Explicação do tamanho das etiquetas de latas: Fórmulas exactas e tolerâncias da máquina
No mundo de alto risco das embalagens comerciais de bebidas e alimentos, um erro de cálculo de apenas 1/8 de polegada não é apenas uma falha de design - é uma falha de produção catastrófica. Quer esteja a gerir uma fábrica de cerveja artesanal, uma torrefação de café especial ou uma instalação automatizada de enlatamento de alimentos, adivinhar as dimensões dos rótulos das latas conduz inevitavelmente a um enorme desperdício de material, a um encravamento inaceitável da máquina e a uma estética da marca comprometida.
A viagem de uma prova digital em PDF para um produto físico sem falhas numa prateleira de supermercado está repleta de armadilhas de engenharia ocultas. Variáveis como os limites mecânicos dos aplicadores semi-automáticos, a grave distorção física causada pelos túneis de calor e as mudanças silenciosas na cadeia global de fornecimento de alumínio podem tornar instantaneamente inúteis os "modelos" padrão. As normas de embalagem da indústria estão em constante evolução para responder a estas exigências.
Este guia técnico abrangente ultrapassa os conselhos de design amadores e mergulha diretamente nas realidades industriais da embalagem. Iremos explicar as fórmulas matemáticas exactas para etiquetas de rolo plano, a geometria estrutural das mangas retrácteis, as metodologias precisas para medir latas irregulares e as tolerâncias críticas de entrada na máquina que ditam o seu rendimento de produção. Deixe de adivinhar e comece a conceber a sua embalagem para um fabrico sem defeitos. Salte para a tabela de tamanhos definitiva abaixo para começar.
A melhor tabela de tamanhos de rótulos de latas (bebidas, alimentos e frascos)
Antes de executar qualquer desenho gráfico ou emitir uma ordem de compra ao seu fornecedor de impressão, deve estabelecer a sua estrutura dimensional de base. A seguinte matriz de referência descreve a atual dimensões padrão da indústria para as latas de metal para alimentos, latas de alumínio para bebidas e frascos de vidro mais utilizados. No entanto, como qualquer gestor de produção experiente sabe, estes números são um ponto de partida, não uma garantia universal.
Latas de metal para alimentos (construção de 3 peças)
#10 Lata
#303 Lata
#300 Lata
Latas de alumínio para bebidas (construção de 2 peças)
16 oz Standard
16 oz Sleek
12 oz Standard
12 oz Sleek
8,4 oz Slim
Frascos de vidro
Copo de 16 oz
8 oz Meia caneca
A armadilha mais perigosa que as empresas iniciantes de bebidas enfrentam atualmente envolve a lata de 16 oz. Historicamente, quase todas as latas de 16 oz eram padrão 211 formato. No entanto, devido à escassez periódica de 211 existências, muitos grossistas e empresas de conservas móveis substituíram-nas por Formato 207 (16 oz Sleek). A lata 207 contém exatamente o mesmo volume de líquido, mas consegue-o sendo visivelmente mais estreita em diâmetro e mais alta em altura física.
Se aplicar cegamente um modelo de etiqueta padrão 211 (medindo 8,125 polegadas de largura) a uma lata elegante 207, irá experimentar uma sobreposição física catastrófica. O excesso de material provocará um grave embandeiramento, desalinhamento e encravamentos instantâneos na sua máquina de etiquetagem. Deve verificar o SKU físico exato das latas em branco que chegam ao seu cais de carga antes de aprovar qualquer prova de impressão.
Escolher o formato de etiqueta correto: Rótulos em rolo vs. mangas retrácteis
Antes de tocar num par de paquímetros digitais ou de calcular a circunferência, é necessário fixar definitivamente o processo do material. A geometria fundamental, a metodologia de impressão e as fórmulas matemáticas utilizadas para dimensionar a sua embalagem diferem totalmente consoante esteja a envolver um substrato 2D em torno de um cilindro ou a encolher um tubo 3D num recipiente com contornos.
Rótulos em rolo sensíveis à pressão e sobrevivência de materiais
Os rótulos em rolo sensíveis à pressão (PS) são a espinha dorsal da produção de bebidas e alimentos de pequena e média dimensão. Entregues num revestimento de libertação contínua, estes decalques bidimensionais oferecem uma flexibilidade incrível para marcas com várias unidades de manutenção de stock, permitindo mudanças rápidas de sabor e quantidades mínimas de encomenda (MOQ) relativamente baixas. Como são planos, o cálculo das suas dimensões baseia-se numa geometria plana simples.
A fórmula da largura da etiqueta do rolo mestre
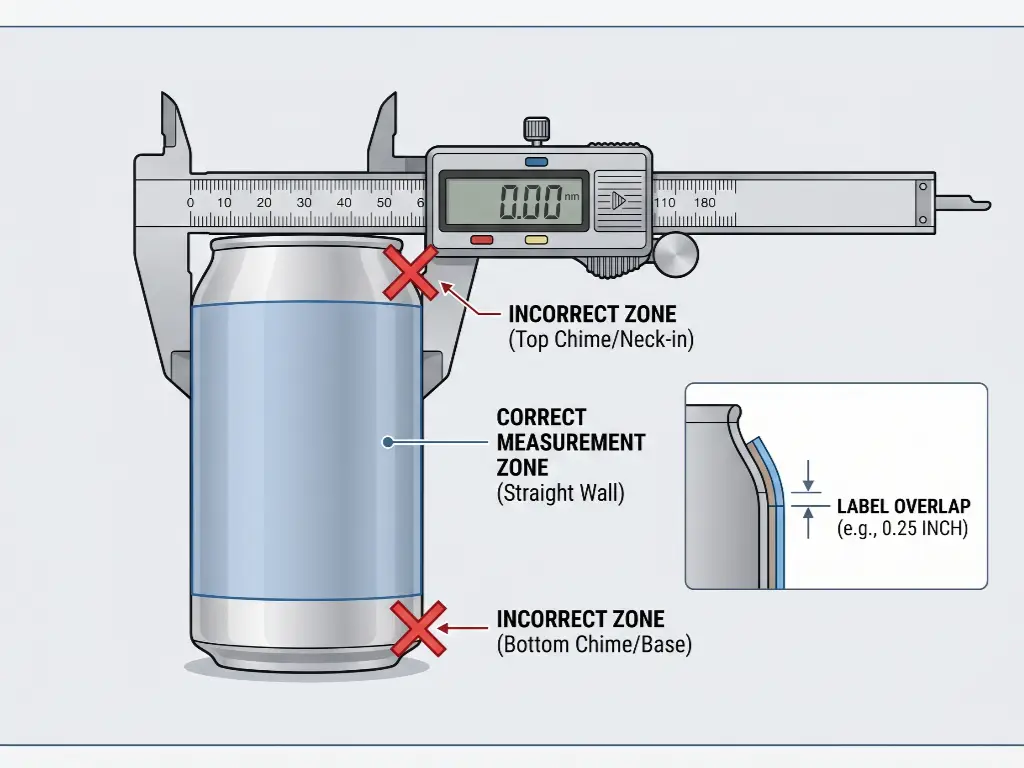
Largura da etiqueta plana = (diâmetro exterior medido × 3,1416) + 0,25″ de sobreposição
Para executar corretamente esta fórmula, é necessário utilizar paquímetros digitais industriais para medir o diâmetro exterior da lata estritamente na sua parede reta secção. Não meça perto das curvas superior ou inferior. Multiplique esse diâmetro exato por Pi (3,1416) para encontrar a sua circunferência matemática perfeita. Finalmente, você deve adicionar a sobreposição. Uma sobreposição de 0,25 polegadas (1/4″) é o padrão dourado absoluto da indústria. Esta sobreposição serve como ponto de ancoragem crítico onde o adesivo agarra a sua própria face, fixando a etiqueta no lugar.
No entanto, o dimensionamento matemático perfeito não significa nada se o material se desintegrar no mundo real. Um ponto crítico de falha para as novas marcas é o "Teste do Balde de Gelo" ou a logística padrão da cadeia de frio. Mover uma bebida enlatada de um frigorífico comercial de 38°F (3°C) para um ambiente de 75°F (24°C) desencadeia uma condensação imediata e agressiva. O exterior da lata de alumínio suará profusamente.
Se utilizar um rótulo de papel normal - mesmo um com um verniz básico - a água penetrará nas fibras do papel, transformando a sua marca de qualidade superior num desastre descascado e polpudo em poucos minutos. Para qualquer produto sujeito a refrigeração ou humidade, é necessário especificar BOPP material. As películas BOPP brancas ou BOPP transparentes, combinadas com um adesivo acrílico agressivo à prova de água e uma laminação UV pesada (mate ou brilhante), repelirão completamente a condensação, garantindo que a identidade da sua marca permanece intacta desde o frigorífico até à mão do consumidor.
Mangas retrácteis: Cobertura de 360 graus e taxas de distorção
Quando uma marca necessita de uma cobertura gráfica de 360 graus, de bordo a bordo, que se adapte perfeitamente às curvas complexas do contentor, as mangas retrácteis são a solução ideal. Fabricadas normalmente a partir de PETG ou de PVC, estas mangas são impressas de forma plana, cosidas num tubo contínuo, colocadas sobre o recipiente e passadas através de um túnel de vapor ou de calor radiante altamente controlado para encolherem contra o metal.
Deitar fora imediatamente a fórmula Pi. As mangas retrácteis não utilizam medidas padrão de largura e altura. Em vez disso, são concebidas utilizando duas métricas totalmente diferentes:
- Largura do plano de assentamento (LFW): A largura do invólucro quando é pressionado completamente plano. É calculada tomando a circunferência mais larga da lata, adicionando uma tolerância de deslizamento (normalmente 2-4 mm para que a manga possa deslizar suavemente sobre a lata) e dividindo por dois.
- Comprimento de corte: O comprimento vertical da manga não encolhida antes de passar pelo túnel de calor. Uma vez que a película encolhe verticalmente e horizontalmente (embora em proporções diferentes), o comprimento de corte deve ser projetado ligeiramente mais longo do que a altura visual final desejada.
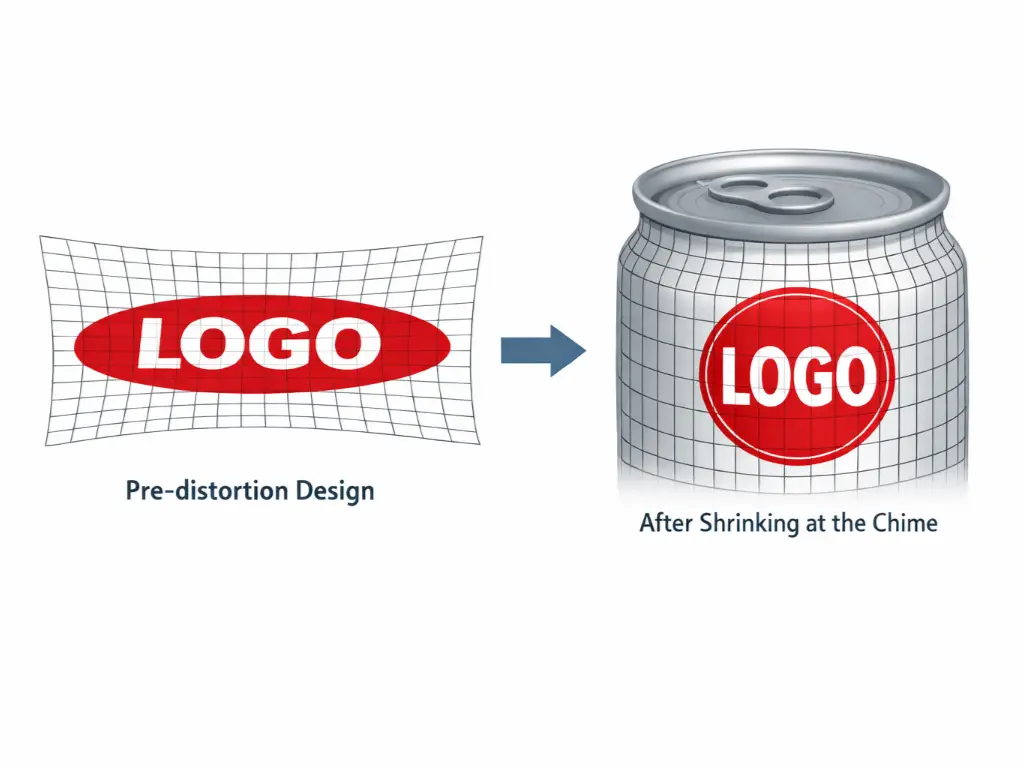
O aspeto mais implacável da conceção de mangas retrácteis é Distorção (taxa de contração). À medida que o tubo de plástico encolhe agressivamente para abraçar as severas curvas para dentro na parte superior e inferior da lata - áreas conhecidas como "Chime" ou "Neck-down" - os gráficos impressos são puxados e esticados. Se colocar um logótipo perfeitamente circular perto do chime no seu ficheiro de design plano, este transformar-se-á numa oval feia e esticada após o túnel de calor. Os engenheiros de embalagem de pré-impressão têm de utilizar software especializado de mapeamento de grelha 3D para "pré-distorcer" intencionalmente o trabalho artístico em sentido inverso, assegurando que, quando o plástico encolhe, os gráficos parecem matematicamente perfeitos à vista do consumidor.
Como medir os tamanhos das etiquetas para latas personalizadas ou irregulares
No momento em que se afasta da lata de bebida cilíndrica padrão, as regras da engenharia de embalagem mudam drasticamente. Os recipientes personalizados e irregulares - tais como latas rectangulares de carne para almoços, latas ovais achatadas de marisco ou baldes industriais altamente cónicos - não podem ser tratados com uma mentalidade de "medir a circunferência e embrulhá-la". A aplicação de substratos tensionados em ângulos geométricos agudos ou curvas complexas pode provocar falhas estruturais catastróficas.
Etiquetas de painel para latas quadradas e planas
As latas quadradas ou rectangulares, normalmente utilizadas para óleos comestíveis de qualidade superior, carnes de almoço e chás especiais, apresentam um desafio físico único. Quando se tenta aplicar uma única etiqueta sensível à pressão contínua em quatro cantos de 90 graus, cria-se uma tensão de "memória" grave na película. O substrato da etiqueta quer naturalmente regressar ao seu estado plano. Com o passar do tempo, ou durante pequenos impactos em caixas de transporte, esta tensão faz com que a etiqueta "embandeire", afastando-se violentamente dos cantos.
A solução profissional consiste em abandonar completamente o invólucro completo e utilizar um Etiqueta do painel frontal e traseiro estratégia (duas decalcomanias separadas). Ao medir a face plana da lata, a largura da etiqueta deve parar definitivamente antes de começa o raio do canto. Uma regra de ouro das embalagens irregulares é "mais estreito é mais seguro". Certifique-se de que a extremidade da etiqueta assenta completamente no plano; se mesmo um milímetro da etiqueta se deslocar para o canto curvo, estará a criar um ponto de alavancagem para descascar e danificar por fricção.
Etiquetas de topo e mangas de cartão para latas de marisco
As latas achatadas e de formato oval - o padrão global para sardinhas, anchovas e caviar de primeira qualidade - sofrem de uma grave falta de espaço vertical. As paredes laterais destas latas têm frequentemente menos de uma polegada de altura e apresentam curvas agressivas e contínuas. É fisicamente impossível, e legalmente não conforme, encaixar as informações nutricionais obrigatórias da FDA/USDA, os códigos de barras e a história da marca nestas paredes laterais microscópicas utilizando adesivos padrão.
Para conquistar esta geometria, as marcas utilizam duas estratégias específicas:
- A etiqueta do painel superior: Uma etiqueta cortada com precisão, aplicada exclusivamente na zona plana e rebaixada da tampa. A medição deve ter em conta o rebordo interior da costura, de modo a que a etiqueta caia perfeitamente na bacia plana, sem subir nos rebordos metálicos.
- A manga de cartão: A solução mais económica e eficaz. Em vez de cola, uma manga de cartão pesado envolve totalmente as dimensões exteriores da lata. Para o calcular, é necessário medir o comprimento total da face superior, da face inferior, de ambas as espessuras laterais e, fundamentalmente, acrescentar uma margem de sobreposição de 15 mm, onde a cola industrial irá unir a manga por baixo.
Aquisição de linhas de demarcação profissionais para latas cónicas
As latas cónicas ou afuniladas (em que o diâmetro superior é mais largo ou mais estreito do que o diâmetro inferior) representam o derradeiro desafio de dimensionamento. Quando um objeto 3D cónico é desenrolado num plano 2D, não forma um retângulo; forma uma forma de leque curvo, matematicamente preciso (um frustum geométrico).
O único protocolo aceitável para latas cónicas é contactar o fabricante do recipiente e exigir o desenho CAD oficial de engenharia. Se este não estiver disponível, o recipiente físico deve ser digitalizado a laser por um engenheiro de embalagens que utilize software CAD para gerar matematicamente uma linha cónica exacta com margem de erro zero.
Compatibilidade de máquinas: Direcções de desenrolamento e tolerâncias de etiquetagem
Um rótulo com um belo design e perfeitamente calculado é completamente inútil se a maquinaria da sua fábrica não o conseguir digerir. A transição do ecrã do designer gráfico para a realidade de uma linha de produção de fiação introduz restrições mecânicas severas. Compreender como as etiquetas são entregues e como as máquinas as aplicam é a barreira final para o sucesso operacional.
Descodificação das posições de desenrolamento do rolo de etiquetas (#1 - #8)
Quando se compram etiquetas em rolo, estas não chegam como folhas soltas; são enroladas firmemente num núcleo de cartão (normalmente com 3 polegadas de diâmetro). A orientação específica do trabalho artístico à medida que se desenrola a partir deste núcleo é conhecida como Direção do relaxamento. A indústria global de embalagens utiliza um sistema numérico normalizado da posição #1 à posição #8.
O seu equipamento de etiquetagem é um sistema rígido. Espera que o rótulo seja alimentado numa orientação muito específica. Para a grande maioria dos rotuladores de latas cilíndricas, a máquina gira a lata verticalmente e envolve o rótulo horizontalmente. Isto significa que o seu máquina de etiquetagem automática ou semi-automática requer fundamentalmente Posição #3 (borda direita à frente) ou Posição #4 (borda esquerda à frente).
Se o gestor de compras não verificar o manual da máquina de etiquetagem e aceitar a predefinição da impressora (que é frequentemente a posição #1, Top Edge Leading), os resultados são desastrosos. A banda de etiquetas será alimentada perpendicularmente à mecânica da máquina. A aplicação de um rolo Top Edge Leading a uma máquina de embalamento horizontal encrava instantaneamente os sensores ópticos ou resulta em 100.000 latas etiquetadas totalmente de lado. A única solução consiste em interromper a produção e pagar a uma equipa para rebobinar manualmente quilómetros de fita de etiquetas.
Tolerâncias de entrada do rolo para etiquetadoras semi-automáticas
Muitas PMEs começam a sua jornada de embalagem utilizando rotuladoras de mesa semi-automáticas, como a omnipresente MT-30. Embora rentáveis, estas máquinas de rolos com base em fricção possuem tolerâncias mecânicas incrivelmente apertadas e são altamente susceptíveis a erros de alimentação humana.
O limite de tensão de sobreposição de 0,25″: Anteriormente, estabelecemos que uma sobreposição de 0,25″ (1/4″) é a norma máxima permitida. A razão reside nos rolos da máquina. Quando o rótulo envolve a lata e se sobrepõe, ele cria uma "colisão" física microscópica que consiste em duas camadas de filme BOPP e adesivo. Se a sua sobreposição exceder 0,25″ - digamos, empurrando para 0,5″ - os rolos aplicadores irão agarrar essa área alargada de dupla espessura durante demasiado tempo. Isto cria um diferencial de tensão severo, fazendo com que o bordo de fuga da etiqueta se torça para baixo, resultando numa espiral feia (Erro de registo) ou bolhas de ar maciças presas sob a película.
O limite do perigo do carrilhão: A altura da sua etiqueta deve ser rigorosamente regulada para se manter dentro do Parede reta da lata. As latas de alumínio apresentam um "Chime" ou "Neck-down" - a transição curva em que o corpo da lata se estreita na tampa superior e na cúpula inferior. É necessário criar um espaço de segurança visual mínimo de 0,125″ (1/8") entre o bordo superior/inferior do rótulo e o início da curva metálica. Se um rolo semi-automático tentar pressionar uma etiqueta BOPP plana e rígida sobre o carrilhão curvo, as leis da física ditam que o material em excesso não tem para onde ir. Dobrar-se-á instantaneamente sobre si próprio, criando uma ruga morta permanente e irreversível, destruindo completamente o valor estético do produto.
Atualização para a Automatização de Precisão
Levapack concentra-se inteiramente no fornecimento de soluções automatizadas de enlatamento e embalagem de alto desempenho para PMEs globais. Substituindo os rolos de fricção erráticos por tecnologia servo-acionada avançada e engenharia de precisão de nível 2μm, os nossos sistemas automatizados de etiquetagem e costura erradicam completamente as rugas induzidas pelo homem e o registo incorreto de sobreposições.
Asseguramos que cada lata que sai da sua linha apresenta uma imagem de marca impecável e de primeira qualidade ao consumidor. Deixe de lutar contra as tolerâncias das máquinas e comece a aumentar a sua produção.



