A tecnologia de deteção de metais em embalagens de alimentos abrange uma vasta gama de materiais, tais como plásticos flexíveis, caixas de cartão, película metalizada e recipientes rígidos. Os engenheiros de embalagem devem alinhar o processo de inspeção e a tecnologia com as caraterísticas físicas únicas de cada embalagem específica para garantir elevados padrões de segurança alimentar. No que diz respeito à inspeção de materiais não condutores, tais como bolsas de plástico padrão, é necessária uma calibração electromagnética simples para estabelecer requisitos de base. Assim, com a presença crescente de componentes metálicos em embalagens conformes, a complexidade do processo de inspeção também aumenta.
A complexidade do processo de inspeção é, evidentemente, mais acentuada no caso dos contentores metálicos rígidos. Uma conserva fundamental paradoxo existe na deteção de metais em embalagens alimentares: o conflito operacional direto entre os detectores de metais industriais electromagnéticos e as latas de metal que devem inspecionar.
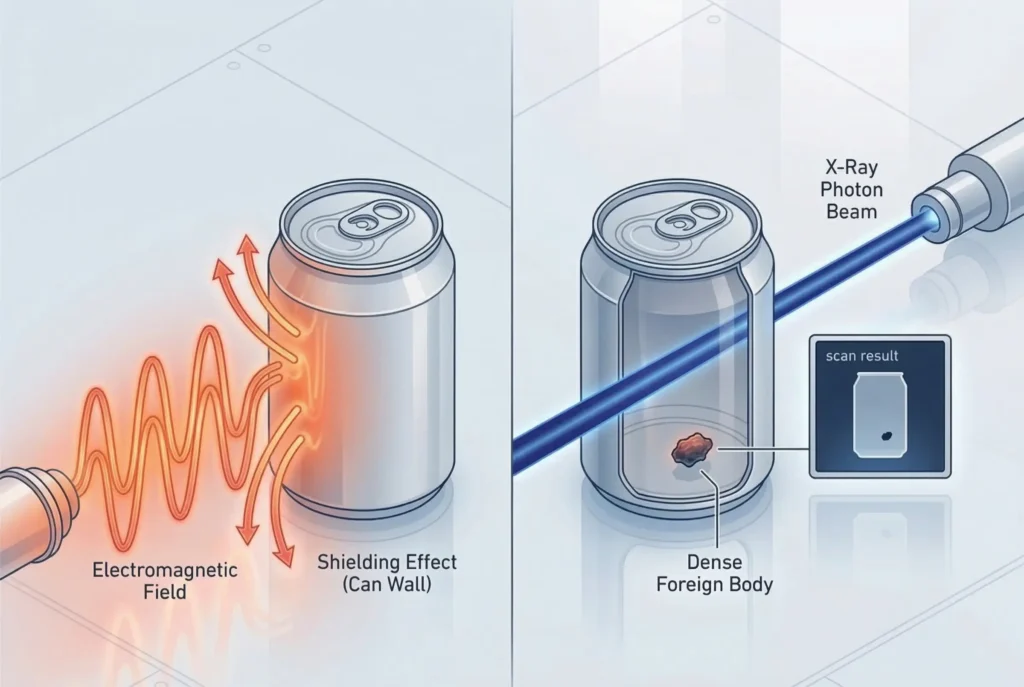
A maioria das empresas de embalagem de alimentos coloca um sistema de inspeção no final da linha de produção, onde o sistema analisa a embalagem acabada e selada. A utilização desta lógica numa linha de produção de conservas faz-nos perder alguma tecnologia. A própria lata gera um enorme sinal de efeito de produto, que é um sinal produzido quando um cliente ou qualquer outra pessoa externa interage com um produto, e sobrepõe-se completamente à linha de base sensorial da maquinaria, razão pela qual o equipamento ignora quaisquer contaminantes físicos internos que estejam a proteger o campo eletromagnético externo. É impossível inspecionar latas de metal seladas com bobinas electromagnéticas, uma vez que isso desafia as leis da física. Por essa razão, vamos restringir todo este artigo à desmontagem do desafio mais complexo na indústria alimentar, que é a conceção de uma instalação de enlatamento que tenha um sistema de controlo de qualidade operacional que seja funcional, conforme e economicamente equilibrado para evitar recolhas dispendiosas.
Contaminantes e tipos de detectores
Os sistemas de deteção de fiabilidade estão diretamente relacionados com uma lista bem definida de contaminantes metálicos agrupados por tipo, bem como com as configurações dos sensores. No processamento de alimentos, diferentes contaminantes geram diferentes magnitudes de sinal devido às diferentes composições metalúrgicas dos tipos de metal.
| Categoria de contaminante | Permeabilidade magnética | Condutividade eléctrica | Dificuldade de deteção | Fontes de produção comuns |
| Ferrosos (ferro, aço) | Elevado | Elevado | Mais baixo | Ferrugem, parafusos de aço-carbono, componentes de máquinas padrão. |
| Não ferrosos (alumínio, cobre, latão) | Zero | Elevado | Moderado | Fios cortados, fragmentos de folha de alumínio, acessórios de latão. |
| Aço inoxidável (graus austeníticos 304, 316) | Zero / Negligenciável | Baixa | Mais alto | Lâminas de corte, ecrãs de processamento, peças de desgaste, impulsores de bombas. |
O aço inoxidável austenítico é o maior problema para os processadores de alimentos. Como não tem propriedades magnéticas e tem baixa condutividade térmica, produz a amplitude de sinal mais baixa no campo de deteção. A deteção suficiente do aço inoxidável requer uma calibração máxima do aparelho de deteção, combinada com a abertura mais pequena para apanhar partículas metálicas minúsculas.
As diferentes fases do processo de produção alimentar requerem diferentes formatos de equipamento, explorando vários tipos de detectores de metais.
| Configuração do detetor | Ponto de aplicação | Estado típico do produto | Orientação da inspeção |
| Transportador / Túnel | Pós-embalagem ou granel bruto | Artigos sólidos, embalagens discretas, caixas de cartão | Trânsito horizontal numa correia transportadora |
| Condutas | Pré-processamento, estações de bombagem | Líquidos, lamas, pastas, emulsões de carne | Fluxo de fluido pressurizado |
| Queda da gravidade / Garganta | Pré-embalagem, acima dos enchimentos | Pós secos a granel, grânulos, pedaços sólidos discretos | Queda livre vertical |
Os sistemas de transporte standard são concebidos para embalagens de plástico ou de papel. Por exemplo, no caso das linhas de enlatamento, são necessárias determinadas configurações para evitar o efeito de proteção do último recipiente, mantendo a segurança do produto.
Soluções de Inspeção Comprovadas para Alimentos Enlatados
Para ultrapassar as barreiras físicas da inspeção de contentores de aço e combater os riscos de segurança, os engenheiros de instalações têm de escolher diferentes estratégias de inspeção. O método correto depende do estado do produto, do tipo de produto alimentar, dos requisitos de deteção e do orçamento disponível. Para as linhas de produção de conservas, existem dois sistemas possíveis que desempenham um papel crucial na manutenção da segurança do consumidor.
Pós-embalagem: Sistemas de inspeção por raios X
Se a sua diretiva operacional exigir uma inspeção depois de o contentor ser selado, as suas instalações terão de utilizar a tecnologia de inspeção por raios X para inspecionar o produto final. Os sistemas de raios X não utilizam campos electromagnéticos. Em vez disso, utilizam um feixe de fotões de alta energia, que são projectados através do contentor para uma matriz linear de díodos, que mede os fotões à medida que são absorvidos ou não absorvidos.
Com uma espessura uniforme da parede da lata, o software do sistema define uma imagem de base a preto e branco. A presença de um corpo estranho denso, como um fragmento de aço ou uma pedra, fragmentos de vidro ou uma pedra calcificada de osso, absorve os raios X mais do que os alimentos circundantes e a lata. Consequentemente, este será visto como um corpo estranho escuro e fará com que o mecanismo de rejeição seja ativado, isolando o produto contaminado. Em comparação com todas as outras técnicas disponíveis, os sistemas de raios X representam o meio mais seguro e fiável de inspeção de latas no fim da linha. São sistemas de raios X dispendiosos e, consequentemente, requerem o cumprimento de protocolos rigorosos de segurança de radiação e fornecem refrigeração aos componentes do gerador.
Pré-embalagem: Detectores de queda por gravidade
A fase de inspeção das linhas de enlatamento é mais eficiente, precisa e económica quando realizada antes do processo de embalagem. Este método desloca os pontos de controlo críticos para a fase de manuseamento a granel. Os detectores de metais alimentares por queda gravitacional são incorporados no fluxo vertical do produto, diretamente a montante da máquina de enchimento, para analisar matérias-primas e ingredientes.
A inspeção do produto a granel, em queda livre, faz com que o efeito de blindagem da lata de metal seja completamente contornado. Além disso, os detectores de queda por gravidade utilizam aberturas de deteção circulares ou rectangulares estreitas; quanto mais pequena for a abertura, menos sensível é o detetor. Assim, quando os produtos a granel caem através de canais mais pequenos, em vez de aberturas de transporte maiores, é utilizada uma abertura de deteção mais pequena. Esta abertura mais pequena permite a deteção de fragmentos metálicos mais pequenos.
Integração de detectores antes do processo de enchimento
Para utilizar um detetor de queda por gravidade para uma deteção fiável, é necessário um conhecimento preciso da mecânica funcional. O detetor de metais não deve ser colocado sobre a enchedora; em vez disso, tem de ser integrado e logicamente fundido com o dispositivo de distribuição a montante, normalmente uma balança de múltiplos cabeçotes ou uma enchedora de rosca sem-fim. Assim, a conetividade física determina a estabilidade de base do campo de deteção.
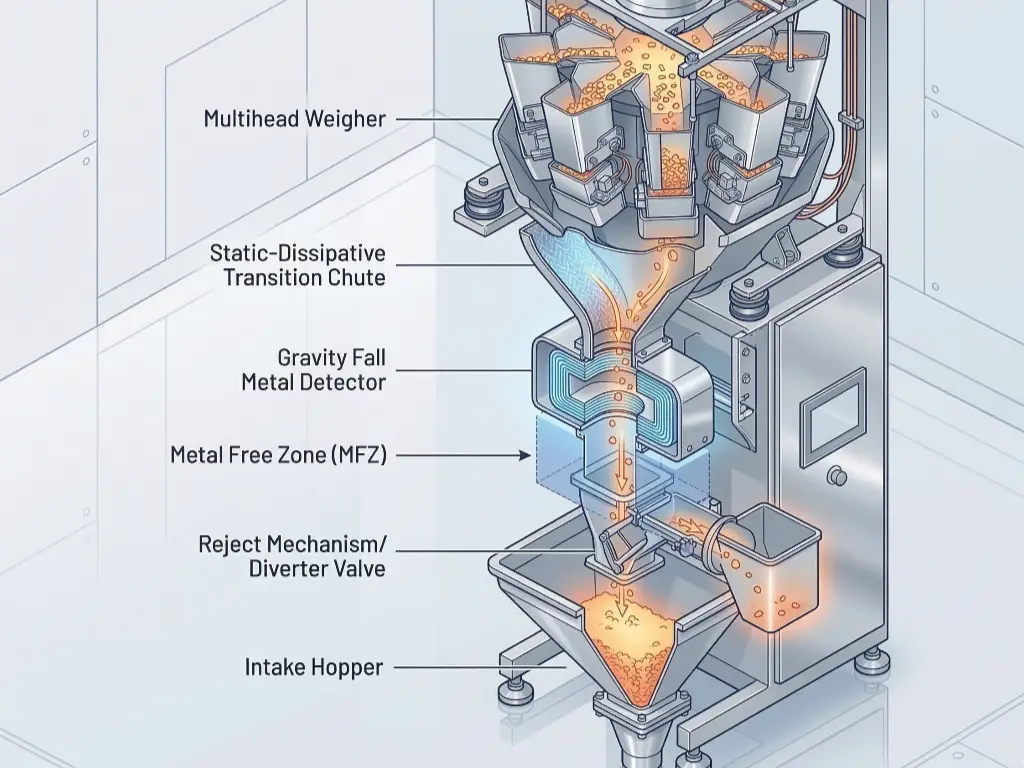
As calhas de transição controlam a forma como um produto se move quando é libertado do balde de pesagem e inicia a sua viagem até à abertura do detetor. As calhas são feitas de materiais plásticos seguros para alimentos, não de metal, e são normalmente feitas de polietileno de peso molecular ultra-alto (UHMW) dissipador de estática ou de certos compostos. Enquanto os materiais secos a granel se deslocam por uma calha, é criada eletricidade por fricção. Se forem utilizados plásticos isolantes normais, a eletricidade estática acumula-se e descarrega-se na estrutura metálica ligada à terra. Este arco estático gera uma radiofrequência de banda larga. O detetor detectará a radiofrequência e fará com que os produtos alimentares sejam rejeitados sem qualquer motivo. Com uma boa ligação à terra das calhas de transição e a utilização de materiais dissipadores de estática, pode haver um movimento silencioso e ininterrupto dos produtos ao longo do processo de produção.
Para os sistemas de deteção de metais, é muito importante ter um isolamento mecânico. Todo o equipamento a montante, como as balanças de várias cabeças, tem alimentadores radiais e motores de passo que criam vibrações contínuas de alta frequência. Se um detetor de metais for montado diretamente numa estrutura de pesagem sem isolamento, as vibrações mecânicas da estrutura são transferidas para a cabeça de pesquisa do detetor. Esta vibração provoca pequenos movimentos das bobinas de cobre fundidas em resina na cabeça do detetor e é gerado um sinal falso. Os engenheiros têm de utilizar suportes especiais elastoméricos de isolamento de vibrações para fixar o detetor de metais. Além disso, a Zona Franca de Metais (ZFM) deve ser respeitada para evitar a contaminação por metais. Dentro da MFZ, nenhuma peça metálica que se mova, como portas de baldes de pesagem, hastes de cilindros, etc., pode atravessar a zona porque o movimento destas peças perturbará o campo magnético.
A última parte mecânica é designada por mecanismo de rejeição. Num sistema de queda por gravidade, o produto tem uma velocidade elevada devido à gravidade e a válvula de rejeição tem de abrir em milissegundos. O mecanismo foi concebido com uma configuração à prova de falhas. É necessária uma pressão electro-pneumática contínua para manter o mecanismo na posição de "aceitação". Se houver uma queda na pressão do ar, a válvula cai para a posição de "rejeição", impedindo assim que qualquer produto não inspeccionado entre na máquina de enchimento e comprometa a segurança alimentar.
Ajustes dos parâmetros do software para uma precisão óptima
A integração do hardware marca o fundo do continuum de funcionalidade, enquanto a comunicação em rede determina a verdadeira eficiência operacional do sistema. Embora um detetor de queda por gravidade e uma balança de múltiplos cabeçotes funcionem independentemente na linha de produção, eles devem trabalhar de forma sincronizada com precisão. Se o fluxo de produto, controlado pelos parâmetros do software, estiver desalinhado com o detetor de fluxo, este rejeitará mais do que deveria ou não poderá rejeitar lotes que contenham contaminantes metálicos.
Para tal, os operadores devem ajustar os parâmetros do sistema de distribuição e do sistema de inspeção.
| Parâmetro | Localização do sistema | Função | Impacto na deteção | Estratégia de definição óptima |
| Peso alvo | Balança com várias cabeças | Ajustar ao mínimo necessário para atingir o peso pretendido, garantindo um feixe de produtos compacto e denso. | As flutuações alteram a densidade aparente, deslocando o ângulo de fase do efeito do produto e causando falsas rejeições. | Manter limites de variação rigorosos. Recalibrar o detetor se o peso alvo se alterar em >10%. |
| Linear Vibrador Amplitude | Balança com várias cabeças | Controla a intensidade dos tabuleiros de alimentação. | Uma amplitude elevada provoca gotas de produto alongadas, alterando o perfil de velocidade esperado pelo detetor. | Mapear a distância física exacta do balde à válvula. Calibrar o atraso de milissegundos com base na aceleração da gravidade. |
| Velocidade de despejo / Temporizador de atraso | Balança e detetor | Controla a abertura do balde e a temporização da válvula de rejeição. | A dessincronização faz com que a válvula de rejeição dispare demasiado cedo ou demasiado tarde, não detectando o contaminante. | Ajustar ao mínimo necessário para atingir o peso pretendido, garantindo um feixe de produtos compacto e denso. |
A Interface Homem-Máquina (HMI) é o controlador central para sincronizar o sistema. Os operadores têm de ajustar as várias definições para manter o perfil do produto uniforme à medida que este se desloca através da zona de deteção.
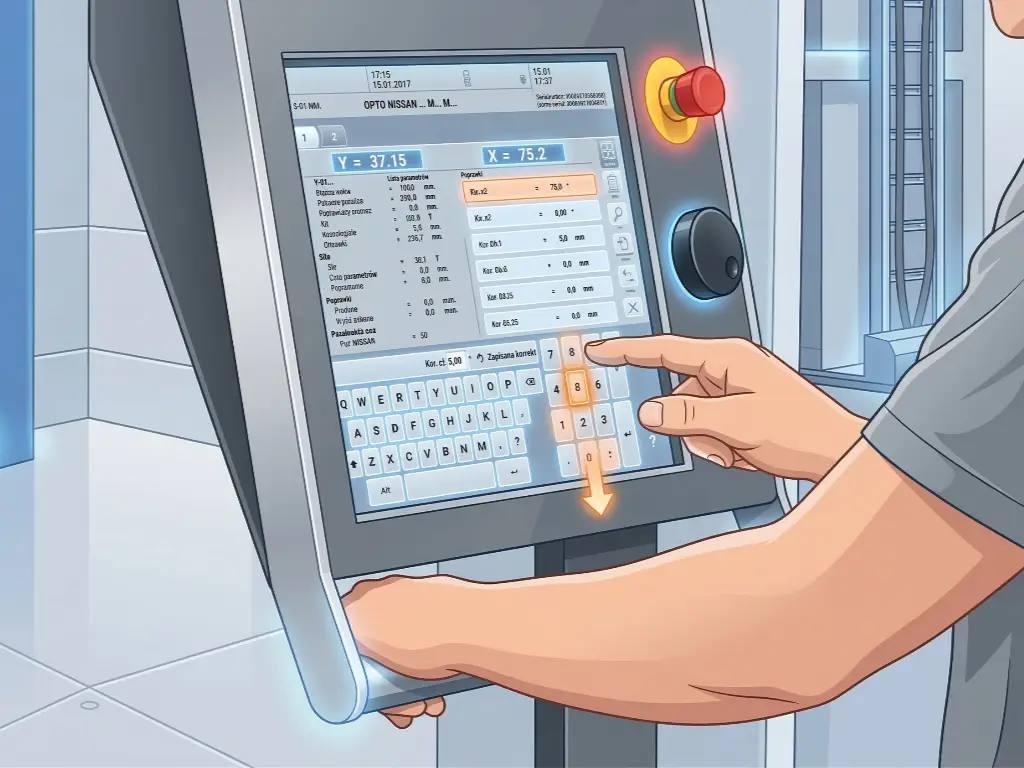
O peso pretendido determina a massa total de produto libertado durante um ciclo. Embora isto se destine principalmente à conformidade da embalagem, também afecta a densidade da embalagem do produto que passa pelo detetor de metais. Uma grande alteração no Peso Alvo também alterará o "efeito do produto"; o detetor de metais verá o produto como mais ou menos condutor ou magnético, dependendo da quantidade de produto no detetor de metais quando o produto estiver a passar. O detetor de metais tem algo chamado Processador de Sinal Digital (DSP), que cria um ângulo de fase adaptável para ignorar o efeito do produto. Se a massa do produto mudar subitamente, o ângulo muda e o DSP confunde o aumento de massa com um contaminante. A consistência com que aderimos a um Peso Alvo determina o sinal de base para a qualidade do produto.
O parâmetro Amplitude do Vibrador Linear regula a força das panelas vibratórias que transportam os produtos para os baldes de pesagem. A forma como os pratos vibram afecta tanto a velocidade como a uniformidade do espalhamento dos produtos. Se a definição for demasiado elevada, os baldes de pesagem capturam os produtos de forma irregular, criando um perfil de queda alto e largo que ocorre de forma irregular à medida que o balde se abre. Em vez de um grupo apertado de produtos a cair através do detetor, os produtos ficam espaçados. O software do detetor determina o momento de ativar a função de rejeição com base na velocidade a que se espera que o produto se desloque. Se o grupo de produtos estiver espaçado, o último produto a passar pode acabar por passar pela função de rejeição depois de ter fechado para aceitar. O ajuste da amplitude do Vibrador Linear proporciona uma queda uniforme e esperada do produto, assegurando uma abordagem proactiva à interceção.
Velocidade de despejo regula a rapidez e a ordem de abertura das portas do balde de pesagem. Este é o ponto de ativação exato para o início de todo o processo. Um temporizador também é ativado quando o balde de pesagem se abre. O Controlador Lógico Programável (PLC) segue o sinal de descarga. O sistema determina o milissegundo exato em que o centro da massa do produto irá atravessar o centro do campo eletromagnético do detetor de metais. De seguida, determina qual o atraso necessário para abrir a válvula pneumática de rejeição. Se a velocidade de descarga for alterada, as caraterísticas do mecanismo mudam e, por conseguinte, também o perfil de aceleração do produto. Por este motivo, é da responsabilidade do operador definir os temporizadores de atraso no software de rejeição do detetor de metais para ter em conta qualquer alteração na velocidade de descarga. A combinação do ajuste fino destes três factores elimina os falsos positivos e o desperdício de material resultantes da dessincronização na deteção de metais em embalagens de alimentos.
Armadilhas na disposição e instalação da linha de conservas
A conceção de linhas de produção de conservas assenta no pensamento sistémico. A fusão de sistemas de inspeção delicados com maquinaria industrial sofisticada envolve múltiplos desafios de engenharia micro e macro. As decisões iniciais de layout da instalação determinarão o desempenho do sistema de deteção de metais durante toda a vida útil do sistema, actuando como base para uma análise rigorosa dos riscos.
Atribuição de espaço físico para equipamento
O projeto vertical para o sistema de queda por gravidade de pré-embalagem necessita de muitas folgas aéreas. Os planeadores da instalação têm de ter em conta as tolerâncias totais de empilhamento vertical, incluindo as alturas de descarga do elevador de alimentação, a balança de várias cabeças, as calhas de transição, a cabeça do detetor de metais, os mecanismos para as válvulas de desvio, o funil de acumulação e a tremonha de entrada da máquina de enchimento de latas.
Para a integração vertical, a arquitetura ultrapassa normalmente as alturas de teto dos edifícios mais antigos e normais. Além disso, os projectistas têm de colocar mezzanines de aço estrutural ou plataformas de acesso à volta desta pilha de equipamento. O pessoal de manutenção necessita de um acesso adequado e estável à pilha para ajustar o detetor de metais, para efetuar testes padrão na abertura e para realizar procedimentos sanitários. Quando há um esforço para reduzir a pilha vertical para caber num teto mais baixo, há muitas vezes problemas com os ângulos das calhas, que resultam na ausência de fluxo de produto e em taxas de queda instáveis. Isto, por sua vez, leva a falhas na temporização do mecanismo de rejeição.
Prevenir a interferência electromagnética
As paletizadoras, as máquinas de costura e os transportadores automatizados são todos utilizados em instalações de produção de conservas e têm cargas motoras pesadas. Como resultado, criam muitas interferências electromagnéticas (EMI) e de radiofrequência. Os detectores de metais são concebidos para detetar alterações mínimas num campo magnético e são susceptíveis a ruído elétrico externo, o que ameaça a conformidade regulamentar.
Uma falha de conceção que ocorre frequentemente consiste em colocar as linhas de alimentação e comunicação do detetor de metais em paralelo com as linhas de alta tensão que alimentam os variadores de frequência (VFD). Os VFDs utilizam transístores bipolares de porta isolada (IGBTs) para comutar a tensão de acionamento em milissegundos, o que cria muito ruído elétrico. Este ruído fará com que o detetor de metais dispare falsamente. Um plano de encaminhamento de cabos para cruzar um conjunto de cabos deve sempre garantir que existe uma distância clara entre os cabos em cada ponto de cruzamento e que os cabos são encaminhados ao longo do mesmo eixo paralelo, conforme necessário.
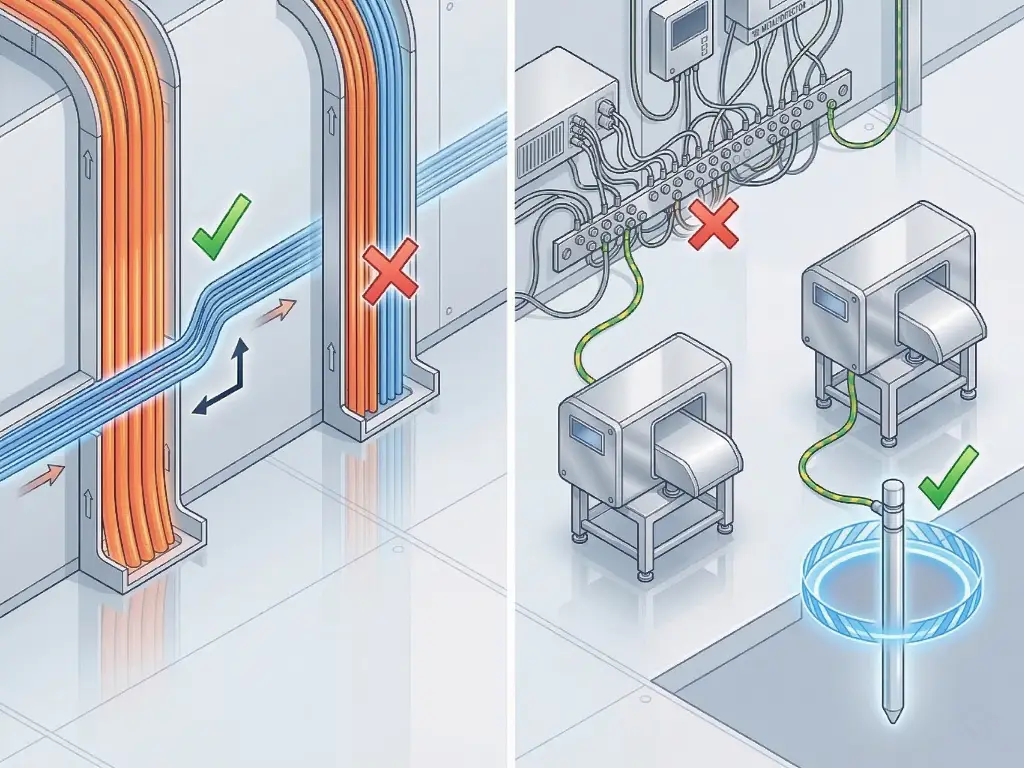
O detetor de metais também requer uma ligação à terra "Clean Earth". Se o detetor de metais estiver ligado ao mesmo barramento de terra que outro equipamento de processamento de grandes dimensões, o ruído elétrico será realimentado através do fio de terra e o ruído será captado pelo equipamento. Para garantir que o detetor de metais permanece operacional sem interferências, é necessária uma haste de terra isolada e dedicada para o sistema de inspeção, bem como para o detetor de metais.
Garantir o ROI da sua linha de embalagem
A deteção precisa de metais numa linha de produção de conservas é um requisito rígido para a conformidade e segurança operacionais. A deslocação do ponto de inspeção para a fase de pré-embalagem, possibilitada por um mecanismo de transferência vertical positivo, resolve a contradição inerente à leitura de recipientes metálicos. O funcionamento ideal do sistema, incluindo a máxima sensibilidade de deteção e o mínimo tempo de inatividade, é conseguido através de uma combinação de isolamento mecânico adequado, uma calha de transição rigidamente concebida e uma coordenação precisa do software do mecanismo de descarga para o detetor.
Esta abordagem arquitetónica satisfaz as exigências rigorosas da HACCP, GFSIe SQF auditorias. Mais importante ainda, a integração precisa do sistema elimina a elevada frequência de falsas rejeições que desperdiçam produto viável e corroem as margens de lucro. Um sistema corretamente configurado protege o seu hardware de processamento, assegura a reputação da sua marca contra recolhas catastróficas e solidifica o investimento global na sua infraestrutura de embalagem.
A tarefa de conceber este tipo de sistemas integrados envolve uma engenharia de sistemas especializada. Se está a considerar um novo layout para a sua linha de produção de conservas ou uma atualização dos seus sistemas de controlo de qualidade, pode contactar a nossa equipa de engenharia para obter aconselhamento. Chamar os engenheiros da Levapack para uma disposição ideal do equipamento e conceção de integração para os seus objectivos de produção.



