A escolha do método de embalagem e da técnica de enchimento adequados não é apenas uma simples aquisição de equipamento, mas um investimento de capital multimilionário que determina o custo global de propriedade ao longo dos próximos dez anos. A embalagem de enchimento a quente é uma das tecnologias mais populares disponíveis e ainda constitui a base de certas categorias de produtos, especialmente bebidas e alimentos líquidos ácidos. Em comparação com outros métodos de conservação, oferece uma forma eficiente de prolongar o prazo de validade dos produtos, minimizando o desperdício alimentar. No entanto, a sua implementação bem sucedida exige um conhecimento rigoroso dos conceitos termodinâmicos, da ciência dos polímeros e de uma modelação precisa dos custos. O presente guia oferece um estudo técnico e financeiro detalhado do processo de enchimento a quente, que permitirá aos decisores disporem da informação necessária para navegarem no processo de planeamento da capacidade, seleção de materiais e resolução de problemas no chão de fábrica.
O que é a embalagem Hot Fill: Processo e princípios
Como um método eficiente de enchimento a quente, este processo de esterilização comercial garante que um produto líquido quente ou semi-líquido seja aquecido a altas temperaturas, vertido num recipiente quando quente e selado num tempo mínimo. Envolve a utilização do calor elevado e da energia térmica do próprio produto para esterilizar a superfície interior do recipiente e o fecho, impedindo eficazmente a reprodução de microrganismos nocivos e impedindo qualquer crescimento microbiano adicional.
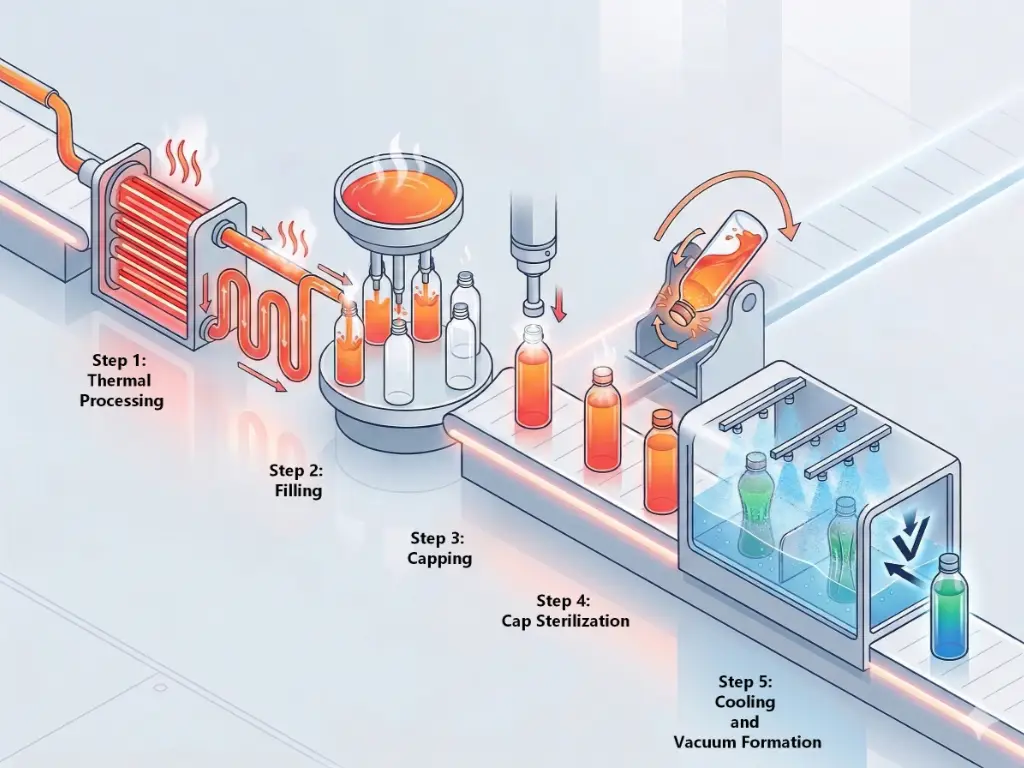
O processo convencional de enchimento a quente segue um fluxo termodinâmico rígido e sequencial:
- Processamento térmico (aquecimento): O produto é submetido a um permutador de calor de placas ou tubular, que aumenta rapidamente a temperatura do produto para um intervalo desejado de 82°C a 95°C (180F a 205F). Um determinado período de tempo de espera (normalmente 15 a 30 segundos) é mantido a esta temperatura para garantir que todos os microrganismos nocivos, bactérias vegetativas e enzimas de deterioração são destruídos.
- Recheio: O produto quente é bombeado para o carrossel de enchimento. O recipiente de enchimento e as válvulas são normalmente concebidos com circuitos de recirculação para manter a temperatura de esterilização necessária e manter o produto a fluir continuamente através do permutador de calor em caso de paragem da linha. O produto é esvaziado no contentor a temperaturas não inferiores a 82°C.
- Tampa: Um fecho é colocado imediatamente após a sequência de enchimento. O vapor produzido pelo produto quente substitui o espaço livre entre o nível do líquido e a tampa.
- Inversão (Esterilização da tampa): O contentor selado é movido através de um transportador e através de um mecanismo de inclinação ou inversão. O recipiente é virado ou invertido durante 2 a 3 minutos. Este movimento faz com que o líquido a 82°C + entre em contacto direto com o interior da tampa e com o acabamento superior do gargalo, o que assegura a remoção de quaisquer agentes patogénicos remanescentes no espaço livre.
- Arrefecimento e Vácuo Formação: O recipiente é colocado num túnel de arrefecimento multi-zona. Os recipientes de plástico ou as garrafas de vidro são aspergidos com água ambiente ou refrigerada num ambiente semelhante a um banho de água, o que faz baixar rapidamente a temperatura interna para cerca de 35°C a 40°C. O líquido encolhe à medida que arrefece. Ao mesmo tempo, o vapor no espaço livre é condensado em água. Este duplo efeito forma um poderoso gradiente de pressão negativa, ou vácuo, no interior do recipiente fechado, o que garante uma vedação hermética e impede a entrada de oxigénio.
Trata-se de um processo termodinâmico muito eficaz que é limitado por restrições bioquímicas estritas. Só é aplicável a determinados níveis de pH.
| Categoria do produto | Adequação | Justificação |
| Bebidas com elevado teor de ácido (sumos de fruta, sumos de vegetais, bebidas desportivas, chás, limonadas) | Ideal | O pH é inferior a 4,5. A acidez elevada impede o crescimento de esporos de Clostridium botulinum. O enchimento a quente destrói facilmente as restantes bactérias vegetativas, leveduras e bolores. |
| Condimentos com elevado teor de ácido (ketchup, molho de pimenta, purés de fruta, molhos à base de vinagre) | Ideal | A elevada acidez e as elevadas temperaturas de processamento permitem obter uma esterilidade comercial. O calor penetra no produto viscoso para garantir uma armazenagem ambiente segura e um prazo de validade alargado. |
| Produtos com baixo teor de ácido (leite, alternativas aos lacticínios, caldos de ossos, batidos de proteínas) | Não adequado | O pH é superior a 4,5. As temperaturas quentes (95°C) não conseguem destruir os esporos de Clostridium botulinum em ambientes pouco ácidos. Estes requerem uma retorta de alta pressão ou um processamento assético devido à necessidade de tratamento térmico sob pressão. |
| Bebidas gaseificadas (refrigerantes, água com gás, bebidas energéticas gaseificadas) | Não adequado | O aquecimento liberta o gás dióxido de carbono dissolvido. O processo requer a formação de vácuo, o que contradiz a pressão positiva necessária para a carbonatação no seu estado natural. |
Escolher os materiais de embalagem de enchimento a quente corretos
O elevado stress térmico e as condições de pressão de vácuo do processo de enchimento a quente impõem cargas mecânicas extremas ao material de embalagem. O recipiente deve ser capaz de suportar temperaturas iniciais de até 95°C sem derreter, esticar ou perder a estabilidade dimensional e, em seguida, suportar a elevada pressão atmosférica interna durante o processo de arrefecimento. Cada material tem as suas próprias propriedades únicas. Os materiais de embalagem normais não serão utilizados nestas condições, sendo necessária uma avaliação das suas necessidades de embalagem e das diferentes opções de garrafas compatíveis.
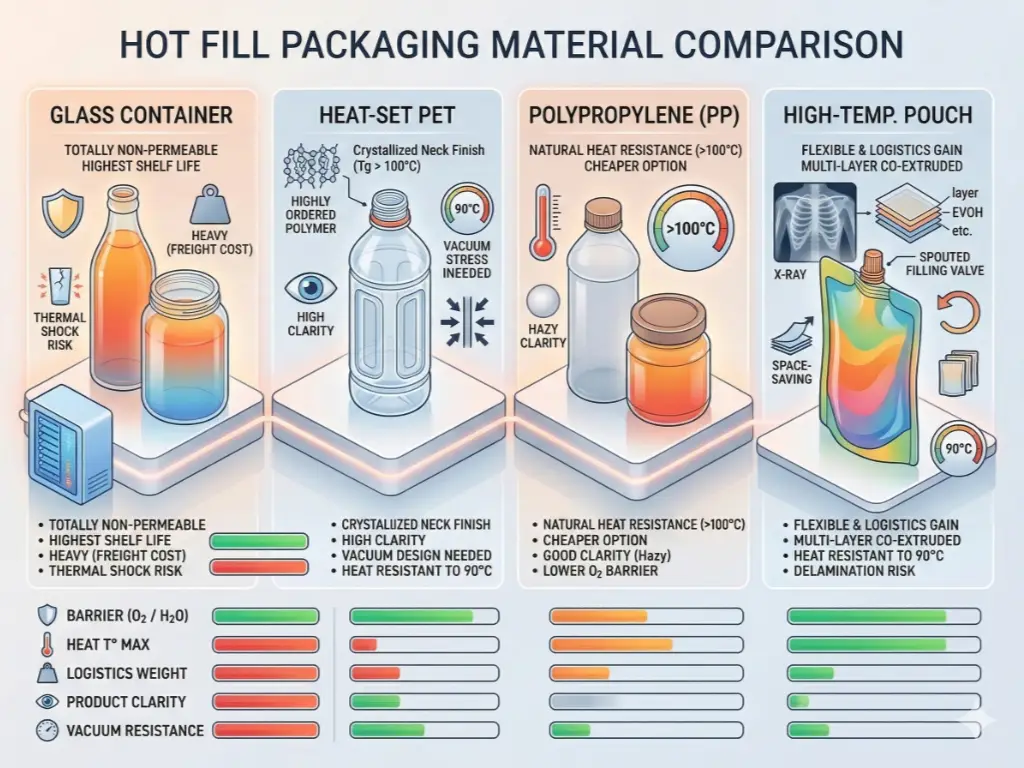
- Recipientes de vidro
O material de enchimento a quente convencional e mais resistente é o vidro. É totalmente não permeável, livre de oxigénio e tem zero hipóteses de movimento químico. O vidro oferece uma barreira de 100 por cento à humidade e aos gases, o que garante o maior prazo de validade. Quer utilize garrafas normais ou frascos de vidro de boca larga, o vidro é estruturalmente fácil de suportar as temperaturas mais elevadas e a consequente pressão de vácuo sem rachar ou deformar. Sendo um ótimo material, o vidro é, no entanto, pesado, o que acresce muitas despesas de transporte. Também implica uma atenção especial à temperatura durante os processos de enchimento e arrefecimento; a exposição de garrafas de vidro de enchimento quente a uma mudança brusca de temperatura no túnel de arrefecimento pode levar a um choque térmico desastroso e à fratura dos recipientes.
- PET (politereftalato de etileno) termoendurecido
As garrafas PET normais deformam-se e colapsam a temperaturas superiores a 70°C. Para utilizar o PET em linhas de enchimento a quente, os fabricantes têm de adquirir o Heat-Set PET. Os recipientes de PET Heat-Set são soprados para moldes aquecidos e submetidos a um condicionamento térmico controlado durante o processo de moldagem por sopro. O processo altera a estrutura das cadeias poliméricas, aumentando a temperatura de transição vítrea (Tg) do tipo de plástico e eliminando as tensões internas. A temperatura máxima de enchimento do PET termoendurecido é de 90°C, tornando-o o plástico mais popular para este processo. No entanto, estas garrafas de plástico necessitam de um maior peso de resina (peso em gramas) do que as garrafas de enchimento a frio para serem estruturalmente sólidas, e têm de ter determinados desenhos geométricos para controlar a pressão de vácuo e evitar a deformação das garrafas de plástico.
- Polipropileno (PP)
O polipropileno tem uma boa resistência natural ao calor e pode facilmente resistir a temperaturas superiores a 100°C sem procedimentos de endurecimento pelo calor. É um substituto mais económico do PET em algumas aplicações de enchimento a quente, especialmente quando são utilizados recipientes maiores ou frascos de boca larga para armazenar molhos e compotas. A principal desvantagem do PP é o facto de não ser tão transparente como o vidro; é turvo ou enevoado em comparação com a transparência vítrea e o acabamento brilhante do PET, o que pode afetar a atratividade nas prateleiras dos retalhistas. Além disso, a barreira ao oxigénio do PP é inferior à do PET e pode reduzir o prazo de validade de produtos muito sensíveis à oxidação.
- Bolsas para altas temperaturas
Embora o mercado seja dominado por uma multiplicidade de tipos de garrafas e recipientes rígidos, as bolsas flexíveis coextrudidas de várias camadas (bolsas com bico) estão a aumentar a sua quota de mercado. Estes sacos são fabricados com películas laminadas, incluindo normalmente folhas de alumínio ou camadas de barreira EVOH, e são concebidos para suportar temperaturas de enchimento de 90 °C. São uma excelente opção e têm uma grande vantagem em termos logísticos, uma vez que os sacos vazios ocupam uma fração do espaço de armazenamento das garrafas rígidas vazias. No entanto, os materiais flexíveis exigem válvulas de enchimento muito especializadas para lidar com o calor sem derreter o bico, e o processo de arrefecimento deve ser bem regulado para evitar a delaminação das paredes da bolsa.
Hot Fill vs. Outras Tecnologias de Enchimento: Matriz de ROI
As equipas de engenharia da fábrica precisam de comparar o processo de enchimento a quente com outras tecnologias de esterilização concorrentes. Estes sistemas só podem ser comparados através da análise de despesas de capital (CAPEX) e despesas de funcionamento (OPEX).
| Tecnologia | Objetivo pH Adequação | Conservantes necessários | Material Resistência ao calor | Retenção de sabor e nutrientes |
| Enchimento a quente | Ácido elevado (< 4,5) | Não | Elevado (PET termoendurecível, vidro) | Moderado a bom |
| Enchimento assético | Ácido alto e baixo | Não | Baixo (PET leve normal) | Excelente |
| Retorta | Ácido baixo (> 4,5) | Não | Extremo (latas de metal, bolsas Retort) | Moderado (aquecimento prolongado) |
| Enchimento a frio | Ácido elevado (< 4,5) | Sim | Baixo (PET leve normal) | Excelente |
CAPEX vs. OPEX em diferentes linhas de produção
Os sistemas de enchimento a frio têm o menor CAPEX. A maquinaria é mecanicamente simples e não necessita de permutadores de calor, túneis de arrefecimento ou transportadores de inversão especiais. O OPEX também é baixo, uma vez que os fabricantes podem empregar as garrafas PET padrão mais leves e mais baratas. No entanto, a necessidade de conservantes químicos restringe o acesso ao mercado, uma vez que os produtos com rótulo limpo são muito procurados pelos consumidores.
- Enchimento a quente
O enchimento a quente é um investimento CAPEX moderado. A linha necessita de pasteurizadores, válvulas de enchimento especiais e enormes túneis de arrefecimento. O OPEX, por outro lado, é relativamente elevado. O processo consome muita energia para aquecer o produto e depois arrefecê-lo. Além disso, a necessidade de utilizar PET termoendurecível implica que cada garrafa de enchimento a quente é muito mais pesada e dispendiosa do que uma garrafa PET normal. O preço da matéria-prima plástica constitui uma parte significativa dos custos de funcionamento recorrentes.
A tecnologia asséptica é dispendiosa em termos de CAPEX astronómico, que pode ascender a milhões de dólares. O processo esteriliza o produto e a embalagem de forma independente e depois combina-os numa sala limpa (isolador) estéril e de qualidade farmacêutica. O equipamento inclui banhos de esterilização complicados (com peróxido de hidrogénio ou ácido peracético) e sistemas de filtragem de ar estéril. O custo de manutenção e formação dos operadores é muito elevado. Mas o OPEX assético é de pequena escala. O líquido é arrefecido antes do enchimento, pelo que o processo utiliza garrafas PET ultra-leves e normalizadas, o que reduz significativamente o custo da resina plástica.
Os alimentos pouco ácidos, como a carne, os alimentos para animais de estimação e os caldos, devem ser retortados. O produto é embalado em latas de metal ou bolsas de retorta e depois carregado em enormes recipientes sob pressão (autoclaves) onde é exposto a vapor a 121°C entre 30 e 60 minutos. O CAPEX é elevado devido aos recipientes de pressão pesados, e o OPEX é extremo devido à enorme quantidade de energia necessária para aquecer a água e manter a pressão elevada durante ciclos longos.
Calcular o ponto de equilíbrio da sua marca
A escolha entre Hot Fill ou Aseptic é um exercício matemático de compensação de custos de volume e de material. Os engenheiros têm de traçar a intersecção entre a depreciação do CAPEX e a acumulação do OPEX.
Tomemos como exemplo a matriz de decisão de uma marca de sumos de elevada acidez. Quando o volume de produção é inferior a 10 milhões de garrafas por ano, a opção financeira inquestionável é o enchimento a quente. As margens de lucro seriam eliminadas pelo elevado CAPEX de uma linha asséptica e o custo unitário acrescido das garrafas PET Heat-Set pode ser suportado em volumes baixos.
Mas a matemática inverte-se à medida que a escala de produção aumenta. As poupanças resultantes da substituição de garrafas PET standard de 15 gramas (assépticas) por garrafas PET Heat-Set de 28 gramas (enchimento a quente) multiplicam-se rapidamente quando o volume anual excede os 50 milhões de garrafas. Os milhões de dólares poupados em resina plástica e peso de transporte recuperarão o enorme CAPEX da máquina asséptica em 24 a 36 meses neste limiar. No caso de produtos de baixa acidez, o volume não importa; o Hot Fill simplesmente não pode garantir a segurança alimentar, e a escolha é entre Aseptic e Retort.
Análise de falhas e resolução de problemas no chão de fábrica
A teoria da engenharia deve ser traduzida em desempenho no chão de fábrica. As linhas de enchimento a quente colocam determinados problemas físicos e termodinâmicos, que conduzem a elevadas taxas de refugo quando não são bem controladas. Os seguintes modos de falha devem ser evitados pelos engenheiros de produção, aplicando parâmetros de controlo rigorosos e compreendendo os passos essenciais de uma forma geral.
Painéis e distorção (conceção de painéis de vácuo)
Panningeling - o colapso descontrolado da garrafa de plástico para dentro é o defeito visual mais comum nas embalagens de enchimento a quente. O volume do líquido a 85°C reduz-se à medida que arrefece para 35°C. Este efeito é aumentado pelo vapor condensado no espaço livre, produzindo um forte vácuo. O exterior da garrafa é empurrado pela pressão atmosférica.
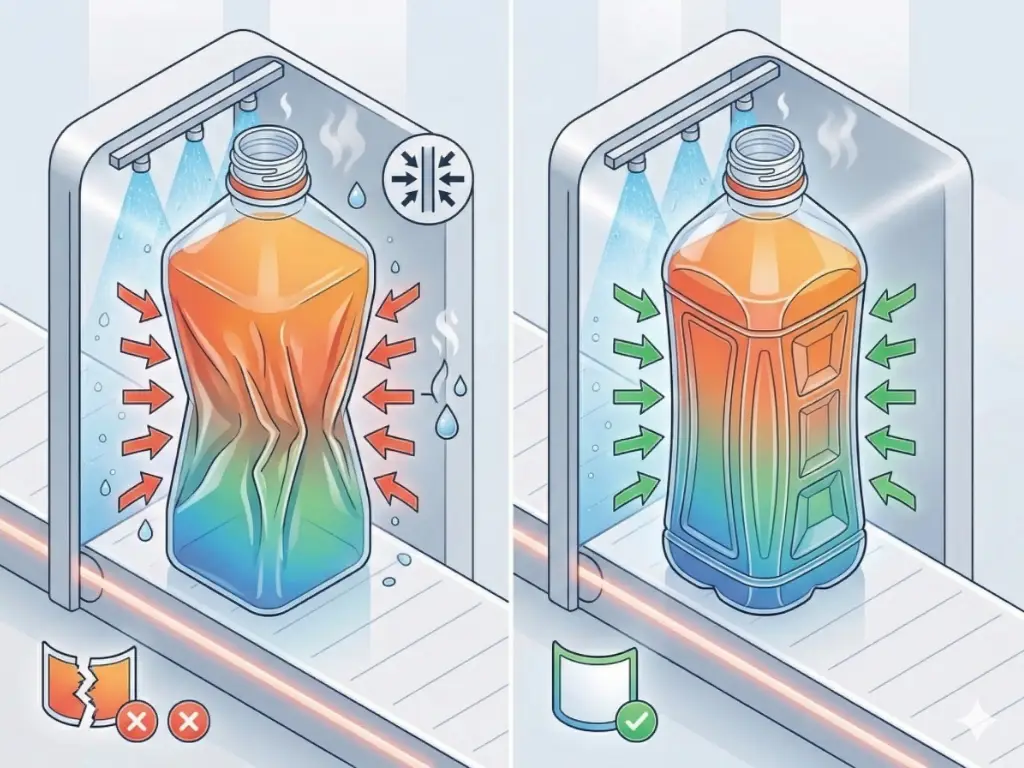
Esta tensão de compressão é distribuída uniformemente pela geometria das garrafas de vidro circulares. As garrafas de plástico, especialmente as de formato quadrado ou retangular, não são capazes de suportar esta força por si só; os seus lados planos dobrar-se-ão aleatoriamente, arruinando a área de aplicação do rótulo e tornando o produto invendável.
Para resolver este problema, os engenheiros estruturais criam os chamados painéis de vácuo com a forma da garrafa PET. Trata-se de determinadas marcas geométricas, curvas ou nervuras no corpo da garrafa. São pontos artificiais de vulnerabilidade. À medida que o vácuo é criado, estes painéis são dobrados uniformemente para dentro, absorvendo a força de contração e permitindo que os pilares estruturais primários da garrafa fiquem direitos e firmes. Qualquer dimensionamento incorreto destes painéis em comparação com o volume de enchimento e o delta de arrefecimento conduzirá a uma distorção desastrosa.
O papel dos acabamentos de pescoço cristalizados
O polímero PET é um material amorfo normal que começa a amolecer e a deformar-se à sua temperatura de transição vítrea de cerca de 70°C. Quando um líquido a 85°C é vertido numa garrafa PET normal, o acabamento do gargalo, ou a parte roscada onde a tampa está fixada, fica deformado. Uma fração de milímetro de deformação afectará a vedação hermética, provocando a entrada de oxigénio, a deterioração do produto e uma enorme recolha de produtos.
Para evitar esta situação, as garrafas PET de enchimento a quente devem ter um acabamento de gargalo cristalizado. O gargalo da garrafa é exposto a um intenso aquecimento por infravermelhos durante o processo de fabrico, mas o corpo é coberto. Este calor localizado faz com que as cadeias de polímero no gargalo sejam orientadas para uma estrutura cristalina muito ordenada. O resultado estético é que o pescoço se torna branco opaco. Esta estrutura cristalizada aumenta a resistência ao calor do acabamento do pescoço para mais de 100°C, o que faz com que as roscas permaneçam dimensionalmente estáveis e sólidas como uma rocha quando o enchimento e a cobertura a alta temperatura são efectuados.

Cozedura excessiva e perda de sabor nos túneis de arrefecimento
A eficiência do túnel de arrefecimento é o que determina a qualidade de um produto enchido a quente. Quando o produto é deixado a 85°C durante demasiado tempo, sofre uma grave degradação térmica. Isto provoca a reação de Maillard (escurecimento do líquido), a perda de nutrientes delicados, como a vitamina C, afectando as propriedades nutricionais, e a modificação de compostos de sabor delicados, afectando o sabor do produto. O produto cozinha efetivamente na garrafa.
Os túneis que são arrefecidos devem utilizar um gradiente de temperatura preciso de várias zonas. Uma garrafa a 85°C colocada diretamente em água refrigerada a 5°C sofrerá um choque térmico, que pode partir o vidro ou produzir uma contração imprevisível do plástico. A temperatura deve ser reduzida gradualmente no túnel (por exemplo, Zona 1 60°C, Zona 2 40°C, Zona 3 25°C). A temperatura do núcleo da garrafa deve ser constantemente medida pelos engenheiros. Os líquidos viscosos são maus condutores de calor; ou seja, o líquido na parede da garrafa arrefece rapidamente e o meio do líquido é destrutivamente quente. As pressões da bomba, os ângulos dos bicos de pulverização e os tempos de permanência no transportador têm de ser calculados para garantir uma remoção rápida e uniforme do calor.
Dominar produtos de nicho e de difícil preenchimento
A tecnologia de enchimento a quente baseia-se no sumo e no chá padrão. A verdadeira força de engenharia de uma linha de embalagem é quando esta é utilizada para processar materiais multifásicos ou de alta viscosidade.
Manuseamento de partículas no enchimento a quente
É necessário um manuseamento especial de fluidos para processar molhos de elevada acidez com grandes partículas, por exemplo, sementes de pimenta, cubos de fruta em compota ou pedaços de vegetais em salsa. As válvulas de gravidade normais ou os medidores de caudal de alta velocidade esmagam as partículas ou ficam sujeitos a pontes e entupimentos contínuos.

O sistema deve utilizar bombas de deslocamento positivo ou enchedores de pistão com válvula rotativa para garantir a integridade das partículas. A dimensão do orifício do bocal de enchimento deve ser concebida de modo a ter pelo menos o dobro do diâmetro da maior peça sólida. Além disso, é importante manter uma suspensão homogénea de partículas sólidas no tanque de retenção. Quando a agitação é demasiado violenta, as partículas desfazem-se; quando é demasiado lenta, os sólidos sedimentam-se, de modo que as primeiras garrafas só terão líquido e as últimas só terão sólidos. O sistema deve ter agitadores de superfície raspada muito regulados e de baixo cisalhamento na tremonha aquecida.
Superar os desafios da alta viscosidade
O ketchup, os xaropes concentrados e as pastas pesadas colocam sérios problemas de penetração térmica. A viscosidade constitui um sério obstáculo às correntes de convecção no líquido. Os permutadores de calor de placas normais não podem ser utilizados durante a primeira fase de aquecimento; a pasta espessa queimar-se-á nas placas, o que provocará incrustações e interromperá a produção. Os permutadores de calor tubulares ou de superfície raspada são necessários com produtos de alta viscosidade para limpar fisicamente o produto das paredes aquecidas para evitar queimaduras e para proporcionar uma distribuição uniforme da temperatura.
Na fase de enchimento, os produtos viscosos não são fáceis de mover e os cilindros de pistão pneumáticos ou servo-acionados de alta pressão são utilizados para empurrar o material para dentro do recipiente. A velocidade de enchimento deve ser definida. A distribuição de alta pressão resultará em salpicos e aprisionamento de bolsas de ar na pasta. O ar aprisionado expande-se e contrai-se aleatoriamente, arruinando a precisão do selo de vácuo e adicionando oxigénio que acelera a deterioração. A máquina de enchimento deve basear-se num método de enchimento de baixo para cima, no qual o bocal se afunda no fundo do recipiente e sobe em correspondência exacta com o nível ascendente do líquido.
Como escolher a máquina de enchimento a quente correta
Aquisição de equipamento de enchimento a quente requer o alinhamento das capacidades mecânicas com a estratégia empresarial a longo prazo. Os decisores devem avaliar três parâmetros críticos antes de finalizar as especificações:
- Para começar, o alinhamento da capacidade deve basear-se numa eficiência operacional realista (OEE)e não em velocidades máximas teóricas. Quando uma linha está dimensionada para 200 garrafas por minuto, o túnel de arrefecimento a jusante deve ter a capacidade termodinâmica para remover o calor a essa velocidade específica; um estrangulamento no arrefecimento fará com que toda a linha se afrouxe.
- Em segundo lugar, o sistema deve apoiar futuros roteiros de produtos. Uma máquina que tenha sido comprada com o único objetivo de produzir líquidos finos terá de ser adaptada a um custo elevado no caso de o departamento de marketing decidir introduzir um molho com muitas partículas. Indicar desde logo enchedoras de pistão de deslocamento positivo e válvulas rotativas de grande diâmetro, caso se prevejam matrizes complexas.
- Em terceiro lugar, avaliar o nível de automatização do sistema Clean-in-Place (CIP). As linhas de enchimento a quente são utilizadas para processar produtos pegajosos, com elevado teor de açúcar ou altamente aromatizados. O procedimento de limpeza manual garante um tempo de inatividade prolongado e um elevado risco de contaminação bacteriana. Exija procedimentos CIP completos, automatizados e controlados por PLC, com caudais validados, dosagem de produtos químicos e registo de temperatura para garantir um saneamento total entre as mudanças de lote.
Como é que a Levapack pode resolver os desafios complexos das embalagens de enchimento a quente?
Um dos desafios mais significativos no processamento térmico é manter a eficiência da linha ao manusear produtos de alta viscosidade ou pastas com muitas partículas. Embora o equipamento padrão seja suficiente para líquidos finos, os molhos complexos exigem sistemas de engenharia de precisão para evitar o entupimento de válvulas, dosagem irregular e inconsistências térmicas. É por isso que a Levapack, um fornecedor de maquinaria de embalagem personalizada, é uma opção estratégica para as instalações que pretendem eliminar os estrangulamentos na produção e aumentar a fiabilidade operacional.
Ao processar molhos espessos, condimentos volumosos ou pastas viscosas, as máquinas de enchimento padrão debatem-se frequentemente com o stress térmico e com uma dosagem imprecisa. Levapack engenheiros soluções especializadas de embalagem de molhos hot-fill concebidas para eliminar exatamente estes pontos de estrangulamento. Utilizando uma tecnologia robusta de enchimento por pistão e aço inoxidável 304/316 para serviços pesados, as nossas máquinas suportam sem esforço temperaturas extremas e partículas pesadas sem entupimento. Desde configurações de bicos personalizadas a controlos servo-acionados precisos que proporcionam uma precisão de enchimento inferior a 1%, ajudamo-lo a construir uma linha resistente e automatizada que se adapta perfeitamente a PET, vidro e latas, assegurando uma integridade do produto sem compromissos e a máxima eficiência operacional.



