Модернизация упаковочной линии: Стоит ли еще использовать кондукционное уплотнение?
В современном гиперконкурентном производственном ландшафте, Общая эффективность оборудования (OEE) диктует рентабельность предприятия, а станция уплотнения часто оказывается критическим узким местом и виновником дорогостоящих жалоб клиентов. При модернизации оборудования инженеры и руководители предприятий сталкиваются с классической дилеммой: придерживаться традиционного, кажущегося экономически эффективным "кондуктивного уплотнения" или перейти на высокоскоростное Индукционное уплотнение системы? Несмотря на то, что кондуктивное уплотнение прочно удерживает свои позиции благодаря простым механическим принципам и низким первоначальным капитальным затратам, матрица оценки кардинально меняется, когда вы переносите акцент с первоначального счета за покупку на реальную пятилетнюю оперативную бухгалтерскую книгу заводского цеха.
Если учесть ограничения по максимальной производительности, мучительные простои при переналадке, количество брака материала и интенсивный ручной труд, необходимый для ежедневного обслуживания, оправдывает ли кондукционное уплотнение свое место на современной гибкой производственной линии? В этом всеобъемлющем руководстве по инженерным вопросам вы отбросите стандартные маркетинговые ходы поставщиков и объективно проанализируете физические механизмы, лежащие в основе кондукционного уплотнения. Мы исследуем незаменимые преимущества этой технологии, раскроем ее фатальные инженерные ловушки и предоставим вам достоверные данные, необходимые для того, чтобы определить, подходит ли эта технология для ваших конкретных требований к упаковке.
Что такое кондуктивная герметизация? Понимание механизма прямой теплопередачи
Чтобы принять взвешенное решение относительно упаковочного оборудования, мы должны сначала определить четкие технические основы. Кондукционная герметизация - это не запатентованная технология "черного ящика"; скорее, это простое применение фундаментальной термодинамики. По своей сути кондуктивная герметизация основана на прямой физической теплопередаче для расплавления полимерного слоя и его приклеивания к отверстию контейнера.
4 этапа кондуктивной герметизации
В отличие от бесконтактных методов запечатывания, кондукция требует абсолютного физического контакта между машиной и упаковочным материалом. Физическая последовательность этой операции может быть объективно разбита на четыре отдельных этапа:
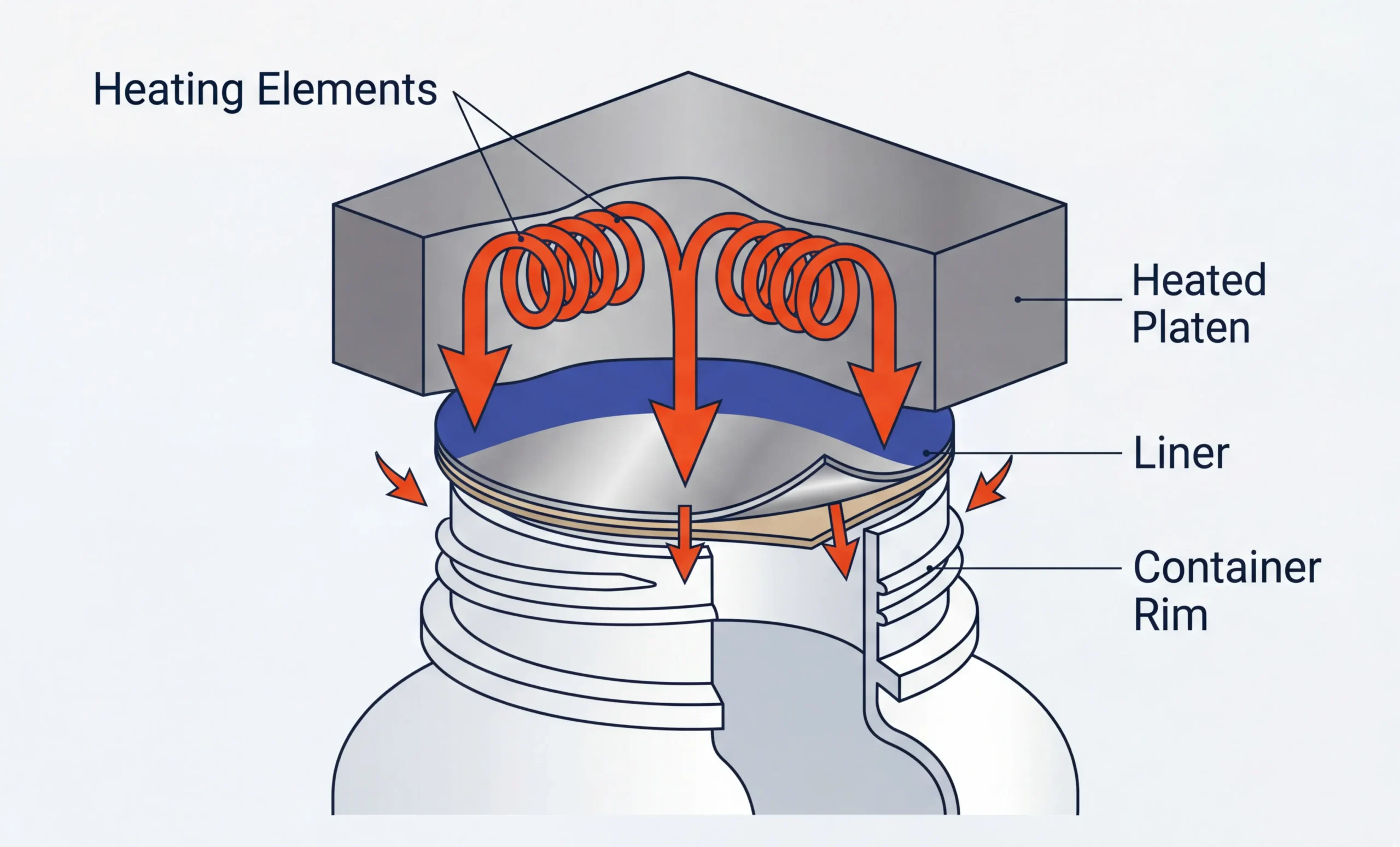
- Выработка тепла: Внутренний электрический нагревательный элемент непрерывно вырабатывает тепловую энергию, повышая температуру твердой металлической плиты до точного, заранее заданного значения.
- Физическое управление: Механический или пневматический цилиндр приводит в движение нагретую уплотнительную головку, плотно прижимая ее к верхней части контейнера и уплотнительной прокладке.
- Термотрансфер: Тепловая энергия исходит непосредственно от горячей металлической поверхности, проникая вниз через внешние слои запечатываемого материала (например, фольги или бумажной подложки) при непосредственном физическом контакте.
- Плавление и отверждение полимеров: Тепло достигает нижнего слоя полимера, поднимая его выше точки плавления. Когда нагретая головка втягивается, полимер быстро охлаждается и застывает, образуя герметичное уплотнение с кромкой контейнера.
Понимание этого процесса подчеркивает абсолютную необходимость трех критических переменных, которые управляют работой: Температура, Давление, и Время пребывания. Хотя температура и давление в некоторой степени поддаются регулировке, Время пребывания- фактическое физическое время, в течение которого нагретая головка должна оставаться в контакте с фольгой, - является неотъемлемым законом физики. Поскольку полимеры являются естественными теплоизоляторами, теплопередача по своей природе происходит медленно. В большинстве промышленных применений кондукционный запайщик требует физического времени пребывания от 1,0 до 3,0 секунд для достижения надежной герметичности.
Чтобы представить себе это на примере привычного повседневного сценария, рассмотрим работу стандартной офисной ламинационной машины или использование бытового утюга для нанесения термотрансферной наклейки на футболку. Вы не можете просто прижать горячий утюг к ткани и ожидать, что клей схватится. Необходимо плотно прижать утюг (давление) и удерживать его в таком положении несколько секунд (время выдержки), чтобы тепло проникло в слои и расплавило клей (температура). Если любой из этих трех элементов отсутствует, соединение не получится. Непосредственный физический контакт и достаточное время являются обязательными условиями для теплопроводности.
Кондукционное и индукционное уплотнение: Техническое сравнение
Спор между кондукционным и индукционным уплотнением часто сводится к упрощенному аргументу "какая машина лучше". Однако с инженерной точки зрения ни одна из технологий не имеет преимущества в вакууме. Истинное различие заключается в том, как соответствующие механизмы генерации тепла определяют подходящие сценарии применения. Разбирая технологию объективно, мы поднимаем обсуждение от базовых технических характеристик машины до высокоуровневой архитектуры процесса.
Механизмы генерации тепла: Внешний и внутренний нагрев
Наиболее существенное различие между этими двумя технологиями заключается в направленном потоке тепловой энергии.
Кондуктивное уплотнение (внешний нагрев)
Как уже было сказано, кондукция - это процесс "снаружи внутрь". Он опирается на прямая теплопроводность. Массивный металлический блок нагревается до высокой температуры, и это тепло с силой проталкивается через верхние слои упаковочного материала, пока не достигнет клеевого слоя в нижней части. Источник тепла находится полностью снаружи упаковки.
Аналогия: Как приготовить яйцо на сковороде. Тепло должно медленно подниматься вверх через дно.
Индукционное уплотнение (внутренний нагрев)
Напротив, индукция - это процесс "изнутри наружу". Это полностью бесконтактный Технология, использующая Электромагнитное поле. Магнитные волны безвредно проходят через пластиковый колпачок и вызывают вихревые токи исключительно в слое алюминиевой фольги, расплавляя полимерное покрытие изнутри.
Аналогия: Сродни нагреванию яйца в микроволновой печи. Энергия напрямую возбуждает молекулы внутри, вызывая быстрый внутренний нагрев.
Предельные значения скорости производства и эффективности линии
Поскольку фундаментальные механизмы генерации тепла настолько различны, их соответствующие возможности на высокоскоростной производственной линии находятся в совершенно разных стратосферах. Неизбежная физика "времени пребывания" действует как жесткий потолок на пропускную способность кондукционных систем.
| Метрика (измерение оценки) | Кондуктивное уплотнение | Индукционное уплотнение |
|---|---|---|
| Максимальная скорость линии | От медленного до умеренного (обычно 30 - 60 CPM на голову) | От высокого до сверхвысокого (легко 100 - 300+ CPM) |
| Непрерывная работа | Прерывистый/остановочный (требует, чтобы контейнеры приостанавливались для физического нажатия) | Непрерывный/поточный (контейнеры непрерывно движутся по конвейеру) |
| Время разминки/остывания | Длительный (требуется 30+ минут для нагрева пластин из тяжелого металла) | Мгновенно (твердотельная электроника не требует разогрева) |
Чтобы перевести эти спецификации в реальную заводскую математику, рассмотрим предприятие, которому поручено выполнять ежедневную квоту в 100 000 бутылок в течение стандартной 8-часовой смены. Для этого требуется постоянная производительность примерно 208 контейнеров в минуту (CPM).
Стандартный индукционный запайщик непрерывного действия может без труда справиться с этой задачей со скоростью 208 кадров в минуту, занимая примерно один-два метра конвейерного пространства. Чтобы достичь точно такой же производительности при использовании кондукционной запайки, физику времени выдержки в 1,5 секунды невозможно обмануть. Максимальная скорость одной кондукционной головки составляет примерно 40 CPM. Поэтому, чтобы достичь 208 CPM, предприятию придется инвестировать в массивную роторную кондукционную систему с несколькими головками, содержащую от 6 до 8 отдельных станций запайки. Это не только экспоненциально увеличивает механическую сложность и требования к обслуживанию, но и занимает огромное количество дорогостоящей заводской площади только для того, чтобы соответствовать производительности одной компактной индукционной катушки.
Оценка истинной рентабельности инвестиций: CAPEX против OPEX в кондуктивных системах
При представлении вариантов оборудования финансовому отделу кондуктивное уплотнение часто выглядит невероятно привлекательным на бумаге. Однако оценка рентабельности инвестиций (ROI) только на основе капитальных затрат (CAPEX) - это опасная ловушка, которая скрывает долгосрочные эксплуатационные потери в заводском цеху. Чтобы действительно понять стоимость, мы должны проанализировать операционные расходы (OPEX).
Иллюзия низких первоначальных капитальных затрат (CAPEX)
Объективным фактом является то, что базовая машина (голое шасси) одноголовочного пневматического кондукционного запайщика значительно дешевле, чем твердотельная индукционная система запайки с водяным охлаждением. Для начинающего предприятия или предприятия, выпускающего один продукт в небольших объемах, такой низкий барьер для входа в производство является весьма привлекательным.
Однако скрытые затраты кроются в требуемой "экосистеме инструментов". Кондуктивное уплотнение требует Нестандартные нагревательные элементы. Поскольку металлическая головка должна идеально соответствовать точному диаметру и контуру кромки контейнера, чтобы обеспечить равномерное давление, для каждого размера бутылки требуется своя собственная металлическая головка, изготовленная на станке с ЧПУ. Кроме того, постоянное приведение в действие опирается на сложные Пневматические системы (воздушные компрессоры, цилиндры и клапаны), которые требуют постоянного обслуживания, смазки и последующей замены в связи с механическим износом.
Приобретение кондукционного запайщика удивительно похоже на покупку дешевого струйного принтера. Сам принтер сильно субсидируется и стоит недорого, но вы вынуждены покупать очень дорогие, запатентованные картриджи (специальные нагревательные матрицы) до конца срока службы машины. Если в следующем году ваша линейка продукции расширится и будет включать пять новых форм бутылок, вам придется заказать и приобрести пять новых нагревательных матриц.
Убийца OEE: Переналадка инструмента и задержки при разогреве
Хотя стоимость штампов, изготовленных по индивидуальному заказу, весьма болезненна, она меркнет по сравнению с разрушительным воздействием кондуктивной герметизации на время работы оборудования при смене продукции. В современных контрактных упаковках или в условиях гибкого производства на линии может потребоваться менять размеры контейнеров несколько раз в день.
Давайте подробно разложим по полочкам график стандартной смены производственной оснастки:
- Шаг 1: Охлаждение (30 - 45 минут). Имеющийся металлический нагревательный блок нагревается до 200°C. Прежде чем специалист сможет безопасно открутить и снять его, не рискуя получить серьезные ожоги, машину необходимо выключить и дать ей возможность естественным образом рассеять тепло.
- Шаг 2: Замена физической оснастки (10 минут). Оператор отвинчивает старую головку, выравнивает новый штамп и фиксирует его в пневматическом узле.
- Шаг 3: Разминка и стабилизация (30 минут). Машина снова включается. Новый плотный металлический блок должен медленно поглощать тепло, пока внутренний ПИД-регулятор не подтвердит, что он стабилизировался на новой целевой температуре.
- Шаг 4: Калибровка давления (10 минут). Пневматический ход вниз должен быть точно отрегулирован с учетом высоты новой бутылки и толщины новой матрицы, обеспечивая идеальное давление без сдавливания контейнера.
На этот процесс обычно тратится от 80 до 95 минут чистого мертвого времени. Теперь применим это к сценарию заводского цеха: Предприятие работает по очень гибкому графику, требующему 3 смены продукции в день. Используя кондукционную машину, завод ежедневно жертвует более 4 часов производственного времени, ожидая, пока металл нагреется и остынет. Если совокупная стоимость простоя линии (зарплата оператора, накладные расходы и упущенная выгода) консервативно оценивается в $500 в час, то этот "дешевый" кондукционный запайщик активно сжигает $2,000 каждый день. В течение нескольких коротких месяцев непомерные операционные расходы полностью перекрывают первоначальную экономию на капитальных затратах, связанную с отказом от покупки индукционной машины.
Совместимость контейнеров: Когда кондукция - единственный выбор (и когда она не работает)
Несмотря на эксплуатационные недостатки, важно отметить, что кондуктивное уплотнение не является устаревшим. Она остается жизненно важной технологией, поскольку в некоторых специфических инженерных сценариях она является только жизнеспособное решение. И наоборот, есть сценарии, в которых применение кондуктивной герметизации - это рецепт абсолютной катастрофы.
Сладкое пятно: Плоские диафрагмы, нестандартные формы и металлические колпачки
Поскольку для работы индукции необходимы магнитные поля и винтовые крышки, кондукция остается бесспорным чемпионом в тех случаях, когда эти условия отсутствуют. Абсолютная область применения кондукционного уплотнения включает:
- Плоское мембранное уплотнение (без колпачка): Самый классический пример - стаканчик для йогурта, капсула для разовой порции кофе или чаша для лапши быстрого приготовления. Здесь нет завинчивающейся крышки, которая удерживала бы фольгу во время индукции. Здесь обязательно используется кондукция, поскольку нагретая матрица физически прижимает предварительно вырезанную фольгу непосредственно к ободку оголенного контейнера.
- Всего металлических затворов: Если в вашем изделии используется массивная стальная или толстая алюминиевая крышка, индукционная герметизация становится физически невозможной. Металлическая крышка будет поглощать электромагнитное поле, перегревая саму крышку и потенциально расплавляя резьбу, в то время как магнитное поле не сможет достичь вкладыша внутри. Кондукция - единственный способ провести тепло через металлическую крышку.
- Некруглые и крайне нечетные формы: Индукционные катушки генерируют однородные круговые или эллиптические магнитные поля. Если вы запечатываете сложный квадратный контейнер с острыми углами или бутылку уникальной формы, вихревые токи будут распределяться неравномерно, что приведет к образованию холодных зон и протечек по углам. Кондукционные матрицы могут быть изготовлены с высокой точностью, чтобы идеально соответствовать любому геометрическому профилю.
Когда вы идете по проходу супермаркета и видите стеклянные бутылки кофе Starbucks премиум-класса с металлическими крышками из жести или холодильные чаши для готовых салатов уникальной формы с пленочными уплотнителями, вы наблюдаете необходимое применение технологии кондукции.

Ловушка допусков для стеклянной кромки (проблемы между жесткими и жесткими элементами)
Однако существует серьезное инженерное "слепое пятно", которое редко обсуждается в брошюрах: Опасность "контакта жесткого с жестким". Это особенно опасно при попытке использовать кондуктивную герметизацию для стеклянных контейнеров.
При производстве стекла ни одна бутылка не бывает идеально безупречной. Финиш" (верхняя уплотнительная кромка стеклянной банки) по своей природе содержит микроскопические неровности и допуски по размерам - крошечные холмы и долины размером в доли миллиметра. Когда идеально плоский, жесткий стальной штамп прижимается к жесткой, слегка неровной стеклянной кромке, законы физики ставят перед нами ужасную дилемму.
Если пневматическое давление слишком низкое, жесткий металл будет соприкасаться только с "холмами" стеклянной кромки, оставляя "долины" нетронутыми. В результате происходит недостаточная теплопередача, неполное расплавление и образование микроскопических каналов, которые сразу же приводят к микроутечкам и порче. И наоборот, если оператор резко увеличивает пневматическое давление, пытаясь прижать металлическую плоскую поверхность к неровному стеклу, чтобы закрыть эти зазоры, сила жесткости легко превышает конструктивные пределы контейнера, что приводит к катастрофическому разрушению стекла прямо на производственной линии. Поскольку кондукция требует огромного физического усилия, она по своей природе неблагоприятна для контейнеров с плохими допусками на размеры.
Контроль параметров: Оптимизация окна герметизации для нулевых микропротечек
Если специфика вашего продукта - например, десертной баночки без крышки или продукта с металлической крышкой - указывает на то, что кондуктивная герметизация является единственным способом продвижения вперед, выживание зависит от тонкой калибровки машины. Создание надежного процесса требует глубокого понимания поведения полимеров и термодинамики.
Баланс золотого треугольника: Время, температура и давление
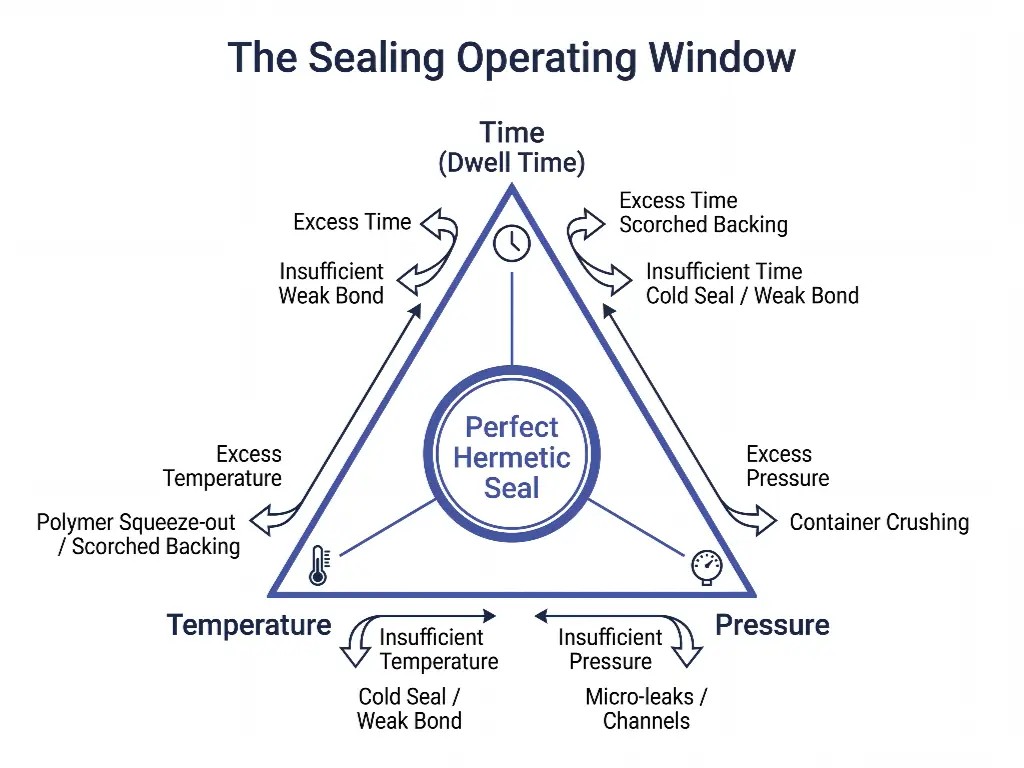
В упаковочной технике мы называем допустимый диапазон настроек машины "рабочим окном". Для кондукционного запаивания это окно определяется строгим взаимодействием времени, температуры и давления. Эти три параметра неразрывно связаны между собой; вы не можете изменить один из них, не компенсировав другой.
Частой ошибкой неопытных операторов линий является попытка искусственно увеличить скорость производства (уменьшив время выдержки), просто повернув регулятор температуры выше. Это приводит к серьезному дисбалансу параметров. Хотя клеевой слой может плавиться быстрее, чрезмерное нагревание часто приводит к "выжженной подложке" - выжиганию бумажного или полимерного верхнего слоя подложки, разрушению барьерных свойств и созданию эстетичного вида. Кроме того, чрезмерная температура в сочетании с высоким давлением приводит к "выдавливанию", когда жидкий полимер с силой выталкивается из пространства между кромкой и фольгой, образуя грязные нити, загрязняющие матрицу и приводящие к слабым, хрупким уплотнениям.
И наоборот, недостаточная температура или давление приводят к появлению "холодных пломб", когда полимер просто становится липким, но не сшивается с материалом контейнера, что позволяет отклеить пломбу с нулевым сопротивлением. Поиск "золотого треугольника" требует терпеливого, эмпирического тестирования каждой новой партии упаковочных материалов.
Подбор материалов для облицовки к источнику тепла
Тип приобретаемой подложки для запечатывания так же важен, как и сама машина. Поскольку тепловые градиенты совершенно разные, вы должны убедиться, что материалы, из которых изготовлена подложка, специально разработаны для теплопроводности.
Различные полимеры обладают совершенно разными температурами плавления. Полиэтилен (ПЭ) плавится относительно легко, в то время как полипропилен (ПП) и полиэтилентерефталат (ПЭТ) требуют значительно большей тепловой энергии. Это критическое предупреждение для команд, занимающихся закупками: Никогда не думайте, что можно использовать оставшиеся вкладыши для индукционных плит в кондукционной машине. Индукционные подложки предназначены для поглощения тепла изнутри от слоя фольги, излучаемого наружу. Для кондукционных подложек требуются специальные термостойкие подложки, предназначенные для прямого контакта с металлической плитой с температурой 200°C без плавления, прилипания к матрице или разрыва. Использование неправильного материала приведет к немедленному загрязнению нагретой плиты, что заставит остановить линию для тщательной очистки и зачистки.
Матрица решений инженера: Выбор правильной технологии для вашей линии
Матрица принятия решений "если - то"
В конечном счете, выбор технологии уплотнения не должен основываться на произвольных предпочтениях или стоимости базового оборудования, а скорее на жесткой, основанной на данных оценке архитектуры вашего конкретного изделия и эксплуатационных целей. Чтобы упростить этот сложный инженерный выбор, воспользуйтесь этой матрицей:
- ЕСЛИ Ваша упаковка включает в себя контейнеры без крышки (плоские мембраны), требует цельнометаллических крышек или использует экстремальные некруглые геометрические формы... Затем кондуктивное уплотнение это ваше обязательное, продуманное решение.
- ЕСЛИ На вашем предприятии требуется высокая производительность (>100 CPM), непрерывная поточная работа, использование стандартных пластиковых винтовых крышек или максимальная энергоэффективность... Затем индукционная герметизация является неоспоримым преимуществом.
Общепринятое экспертное правило: если по производственному графику ваша линия должна переналаживаться более двух раз в день, или если стандарты контроля качества требуют допуска на дефекты/протечки менее 0,1%, вам следует немедленно отказаться от идеи использования традиционного кондукторного оборудования с одной головкой и обратиться за консультацией к комплексному специалисту. Руководство по покупке машины для индукционной запайки чтобы перераспределить бюджет в пользу высокоавтоматизированных и гибких производственных решений.
Однако существует важный логический шаг, который упускают многие руководители предприятий. Когда вы обнаруживаете, что бесконечно настраиваете параметры температуры, давления и времени на одной станции запечатывания, но все равно не можете достичь необходимого показателя OEE или количества дефектов, проблема редко кроется в самой машине для запечатывания. Истинное "узкое место" почти всегда кроется в отсутствии синхронизации между процессами розлива и запечатывания. Это особенно важно для операций с высокой добавленной стоимостью. Если вы перерабатываете чувствительные порошковые продукты (например, детские смеси или сывороточный протеин), которые несут серьезный риск взрыва пыли и требуют строгого контроля остаточного кислорода, или если вы упаковываете влажные продукты (например, корма для домашних животных или готовые блюда), требующие строгой стерилизации в реторте, зацикливаться на отдельной машине для запечатывания - бесполезное занятие. Эти сложные продукты требуют комплексного подхода, включающего в себя пылезащищенное наполнение, вакуумную азотную промывку и высокопрочную герметизацию, которые работают в идеальном унисон.
Не знаете, требуется ли для вашего уникального контейнера кондукция или его можно оптимизировать для высокоскоростной индукции?
Хватит гадать с параметрами. Отправьте образцы вашей тары и материалов в нашу лабораторию упаковки. Мы проведем бесплатное комплексное испытание герметичности и разработаем план действий для вашей производственной линии.
Свяжитесь с нашей командой


