7 tipos de fecho de garrafas descodificados: Tampas, garrafas e máquinas de tampar
A base: Porque é que o material do contentor determina o destino do seu fecho
Existe uma ilusão perigosa no mundo das compras de embalagens B2B: a crença de que selecionar uma tampa de garrafa é apenas uma escolha estética ou funcional básica. Muitos gestores de compras percorrem os catálogos pensando: "Quero uma tampa flip-top elegante e preta mate", sem nunca consultarem os seus engenheiros de produção. Esta mentalidade de "design em primeiro lugar" é o caminho mais rápido para falhas catastróficas na linha de produção, fugas nas expedições e uma queda do OEE (Overall Equipment Effectiveness).
Eis a verdade incontestável da engenharia da indústria de embalagens: um selo perfeito e à prova de fugas não é um produto que se compra; é uma equação de três variáveis que tem de ser equilibrada. Esta equação consiste em: Tolerância dimensional do material do recipiente + desenho da rosca de fecho + binário de aplicação da máquina Se não corresponder a uma única variável desta trindade, a sua linha de produção será afetada por garrafas partidas, roscas descascadas ou micro-fugas que destroem o prazo de validade do seu produto.
Antes mesmo de categorizarmos os 7 tipos de fechos, temos de estabelecer a lei suprema da embalagem: o destino do seu fecho é inteiramente ditado pelo material do substrato do seu contentor. Porquê? Devido a um parâmetro de fabrico crítico conhecido como Tolerância dimensional.
No mundo da moldagem por injeção, estiramento e sopro (ISBM), uma garrafa de plástico PET rígido pode ser fabricada com uma tolerância dimensional altamente precisa de ±0,1 mm. No entanto, na indústria de fabrico de vidro, devido à natureza caótica da sílica fundida e à dinâmica térmica, a tolerância do acabamento do gargalo de uma garrafa de vidro pode variar ±0,5 mm ou mesmo mais.
Pense nisto como usar sapatos. Uma garrafa PET de alta precisão é como um sapato de couro rígido, perfeitamente ajustado, que pode combinar na perfeição com uma fivela de metal rígida e altamente concebida (uma ligação difícil de manter). Uma garrafa de vidro, por outro lado, é como um pé que muda ligeiramente de forma todos os dias. Se tentar forçar uma tampa de plástico rígida e intransigente numa rosca de vidro sem um amortecedor de acomodação, ela falhará. O vidro requer uma palmilha espessa e macia - um revestimento compressível especializado - para preencher os espaços microscópicos imprevisíveis e garantir uma vedação. Por conseguinte, compreender a rigidez física, a taxa de expansão térmica e a tolerância de fabrico da sua garrafa é o pré-requisito absoluto para escolher um tipo de fecho.
Contentores metálicos: Sistemas de vedação normais vs. pressurizados
Ao fazer a transição de polímeros para embalagens metálicas (folha de Flandres e alumínio), o paradigma da engenharia muda drasticamente. Ao contrário dos plásticos, que possuem memória viscoelástica e podem recuperar da deformação, a deformação do metal é permanente. Isto introduz o conceito de fadiga metalúrgica. Nas embalagens metálicas, os sistemas de selagem estão estritamente divididos em duas vias técnicas distintas baseadas na pressão interna. Confundir um fecho atmosférico padrão com um sistema de válvula pressurizado é uma falácia lógica crítica que pode levar a investimentos desastrosos em equipamento.
Vedantes normais e de vácuo (tampas da coroa e dos tampões)
Para ambientes de pressão atmosférica normal ou micro-negativa, comummente observados nas indústrias da cerveja, bebidas e alimentos enlatados, os tipos de fecho dominantes são as Crown Caps e as Lug Caps (também conhecidas como Twist-Off caps).
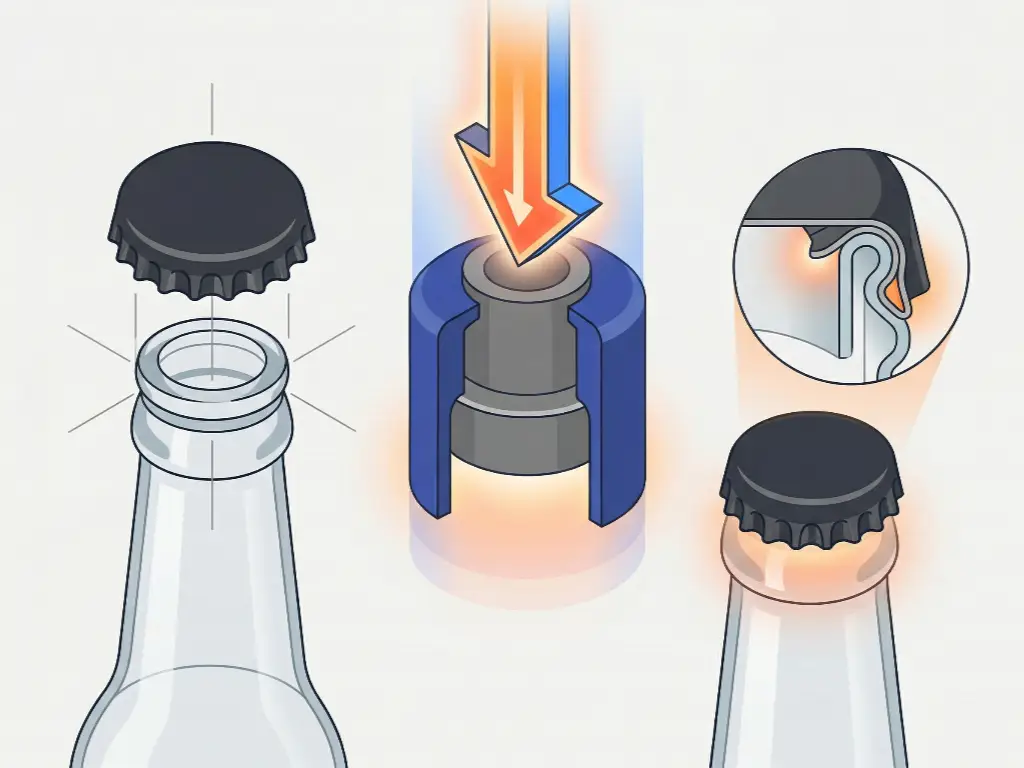
Tampas de coroa: Utilizada quase exclusivamente em garrafas de cerveja de vidro ou em garrafas de bebidas de alumínio, a tampa de coroa depende de uma força mecânica completamente diferente da tampa de rosca. Utiliza uma máquina de tapar equipada com um sino de engaste de aço temperado especializado. Numa fração de segundo, a máquina aplica uma força imensa para baixo, enquanto o sino de engaste dobra as 21 ranhuras da tampa de folha de Flandres sob o anel de fecho do gargalo da garrafa. Uma vez que isto depende da deformação plástica do metal, a tolerância de carga máxima do equipamento tem de ser fenomenalmente precisa. Um desvio de apenas um milímetro na pressão descendente não conseguirá engastar as ranhuras (causando cerveja sem gás) ou quebrará instantaneamente o gargalo de vidro.
Tampões de fixação (Twist-Off): Normalmente encontradas em frascos de vidro para compotas, molhos e pickles, as tampas com olhal apresentam 3 a 6 olhais de metal que se encaixam em roscas interrompidas no acabamento do vidro. A engenharia brilhante por detrás da tampa de lug é o facto de apenas necessitar de 1/4 de volta para bloquear. No entanto, o seu verdadeiro mecanismo de vedação baseia-se na termodinâmica. Estes produtos são normalmente enchidos a quente. À medida que o produto arrefece dentro do recipiente selado, cria-se um vácuo poderoso. Este vácuo puxa fisicamente a tampa para baixo, comprimindo o revestimento de plastisol contra o aro de vidro para criar um selo hermético. A máquina de aplicação de tampas (uma máquina de aplicação de tampas a vácuo a vapor em linha reta) tem de aplicar exatamente a quantidade certa de torque de aplicação - demasiado pouco, e o vácuo escapa; demasiado, e as alças de metal dobram-se permanentemente e desprendem-se dos fios de vidro, arruinando o lote.

Sistemas pressurizados (Válvulas de aerossol)
Passando para o domínio dos aerossóis (laca para o cabelo, lubrificantes industriais, cremes de barbear), o "fecho" já não é uma simples tampa, mas um componente de engenharia de controlo de pressão altamente complexo, conhecido como Válvula de Aerossol.
Uma válvula de aerossol deve conter e controlar um produto líquido misturado com um propulsor altamente volátil e pressurizado (como o GPL, o butano ou o azoto comprimido). O processo de fabrico deste "fecho" é radicalmente diferente. Requer um processo especializado chamado Gaseificação e cravação sob o copo.
Neste ambiente de alto risco, a máquina de selagem não se limita a empurrar a tampa para baixo. Cria uma vedação temporária sobre a abertura da lata, injecta o propulsor altamente inflamável sob uma pressão imensa e, em seguida, expande instantaneamente uma pinça metálica no interior do copo da válvula para a cravar para fora contra a curvatura da lata de folha de Flandres ou de alumínio. A escolha de uma válvula de aerossol significa que a sua linha de produção tem de ser actualizada de acordo com normas rigorosas à prova de explosão (Ex-proof). As máquinas de capsulagem standard não podem ser adaptadas para este efeito; tentar fazê-lo constitui uma grave violação da segurança. A barreira à entrada neste caso não é apenas o custo da válvula, mas o enorme dispêndio de capital necessário para sistemas pneumáticos à prova de explosões e infra-estruturas de casa de gás.
Tampas para garrafas de vidro: Navegando pela Rigidez e Variações de Alta Tolerância
O vidro é o rei indiscutível das embalagens premium, dominando os sectores das bebidas espirituosas de alta qualidade, óleos essenciais, cosméticos e farmacêuticos. No entanto, do ponto de vista de um engenheiro de embalagens, o vidro é um pesadelo de rigidez e inconsistência. De acordo com as diretrizes estruturais estabelecidas pelo Glass Packaging Institute (GPI), as roscas de vidro têm tolerâncias dimensionais significativamente mais amplas do que os plásticos moldados por injeção. Além disso, o vidro não tem flexibilidade; se o torque de uma máquina tampadora for muito agressivo, o vidro não cederá, simplesmente se quebrará. Para superar estes dois desafios, tipos específicos de tampas foram concebidos para atuar como amortecedores e preenchimentos de espaços.
Rolhas, rolhas e tampas de rosca CT com revestimento espesso
Para líquidos de alto valor, como vinho, perfume e óleos essenciais agressivos, o principal objetivo do fecho é preencher as crateras microscópicas e as superfícies irregulares inerentes aos acabamentos em vidro moldado.
As rolhas de cortiça natural e as rolhas de polímero sintético conseguem-no através da compressão radial. Uma máquina de arrolhamento especializada comprime a rolha até um diâmetro inferior ao do furo da garrafa, insere-a e deixa-a expandir-se, pressionando com força contra as paredes irregulares de vidro para criar uma vedação.
Para recipientes de vidro com rosca, a tampa de rosca contínua (CT) padrão deve ser equipada com um revestimento especializado e altamente compressível. O padrão de ouro neste caso é o Boné com forro em plastisol. O plastisol é uma resina líquida à base de PVC que é introduzida numa tampa metálica e cozida até se tornar uma junta sólida e emborrachada. Quando utilizado em aplicações de enchimento a quente ou passado por uma máquina de tampar a vapor, o plastisol amolece momentaneamente. À medida que a tampa é apertada, o plastisol amolecido flui perfeitamente para a topografia única e irregular desse aro de vidro específico. Quando arrefece, endurece para formar um selo de vácuo impenetrável e personalizado. É exatamente por esta razão de engenharia que se ouve aquele "pop" satisfatório e agudo quando se abre um frasco de compota ou molho de massa de primeira qualidade no supermercado. Esse som é a prova auditiva de uma selagem a vácuo perfeita entre o plastisol e o vidro.
Tampas de alumínio ROPP e sistemas de torção
Quando se trata de bebidas espirituosas, vinhos e bebidas carbonatadas em vidro, o padrão da indústria é a tampa de alumínio Roll-On Pilfer-Proof (ROPP). Compreender como funciona uma tampa ROPP requer uma mudança fundamental na forma como se vêem os fechos roscados.
Aqui está a dura realidade: Quando uma tampa ROPP é colocada numa garrafa de vidro na linha de produção, não tem absolutamente nenhuma rosca. Não é mais do que um invólucro de alumínio liso e sem rosca.

A magia, e o desafio extremo de engenharia, está inteiramente na cabeça da máquina de tampar ROPP. À medida que o invólucro de alumínio liso assenta na garrafa de vidro, a cabeça da máquina de capsular desce. Dentro desta cabeça, blocos de pressão com mola pressionam firmemente para comprimir o revestimento contra o aro de vidro. Simultaneamente, um conjunto de "rolos de rosca" giratórios empurra mecanicamente o alumínio macio para dentro, rastreando fisicamente as roscas de vidro existentes e enrolando o alumínio para que elas se encaixem perfeitamente. Um segundo conjunto de "rolos de encaixe" passa por baixo do anel de bloqueio do vidro para criar a banda inviolável.
Este processo é o teste final da calibração da máquina. Se a pressão da mola de carga superior for demasiado elevada, o gargalo de vidro rígido será instantaneamente esmagado em fragmentos perigosos na linha. Se os rolos de rosca estiverem demasiado frouxos, a tampa rodará livremente e terá fugas. Por conseguinte, a compra de tampas ROPP é totalmente secundária; o verdadeiro investimento é num sistema de fuso de aplicação de tampas ROPP altamente sofisticado e calibrado com precisão.
Garrafas PET e de plástico rígido: Roscas de precisão para sistemas de alta velocidade
O politereftalato de etileno (PET) é a espinha dorsal absoluta das indústrias modernas de bebidas, cuidados pessoais e produtos químicos domésticos. Uma vez que o PET é moldado por injeção e sopro, o seu acabamento no gargalo (a área roscada) é incrivelmente preciso, permitindo operações de colocação de tampas a alta velocidade e com elevado binário. Com a elevada precisão vem a exigência de um elevado rendimento. Ao utilizar o PET, o foco da engenharia passa a ser a maximização da taxa de garrafas por minuto (BPM) e a integração de sistemas complexos de distribuição de fluidos sem causar congestionamentos na linha.
Tampas CT normais, resistentes a crianças (CRC) e invioláveis (TE)
As tampas de plástico de rosca contínua (CT) standard e os fechos invioláveis (TE) prosperam nas garrafas PET. A banda TE depende de uma interação mecânica específica: quando a tampa é apertada na garrafa, a banda TE tem de deslizar sobre um "anel de bloqueio" designado no gargalo da garrafa PET. O material PET tem de ser suficientemente rígido para forçar o elástico sobre o anel sem que o gargalo da garrafa se flexione ou colapse para dentro.
No entanto, o verdadeiro desafio da engenharia surge com as tampas resistentes a crianças (CRC), normalmente utilizadas para produtos farmacêuticos e químicos perigosos. A indústria moderna de embalagens está a procurar agressivamente a "leveza", reduzindo o peso em gramas das garrafas PET para poupar nos custos da resina e melhorar as margens de sustentabilidade. Este facto cria um grave conflito mecânico.

Uma tampa CRC standard utiliza um mecanismo de "empurrar para baixo e rodar", com um invólucro exterior e um invólucro interior roscado ligados por um conjunto de dentes de engrenagem interligados por mola. Para engatar estes dentes e apertar com sucesso a tampa na garrafa, a máquina de capsular automática tem de aplicar um enorme Força de carga superior de 40 a 50 libras diretamente para o gargalo da garrafa.
Os compradores amadores assumem que "o PET é suficientemente difícil". Este é um erro fatal. Se aplicar 50 libras de carga superior dinâmica a uma garrafa PET agressivamente leve, toda a estrutura sofrerá de "Buckling", a garrafa entrará em colapso violento e esmagar-se-á como uma lata de refrigerante no tapete rolante. Se o seu produto requer um fecho CRC, tem de colaborar com os engenheiros para reforçar a estrutura da garrafa. Geometria do ombro e incorporar uma massa espessa e robusta Anel de apoio do pescoço para absorver e distribuir fisicamente o impacto brutal da carga superior da máquina de capsular.
Bombas doseadoras e pulverizadores de gatilho
Para loções de alta viscosidade, champôs e produtos de limpeza de superfícies domésticas, as tampas normais são substituídas por complexas bombas de distribuição e pulverizadores de gatilho. Embora estes ofereçam uma maior comodidade ao consumidor, introduzem variáveis caóticas na produção automatizada.
O parâmetro crítico neste caso é o tubo de imersão interno. Em primeiro lugar, o "corte do tubo de imersão" (quer se trate de um corte em V ou de um ângulo inclinado) e o seu comprimento exato devem corresponder perfeitamente à geometria interna "push-up" da base da garrafa PET. Caso contrário, a bomba não conseguirá extrair os últimos 10% do produto dispendioso, dando origem a graves queixas dos consumidores.
Em segundo lugar, estes tubos de imersão longos e curvos são um pesadelo absoluto para as linhas de produção automatizadas. No embalamento a alta velocidade, as tampas têm de ser selecionadas e orientadas numa taça vibratória ou centrífuga de seleção de tampas antes de deslizarem por uma calha até à cabeça de fecho. Os tubos de imersão compridos estão constantemente a emaranhar-se, provocando enormes congestionamentos no recipiente de seleção, o que provoca a paragem de toda a linha multimilionária. Se optar por bombas distribuidoras, não pode fazer economias em termos de equipamento; o seu fornecedor de maquinaria deve possuir uma tecnologia de seleção de elite, anti-encravamento, especificamente concebida para tubos de arrasto.
Garrafas PE e Squeeze Flexíveis: Resolver o dilema da carga superior
O Polietileno de Alta Densidade (PEAD) e o Polietileno de Baixa Densidade (PEBD) são os materiais de eleição quando o consumidor precisa de espremer o produto - em vez de produtos de limpeza facial, loções para o corpo, mel e ketchup. A contradição central da engenharia neste caso é evidente: a garrafa é intencionalmente concebida para ser macia e flexível, mas a maquinaria industrial necessária para a selar funciona com uma força bruta e implacável. Além disso, os materiais PE são altamente susceptíveis a mudanças termodinâmicas extremas durante o trânsito global.
Tampas de distribuição Snap-Top, Flip-Top e Friction-Fit
Para facilitar a operação fácil com uma só mão para os consumidores no duche ou na cozinha, as garrafas PE squeeze utilizam frequentemente tampas Snap-Top, Flip-Top ou Mushroom. Ao contrário das tampas de rosca, estes fechos não requerem um binário rotativo. Em vez disso, são aplicadas por uma máquina denominada Snap Capper ou Press-On Capper, que "bate" verticalmente ou pressiona a tampa diretamente para baixo no gargalo da garrafa, utilizando uma força de impacto pura.

Isto leva-nos ao dilema do Top-Load. Como é que se aplica uma força vertical imensa a uma garrafa concebida para esmagar? A resposta está na Anel de apoio do pescoço. Logo abaixo das roscas (ou do cordão de pressão) de uma garrafa PE, deve existir um anel de plástico proeminente, rígido e saliente. Numa linha de produção profissional, a máquina de capsular possui "pinças de gargalo" mecânicas especializadas ou uma roda em estrela que desliza fisicamente sob este anel de suporte. Quando o cilindro pneumático martela a tampa de pressão para baixo, a força violenta é absorvida inteiramente pelas pinças da máquina que seguram o anel de gargalo robusto, contornando completamente o corpo macio da garrafa por baixo. Sem esta sinergia precisa entre a máquina e o frasco, bater num frasco de PE com uma tampa de pressão é como pisar um acordeão vazio - o frasco cederá instantaneamente, derramando loção no chão da sala limpa.
O risco de falha da vedação: Expansão térmica e vedação por indução
A ameaça mais insidiosa para as garrafas flexíveis de PE não ocorre no chão de fábrica, mas dentro de um contentor de transporte a 60C (140F) que atravessa o Oceano Pacífico. Esta ameaça resulta da incompatibilidade dos coeficientes de expansão térmica.
Muitas vezes, uma garrafa de PE flexível é combinada com uma tampa rígida de polipropileno (PP). O PP e o PE expandem-se e contraem-se a ritmos completamente diferentes quando sujeitos a calor elevado. Durante o trânsito global, o calor intenso faz com que o gargalo da garrafa de PE amoleça e se expanda de forma diferente da tampa de PP. Isto causa "Creep", acabando por conduzir a um fenómeno conhecido como "Back-off", em que a tampa, outrora firmemente apertada, se desenrola fisicamente, resultando numa fuga catastrófica e na perda de produto ao nível da palete.
Embora as defesas mecânicas básicas, como um vedante interno "Crab's Claw" (um lábio de plástico flexível que se encaixa no interior do orifício da garrafa), ofereçam alguma proteção, são insuficientes para o stress térmico extremo. A derradeira solução de engenharia B2B - a norma de ouro absoluta para o transporte internacional - é Vedação por indução.
A selagem por indução não se baseia em fios mecânicos para reter o líquido; utiliza o eletromagnetismo. Um invólucro de indução especializado (composto por cartão de celulose, cera, folha de alumínio e uma camada de polímero termo-selante) é colocado no interior da tampa. Depois de a tampa ser apertada à garrafa PE, a garrafa passa por baixo de uma cabeça de selagem por indução. A máquina emite um campo eletromagnético de alta frequência, criando correntes de Foucault na folha de alumínio. Isto aquece instantaneamente a folha de alumínio, fundindo a camada de polímero diretamente no rebordo da garrafa PE. Já não se está apenas a fechar a garrafa; está-se a executar uma soldadura de plástico a nível molecular. Isto cria uma barreira hermética e inviolável que é completamente imune a retrocesso, vibração e expansão térmica, garantindo um trânsito à prova de fugas da 100%.
A Matriz de Engenharia: Alinhando garrafa, tampa, CapEx e máquinas
Depois de desconstruir a complexa interação entre a física dos materiais, o binário e a dinâmica térmica, é altura de sintetizar estes dados numa lógica de aquisição B2B acionável. A matriz abaixo preenche a lacuna entre a estética da embalagem e a realidade da linha de produção, assegurando que as suas despesas de capital (CapEx) se destinam à maquinaria correta para a sua combinação específica de contentor-fecho.
| Material da garrafa | Tipo de tampa dominante | Força de fecho primária | Custo estimado das ferramentas e MOQ | Máquina de selagem recomendada |
|---|---|---|---|---|
| Vidro (Alta rigidez, baixa tolerância) | Tampões das rodas revestidos a plastisol / Alumínio ROPP | Binário preciso / Pressão de rolamento lateral | Baixa (padrão) / Alta (relevo personalizado) | Tampadora a vácuo a vapor / ROPP Rolo de eixo |
| PET (rígido, alta tolerância) | Padrão CT / CRC (Resistente a crianças) | Torque rotativo + carga superior extrema | Baixo (acabamentos de pescoço normalizados) | Triturador de mandril rotativo de alta velocidade (com controlo de binário) |
| PE/HDPE (Aperto flexível) | Dispensador Snap-Top / Flip-Top | Impacto vertical (Press-on) | Médio a elevado (dobradiças de molde complexas) | Tampadora pneumática de encaixe (requer aperto do gargalo) |
| Latas de compósito/Tinplate | Tampas com costura / Folha destacável | Crimpagem de costura dupla | Elevado (requer um volume elevado de MOQ) | Seladora de latas de lavagem a vácuo/nitrogénio |
O resultado final do engenheiro-chefe: Nunca confie na "perfeição estática" de uma tampa de amostra apertada à mão na sua secretária. O verdadeiro teste de um sistema de embalagem só acontece a 300 garrafas por minuto (BPM) depois de a máquina ter funcionado a quente durante oito horas. Antes de assinar qualquer contrato de compra de equipamento, deve exigir um rigoroso FAT (Teste de Aceitação em Fábrica) do seu fornecedor de máquinas, utilizando exatamente as suas garrafas, tampas e líquido simulado. Obrigue-os a um contrato de desempenho rigoroso baseado na OEE (Overall Equipment Effectiveness) e numa taxa de refugo próxima de zero. Se um fornecedor se recusar a efetuar um FAT exaustivo, afaste-se imediatamente.
Este compromisso intransigente com a fiabilidade da engenharia e a validação rigorosa da FAT é exatamente a razão pela qual os fabricantes de PME, os co-embaladores de elite e as marcas de nutrição de elevado valor em mais de 100 países confiam Levapack com as suas linhas de embalagem mais críticas.
Quando está a selar linhas de pó propensas a explosões com descarga de azoto, a configurar balanças de cabeça múltipla de alta velocidade para nozes de primeira qualidade ou a exigir selos de esterilização sem falhas para conservas húmidas de alimentos para animais de estimação, a sua margem de erro é exatamente zero. A Levapack não se limita a vender máquinas; concebemos soluções chave-na-mão. Com o apoio de 18 anos de experiência em maquinaria de embalagem especializada, o nosso centro de fabrico CNC de 4.000 metros quadrados maquina componentes com uma precisão impressionante de 2ºm.
Ao integrarmos a tecnologia servo de topo da Siemens e da Schneider nas nossas tampadoras, seladoras e enchedoras, garantimos o controlo exato do binário e a gestão da carga superior necessários para qualquer tipo de fecho abordado neste guia. Quer se trate de delicadas tampas de vidro, de tampas PET CRC de alta velocidade ou de complexas costuras de latas de alumínio, apoiamos as nossas linhas automatizadas com uma garantia de 16 meses líder na indústria e fornecemos testes FAT totalmente transparentes e documentados em vídeo antes de a sua máquina sair das nossas instalações.
Deixe de adivinhar com o seu CapEx e de arriscar o prazo de validade do seu produto. Apresente-nos hoje as suas combinações de garrafas e tampas mais difíceis e deixe que os nossos engenheiros, com mais de 15 anos de experiência em montagem de precisão, concebam a linha de embalagem sem falhas que a sua marca merece.



