень движется слишком медленно (особенно при высокой вязкости), может возникнуть кавитация (образование воздушного пузырька), при которой схлопывание пузырька может привести к снижению качества смеси и несоответствию объемов наполнения, что ухудшает общий контроль качества.
Когда поршень полностью втянут и цилиндр полностью заряжен, клапан перемещается и создает уплотнение для пути обратно в бункер. Затем он открывает новый путь, ведущий к дозирующему соплу.
Во время разгрузки поршень продвигается вперед и создает в жидкости, попавшей в ловушку, экстремальное положительное давление. Жидкость не может развернуться и вернуться в бункер. Вместо этого она выталкивается из цилиндра, проходя в точном количестве через корпус клапана, к соплу и точно дозируясь в контейнер, ожидающий на конвейерной ленте внизу. Для высоковязких продуктов создается экстремальное внутреннее давление, и жидкость вытекает из форсунки с очень высокой скоростью. Переход от цилиндра под давлением к открытому контейнеру без давления - это момент, когда динамика жидкости становится непредсказуемой и контроль над продуктом часто теряется.
Устранение пенообразования и хвостообразования
Хвост (или струна) и пенообразование - два явления, возникающие при высокоскоростном заполнении промышленных поршней.
Хвост образуется у очень густых жидкостей, которые не отрываются от сопла при остановке поршня. Примером могут служить густые соусы, гель или мед. Тонкая нить продукта остается на сопле и либо волочится по краю контейнера, либо падает на конвейерную ленту. Она тянется по уплотнительной поверхности контейнера и влияет на следующий процесс укупорки или запайки. Это также создает множество санитарных проблем на производственной линии.
Инженеры должны указывать форсунки с принудительным отключением, а также противокапельный механизм, чтобы избавиться от хвостов. Форсунка с принудительным отключением имеет внутренний штифт или клапан, расположенный на самом конце форсунки. Как только поршень завершает ход нагнетания, этот штифт закрывается и полностью перекрывает поток жидкости, обеспечивая точное наполнение. Ни один продукт не выходит наружу. Кроме того, современные системы имеют конфигурацию, называемую "обратным всасыванием". В этом случае поршень движется в микрореверсе в конце цикла наполнения. Это создает небольшое отрицательное давление, и мениск жидкости втягивается обратно в сопло, обеспечивая чистый разрыв и отсутствие капель. При наполнении емкостей жидкостями, содержащими поверхностно-активные вещества (чистящие средства, шампуни и некоторые белковые жидкости), задержка воздуха приводит к образованию пены. Пена создает ложный уровень наполнения и приводит к потере продукта. Если поток наполнения слишком быстрый, он ударяется о дно контейнера, что приводит к перемешиванию воздуха и образованию пены, которая переполняет контейнер.
Чтобы решить проблему пенообразования, на производственной линии необходимо использовать системы розлива "снизу вверх" (их еще называют "ныряющими" соплами). Это означает, что все сопло перемещается по вертикали таким образом, чтобы его дно находилось в нескольких миллиметрах от дна контейнера, даже если это большой контейнер. Воздух над жидкостью вытесняется жидкостью из контейнера. Высота, на которую поднимается жидкость в контейнере, полностью совпадает со скоростью вращения привода. Таким образом, нижняя часть сопла всегда погружена в жидкость, что предотвращает разбрызгивание, турбулентность и захват воздуха, гарантируя стабильное время наполнения продукта.
Системы привода: Пневматические и сервоприводные наполнители
Система привода (источник механической энергии) определяет точность, скорость и экономическую целесообразность (совокупная стоимость владения, TCO) поршневых фасовочных машин в течение длительного времени. В настоящее время фасовочные машины с поршневым приводом приводятся в действие либо традиционными пневматическими цилиндрами, либо новыми, более электрическими, технологически продвинутыми комбинированными системами привода/двигателя.
Пневматика: Экономичные и взрывобезопасные
В пневматических системах привода поршень приводится в действие сжатым воздухом. Воздушный цилиндр подсоединяется к валу поршня, а клапаны управления направлением потока воздуха регулируют его либо для толкания, либо для тяги поршня.
Основное преимущество пневматических систем заключается в их простоте и низкой стоимости. В них меньше движущихся частей, они легче управляются электроникой (что упрощает их обслуживание для инженеров), и их проще обслуживать в целом. Кроме того, пневматические системы предпочтительнее в опасных средах. Пневматические системы - лучший выбор для упаковочных производств с легковоспламеняющимися материалами или нутрицевтических заводов, работающих с мелкими горючими порошками, где существует риск взрыва пыли. Пневматические системы могут быть спроектированы как полностью взрывобезопасные. Поскольку они работают под давлением воздуха, риск искрообразования в месте эксплуатации пневматической системы отсутствует, а электрический привод не используется.
К ограничениям пневматических систем относятся неточность заполнения и медленное время переналадки. Например, для регулировки длины хода пневматических поршней операторам часто приходится использовать маховики и механические стопорные блоки. Если на заводе необходимо изменить объем наполнения с 500 мл на 1000 мл, оператору придется физически повернуть кривошип, чтобы выполнить настройку, затем провести пробное наполнение, измерить производительность и отрегулировать механические упоры. Эта задача может заставить машину простаивать в течение длительного времени. Колебания давления воздуха также являются обычным явлением на крупных предприятиях, что может привести к неточному наполнению в течение длительной производственной смены.
Сервопривод: Точность и быстрая переналадка
Высокопроизводительные упаковочные линии модернизируются с помощью систем с сервоприводом, в которых интеллектуальные сервомоторы, соединенные с прецизионными шариковинтовыми парами, заменяют пневматические цилиндры. В таких системах программируемый логический контроллер (ПЛК) посылает цифровые команды серводвигателю для управления положением поршня, а также для управления его ускорением и замедлением.
Поршневая система с сервоприводом достигает непревзойденной точности, обеспечивая высокую точность при выполнении очень сложных задач. Она построена с использованием цифровых энкодеров и систем обратной связи с замкнутым контуром. В результате каждый ход поршня продвигается и отходит точно на один и тот же миллиметр. Эта система также смягчает небольшие изменения объема, вызванные колебаниями давления воздуха, позволяя производителям достигать точности объемного наполнения до 0,5%. Такая точность очень важна для производителей продуктов с добавленной стоимостью, таких как пищевые добавки, корма для домашних животных премиум-класса и промышленные пасты, поскольку она сводит к минимуму отказ от продукции и обеспечивает окупаемость инвестиций.
Среди множества преимуществ использования сервотехнологии наиболее ценным является значительное сокращение времени переналадки. Больше нет необходимости в механических маховиках для выполнения регулировок. Управление всеми параметрами процесса теперь осуществляется с помощью цифрового сенсорного экрана с человеко-машинным интерфейсом (HMI). Для автоматических поршневых наполнителей и других автоматических машин инженеры могут настраивать и сохранять несколько "рецептов" для различных продуктов и контейнеров разного размера в зависимости от конкретного типа содержимого. Например, переключить производство с 200-граммовой баночки пасты на 500-граммовую можно простым нажатием кнопки. Серводвигатель изменит величину своего хода на ту, которая соответствует выбранному рецепту. По сути, это превращает тридцатиминутную механическую (ручную) настройку в десятисекундное цифровое изменение, что приводит к огромному повышению общей эффективности оборудования (OEE) для всего предприятия.
Максимизация гигиены: CIP/SIP и очистка без инструментов
В поршневом фасовочном оборудовании механические характеристики фасовочной машины вторичны, поэтому первостепенное значение имеет ее санитарное исполнение. Машина, дозирующая вязкие жидкости и богатые белком частицы продуктов, подвержена бактериальному загрязнению. Если остатки продукта попадут в цилиндры, клапаны или сопла, а машина будет остановлена для производства, эти остатки испортятся и загрязнят следующую партию. Это означает, что инженерная конструкция должна отвечать требованиям минимизации времени простоя при очистке и максимизации гигиеничности.
Стандартная конструкция оборудования требует, чтобы оператор использовал гаечный ключ и/или отвертку для разборки канала подачи жидкости для его очистки. Это может повредить компоненты, привести к потере мелких деталей, сделать рабочее время непригодным для очистки и отнять часы производственного времени. По этой причине промышленные поршневые наполнители премиум-класса предлагают конструкцию, не требующую инструментов для разборки. Все элементы системы подачи жидкости (бункер, поворотные или обратные клапаны, цилиндры, дозирующие крышки и форсунки) крепятся с помощью санитарных треххомутовых фитингов. Оператор может разобрать систему подачи жидкости за несколько минут. Для контактных деталей используется пищевая нержавеющая сталь марки 304 или 316L толщиной от 1,5 до 2 мм с ультрагладкими полированными сварными швами для предотвращения образования микроскопических швов и зон замедленного действия, а значит, и размножения бактерий.
На крупных производствах, где разборка оборудования невозможна, требуется разработка оборудования, интегрирующего системы очистки на месте (CIP) и стерилизации на месте (SIP). Поршневой шприц с функцией CIP предназначен для взаимодействия с автоматизированной системой очистки предприятия. Машина может быть настроена на выполнение различных циклов без ручного извлечения деталей. Сюда входят циклы концентрированного щелочного очистителя, циклы кислотной промывки и циклы подачи очищенной промывочной воды через бункер, цилиндры и клапаны. Во время этого цикла каждый поршень проходит несколько раз. Очищающая жидкость предназначена для удаления грязи и мусора с внутренних поверхностей под высоким давлением. Эта автоматизированная система позволяет свести к минимуму ручной труд и простои оборудования, соблюдая при этом строгие санитарные нормы.
Сотрудничество с экспертами по заправке поршней
Одна из самых серьезных проблем при упаковке вязких жидкостей - поддержание долговременной точности объема без ускорения механического износа. В то время как стандартное оборудование для розлива быстро выходит из строя или теряет консистенцию, когда вынуждено обрабатывать плохо текучие материалы, сложные продукты, такие как мясные соусы, густой мед и тяжелые кремы, требуют точно разработанных систем вытеснения. Именно поэтому Levapack, ведущий производитель упаковочного оборудования на заказ, выступает в качестве стратегического партнера для предприятий, стремящихся устранить узкие места в производстве и повысить надежность работы.
При обработке сложных реологических процессов стандартные цилиндры часто страдают от разрушения уплотнений и неравномерного дозирования. Наши инженеры специализировались решения для заполнения поршней разработаны для устранения именно таких механических неисправностей. Благодаря использованию малоизнашиваемых дозирующих цилиндров и долговечных самокомпенсирующихся поршневых уплотнений эти системы рассчитаны на длительную эксплуатацию без технического обслуживания. Управляемые современными системами ПЛК с интуитивно понятным сенсорным интерфейсом, операторы могут плавно регулировать объемы наполнения от 100 до 1000 мл, обеспечивая точное и высокоскоростное дозирование в алюминиевые банки, стеклянные банки и готовые пакеты без необходимости замены громоздких деталей.
Опираясь на обширный инженерный опыт и специальный центр исследований и разработок, мы отказываемся полагаться на готовые компромиссы. Квалифицированные инженеры вручную собирают каждую систему розлива для обеспечения максимальной точности, подстраивая оборудование под требования конкретного предприятия. Чтобы создать надежную автоматизированную линию, которая легко адаптируется к самым сложным пастам и жидкостям, производственным командам предлагается предоставить сложные образцы продукции для всестороннего тестирования, что позволяет Levapack утвердить индивидуальную архитектуру поршневого шприца, гарантирующую бескомпромиссную точность и максимальную эффективность.



