Размер этикетки для консервных банок: Точные формулы и машинные допуски
В мире коммерческих упаковок для напитков и продуктов питания ошибка в расчете всего на 1/8 дюйма - это не просто недостаток конструкции, это катастрофический сбой в производстве. Независимо от того, управляете ли вы ремесленной пивоварней, специализированной кофейней или автоматизированным предприятием по консервированию продуктов питания, угадывание размеров этикетки неизбежно приводит к огромным отходам материала, недопустимому заклиниванию машины и нарушению эстетики бренда.
Путь от цифрового PDF-доказательства до безупречного физического продукта на полке супермаркета чреват скрытыми инженерными ловушками. Такие факторы, как механические ограничения полуавтоматических аппликаторов, сильные физические деформации, вызванные термотуннелями, и бесшумные изменения в глобальной цепочке поставок алюминия, могут мгновенно сделать стандартные "шаблоны" бесполезными. Отраслевые стандарты упаковки постоянно развиваются, чтобы соответствовать этим требованиям.
Это всеобъемлющее техническое руководство позволяет обойтись без любительских советов по дизайну и погрузиться непосредственно в промышленные реалии упаковки. Мы расскажем о точных математических формулах для плоских рулонных этикеток, о структурной геометрии термоусадочных рукавов, о точных методиках измерения нестандартных банок и о критических допусках на входе в машину, которые диктуют выход продукции. Перестаньте гадать и начните разрабатывать упаковку для производства с нулевым количеством дефектов. Чтобы начать работу, перейдите к таблице конечных размеров ниже.
Таблица размеров этикеток на банках (напитки, продукты и банки)
Прежде чем приступить к графическому дизайну или отдать заказ на печать поставщику, необходимо определить базовые размеры. Следующая справочная матрица описывает текущие стандартные размеры для наиболее часто используемых металлических банок для пищевых продуктов, алюминиевых банок для напитков и стеклянных банок. Однако, как известно любому опытному руководителю производства, эти цифры являются отправной точкой, а не универсальной гарантией.
Металлические банки для еды (конструкция из 3 штук)
#10 Можно
#303 Можно
#300 Можно
Алюминиевые банки для напитков (конструкция из 2 частей)
16 унций Стандартный
16 унций Гладкий
12 унций Стандартный
12 унций Гладкий
8,4 унции Тонкий
Стеклянные банки
16 унций Пинта
8 унций Полпинты
Самая опасная ловушка, с которой в настоящее время сталкиваются стартапы по производству напитков, - это банка емкостью 16 унций. Исторически сложилось так, что почти все банки емкостью 16 унций были стандартными 211 формат. Однако из-за периодической нехватки запасов 211 многие оптовики и мобильные консервные предприятия заменили их на 207 формат (16 унций Sleek). Банка 207 вмещает точно такой же объем жидкости, но достигается это за счет заметно меньшего диаметра и большей физической высоты.
Если вы вслепую приложите стандартный шаблон этикетки 211 (шириной 8,125 дюйма) к банке с гладкой поверхностью 207, вы столкнетесь с катастрофическим физическим перекрытием. Избыток материала приведет к серьезным перекосам, смещению и мгновенному заклиниванию этикетировочного оборудования. Вы должны проверить точное физическое SKU пустых банок, прибывающих на ваш погрузочный док, прежде чем утверждать любую печатную пробу.
Выбор правильного формата этикетки: Рулонные этикетки и термоусадочные рукава
Прежде чем прикоснуться к цифровому штангенциркулю или вычислить окружность, необходимо окончательно определиться с процессом производства материала. Фундаментальная геометрия, методология печати и математические формулы, используемые для определения размера упаковки, полностью отличаются в зависимости от того, оборачиваете ли вы 2D-подложку вокруг цилиндра или сжимаете 3D-трубку на контурном сосуде.
Чувствительные к давлению рулонные этикетки и выживаемость материалов
Рулонные этикетки, чувствительные к давлению (PS), являются основой малых и средних производств напитков и продуктов питания. Поставляемые на непрерывной разделительной подложке, эти двумерные этикетки обеспечивают невероятную гибкость для брендов с множеством SKU, позволяя быстро менять вкус и обеспечивая относительно низкие минимальные объемы заказа (MOQ). Поскольку они плоские, расчет их размеров основывается на простой геометрии плоскости.
Формула ширины рулонной этикетки
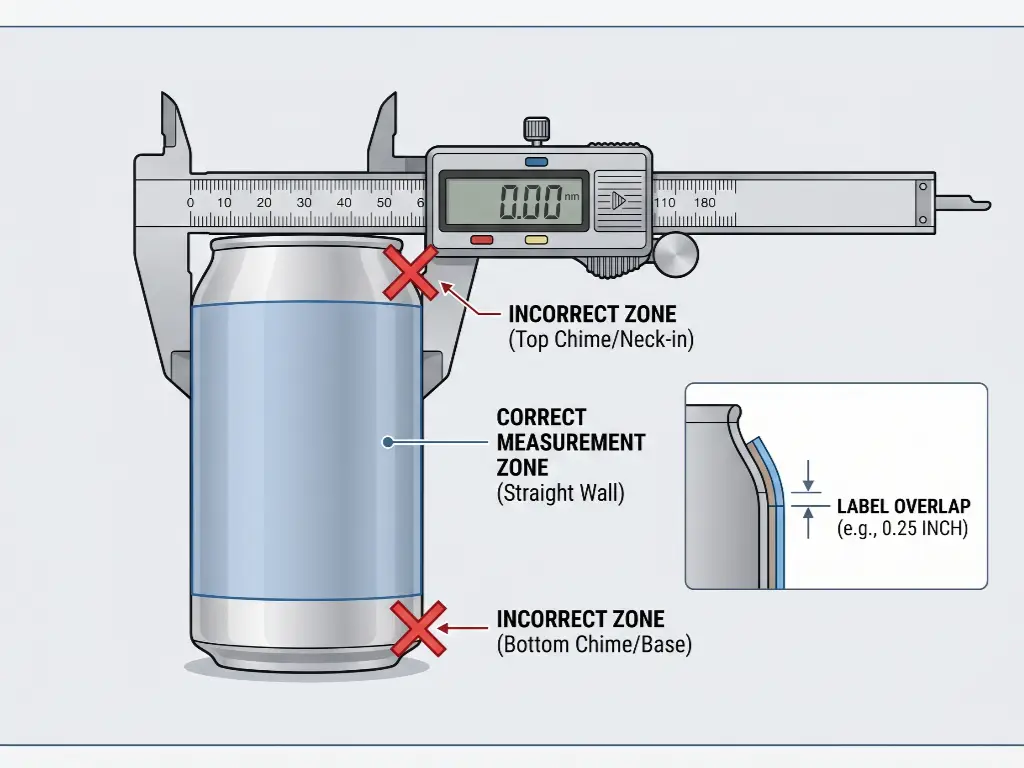
Ширина плоской этикетки = (измеренный внешний диаметр × 3,1416) + 0,25″ нахлест
Чтобы правильно выполнить эту формулу, необходимо с помощью промышленных цифровых штангенциркулей измерить внешний диаметр банки строго по ее прямая стена раздел. Не измеряйте верхний или нижний изгиб. Умножьте точный диаметр на Пи (3,1416), чтобы найти идеальную математическую окружность. Наконец, необходимо добавить нахлест. Нахлест в 0,25 дюйма (1/4″) является абсолютным золотым стандартом в промышленности. Этот нахлест служит критической точкой опоры, в которой клей захватывает свою лицевую поверхность, закрепляя этикетку на месте.
Однако идеальный математический расчет ничего не значит, если материал распадается в реальном мире. Критической точкой отказа для новых брендов является "Тест ведра со льдом" или стандартная логистика холодных цепей. Перемещение консервированного напитка из коммерческого холодильника с температурой 38°F (3°C) в окружающую среду с температурой 75°F (24°C) вызывает немедленное и агрессивное образование конденсата. Внешняя поверхность алюминиевой банки обильно потеет.
Если вы используете стандартную бумажную этикетку - даже с базовым лаком, - вода проникнет в волокна бумаги, превратив ваш премиальный брендинг в шелушащуюся, мясистую катастрофу за считанные минуты. Для любого продукта, подвергающегося охлаждению или воздействию влаги, необходимо указать BOPP Материал. Белая БОПП или прозрачная БОПП-пленка в сочетании с агрессивным водостойким акриловым клеем и плотной УФ-ламинацией (матовой или глянцевой) полностью отталкивает конденсат, гарантируя, что ваш фирменный стиль останется нетронутым от холодильника до руки потребителя.
Термоусадочные рукава: 360-градусное покрытие и степень искажения
Если бренду требуется 360-градусное графическое покрытие от края до края, плавно переходящее в сложные изгибы контейнера, термоусадочные рукава являются оптимальным решением. Обычно они изготавливаются из PETG или ПВХ-пленки, эти рукава печатаются плоскими, сшиваются в непрерывную трубку, опускаются на контейнер и проходят через высококонтролируемый туннель с паром или лучистым теплом для плотного прилегания к металлу.
Формулу Pi немедленно выбросьте. В термоусадочных рукавах не используются стандартные размеры ширины и высоты. Вместо этого они разрабатываются с использованием двух совершенно разных параметров:
- Ширина по слою (LFW): Ширина рукава, когда он полностью сжат. Этот показатель рассчитывается по самой широкой окружности банки, добавляется допуск на скольжение (обычно 2-4 мм, чтобы рукав мог плавно скользить по банке) и делится на два.
- Длина отреза: Вертикальная длина нерастянутого рукава перед прохождением через тепловой туннель. Поскольку пленка сокращается как по вертикали, так и по горизонтали (хотя и в разных соотношениях), длина отреза должна быть немного больше, чем конечная желаемая визуальная высота.
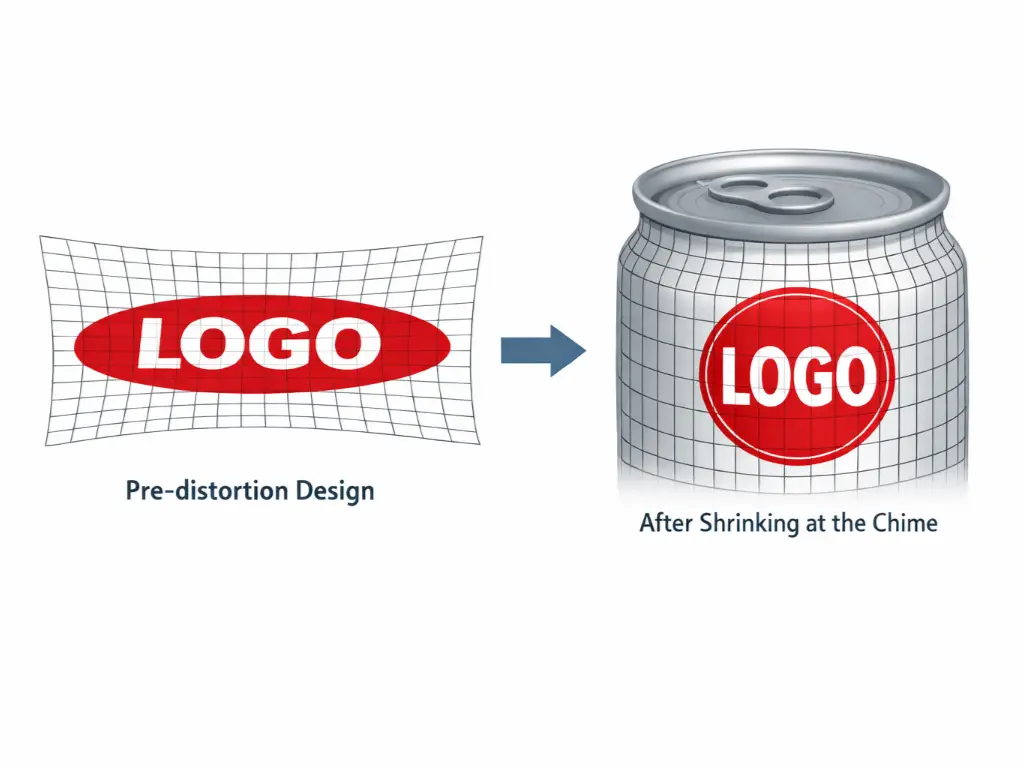
Самым неблагоприятным аспектом при разработке термоусадочных рукавов является Искажение (скорость усадки). По мере того как пластиковая трубка сильно сжимается, чтобы обхватить сильные внутренние изгибы в верхней и нижней частях банки - области, известные как "звон" или "горлышко вниз", - печатная графика вытягивается и растягивается. Если вы разместите идеально круглый логотип вблизи "курантов" в своем плоском файле дизайна, после теплового туннеля он превратится в уродливый, вытянутый овал. Инженеры по допечатной подготовке упаковки должны использовать специализированное программное обеспечение для создания 3D-сетки, чтобы намеренно "предварительно исказить" изображение в обратном направлении, гарантируя, что после усадки пластика графика будет выглядеть математически идеальной для глаза потребителя.
Как измерить размер этикетки для нестандартных или неправильных банок
Как только вы отходите от стандартной цилиндрической банки для напитков, правила создания упаковки кардинально меняются. К нестандартным и неправильным контейнерам, таким как прямоугольные банки для мясных обедов, сплюснутые овальные банки для морепродуктов или сильно сужающиеся промышленные емкости, нельзя относиться по принципу "измерь окружность и оберни ее". Применение натянутых подложек к острым геометрическим углам или сложным изгибам чревато катастрофическими разрушениями конструкции.
Этикетки для квадратных и плоских банок
Квадратные или прямоугольные банки, обычно используемые для пищевых масел премиум-класса, мясных ланчей и чая, представляют собой уникальную физическую проблему. Когда вы пытаетесь наклеить одну сплошную этикетку, чувствительную к давлению, вокруг четырех углов под углом 90 градусов, вы создаете сильное напряжение в пленке с "памятью". Подложка этикетки естественным образом стремится вернуться в свое плоское состояние. Со временем или при незначительных ударах в транспортной коробке это напряжение вызывает "флажок" этикетки - сильное отслаивание от углов.
Профессиональное решение - отказаться от полного обертывания и использовать Этикетка для передней и задней панели стратегия (две отдельные наклейки). При измерении плоской поверхности жести ширина наклейки должна быть точно равна до начинается радиус угла. Золотое правило нестандартной упаковки гласит: "Узкий - значит безопасный". Убедитесь, что край этикетки полностью лежит на плоской плоскости; если хоть миллиметр этикетки заходит на изогнутый угол, вы создаете рычаг для отклеивания и повреждения от трения.
Верхние этикетки и картонные втулки для банок с морепродуктами
Плоские банки овальной формы - мировой стандарт для премиальных сардин, анчоусов и икры - страдают от нехватки вертикальной площади. Боковые стенки этих банок часто имеют высоту менее дюйма и отличаются агрессивными, непрерывными изгибами. Нанести на эти микроскопические боковины с помощью стандартных клеев обязательные сведения о питании, штрих-коды и надписи о бренде, соответствующие требованиям FDA/USDA, физически невозможно, да и не соответствует законодательству.
Чтобы покорить эту геометрию, бренды используют две особые стратегии:
- Этикетка верхней панели: Точно вырезанная этикетка наклеивается исключительно на плоскую, углубленную часть крышки. При измерении необходимо учитывать внутреннюю кромку шва, чтобы этикетка идеально ложилась в плоскую чашу, не поднимаясь по металлическим гребням.
- Картонный рукав: Самое премиальное и эффективное решение. Вместо клея втулка из плотного картона полностью обхватывает внешние размеры жестянки. Чтобы рассчитать это, необходимо измерить общую длину верхней стороны, нижней стороны, толщину обеих боковин и, что очень важно, добавить 15 мм на нахлест, где промышленный клей будет скреплять рукав снизу.
Приобретение профессиональных линеек для конических банок
Конические или конические банки (когда верхний диаметр шире или уже нижнего) представляют собой сложнейшую задачу по определению размеров. Когда конический 3D-объект разворачивается в 2D-плоскость, он не образует прямоугольник; он образует математически точную, изогнутую веерообразную форму (геометрический фрустум).
Единственный приемлемый протокол для конических банок - связаться с производителем контейнеров и потребовать официальный инженерный чертеж CAD. Если он недоступен, физический контейнер должен быть отсканирован лазером инженером по упаковке с использованием программного обеспечения CAD для математического создания точной конической линии с нулевой погрешностью.
Совместимость машин: Направления размотки и допуски для маркировки
Красиво оформленная, идеально рассчитанная этикетка ничего не стоит, если оборудование вашей фабрики не может ее переварить. Переход от экрана графического дизайнера к реальности прядильной производственной линии создает жесткие механические ограничения. Понимание того, как подаются этикетки и как машины их наносят, - последний барьер на пути к успеху в производстве.
Расшифровка позиций размотки рулона этикеток (#1 - #8)
Когда вы покупаете рулонные этикетки, они не поставляются в виде свободных листов; они плотно намотаны на картонный сердечник (обычно диаметром 3 дюйма). Конкретная ориентация иллюстрации, когда она разматывается с этого сердечника, известна как Направление "Разморозка. В мировой упаковочной промышленности используется стандартизированная цифровая система от позиции #1 до позиции #8.
Ваше этикетировочное оборудование - это жесткая система. Оно ожидает, что этикетка будет подаваться в совершенно определенной ориентации. В подавляющем большинстве этикетировщиков для цилиндрических банок машина вращает банку вертикально и наматывает этикетку горизонтально. Это означает, что ваша автоматическая или полуавтоматическая этикетировочная машина принципиально требует Позиция #3 (правый край ведущий) или Позиция #4 (ведущий левый край).
Если менеджер по закупкам не проверит руководство по эксплуатации этикетировочной машины и примет стандартную комплектацию принтера (часто это позиция #1, верхний край ведущий), результаты будут плачевными. Полотно этикетки будет подаваться перпендикулярно механике машины. Применение рулона Top Edge Leading на машине с горизонтальной обмоткой приведет либо к мгновенному заклиниванию оптических датчиков, либо к тому, что 100 000 банок будут заклеены этикеткой совершенно боком. Единственный выход - остановить производство и заплатить бригаде, чтобы она вручную перемотала километры этикеточного полотна.
Допуски на вход рулона для полуавтоматических этикетировщиков
Многие малые и средние предприятия начинают свой путь в области упаковки с использования полуавтоматических настольных этикетировщиков, таких как вездесущий MT-30. Несмотря на свою экономичность, эти роликовые машины на основе трения имеют невероятно жесткие механические допуски и очень чувствительны к ошибкам при подаче материала человеком.
Предел натяжения 0,25″ внахлест: Ранее мы установили, что нахлест в 0,25″ (1/4″) является максимально допустимым стандартом. Причина кроется в роликах машины. Когда этикетка оборачивается вокруг банки и накладывается на нее, она создает микроскопический физический "бугорок", состоящий из двух слоев БОПП-пленки и клея. Если нахлест превышает 0,25″ - скажем, переходит в 0,5″, - ролики аппликатора будут слишком долго захватывать эту расширенную область двойной толщины. Это создает сильную разницу в натяжении, в результате чего задний край этикетки закручивается вниз, что приводит к появлению уродливых спиралей (см.Ошибочная регистрация) или массивные пузырьки воздуха, находящиеся под пленкой.
Граница опасности звона: Высота вашей этикетки должна жестко регулироваться, чтобы оставаться в рамках Прямая стена банка. Алюминиевые банки имеют "звон" или "горлышко вниз" - изогнутый переход, где корпус банки сужается у верхней крышки и нижнего купола. Между верхним/нижним краем этикетки и началом металлического изгиба должен оставаться визуальный зазор не менее 0,125″ (1/8 дюйма). Если полуавтоматический роллер попытается прижать плоскую, жесткую этикетку из БОПП к изогнутому куранту, то по законам физики лишнему материалу некуда будет деваться. Он мгновенно свернется, создавая постоянную, необратимую мертвую морщину, полностью уничтожающую эстетическую ценность продукта.
Переход на прецизионную автоматику
Левапак специализируется на поставке высокопроизводительных автоматизированных решений в области консервирования и упаковки для малых и средних предприятий по всему миру. Заменив нестабильные фрикционные ролики передовой технологией с сервоприводом и точностью 2 мкм, наши автоматизированные системы этикетирования и запайки полностью устраняют морщины, вызванные человеческим фактором, и неправильную регистрацию нахлеста.
Мы гарантируем, что каждая банка, сходящая с вашей линии, представляет потребителю безупречный образ бренда премиум-класса. Перестаньте бороться с допусками оборудования и начните увеличивать производительность.



