Revestimentos de tampas 101: Como escolher o material certo para a integridade da vedação 100%
No mundo de alto risco das embalagens comerciais, a diferença entre um lançamento de produto bem sucedido e uma recolha catastrófica resume-se frequentemente a um componente não mais espesso do que uma moeda. Milhões de dólares em valor de produto, reputação da marca e eficiência logística dependem inteiramente do mecanismo de vedação que faz a ponte entre um recipiente e o seu fecho. Navegar na complexa intersecção entre a dinâmica dos fluidos, a ciência dos materiais e a engenharia mecânica é essencial para garantir que o que entra na garrafa fica na garrafa. Este guia completo analisa a física de uma vedação perfeita e fornece um roteiro autorizado para selecionar o revestimento exato da tampa necessário para uma integridade absoluta da embalagem.
O que é um Cap Liner? A física por trás de uma vedação perfeita
No seu nível mais básico, um revestimento de tampa é uma peça de material de engenharia inserida entre o teto interior de um fecho (a tampa) e a borda aberta de um recipiente (o gargalo da garrafa). Embora possa parecer uma simples peça de espuma ou folha de alumínio, o seu papel está profundamente enraizado nos princípios da engenharia mecânica.
Para compreender porque é que um invólucro é obrigatório, temos de olhar para a realidade microscópica dos materiais rígidos. Quando uma tampa de plástico rígido ou de metal é enroscada numa garrafa de plástico rígido ou de vidro, as duas superfícies encontram-se. A olho nu, parece um encaixe perfeito. No entanto, ao exame microscópico, as superfícies da borda da garrafa e da tampa são irregulares, apresentando picos e vales microscópicos. Se for colocado líquido dentro deste recipiente sem revestimento, o fluido irá inevitavelmente encontrar o seu caminho através destes canais microscópicos, levando a fugas, especialmente sob pressão ou durante o transporte.
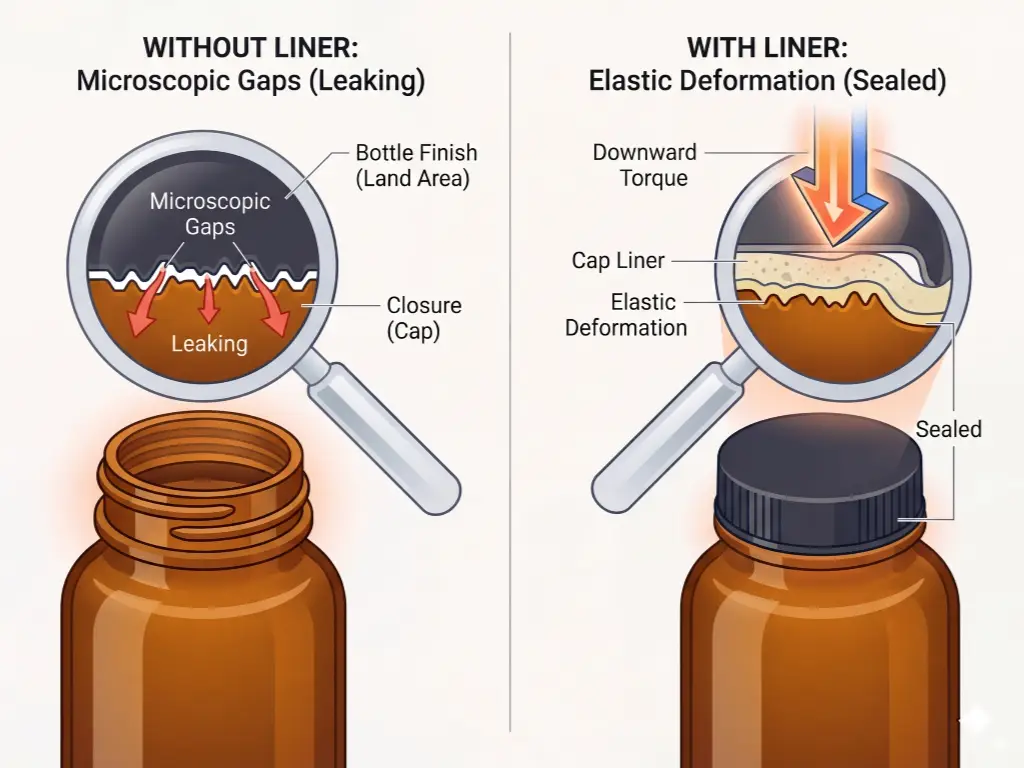
A principal função de um forro de tampa é fornecer Deformação elástica. Pense na junta de borracha utilizada na canalização doméstica por baixo de um lava-loiça. A junta comprime-se quando é apertada, forçando o seu material maleável a entrar nas imperfeições microscópicas dos tubos de metal, cortando assim quaisquer vias de fuga para a água. Um revestimento de tampa funciona exatamente com o mesmo princípio. Quando se aplica um binário para baixo à tampa, o revestimento comprime-se e molda-se exatamente aos contornos do rebordo da garrafa, criando uma barreira impermeável.
Ao avaliar a viabilidade a longo prazo de um selo, os engenheiros de embalagem devem ter em conta duas variáveis críticas:
- O fim (área do terreno): Esta é a superfície superior específica do gargalo da garrafa que entra em contacto físico direto com o revestimento. A largura, a planura e a integridade estrutural desta superfície de vedação determinam a eficácia com que o revestimento pode ser comprimido.
- Fluência do material: Na ciência dos materiais, a "fluência" (ou fluxo a frio) refere-se à tendência de um material sólido para se mover lentamente ou deformar permanentemente sob a influência de uma tensão mecânica persistente. Quando uma tampa comprime um invólucro, o invólucro exerce uma força de retorno (memória elástica) que mantém a vedação. Com o passar do tempo - meses numa prateleira de armazém - o invólucro irá deformar-se, perdendo alguma da sua elasticidade. A avaliação da resistência do revestimento à deformação é fundamental para garantir o prazo de validade declarado de um produto.
Guia completo sobre materiais e mecanismos de revestimento de tampas
A indústria da embalagem oferece uma vasta gama de materiais de revestimento, cada um concebido para compatibilidades químicas e ambientes mecânicos altamente específicos. A seleção do material errado não se limita a arriscar uma fuga; arrisca reacções químicas, degradação do produto e riscos para a segurança do consumidor. Segue-se uma análise sistemática dos principais materiais de revestimento e dos seus mecanismos operacionais.
| Tipo de revestimento | Material do núcleo | Mecanismo de vedação | Melhor para | Limitações |
|---|---|---|---|---|
| Espuma (F217) | PE (polietileno) co-extrudido de 3 camadas | Compressão mecânica (recuperação elástica) | Produtos químicos de uso geral, produtos químicos domésticos, cosméticos | Fraca barreira ao oxigénio; não é inviolável |
| Sensível à pressão (PS) | Poliestireno com revestimento adesivo | Ligação adesiva por pressão mecânica | Sólidos secos, cápsulas, especiarias | NÃO é um selo hermético. Falha com líquidos e pós |
| Indução de calor | Multi-camadas (Pasta/Cera/Folha/Polímero) | Fusão electromagnética de polímeros para acabamento de garrafas | Produtos farmacêuticos, produtos lácteos, líquidos de elevado valor | Requer equipamento dispendioso de selagem por indução |
| Com face de PTFE | Núcleo de silicone ou de espuma com película de PTFE | Compressão com resistência química suprema | Ácidos agressivos, solventes, reagentes analíticos | Custo elevado; requer um binário de aplicação elevado |
| Plastisol | Resina de PVC líquida (curada) | Formação de vácuo após tratamento térmico | Alimentos quentes, compotas, molhos (apenas recipientes de vidro) | Incompatível com recipientes de plástico |
Revestimentos de espuma e sensíveis à pressão
O revestimento de espuma F217 é o cavalo de batalha da indústria de embalagens. Apresenta uma construção de três camadas: um núcleo de espuma de polietileno de baixa densidade (LDPE) ensanduichado entre duas camadas sólidas de PE. Esta estrutura confere-lhe uma excelente resiliência e um aspeto limpo e brilhante, o que a torna altamente eficaz na prevenção de fugas de líquidos em aplicações de uso geral, como champôs e produtos de limpeza domésticos.
Pelo contrário, Revestimentos sensíveis à pressão (PS) funcionam numa premissa completamente diferente. São constituídas por uma base de poliestireno revestida com um adesivo especializado ativado por binário. Quando a tampa é apertada, a pressão força o adesivo a aderir à zona terrestre da garrafa. Quando a tampa é retirada, o revestimento permanece colado à garrafa, proporcionando um nível básico de proteção.
Verificação de factos de engenharia: A armadilha da contaminação por pólvora
É um facto vital para a indústria que os revestimentos sensíveis à pressão não não Os recipientes de pó seco não podem ser utilizados para embalar líquidos que contenham água ou óleos. No entanto, uma falha muito mais insidiosa ocorre no sector dos pós secos (por exemplo, proteínas de soro de leite, suplementos nutricionais e especiarias em pó).
Durante o processo de enchimento, é inevitável que o pó fino se deposite na zona terrestre do recipiente. Uma vez que os liners PS dependem do contacto físico do adesivo com o acabamento plástico, este pó actua como uma barreira fatal. O adesivo liga-se às partículas de pó e não ao rebordo do recipiente, neutralizando totalmente a aderência. Isto cria túneis microscópicos que permitem a entrada de humidade e a saída do produto durante o transporte. Esta realidade física faz com que a implementação de equipamento de enchimento e de servo-tampagem de alta precisão e sem pó seja uma necessidade absoluta antes de se confiar nos liners de PS.
Revestimentos para indução de calor
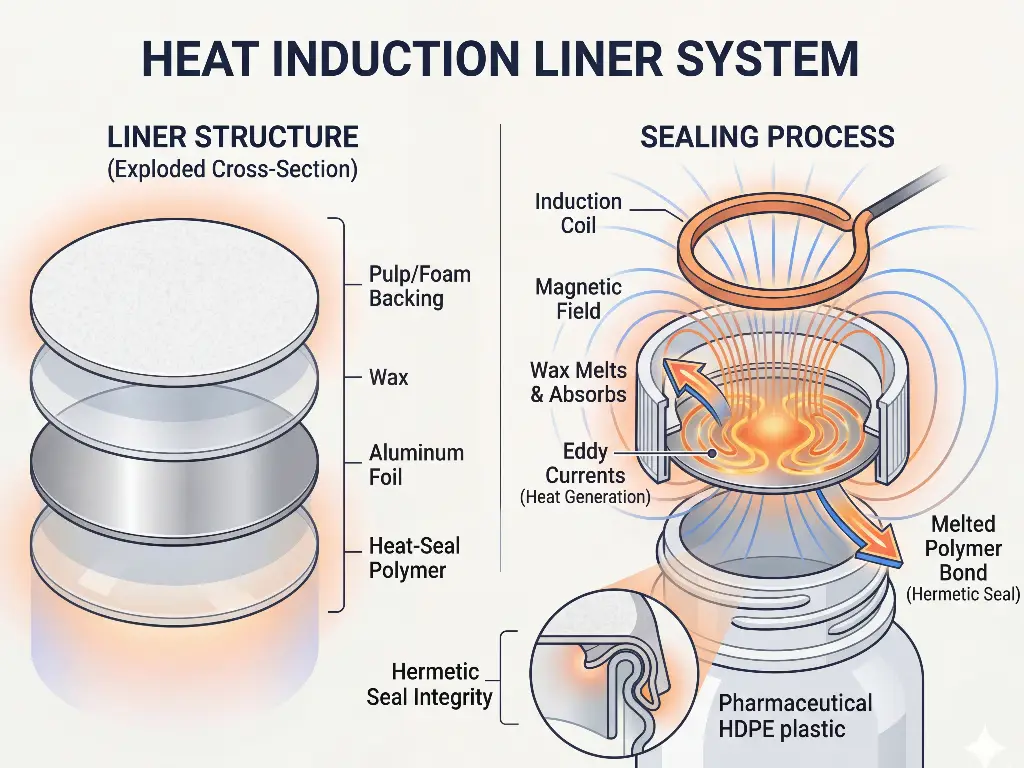
Para aplicações que exigem segurança absoluta, verificação de inviolabilidade e selagem hermética, os revestimentos por indução de calor são o padrão de ouro. O mecanismo por detrás de um selo de indução é uma maravilha da tecnologia de embalagem moderna. Um invólucro de indução padrão contém quatro camadas distintas: uma camada de suporte (normalmente cartão de celulose), uma camada de cera, uma camada de folha de alumínio e uma camada de polímero de selagem por calor concebida para corresponder ao plástico específico da garrafa (por exemplo, uma camada de selagem PET para uma garrafa PET).
Depois de a tampa ser enroscada na garrafa, o recipiente passa por uma máquina de selagem por indução. A máquina emite um campo eletromagnético oscilante. Como o alumínio é um metal condutor, este campo induz "correntes de Foucault" dentro da camada de alumínio, causando resistência eléctrica. Esta resistência gera um calor instantâneo e intenso. O calor derrete a camada de cera (que é absorvida pela placa de celulose, libertando a folha de alumínio da tampa) e simultaneamente derrete a camada de polímero termo-selante. À medida que arrefece sob a pressão da tampa fechada, o polímero derretido funde-se perfeitamente com o acabamento da garrafa. Imagine derreter queijo diretamente numa folha de papel vegetal - uma vez arrefecida, a ligação é inseparável sem destruição visível.
O parâmetro crítico aqui é o Janela de funcionamento. Este é o equilíbrio exato entre a potência da máquina de indução e o tempo de permanência (velocidade do tapete rolante). Se a potência for demasiado elevada, o calor intenso queimará o acabamento da garrafa de plástico e degradará o polímero, provocando fugas. Se a potência for demasiado baixa, a camada de vedação térmica não derreterá totalmente, resultando numa "vedação a frio" - uma vedação falsa que parece intacta, mas que se solta instantaneamente ao ser apertada ou em caso de alterações de altitude.
Revestimentos de barreira especializados: Com revestimento de PTFE, folha e plastisol
Quando se trata de uma volatilidade química extrema ou de uma elevada sensibilidade ao oxigénio, as espumas e os polímeros normais falham. Os revestimentos de folha de alumínio puro fornecem uma barreira impenetrável aos gases, tornando-os ideais para produtos altamente oxidantes. No entanto, quando estão envolvidos produtos químicos agressivos, a conversa muda para o PTFE.
Verificação de factos de engenharia: O mito do revestimento de "PTFE puro
Um equívoco prevalecente entre as equipas de aquisição é solicitar "revestimentos de PTFE puro" para lidar com ácidos fortes ou solventes agressivos. Na realidade da engenharia comercial, um revestimento sólido de PTFE de camada única é praticamente inútil para a vedação hermética. Embora o politetrafluoroetileno (PTFEO Teflon (também conhecido por Teflon) possui uma inércia química extrema, a sua estrutura física é extremamente rígida e carece completamente de recuperação elástica. É muito suscetível de sofrer deformações permanentes (fluxo a frio).
Se colocássemos um disco sólido de PTFE puro numa garrafa e apertássemos a tampa, este não se iria rebater para preencher os espaços microscópicos; iria simplesmente esmagar-se e vazar. Por conseguinte, a indústria utiliza Revestimentos em PTFE. Estes consistem numa camada microscópica de película de PTFE laminada sobre um substrato de suporte elástico, normalmente silicone de qualidade médica ou espuma PE densa. A face de PTFE actua como escudo químico impenetrável, enquanto o núcleo oculto de silicone/espuma fornece a força de compressão elástica crucial necessária para manter a vedação ao longo do tempo.
Plastisol é outro material altamente especializado, utilizado principalmente na indústria alimentar e de bebidas para recipientes de vidro com tampas metálicas Lug (ou tampas Twist-Off). O plastisol é uma resina de PVC líquida que é introduzida na tampa e curada num forno, formando uma junta sólida e de borracha. O seu verdadeiro mecanismo de vedação é ativado através do processo de "enchimento a quente". Os alimentos quentes (como compota ou molho para massas) são colocados no frasco de vidro e a tampa é aplicada. À medida que o produto arrefece, o vapor condensa-se, criando um poderoso vácuo interno. A pressão atmosférica do exterior empurra a tampa para baixo violentamente, fazendo com que o aro de vidro penetre profundamente na junta de Plastisol, criando um fecho hermético e selado a vácuo.
Protocolos de seleção de materiais específicos da indústria
As necessidades de embalagem divergem drasticamente com base na composição química da carga útil. A escolha de um revestimento requer uma referência cruzada entre a ciência dos materiais e os quadros regulamentares. Garantir a conformidade com o Título 21 do Código de Regulamentos Federais (21 CFR) da FDA é a base não negociável para qualquer material designado para contacto com alimentos, bebidas ou produtos farmacêuticos.
Conformidade com alimentos, bebidas e FDA
No sector dos alimentos e bebidas, o principal inimigo é o oxigénio. O principal objetivo do revestimento da tampa é o prolongamento do prazo de validade e a prevenção da degradação oxidativa. Os engenheiros de embalagem avaliam os revestimentos com base em dois critérios rigorosos:
- OTR (Taxa de transmissão de oxigénio): Medido em cc/m²/dia. Calcula a quantidade de oxigénio que penetra na barreira durante 24 horas.
- MVTR (Taxa de transmissão de vapor de humidade): Medido em g/m²/dia. Calcula a quantidade de vapor de água que penetra na barreira.
Tomemos como exemplo os sumos de primeira qualidade prensados a frio. Estes produtos são altamente sensíveis à oxidação, que provoca a degradação dos nutrientes, a perda de sabor e uma desagradável descoloração castanha. Se um engarrafador utilizar um invólucro de espuma PE normal, o oxigénio irá permear constantemente através da matriz de espuma, mesmo sob refrigeração rigorosa da cadeia de frio. Para proteger o produto, os engenheiros devem especificar um revestimento laminado com materiais de alta barreira como EVOH (Etileno Vinil Álcool) ou um selo de folha de indução para conduzir o OTR tão perto de zero quanto teoricamente possível.
Cosméticos e cuidados pessoais
A indústria dos cosméticos e dos cuidados pessoais apresenta um desafio de selagem excecionalmente difícil, caracterizado por líquidos de elevado valor com tensões superficiais extremamente baixas. Os produtos que contêm óleos essenciais, álcool e tensioactivos (como champôs, séruns e perfumes de luxo) reduzem drasticamente a tensão superficial do fluido. Esta baixa tensão superficial permite que o líquido suba facilmente os fios microscópicos da garrafa por ação capilar, procurando qualquer ponto fraco no revestimento.
Além disso, a procura de cosméticos Inércia química. Se um óleo essencial agressivo reagir com um revestimento de espuma de qualidade inferior, o revestimento pode degradar-se, lixiviando plastificantes para o produto. Esta reação química alterará o perfil olfativo, mudará a cor da fórmula e destruirá o valor premium da marca. Para estas aplicações, os revestimentos de PTFE ou as laminações especializadas de folha de estanho são muito utilizados para garantir que a fragrância permanece bloqueada e que a fórmula permanece totalmente imaculada.
Agroquímicos, Produtos Farmacêuticos e Corrosivos
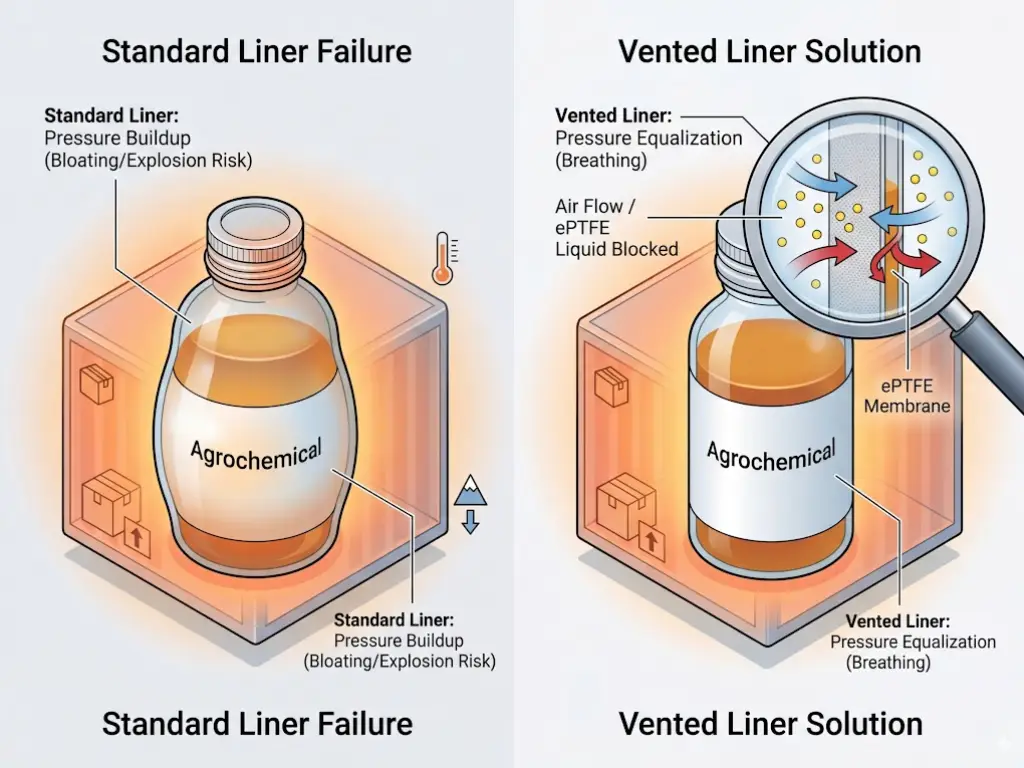
Ao embalar produtos químicos industriais, fertilizantes ou desinfectantes potentes (como lixívia concentrada ou peróxido de hidrogénio), o que está em jogo é a segurança ambiental e a conformidade com materiais perigosos. Certas fórmulas químicas libertam inerentemente gases ao longo do tempo.
Se estes líquidos com libertação de gases forem selados com uma folha de indução hermética normal, os gases aprisionados irão rapidamente acumular uma enorme pressão interna. Num armazém quente de verão, o recipiente de plástico expandir-se-á, deformar-se-á (formação de painéis ou inchaço) e acabará por explodir, provocando derrames catastróficos de produtos químicos. Para resolver este problema, a indústria recorre a Revestimentos ventilados. Estes possuem membranas de ePTFE (politetrafluoroetileno expandido) altamente avançadas. Os poros microscópicos do ePTFE são suficientemente grandes para permitir que as moléculas de gás saiam da garrafa (equalizando a pressão), mas suficientemente pequenos para bloquear a passagem das moléculas de líquido, garantindo que o recipiente respire sem verter uma única gota.
Os culpados ocultos da falha do selo
Uma ilusão persistente, mas perigosa, no mundo das embalagens é a crença de que "se eu comprar o revestimento mais caro, as minhas garrafas não terão fugas". A realidade é muito mais complexa. Um invólucro de tampa é um componente passivo; o seu desempenho é tão bom quanto as forças mecânicas que actuam sobre ele. Para obter uma integridade de vedação absoluta, temos de olhar para além dos materiais consumíveis e analisar a aplicação mecânica, as tolerâncias de fabrico e as tensões ambientais.
O papel crítico do binário de aplicação
A relação linear entre a força de rotação aplicada à tampa e a compressão vertical do invólucro é o batimento cardíaco da física da selagem. Esta força é medida como Binário de aplicação (normalmente em polegadas-libras, in-lbs). Cada material de revestimento tem uma taxa de compressão ideal - normalmente cerca de 30% da sua espessura em repouso - necessária para ativar a sua memória elástica e selar as microfissuras no acabamento da garrafa.
No entanto, uma verdade incómoda do sector é que Torque de remoção (a força necessária para o consumidor abrir a garrafa) é inevitavelmente inferior ao binário de aplicação. Devido ao relaxamento imediato das roscas de plástico e ao assentamento do liner, o binário de remoção cai frequentemente para apenas 40% a 60% do binário de aplicação inicial nas primeiras 24 horas.
Vamos analisar a realidade matemática: Se um invólucro de indução específico requer 20 in-lbs de binário de aplicação para comprimir corretamente, mas a máquina de capsular da linha de produção é imprecisa e apenas fornece 12 in-lbs, o invólucro está essencialmente assente na garrafa, não a selando. Após 24 horas, o binário residual cai para quase zero. Acrescente a vibração de um camião de entrega e uma fuga catastrófica é uma certeza matemática.
A solução de engenharia de sistemas
Muitas Pequenas e Médias Empresas (PME), embaladores contratados e fabricantes de alimentos para animais de estimação de elevado valor investem fortemente em revestimentos de indução de primeira qualidade para proteger os seus produtos em pó, granulados ou pastas húmidas. No entanto, continuam a sofrer de taxas de devolução muito baixas relacionadas com fugas. A causa raiz oculta é quase sempre o equipamento: confiar em máquinas tradicionais de aplicação de tampas por fricção e embraiagem que fornecem um binário inconsistente devido ao desgaste.
Como fabricante com mais de 18 anos de profunda acumulação de engenharia de máquinas de embalagem, a Lihua auditou linhas de produção em mais de 100 países. Os nossos dados empíricos comprovam uma dura realidade: A verdadeira integridade hermética depende 30% do material do revestimento e 70% da precisão do equipamento.
As nossas soluções inteligentes de selagem e colocação de tampas acionadas por servomotores são construídas com componentes centrais maquinados em CNC que funcionam com uma tolerância surpreendente de 2μm (micrómetros). Ao integrar a tecnologia avançada de servomotores, o equipamento monitoriza e corrige dinamicamente a força de rotação em tempo real. Isto significa que, quer esteja a processar pós proteicos finos altamente voláteis (onde o controlo de poeiras é fundamental) ou alimentos húmidos espessos e viscosos para animais de estimação, o binário descendente aplicado ao seu revestimento de PTFE ou folha é exatamente o mesmo - até à casa decimal - na garrafa número 1 e na garrafa número 10.000.
Este nível de precisão automatizada elimina os "falsos selos" causados por deslizes mecânicos, cortando na fonte as fugas logísticas do comércio eletrónico. Antes de atualizar para um revestimento consumível muito mais dispendioso, é altamente recomendável auditar a sua força de aplicação mecânica.
Acabamento do gargalo da garrafa e integridade da zona terrestre
Mesmo com um binário perfeito e materiais de primeira qualidade, um vedante falhará se o próprio recipiente estiver estruturalmente comprometido. O foco deve mudar da tampa para as tolerâncias de fabrico da área de terra da garrafa. A largura desta superfície de vedação é fundamental. Se o aro for demasiado estreito, o imenso binário descendente fará com que o aro actue como uma faca cega, cortando diretamente o material de revestimento em vez de o comprimir.
Igualmente desastrosos são os defeitos de moldagem por injeção conhecidos como Linha de separação. Quando as duas metades de um molde de garrafa de plástico se juntam, forma-se uma costura microscópica. Se o molde estiver desgastado ou se o processo estiver mal calibrado, uma crista de excesso de plástico (flash) sobressairá ao longo da área de terra. Nenhuma quantidade de binário ou espessura do revestimento pode compensar esta barreira física acentuada. Cria canais capilares microscópicos diretamente na zona de selagem. Tentar vedar uma garrafa com uma linha de partição acentuada é como tentar tapar um tubo de aço partido e recortado com uma esponja plana; o líquido irá sempre navegar pelos canais e escapar.
Stress ambiental: Navegar no ISTA-6 e nas alterações de altitude
A cadeia de abastecimento do comércio eletrónico moderno apresenta o derradeiro teste de resistência para as empresas de fachada. Quando um produto é vendido através de plataformas como a Amazon, tem de sobreviver às realidades brutais descritas na Amazon ISTA-6 normas de ensaio. Esta estrutura simula quedas graves, vibrações multidireccionais e os impactos caóticos das instalações de triagem automática.
Para além do trauma físico, os diferenciais de pressão ambiental são um assassino silencioso dos selos. Quando uma garrafa selada é enviada por via aérea ou transportada por passagens de alta altitude (como as Montanhas Rochosas), a pressão atmosférica externa cai significativamente. De acordo com a Lei de Boyle, o ar aprisionado dentro do espaço da garrafa expandir-se-á agressivamente. Este ar em expansão exerce uma imensa pressão hidráulica ascendente contra o revestimento da tampa.
Nestes cenários extremos de pressão negativa, os liners sensíveis à pressão padrão têm uma taxa de sobrevivência praticamente nula; a pressão interna irá simplesmente empurrar o adesivo para fora da área terrestre. Para sobreviver às mudanças de altitude e à conformidade com a norma ISTA-6, as marcas têm de conceber uma defesa utilizando vedantes de folha de indução de calor (que são soldados molecularmente à garrafa) ou revestimentos de espuma excecionalmente espessos (F217) comprimidos sob ajustes de binário altamente precisos e mecanicamente bloqueados para proporcionar memória de forma suficiente para resistir ao aumento da pressão interna.
Estabelecimento de uma estrutura de testes de revestimento normalizada
Selecionar o invólucro correto com base na teoria é apenas a primeira metade da equação de engenharia. Antes de se comprometerem com uma encomenda em massa de tampas e invólucros, as instalações de embalagem devem implementar um Procedimento Operacional Normalizado (SOP) rigoroso e baseado em dados para validar empiricamente o vedante. Uma estrutura de testes profissional deve incorporar os seguintes três protocolos de validação em circuito fechado:
- Teste de estanquidade da câmara de vácuo: Para simular o stress ambiental da logística e do transporte aéreo a grande altitude, as amostras são submersas em água dentro de um exsicador de vácuo especializado. É efectuado um vácuo (normalmente de 15-20 inHg). Se a vedação for imperfeita, o ar em expansão no interior do frasco escapará através do revestimento, criando um fluxo visível de bolhas. Isto identifica imediatamente os pontos de falha microscópicos.
- Teste de retenção de binário: Isto testa a viabilidade a longo prazo da memória elástica do revestimento contra a deformação do material. As tampas são aplicadas utilizando um torquímetro digital calibrado para um binário de aplicação específico. As garrafas são colocadas de lado num ambiente com temperatura controlada. Após 24 horas, e novamente após 48 horas, o binário de remoção é medido. Se a curva de decaimento for demasiado acentuada (o binário cai para perto de zero), o material de revestimento é demasiado macio ou degrada-se demasiado depressa para essa geometria de tampa específica.
- Ensaio de queda (choque hidráulico): Alinhadas com os parâmetros ISTA-6, as garrafas cheias são largadas de alturas designadas sobre superfícies inflexíveis (como o betão) em ângulos específicos (fundo, lado e tampa para baixo). Quando uma garrafa cheia de líquido cai sobre a sua tampa, o fluido cria um efeito de martelo hidráulico maciço e instantâneo contra o revestimento. Este teste verifica se o revestimento pode absorver o choque sem se romper ou ser deslocado das roscas da tampa.
A integridade da embalagem é uma ciência exacta, não um jogo de azar. Mesmo que uma instalação não disponha de câmaras de vácuo dispendiosas ou de medidores de binário digitais, a realização de um teste de inversão fundamental - deixar as garrafas cheias e com binário de cabeça para baixo sobre papel absorvente durante um mínimo de 48 horas - é uma base de referência não negociável. A implementação destes protocolos de validação assegura que a sua seleção teórica de materiais se traduz numa fiabilidade comercial absoluta no armazém.



