Atualização da sua linha de embalagem: A selagem por condução ainda vale a pena?
No atual cenário hiper-competitivo da indústria transformadora, Eficácia global do equipamento (OEE) dita a rentabilidade de uma instalação, e a estação de selagem surge frequentemente como o ponto de estrangulamento crítico e o culpado por detrás das dispendiosas reclamações dos clientes. Ao atualizar o equipamento, os engenheiros e gestores de instalações enfrentam um dilema clássico: manter a tradicional e aparentemente rentável "Selagem por Condução" ou fazer a transição para a selagem de alta velocidade Vedação por indução sistemas? Embora a selagem por condução tenha mantido uma forte posição devido aos seus princípios mecânicos simples e ao baixo investimento inicial, a matriz de avaliação muda drasticamente quando se muda o foco da fatura de compra inicial para o registo operacional de cinco anos do chão de fábrica.
Quando se tem em conta os limites máximos de produção, os tempos de paragem excruciantes, as taxas de desperdício de material e o trabalho manual intensivo necessário para a manutenção diária, será que a vedação por condução ainda justifica o seu lugar numa linha de fabrico moderna e flexível? Este guia de engenharia abrangente elimina os argumentos de marketing padrão dos fornecedores para analisar objetivamente os mecanismos físicos subjacentes à vedação por condução. Exploraremos os seus insubstituíveis pontos fortes, exporemos as suas armadilhas fatais de engenharia e forneceremos os dados concretos necessários para determinar se esta tecnologia ainda é a mais adequada para os seus requisitos específicos de embalagem.
O que é vedação por condução? Compreender o mecanismo de transferência direta de calor
Para tomar uma decisão informada relativamente à maquinaria de embalagem, temos primeiro de estabelecer uma base técnica clara. A selagem por condução não é uma tecnologia proprietária de "caixa negra"; é antes uma aplicação direta da termodinâmica fundamental. Na sua essência, a selagem por condução baseia-se na transferência térmica direta e física para fundir uma camada de polímero e ligá-la à abertura de um recipiente.
As 4 fases da vedação por condução
Ao contrário dos métodos de selagem sem contacto, a condução requer uma ligação física absoluta entre a máquina e o material de embalagem. A sequência física desta operação pode ser objetivamente dividida em quatro fases distintas:
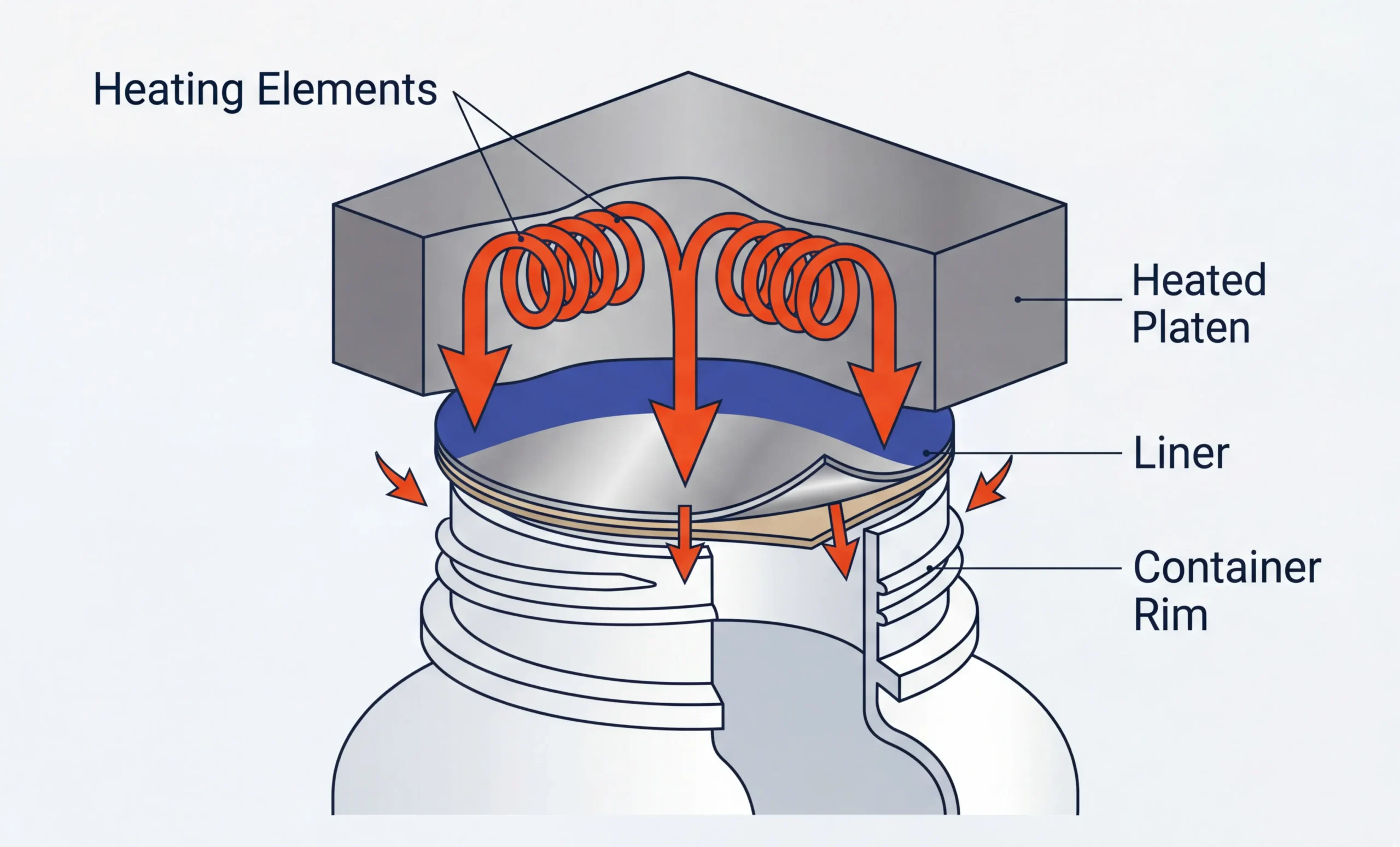
- Geração de calor: Um elemento de aquecimento elétrico interno gera continuamente energia térmica, aumentando a temperatura de uma placa de metal sólido para um ponto de ajuste preciso e pré-determinado.
- Atuação física: Um cilindro mecânico ou pneumático acciona a cabeça de selagem aquecida para baixo, pressionando-a firmemente contra a parte superior do recipiente e o revestimento de selagem.
- Transferência térmica: A energia térmica viaja diretamente da superfície metálica quente, penetrando através das camadas exteriores do material de selagem (como a folha ou o suporte de papel) por contacto físico direto.
- Fusão e cura de polímeros: O calor atinge a camada inferior do polímero termo-selante, elevando-a acima do seu ponto de fusão. Quando a cabeça aquecida se retrai, o polímero arrefece rapidamente e solidifica, formando uma vedação hermética com o rebordo do recipiente.
A compreensão deste processo realça a necessidade absoluta de três variáveis críticas que impulsionam a operação: Temperatura, Pressãoe Tempo de espera. Enquanto que a temperatura e a pressão são de certa forma ajustáveis, Tempo de espera- a duração física real que a cabeça aquecida deve permanecer em contacto com a folha - é uma lei inevitável da física. Como os polímeros são isolantes térmicos naturais, a transferência de calor é inerentemente lenta. Na maioria das aplicações industriais, uma seladora por condução requer um tempo de permanência física entre 1,0 e 3,0 segundos para obter uma selagem hermética fiável.
Para concetualizar isto num cenário quotidiano familiar, considere o funcionamento de uma máquina de laminação normal de escritório ou a utilização de um ferro de engomar doméstico para aplicar um autocolante de transferência de calor numa t-shirt. Não se pode simplesmente bater com o ferro quente contra o tecido e esperar que a cola se fixe. Tem de pressionar o ferro com firmeza (pressão) e mantê-lo assim durante vários segundos (tempo de espera) para permitir que o calor penetre nas camadas e derreta a cola (temperatura). Se algum destes três elementos estiver em falta, a colagem falha. O contacto físico direto e o tempo adequado são os pré-requisitos não negociáveis para a transferência de calor por condução.
Selagem por condução vs. selagem por indução: Uma comparação técnica cabeça-a-cabeça
O debate entre a selagem por condução e a selagem por indução é frequentemente reduzido a um argumento demasiado simplificado de "qual a melhor máquina". No entanto, do ponto de vista da engenharia, nenhuma das tecnologias é inerentemente superior no vácuo. O verdadeiro diferenciador reside na forma como os respectivos mecanismos de geração de calor ditam os cenários de aplicação adequados. Ao desconstruir objetivamente a tecnologia, elevamos a discussão das especificações básicas da máquina para uma arquitetura de processo de alto nível.
Os mecanismos de geração de calor: Aquecimento Externo vs. Interno
A diferença mais profunda entre as duas tecnologias é o fluxo direcional da energia térmica.
Vedação por condução (aquecimento externo)
Conforme estabelecido, a condução é um processo "de fora para dentro". Baseia-se em condução térmica direta. Um bloco de metal maciço é aquecido a uma temperatura elevada, e esse calor é empurrado à força através das camadas superiores do material de embalagem até atingir a camada adesiva na parte inferior. A fonte de calor é completamente externa à embalagem.
Analogia: É como cozinhar um ovo numa frigideira. O calor deve ser transferido lentamente para cima através do fundo.
Selagem por indução (aquecimento interno)
A indução, pelo contrário, é um processo "de dentro para fora". É um processo completamente sem contacto tecnologia que utiliza um Campo eletromagnético. As ondas magnéticas passam inofensivamente através da tampa de plástico e induzem correntes de Foucault exclusivamente no interior da camada de folha de alumínio, derretendo o revestimento de polímero a partir do interior.
Analogia: É como aquecer um ovo num micro-ondas. A energia excita diretamente as moléculas no interior, provocando um rápido aquecimento interno.
Velocidade de produção e limites de eficiência da linha
Uma vez que os mecanismos fundamentais de geração de calor são tão diferentes, as suas respectivas capacidades numa linha de produção de alta velocidade existem em estratosferas completamente diferentes. A física inescapável do "tempo de espera" actua como um limite máximo para o rendimento dos sistemas de condução.
| Métrica (dimensão de avaliação) | Vedação por condução | Vedação por indução |
|---|---|---|
| Velocidade máxima da linha | Lento a moderado (normalmente 30 - 60 CPM por cabeça) | Elevado a Ultra-elevado (facilmente 100 - 300+ CPM) |
| Funcionamento contínuo | Intermitente/Stop-and-Go (Requer que os contentores façam uma pausa para uma pressão física) | Contínuo/em linha (os contentores movem-se ininterruptamente no transportador) |
| Tempo de aquecimento / arrefecimento | Extenso (requer mais de 30 minutos para aquecer placas de metal pesado) | Instantâneo (a eletrónica de estado sólido não necessita de aquecimento) |
Para traduzir estas especificações em matemática de fábrica do mundo real, considere uma instalação com a tarefa de cumprir uma quota diária de 100.000 garrafas num turno normal de 8 horas. Isto requer uma produção sustentada de aproximadamente 208 contentores por minuto (CPM).
Uma seladora por indução em linha contínua padrão pode lidar com este requisito de 208 CPM sem esforço, ocupando cerca de um a dois metros de espaço no transportador. Para atingir exatamente o mesmo resultado utilizando a selagem por condução, a física do tempo de permanência de 1,5 segundos não pode ser contornada. Uma única cabeça de condução atinge um máximo de cerca de 40 CPM. Por conseguinte, para atingir 208 CPM, a instalação teria de investir num sistema de condução rotativo maciço, com várias cabeças, contendo 6 a 8 estações de selagem individuais. Isto não só aumenta exponencialmente a complexidade mecânica e os requisitos de manutenção, como também consome uma grande quantidade de espaço no chão de fábrica, altamente dispendioso, apenas para igualar a produção de uma única bobina de indução compacta.
Avaliando o verdadeiro ROI: CAPEX vs. OPEX em sistemas de condução
Ao apresentar opções de equipamento ao departamento financeiro, a selagem por condução parece muitas vezes incrivelmente apelativa no papel. No entanto, avaliar o retorno do investimento (ROI) com base apenas nas despesas de capital (CAPEX) é uma armadilha perigosa que oculta o sangramento operacional a longo prazo no chão de fábrica. Para compreender verdadeiramente o custo, temos de analisar as despesas operacionais (OPEX).
A ilusão de despesas de capital iniciais reduzidas (CAPEX)
É um facto objetivo que a máquina de base (chassis simples) de uma seladora de condução pneumática de cabeça única é significativamente mais barata do que um sistema de selagem por indução de estado sólido, arrefecido a água. Para uma empresa em fase de arranque ou para uma instalação que produza um único produto em pequenos volumes, esta baixa barreira à entrada é altamente atractiva.
No entanto, os custos ocultos residem no "ecossistema de ferramentas" necessário. A selagem por condução requer Matrizes de aquecimento personalizadas. Uma vez que a cabeça metálica tem de corresponder perfeitamente ao diâmetro e contorno exactos do rebordo do recipiente para aplicar uma pressão uniforme, cada tamanho de garrafa distinto requer a sua própria cabeça de vedação metálica maquinada com precisão por CNC. Além disso, o acionamento constante depende de Sistemas pneumáticos (compressores de ar, cilindros e válvulas) que requerem manutenção contínua, lubrificação e eventual substituição devido ao desgaste mecânico.
A aquisição de uma seladora por condução é muito semelhante à compra de uma impressora a jato de tinta barata. A impressora em si é altamente subsidiada e barata, mas o utilizador é obrigado a comprar cartuchos de tinta proprietários e altamente dispendiosos (matrizes de aquecimento personalizadas) para o resto da vida operacional da máquina. Se a sua linha de produtos se expandir para incluir cinco novos formatos de garrafas no próximo ano, tem de encomendar e comprar cinco novos blocos de aquecimento personalizados.
O assassino de OEE: Mudanças de ferramentas e atrasos no aquecimento
Embora o custo das matrizes personalizadas seja doloroso, não é nada comparado com o impacto devastador que a selagem por condução tem no tempo de atividade da máquina durante as mudanças de produto. Na embalagem por contrato moderna ou no fabrico ágil, uma linha pode ter de mudar de tamanho de recipiente várias vezes por dia.
Vamos decompor rigorosamente o cronograma de uma troca de ferramentas de condução padrão:
- Etapa 1: Arrefecimento (30 a 45 minutos). O bloco de aquecimento metálico existente está a uma temperatura escaldante de 200°C. Antes de um técnico poder desaparafusá-lo e removê-lo com segurança sem correr o risco de sofrer queimaduras graves, a máquina tem de ser desligada e deixada a dissipar naturalmente o calor.
- Etapa 2: Troca de ferramentas físicas (10 minutos). O operador desparafusa a cabeça antiga, alinha a nova matriz personalizada e encaixa-a no conjunto pneumático.
- Etapa 3: Aquecimento e estabilização (30 minutos). A máquina é ligada novamente. O novo bloco de metal denso deve absorver lentamente o calor até que o controlador PID interno confirme que estabilizou na nova temperatura alvo.
- Passo 4: Calibração da pressão (10 minutos). O curso pneumático descendente deve ser reajustado com precisão para ter em conta a altura da nova garrafa e a espessura do novo molde, garantindo uma pressão perfeita sem esmagar o recipiente.
Este processo consome habitualmente entre 80 a 95 minutos de puro tempo morto. Agora, aplique isto a um cenário de chão de fábrica: Uma fábrica tem um horário altamente flexível, exigindo 3 mudanças de produto por dia. Utilizando uma máquina de condução, a fábrica está a sacrificar mais de 4 horas de tempo de produção diária apenas à espera que o metal fique quente e frio. Se o custo combinado do tempo de inatividade da linha (salários dos operadores, despesas gerais e perda de lucro da produção) for estimado, de forma conservadora, em $500 por hora, esta máquina de selagem por condução "barata" está a queimar ativamente $2.000 todos os dias. Em poucos meses, o exorbitante OPEX eclipsa completamente as poupanças iniciais de CAPEX por não comprar uma máquina de indução.
Compatibilidade de contentores: Quando a condução é a única opção (e quando falha)
Apesar dos inconvenientes operacionais, é fundamental afirmar que a vedação por condução não é obsoleta. Continua a ser uma tecnologia vital porque, em certos cenários de engenharia muito específicos, é a apenas solução viável. Por outro lado, há cenários em que a aplicação da vedação por condução é uma receita para o desastre absoluto.
O ponto ideal: Diafragmas planos, formas estranhas e tampas de metal
Como a indução depende de campos magnéticos e tampas de rosca para funcionar, a condução continua a ser a campeã indiscutível em aplicações onde estes pré-requisitos estão ausentes. O domínio absoluto da selagem por condução inclui:
- Vedação de membrana plana (sem tampa): O exemplo mais clássico é o copo de iogurte, a cápsula de café de dose única ou a taça de massa instantânea. Não existe uma tampa de rosca para segurar a folha de alumínio durante a indução. A condução é obrigatória neste caso, uma vez que a matriz aquecida pressiona fisicamente a folha de alumínio pré-cortada diretamente sobre a borda do recipiente vazio.
- Total de fechos metálicos: Se o seu produto utilizar uma tampa de aço sólido ou de alumínio espesso, a vedação por indução torna-se fisicamente impossível. A tampa metálica absorverá o campo eletromagnético, sobreaquecendo a própria tampa e, potencialmente, derretendo as roscas, enquanto o campo magnético não consegue atingir o revestimento interior. A condução é a única forma de conduzir o calor através de uma tampa metálica.
- Formas não redondas e formas extremamente ímpares: As bobinas de indução geram campos magnéticos circulares ou elípticos uniformes. Se estiver a selar um recipiente quadrado complexo, com cantos afiados, ou uma garrafa de formato único, as correntes de Foucault não se distribuirão uniformemente, dando origem a pontos frios e fugas nos cantos. As matrizes de condução podem ser fabricadas com precisão para se adaptarem perfeitamente a qualquer perfil geométrico.
Quando se percorre um corredor de supermercado e se vêem garrafas de vidro de café Starbucks de qualidade superior com tampas de metal estanhado, ou tigelas de salada refrigeradas prontas a consumir com formas únicas e seladas com película, está-se a observar a aplicação necessária da tecnologia de condução.

A armadilha da tolerância do lábio de vidro (Desafios de rígido para rígido)
No entanto, existe um grave ponto cego de engenharia que raramente é discutido nas brochuras: O perigo do "Contacto Rígido com Rígido". Isto é particularmente devastador quando se tenta utilizar a vedação por condução em recipientes de vidro.
No fabrico de vidro, nenhuma garrafa é perfeitamente perfeita. O "acabamento" (o lábio superior de vedação do frasco de vidro) contém inerentemente ondulações microscópicas e tolerâncias dimensionais - pequenos montes e vales que medem fracções de um milímetro. Quando um molde de condução de aço rígido e perfeitamente plano é pressionado sobre um lábio de vidro rígido e ligeiramente irregular, as leis da física apresentam um terrível dilema.
Se a pressão pneumática for demasiado baixa, o metal rígido só entrará em contacto com as "colinas" do rebordo de vidro, deixando os "vales" intocados. O resultado é uma transferência de calor insuficiente, fusão incompleta e canais microscópicos que levam a micro-fugas e deterioração imediatas. Por outro lado, se um operador aumentar agressivamente a pressão pneumática na tentativa de forçar o metal plano contra o vidro irregular para fechar essas lacunas, a força rígida contra rígida excede facilmente os limites estruturais do recipiente, resultando numa quebra catastrófica do vidro diretamente na linha de produção. Como a condução requer uma força física imensa, ela é inerentemente hostil a recipientes com baixa tolerância dimensional.
Controlo de parâmetros: Otimização da janela de vedação para zero micro-fendas
Se o perfil específico do seu produto - como uma cuba de sobremesa sem tampa ou um produto com uma tampa metálica - determinar que a selagem por condução é o único caminho a seguir, a sobrevivência depende do domínio da delicada calibração da máquina. O estabelecimento de um processo fiável requer um conhecimento profundo do comportamento dos polímeros e da dinâmica térmica.
Equilibrar o Triângulo Dourado: Tempo, temperatura e pressão
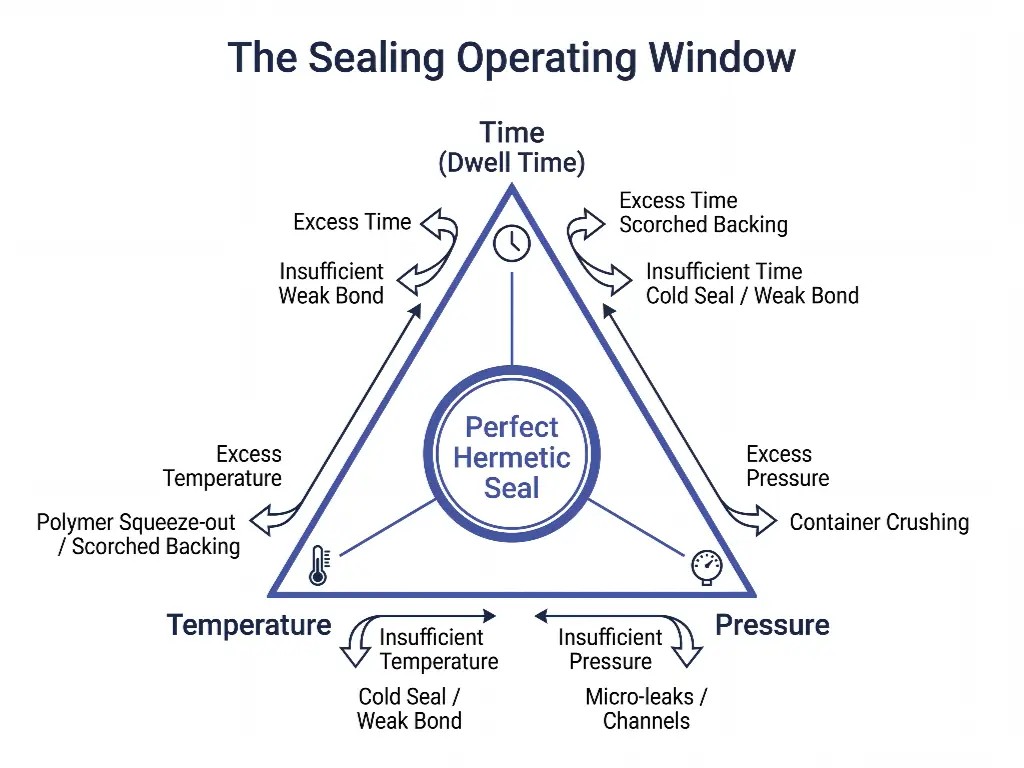
Na engenharia de embalagem, referimo-nos à gama aceitável de definições da máquina como a "Janela de funcionamento". Para a selagem por condução, esta janela é definida pela interação rigorosa entre Tempo, Temperatura e Pressão. Estes três parâmetros estão intrinsecamente ligados; não é possível alterar um sem compensar com outro.
Um erro comum cometido por operadores de linha inexperientes é tentar aumentar artificialmente a velocidade de produção (reduzindo o Tempo de Espera) simplesmente aumentando o seletor de Temperatura. Isto provoca um desequilíbrio grave dos parâmetros. Embora a camada adesiva possa derreter mais rapidamente, o calor excessivo causa frequentemente "Scorched Backing" - queimando o papel ou a camada superior de polímero do liner, destruindo as propriedades de barreira e criando uma estética queimada. Para além disso, a temperatura excessiva combinada com uma pressão elevada leva ao "Squeeze-out", em que o polímero líquido é violentamente empurrado para fora entre o rebordo e a folha, criando fios confusos que contaminam o molde da ferramenta e conduzem a vedações fracas e quebradiças.
Por outro lado, uma temperatura ou pressão insuficientes conduzem a "selos frios", em que o polímero apenas se torna pegajoso, mas não consegue estabelecer uma ligação cruzada com o material do recipiente, permitindo que o selo seja retirado sem qualquer resistência. Encontrar o triângulo dourado requer testes empíricos e pacientes para cada novo lote de materiais de embalagem.
Correspondência dos materiais de revestimento com a fonte de calor
O tipo de revestimento de selagem que adquire é tão importante como a própria máquina. Uma vez que os gradientes térmicos são completamente diferentes, deve assegurar-se de que os materiais de revestimento são explicitamente concebidos para a condução de calor.
Os diferentes polímeros possuem pontos de fusão muito diferentes. O polietileno (PE) funde-se com relativa facilidade, enquanto o polipropileno (PP) e o politereftalato de etileno (PET) requerem uma energia térmica significativamente mais elevada. Um aviso importante para as equipas de aquisição: Nunca parta do princípio de que pode utilizar os restos de forras de selagem por indução numa máquina de condução. Os revestimentos por indução são concebidos para absorver o calor internamente a partir da camada de folha metálica que irradia para o exterior. Os revestimentos por condução requerem suportes especializados resistentes ao calor, concebidos para suportar o contacto direto com uma placa metálica a 200°C sem derreter, colar à matriz ou rasgar. A utilização do material errado resultará na contaminação imediata da placa aquecida, forçando a paragem da linha para uma raspagem e limpeza extensivas.
A Matriz de Decisão do Engenheiro: Selecionar a tecnologia certa para a sua linha
A matriz de decisão "se-então"
Em última análise, a escolha da tecnologia de selagem nunca se deve basear numa preferência arbitrária ou no custo base da máquina, mas sim numa avaliação rígida e orientada por dados da arquitetura específica do seu produto e dos seus objectivos operacionais. Para simplificar esta complexa escolha de engenharia, utilize esta matriz:
- IF a sua embalagem envolve recipientes sem tampa (diafragmas planos), requer fechos metálicos completos ou utiliza formas geométricas extremas não redondas... ENTÃO Vedação por condução é a sua solução obrigatória e projectada.
- IF A sua instalação exige um rendimento de alta velocidade (>100 CPM), requer um funcionamento contínuo em linha, utiliza tampas de rosca de plástico padrão ou exige a máxima eficiência energética... ENTÃO, selagem por indução é a escolha indiscutivelmente superior.
Regra prática amplamente aceite pelos especialistas: se o seu programa de produção ditar que a sua linha tem de ser submetida a mudanças de ferramentas mais de duas vezes por dia, ou se as suas normas de controlo de qualidade exigirem uma tolerância de defeito/fuga inferior a 0,1%, deve abandonar imediatamente a ideia do equipamento de condução tradicional de cabeça única e consultar um Guia de compra da máquina de selagem por indução para orientar o seu orçamento para soluções de produção altamente automatizadas e flexíveis.
No entanto, há um salto lógico crucial que muitos gestores de fábricas não conseguem dar. Quando se dá por si a ajustar incessantemente os parâmetros de temperatura, pressão e tempo de uma única estação de selagem e, mesmo assim, não consegue atingir o OEE ou as taxas de defeitos de que necessita, o problema subjacente raramente é a própria máquina de selagem. O verdadeiro estrangulamento reside quase sempre na falta de sincronização entre o enchimento a montante e a selagem a jusante. Isto é particularmente crítico para operações de elevado valor. Se estiver a processar produtos em pó sensíveis (como fórmulas para lactentes ou proteínas de soro de leite) que acarretam riscos graves de explosão de poeiras e exigem um controlo rigoroso do oxigénio residual, ou se estiver a embalar alimentos húmidos (como alimentos para animais de estimação ou refeições prontas) que exigem uma esterilização rigorosa por retorta, ficar obcecado com uma máquina de selagem autónoma é um exercício fútil. Estes produtos complexos requerem uma abordagem holística que englobe o enchimento à prova de pó, a descarga de azoto a vácuo e a selagem de elevada integridade, tudo a funcionar em perfeita harmonia.
Não tem a certeza se o seu recipiente único requer condução ou se pode ser optimizado para indução a alta velocidade?
Deixe de adivinhar os seus parâmetros. Envie amostras dos seus contentores e materiais para o nosso laboratório de embalagens. Efectuaremos um teste de vedação hermética completo e gratuito e definiremos um plano de ação para a sua linha de produção.
Contactar a nossa equipa


