Resolução de problemas comuns da balança de múltiplos cabeçotes e correcções básicas
Uma balança de múltiplos cabeçotes executa uma série de movimentos sincronizados que incluem vibração mecânica, avaliação da célula de carga e um cálculo ou algoritmo de software pré-programado. Quando a produção é interrompida, o pessoal de manutenção tem de determinar se o problema se deve a uma ligação mecânica, a uma perda de sinais eléctricos ou a um problema de software da máquina. O resto do guia descreve os passos de resolução de problemas da balança de múltiplos cabeçotes relativamente às falhas de base de uma unidade. Se a avaria se estender para além da unidade de pesagem e afetar o equipamento de embalagem a jusante, como as correias transportadoras, os operadores devem consultar um especialista em resolução de problemas da máquina de embalagem referência para restabelecer o fluxo de produção completo.
Resolução de pesos imprecisos e desvio para zero
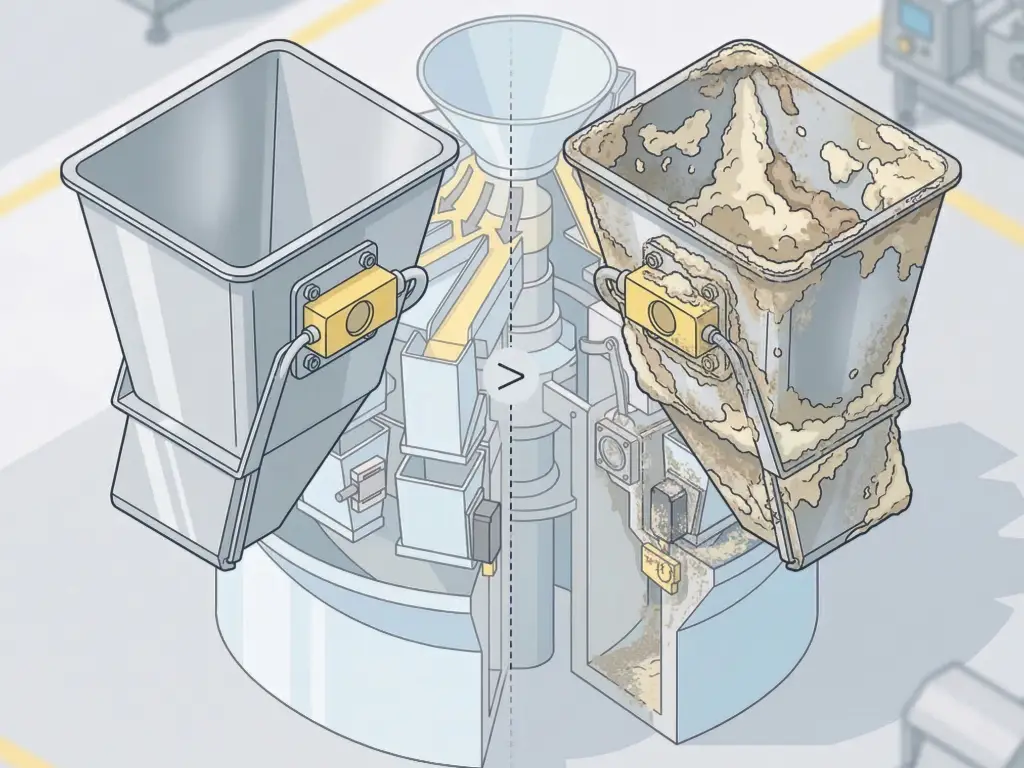
A pesagem imprecisa é a tendência dos baldes individuais para registarem sempre pesos de produtos superiores ou inferiores a um determinado parâmetro. Esta falha cria um problema de conformidade e causa perdas financeiras, afectando negativamente a consistência do produto. A principal causa de falhas mecânicas é a presença de resíduos de material no interior da tremonha de pesagem ou dos baldes. Quando o material adere às paredes de um balde, a célula de carga regista a massa adicionada como parte da nova carga de produto durante o processo de pesagem.
O desvio para zero é um fenómeno elétrico provocado por factores como a mudança de temperatura, as condições ambientais, o excesso de esforço físico ou as vibrações contínuas, que provocam o desvio da tensão de base da célula de carga. Nestes casos, os técnicos devem primeiro esvaziar completamente todos os baldes para evitar derrames. Em seguida, utilizando a interface homem-máquina (HMI) ou o painel de controlo com ecrã tátil, iniciar o processo de colocação em zero automático. Se o ponto zero continuar a não estabilizar, será necessário efetuar uma calibração completa. Para que a calibração seja concluída, deve ser colocado um peso padrão certificado (normalmente 500 g ou 1000 g) em cada balde de pesagem designado e o peso deve ser registado nos sistemas de controlo avançados. Além disso, os operadores têm de se certificar de que a estrutura da célula de carga não está a ser afetada por nada, como uma forte corrente de ar do ar condicionado, um compressor de ar em funcionamento que esteja localizado nas proximidades ou quaisquer outras alterações ambientais que possam causar vibrações.
Correção de problemas do vibrador e bloqueios do alimentador
O sistema de alimentação consiste num vibrador de cone superior principal e em vários pratos vibradores lineares, que dividem igualmente o produto a granel para uma pesagem exacta dos produtos a granel. O primeiro ponto de diagnóstico quando o produto não chega aos baldes de pesagem são os vibradores. Se o vibrador principal não estiver a funcionar, os técnicos devem inspecionar a fonte de alimentação dos relés de estado sólido na placa de acionamento e verificar as ligações dos cabos nos sistemas eléctricos.
Se o vibrador funcionar e o produto não fluir, normalmente as definições de amplitude estão incorrectas ou existe um bloqueio. Podem ocorrer bloqueios no tabuleiro de alimentação quando a taxa de alimentação a granel do elevador de baldes a montante é superior à taxa de dispersão do cone superior, interrompendo o fluxo de produção constante. Neste caso, os técnicos têm de remover o bloqueio manualmente e abrandar a taxa de alimentação. Além disso, é bom verificar a folga física entre o eletroíman e o braço do vibrador. O funcionamento contínuo pode afrouxar os parafusos de montagem, razão pela qual esta folga pode mudar. Para que a folga volte à especificação de distância do fabricante, é utilizado um calibrador de folga padrão. Isto também restaura a frequência e amplitude adequadas das vibrações, para que os alimentadores funcionem de forma óptima.
Correção de avarias na tremonha e no sensor fotoelétrico
Os problemas da tremonha ocorrem quando as portas mecânicas abrem ou fecham de forma irregular. Isto provoca um fluxo de produto muito mau e pode mesmo provocar a descarga do produto prematuramente ou não na altura certa. Isto pode acontecer com as molas de retorno, devido a pouca ou nenhuma lubrificação nas articulações da ligação, se o motor, os cilindros pneumáticos ou os agitadores estiverem avariados. Para abrir as portas, os técnicos terão de agarrar as portas para verificar a resistência. Se o engate estiver preso, é necessário um lubrificante de qualidade alimentar. Se o servo-motor ou o motor de passo produzirem um som agudo, é necessário substituir o controlador ou o motor.
Os sensores fotoeléctricos indicam o nível de produto a granel no topo do cone de dispersão. Se estes sensores falharem, o sistema ficará sem produto ou transbordará. O pó que cobre o sensor ou o alinhamento do sensor que sai da sua posição são os problemas eléctricos mais comuns neste tipo de sistema. Os operadores têm de limpar as lentes do sensor com um pano seco e anti-estático e certificar-se de que o emissor e o recetor estão perfeitamente alinhados. Se o sensor continuar a não detetar o material, a cablagem deve ser inspeccionada para verificar se os fios estão presos por lavagem.
Cenários avançados de resolução de problemas por tipo de material
As metodologias padrão de resolução de problemas nem sempre são bem sucedidas quando se deparam com determinadas caraterísticas do material. Vários produtos comportam-se de forma diferente contra as superfícies de aço inoxidável e a atmosfera circundante. Uma abordagem específica do material para a resolução de problemas da balança de múltiplos cabeçotes minimiza significativamente o tempo de inatividade nas operações de embalagem modernas.
Pós: Interferência do pó do sensor e da descarga de gás
Fragmentos como fórmulas para bebés, proteínas em pó e café moído criam poeiras no ar em grandes volumes durante o processo de alimentação. Ocorre uma rápida acumulação de poeiras nos sensores fotoeléctricos, o que provoca um falso positivo e pára o elevador de alimentação a montante. Os problemas de poeiras devem ser geridos através da instalação de exaustores de poeiras localizados acima do cone de dispersão principal e através da conceção de tremonhas fechadas.
Além disso, os pós são extremamente afectados pelo fluxo de ar à sua volta. Por este motivo, as linhas de pós de qualidade superior estão normalmente ligadas a máquinas de embalagem a vácuo e de lavagem com azoto (Nitrogen Flushing Seamer) para manter o oxigénio residual abaixo de 3%. O fluxo rápido de gás nitrogénio provoca uma contrapressão na área de embalagem. Isto provoca um fluxo de ar ascendente que pode levantar os baldes de pesagem numa fração de milímetro, o que destrói instantaneamente a precisão das células das balanças. Para lidar com este problema, são colocados fisicamente deflectores de ar entre a balança e a máquina de embalagem a jusante. O software da balança também tem de ser modificado para incluir um atraso de estabilização mais longo (tempo de estabilização) após o qual o peso final é registado. O equipamento tem de ser à prova de pó e à prova de explosão para lidar com os ambientes de pó volátil.
Granulados e snacks: Minimizar os problemas de quebra e precisão
Produtos específicos apresentam um desafio quando se trata de danos físicos ou problemas com rácios de combinação, incluindo batatas fritas, biscoitos e nozes misturadas. Os produtos tendem a partir-se quando existe demasiada força mecânica na fase de alimentação ou quando a altura de queda é demasiado elevada. Para evitar quebras, os operadores reduzem a amplitude da linha dos vibradores lineares. Uma amplitude elevada faz com que os artigos frágeis se partam e se estilhacem contra as panelas metálicas, pelo que se sugere que o operador ajuste a amplitude para um nível em que o produto não salte, mas deslize. Além disso, recomenda-se que a altura de queda do balde de pesagem para o funil de temporização, e do funil de temporização para a máquina de embalagem, seja tão pequena quanto possível. A força de impacto também pode ser reduzida com a instalação de inserções de calha inclinadas ou placas de captura especiais em forma de anel.
No caso de problemas de precisão quando se lida com produtos granulares mistos, tais como misturas de nozes e passas, o problema pode ser atribuído a uma dispersão desigual dos produtos. Nozes diferentes têm densidades diferentes, o que requer uma abordagem diferente ao lidar com elas. Os técnicos têm de regular os alimentadores lineares para tempos diferentes. Os materiais mais pequenos e mais densos têm de ser controlados para caírem com menos frequência e com rajadas de vibração mais curtas, enquanto os materiais mais volumosos e mais leves devem ser objeto de vibração contínua. Esta abordagem também pode ser aplicada a enchedores de copos volumétricos e a configurações específicas de um número limitado de cabeças (como 14 ou 20 cabeças de pesagem multi-cabeças) para equilibrar os rácios.
Alimentos húmidos e pastas: Resíduos e curtos-circuitos de lavagem
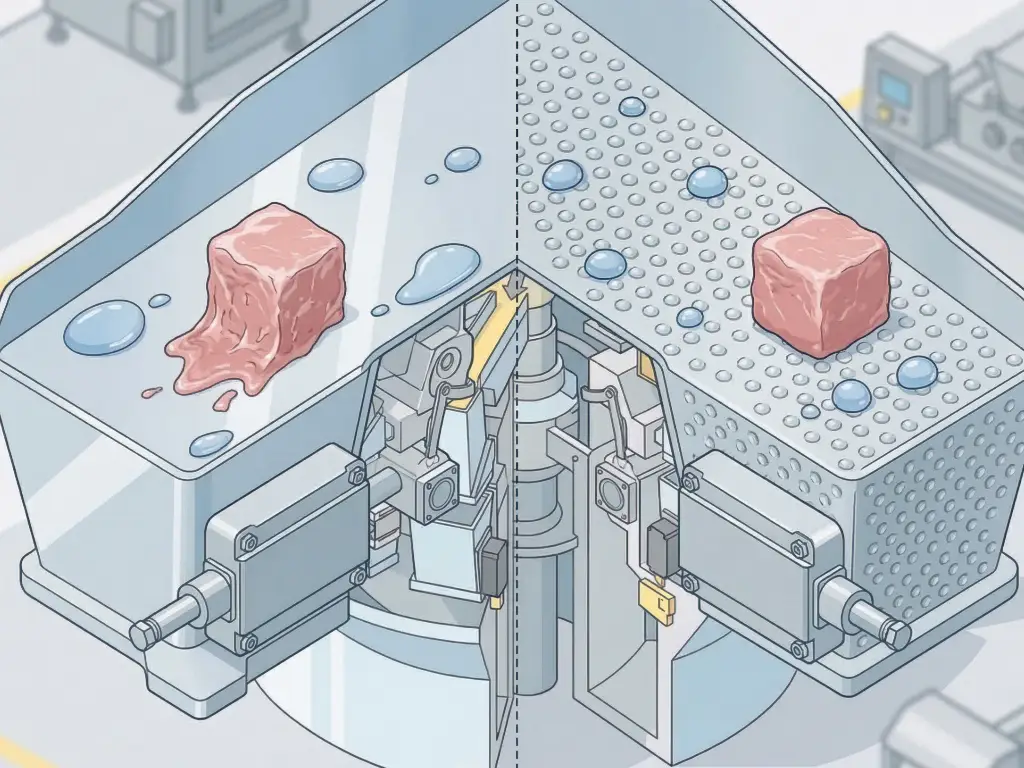
Os alimentos húmidos, tais como pedaços de comida para animais de estimação, carnes e refeições prontas a comer, colocam problemas significativos de aderência e limpeza. Os materiais que estão húmidos possuem uma elevada tensão superficial e é provável que adiram ao aço inoxidável. Nos casos em que os técnicos de resolução de problemas apresentam falhas repetitivas de excesso de peso devido ao contacto com aplicações húmidas, a resposta mais definitiva é modificar a superfície de contacto. É tarefa do técnico mudar as tremonhas padrão para tremonhas de aço inoxidável com covinhas (texturizadas) para aliviar este problema. Diz-se que a superfície ondulada proporciona uma área mais baixa de contacto entre um vedante de vácuo e o metal, quebrando assim o vedante para que o produto possa fluir sem restrições.
Além disso, o processamento de alimentos húmidos exige a utilização de lavagens rigorosas e de alta pressão, que incluem produtos químicos cáusticos de limpeza e lavagem. Nestas circunstâncias, a razão mais frequente para a falha total do sistema é a penetração de água nos componentes electrónicos, o que provoca um curto-circuito nas células de carga e nos motores de acionamento. Este é um grande problema quando se tenta resolver problemas e, para o evitar, os técnicos devem verificar os vedantes de água (O-ring) de todas as caixas de motor e caixas de junção de células de carga. Verificar se há condensação nas válvulas de respiro das células de carga. As máquinas que utilizam alimentos húmidos devem seguir os procedimentos de secagem descritos antes de se adicionar a lavagem de energia.
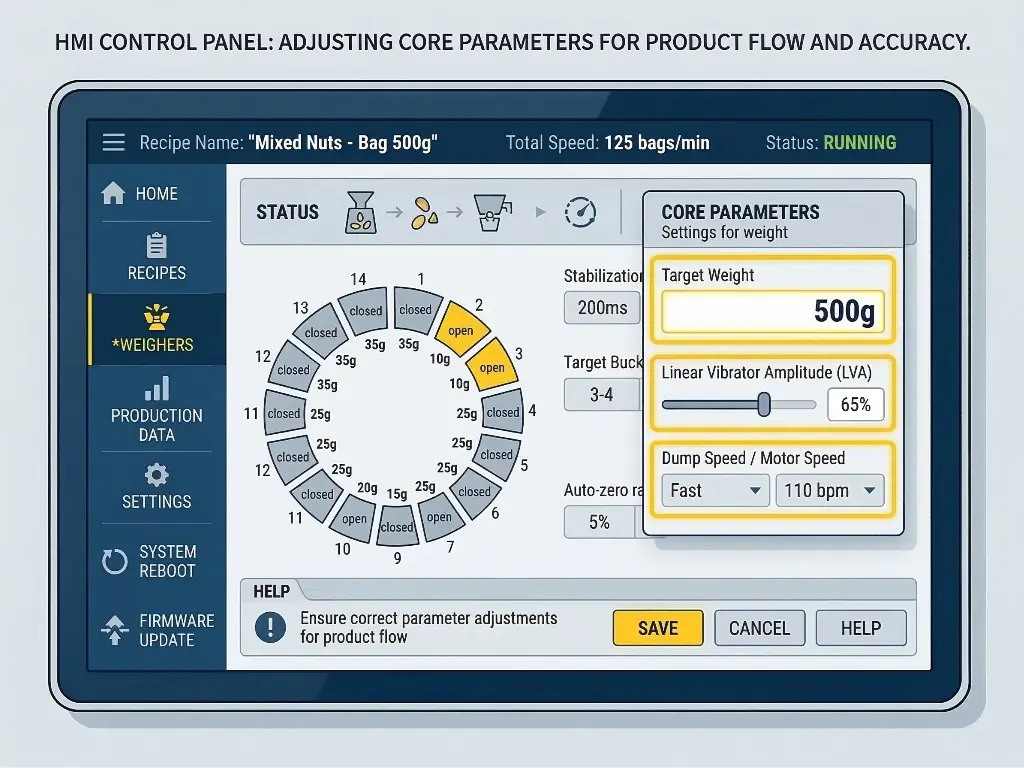
Ajustes dos parâmetros do software para uma precisão óptima
Muitos problemas aparentemente mecânicos ou eléctricos resultam de uma má configuração do software. As balanças multicabeçais mais recentes são máquinas complexas baseadas na tecnologia MCU e em ecrãs tácteis inteligentes (normalmente de 7 polegadas ou maiores). Os operadores precisam de saber como modificar alguns dos principais parâmetros do sistema operativo para corresponderem adequadamente ao fluxo do produto. Se os parâmetros forem definidos incorretamente, ou se houver corrupção de software que exija a reinicialização do sistema ou uma atualização do firmware, a máquina aparentará ter problemas, tais como parar continuamente ou ser incapaz de detetar uma combinação de pesos. A tabela seguinte descreve os parâmetros mais relevantes, a sua função e as consequências de definições incorrectas.
| Nome do parâmetro | Descrição da função | Resolução de problemas Sintoma se a definição for incorrecta |
| Peso alvo | O peso final desejado para a embalagem (por exemplo, 10g a 3000g). | A máquina não consegue encontrar uma combinação; esvazia frequentemente os baldes. |
| Número do balde de destino | O número ideal de baldes combinados para atingir o peso pretendido (normalmente 3 a 5). | Velocidade baixa (se regulada demasiado alto) ou pouca precisão (se regulada demasiado baixo). |
| Linear Vibrador Amplitude | Controla a força da vibração que move o produto para as tremonhas de alimentação. | Falta de produto (demasiado baixo) ou excesso de produto/quebra (demasiado alto). |
| Peso do balde único | A máquina rejeita constantemente as embalagens ou combinações que falham. | O produto fica preso nas portas (demasiado rápido) ou a produção abranda (demasiado lenta). |
| Velocidade de despejo / Velocidade do motor | A velocidade a que as portas da tremonha abrem e fecham. | O peso estimado do produto introduzido num único balde. |
| Tempo de estabilização | O limiar de peso que o sistema ignora automaticamente como resíduo. | Pesos altamente imprecisos e flutuantes devido à leitura da força de impacto. |
| Gama Auto-Zero | Desvio gradual do peso; o sistema não tem em conta a acumulação normal de pó. | A máquina não consegue encontrar uma combinação; esvazia frequentemente os baldes. |
Manutenção diária essencial para evitar falhas
O método mais eficaz para garantir uma produção contínua é criar um sistema de manutenção rigoroso. As rotinas de cuidados eliminam as causas principais do desgaste e da deriva da célula de carga. Um sistema de manutenção padronizado é capaz de eliminar mais de 70% erros operacionais e evitar que questões triviais criem falhas completas no sistema. Aconselha-se vivamente a marcação de uma consulta de manutenção profissional para o seu equipamento essencial.
- Normas de limpeza diária: No final de cada turno de produção, deve retirar o produto dos baldes de pesagem, das tremonhas de alimentação e dos recipientes vibratórios lineares. Lave todos os componentes de forma a garantir que removeu completamente a acumulação de produto. Certifique-se de que lava e limpa todos os resíduos açucarados e oleosos, uma vez que estes podem criar uma crosta dura durante a noite, o que pode aumentar o peso dos baldes. Depois de terminar completamente a limpeza e antes de voltar a montar o aparelho, deve secar completamente os componentes com ar comprimido. Se houver humidade em algum componente, esta pode pingar e criar um curto-circuito em qualquer componente elétrico ou módulo de controlo.
- Pontos de inspeção de rotina: Efetuar um controlo visual dos componentes mecânicos e eléctricos antes de ligar a máquina. Inspeccione os sensores fotoeléctricos, removendo qualquer poeira ou resíduo de produto que esteja a obstruir o sinal. Procure ligações mecânicas, molas de retorno, rolamentos e dobradiças da porta da tremonha que estejam fisicamente gastas ou soltas. As peças soltas causam chocalhos mecânicos, que as células de carga altamente sensíveis registam como alterações de peso.
- Procedimentos de calibração periódica: Efetuar uma calibração completa do ponto zero com a máquina vazia, pelo menos uma vez por semana. Após a colocação em zero, efetuar um teste de peso em todas as tremonhas individuais para avaliar a resposta linear das células de carga. O registo consistente destes resultados de calibração mostrará a deterioração ativa das células de carga e permitirá ao gestor da instalação encomendar peças de substituição antes de ocorrer uma falha grave durante o horário de funcionamento.
Guia para a escolha de uma balança fiável
Os gestores de instalações gastam frequentemente mais tempo e dinheiro a reparar equipamento que poderiam ter evitado se tivessem passado mais tempo a analisar as suas necessidades de equipamento. As necessidades de equipamento têm de ser avaliadas na fase de aquisição, e as necessidades de equipamento têm de se basear em normas industriais rigorosas. O equipamento industrial de topo de gama tem menos avarias operacionais e uma durabilidade superior. Na fase de aquisição, quando aquisição de uma balança de múltiplos cabeçotes de uma gama completa de equipamento, há alguns factores importantes a considerar que ajudarão na primeira etapa da remoção do equipamento de gama baixa.
- Integridade material e estrutural: A estrutura física determina a estabilidade a longo prazo do equipamento. Os compradores devem garantir que a estrutura da máquina, bem como os componentes de precisão em contacto com o produto, são construídos em aço inoxidável 304 ou 316 de qualidade alimentar com uma espessura de 1,5 mm a 2 mm. Isto resolve a maioria dos problemas associados à vibração do equipamento durante o funcionamento a alta velocidade, à fadiga do metal devido ao funcionamento contínuo e à corrosão grave nos ambientes agressivos de processamento com elevado teor de sal ou ácido.
- Maquinação e montagem Precisão: O funcionamento estável é fabricado e não apenas montado. É muito importante conhecer os métodos de produção do fabricante. Procure fabricantes com maquinagem CNC de nível avançado. (Há fresagem, torneamento e retificação). As peças centrais, por exemplo, devem ter uma precisão de 2μm. Estes fenómenos de alta precisão reduzem o desgaste, a fricção e o encravamento das peças dos dispositivos. A montagem também deve ser efectuada por engenheiros seniores, com experiência suficiente (por exemplo, 15 anos de montagem manual de precisão), para garantir que as ligações e as células de carga foram corretamente alinhadas.
- Fiabilidade dos componentes eléctricos: Os sistemas de controlo com circuitos eléctricos são os pontos mais comuns de fraqueza e falha. Os compradores não devem correr riscos com componentes eléctricos fundamentais. Exija que todos os componentes-chave (PLCs, Relés, Contactores) sejam dos melhores fabricantes mundiais: Siemens, SMC, Schneider, SEW, DELTA, AIRTAC, etc. As máquinas sofisticadas também devem utilizar servomotores inteligentes na maior medida possível. A vida útil dos servomotores é prolongada e estes dispõem também de correção automática de erros e de pré-aviso de avarias, reduzindo assim a manutenção.
- Garantia e rede de apoio: O desgaste mecânico é uma parte normal do ciclo de vida dos produtos e, por isso, a capacidade dos fornecedores para oferecerem serviços pós-venda torna-se um ponto crucial a considerar. Utilizar garantias de longo prazo como requisito mínimo. Considere os fornecedores que vão além da prática padrão da indústria e oferecem garantias de até 16 meses. Além disso, exija suporte técnico global, 24 horas por dia, 7 dias por semana, através de chamadas de vídeo e/ou chat. Os fornecedores que fornecem manuais detalhados de operação e manutenção, guias de instalação e diagnósticos remotos através da interface da máquina ajudarão a diminuir a carga sobre o pessoal de manutenção das instalações.
Investir em equipamento que cumpra estes elevados padrões significa investir num ativo de produção altamente fiável que proporcionará uma produção de alta velocidade e alta precisão para uma vasta gama de embalagens e uma variedade de materiais durante muitos anos.
Para compreender a mecânica exacta e os sistemas internos que fazem com que estes dispositivos de embalagem de precisão funcionem de forma tão eficaz, leia este guia completo sobre o princípio de funcionamento da balança de múltiplos cabeçotes. Descubra como a engenharia avançada e o design inteligente garantem uma pesagem precisa nos sectores alimentar e não alimentar. Para desafios específicos de manuseamento de materiais, consulte os engenheiros sénior da Levapack para configurar uma solução de pesagem precisa e fiável, adaptada à sua linha de produção.



