食品包装における金属検出技術は、フレキシブルプラスチック、板紙箱、金属蒸着フィルム、硬質容器など、幅広い素材をカバーしています。パッケージング・エンジニアは、高い食品安全基準を確保するために、検査プロセスと技術を各パッケージ固有の物理的特性に合わせる必要があります。標準的なプラスチックパウチのような非導電性材料の検査に関しては、ベースライン要件を確立するために簡単な電磁キャリブレーションが必要です。このように、適合パッケージングに金属部品が含まれるようになると、検査プロセスの複雑さも増します。
検査工程の複雑さは、もちろん硬い金属容器で顕著だ。 基本的な缶詰 パラドックス 食品包装の金属検出には、電磁式工業用金属検出機と、それが検査することになっている金属缶との間の直接的な操作上の衝突が存在する。
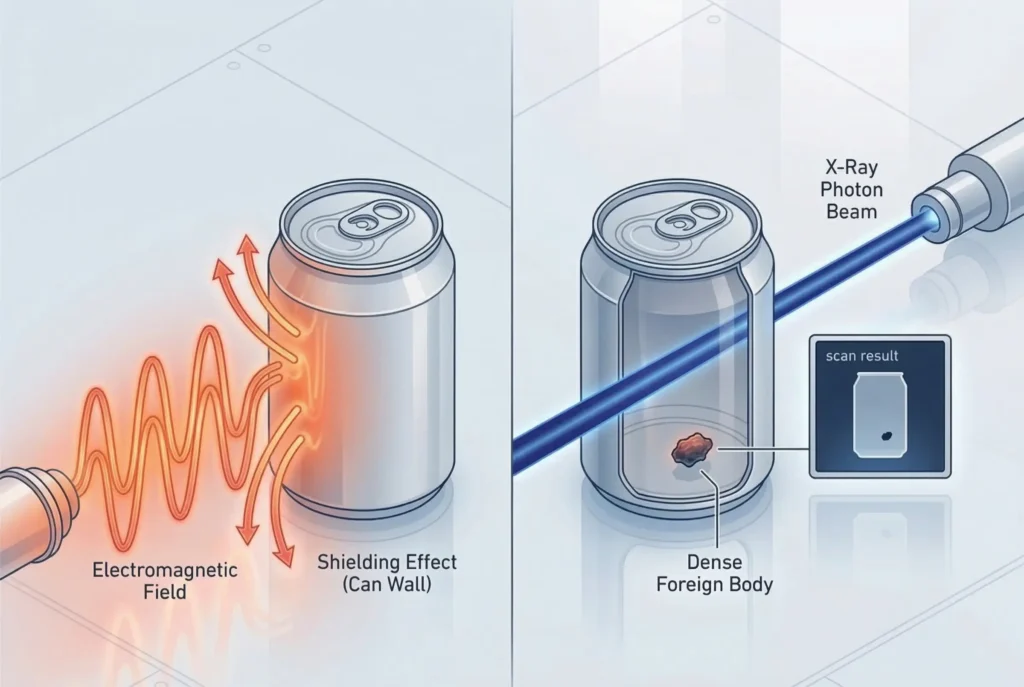
ほとんどの食品包装会社は、生産ラインの一番最後に検査システムを置き、そこで完成した密封されたパッケージをスキャンする。このようなロジックを缶詰ラインで使用すると、いくつかの技術で損をすることになる。缶自体が巨大な製品効果信号を発生させるのだ。これは、顧客やその他の外部の人間が製品と相互作用する際に発生する信号であり、機械の感覚ベースラインを完全に凌駕する。そのため、装置は外部の電磁場を遮蔽している内部の物理的汚染物質を無視する。密閉された金属缶を電磁コイルで検査することは物理法則に反するため不可能である。そのため、この記事全体を、食品産業における最も複雑な課題である、高価なリコールを防ぐために機能的でコンプライアンスに適合し、経済的にバランスの取れた運用可能な品質管理システムを持つ缶詰製造施設の設計を解体することに限定することにする。
汚染物質と検出器の種類
信頼性検出システムは、種類別にグループ化された金属汚染物質の明確なリストとセンサーの構成に直接関係している。食品加工では、金属タイプの冶金学的組成が異なるため、汚染物質によって発生する信号の大きさが異なります。
| 汚染物質カテゴリー | 透磁率 | 電気伝導率 | 検出の難易度 | 一般的な生産源 |
| 鉄鋼 | 高い | 高い | 最低 | さび、炭素鋼ボルト、標準的な機械部品。 |
| 非鉄(アルミニウム、銅、真鍮) | ゼロ | 高い | 中程度 | ワイヤー切断片、アルミ箔片、真鍮金具。 |
| ステンレス鋼(オーステナイト系304、316グレード) | ゼロ/ごくわずか | 低い | 最高 | スライサー刃、処理スクリーン、摩耗部品、ポンプインペラ。 |
オーステナイト系ステンレス鋼は、食品加工業者にとって最大の問題である。ステンレス鋼は磁性を持たず、熱伝導率が低いため、検出領域で最も低い信号振幅を発生する。ステンレス鋼を十分に検出するには、検出装置の最大限の校正と、微小な金属粒子をキャッチする最小の開口部が必要です。
食品製造プロセスのさまざまな段階が、さまざまなタイプの金属探知機を探索し、さまざまなフォームファクターの機器を必要とする。
| 検出器構成 | アプリケーション・ポイント | 典型的な製品の状態 | 検査オリエンテーション |
| コンベア / トンネル | 包装後または生のバルク | 固形物、個別包装、カートン | ベルトコンベアでの水平搬送 |
| パイプライン | 前処理、ポンプステーション | 液体、スラリー、ペースト、食肉エマルジョン | 加圧流体の流れ |
| 重力落下/喉 | プリパッケージング、上記フィラー | 乾燥したバルクの粉末、顆粒、バラバラの固形物 | 垂直フリーフォール |
標準的なコンベヤ・システムは、プラスチックや紙の包装用に設計されています。例えば、缶詰ラインの場合、最後の容器の遮蔽効果を回避し、製品の安全性を維持するために、特定の構成が要求されます。
缶詰検査ソリューション
スチール容器をスキャンする物理的障壁を克服し、安全リスクと戦うために、施設エンジニアはさまざまな検査戦略を選択しなければならない。正しい方法は、製品の状態、食品の種類、検出要件、利用可能な予算によって異なる。缶詰ラインでは、消費者の安全維持に重要な役割を果たす2つのシステムが考えられます。
ポストパッケージングX線検査システム
容器の密封後に検査が必要な場合は、X線検査技術を使用して最終製品を検査する必要があります。X線検査システムは電磁場を使用しません。むしろ、高エネルギーの光子ビームを使用し、容器を通してリニア・ダイオード・アレイに投影し、光子が吸収されるか吸収されないかを測定します。
缶壁の厚さが均一であれば、システムソフトウェアはベースラインの白黒画像を設定する。鉄片や石、ガラス片、骨の石灰化した石のような高密度の異物が存在すると、周囲の食品や缶よりもX線を吸収する。その結果、これは暗い異物とみなされ、拒絶反応メカニズムが作動し、汚染された製品を隔離する。X線検査システムは、他のあらゆる検査方法と比較して、最も安全で信頼性の高いエンド・オブ・ライン検査方法です。高価なX線システムであるため、放射線安全に関する厳格なプロトコルを遵守し、ジェネレーターのコンポーネントを冷却する必要があります。
プリパッケージング重力落下検知器
缶詰ラインの検査段階は、包装工程の前に行うのが最も効率的で正確かつ安価である。この方法では、重要な管理ポイントをバルク処理段階に移動させます。重力落下式食品金属探知機は、充填機の直上流の垂直製品フロー内に組み込まれ、原材料や原料をスキャンします。
バルクの自由落下状態の製品検査では、金属缶の遮蔽効果が完全にバイパスされる。さらに、重力落下検出器は円形または狭い長方形の検出開口部を使用し、開口部が小さいほど検出器の感度は低くなります。従って、バルク製品がより大きなコンベア開口部ではなく、より小さな流路を通って落下する場合、より小さな検出開口部が使用される。この小さな開口部により、より小さな金属片が検出される。
充填工程前の検出器の統合
重力落下検出器を使用して信頼性の高い検出を行うには、機能力学を正確に理解する必要があります。金属検出器は充填機の上に設置するのではなく、上流の分注装置(通常はマルチヘッド計量器またはオーガー充填機)と一体的かつ論理的に結合する必要があります。このように、物理的な接続性が検出フィールドのベースライン安定性を決定する。
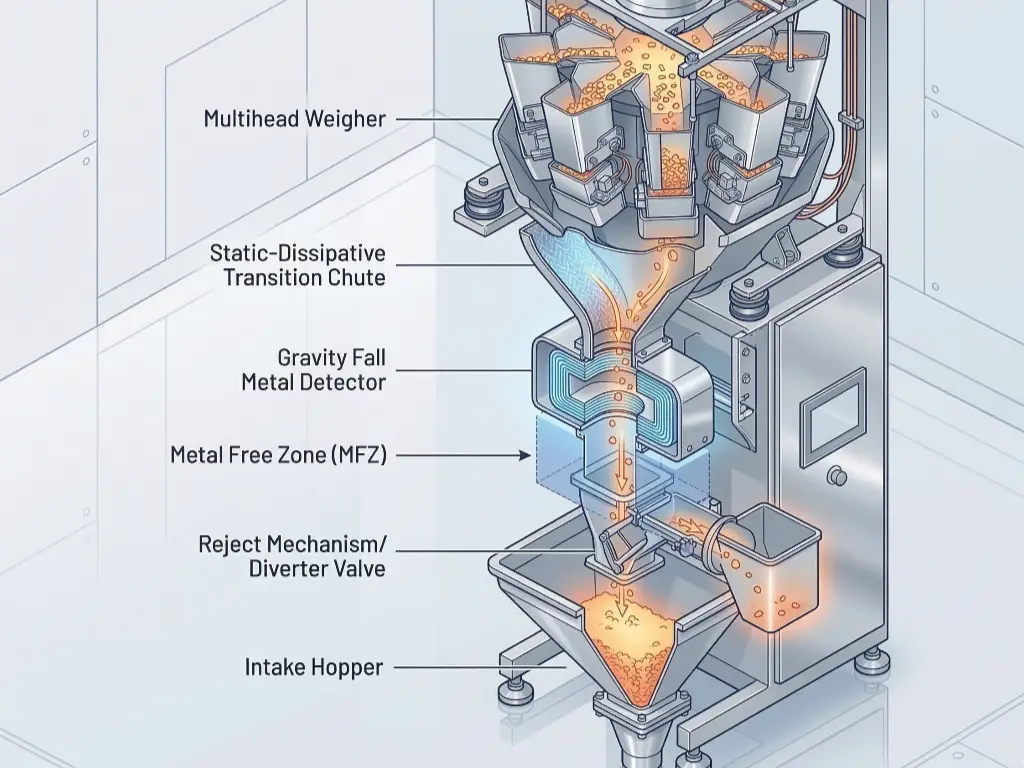
移行シュートは、製品が計量バケットから放出され、検出器開口部までの移動を開始する際の動きを制御します。シュートは金属製ではなく、食品に安全なプラスチック材料から作られており、通常は静電気放散性の超高分子量ポリエチレン(UHMW)または特定の複合材料から作られています。乾燥したバルク材料がシュートを下っている間、摩擦電気が発生する。通常の絶縁プラスチックを使用した場合、静電気が蓄積し、接地された金属フレームに放電する。この静電気のアークは広帯域の無線周波数を発生させます。検出器はこの高周波を感知し、食品を理由なく不合格にする。トランジション・シュートの良好な接地と静電気放散材料の使用により、生産工程における製品の静かで中断のない移動が可能になる。
金属検出システムにとって、機械的絶縁は非常に重要です。マルチヘッド計量器のような上流の装置にはすべて、継続的な高周波振動を発生させるラジアルフィーダーとステッピングモーターがあります。もし金属探知機が分離されずに直接計量機のフレームに取り付けられていると、フレームの機械的振動が探知機のサーチヘッドに伝わります。この振動は、検出器ヘッド内の樹脂に鋳込まれた銅コイルに微小な動きを引き起こし、誤信号を発生させます。エンジニアは、金属探知機を取り付けるために特別なエラストマー防振マウントを使用しなければならない。さらに、金属汚染を防ぐためにメタルフリーゾーン(MFZ)を守らなければならない。MFZ内では、計量バケットのドアやシリンダーロッドなど、動く金属部品は磁場を乱すため、このゾーンを横切ることはできません。
最後の機械部品はリジェクト機構と呼ばれる。重力落下方式では、製品は重力により高速で移動するため、リジェクトバルブはミリ秒単位で開かなければならない。この機構はフェールセーフ構成で設計されている。機構を「アクセプト」位置に保つには、継続的な電空圧が必要です。空気圧が低下した場合、バルブは「リジェクト」位置に下がり、未検査の製品が充填機に入り、食品の安全性が損なわれるのを防ぐ。
最適精度のためのソフトウェア・パラメーター調整
ハードウェアの統合は機能の連続性の底を示し、ネットワーク通信はシステムの真の運用効率を決定する。重力式落下検出器とマルチヘッド計量器が生産ライン内で独立して機能するとしても、両者は精密な同期をとりながらロックステップ方式で動作しなければならない。ソフトウェアのパラメータによって制御される製品の流れが、流量検出器とずれている場合、流量検出器は必要以上のものを拒否するか、金属汚染物を含むバッチを拒否することができません。
これを達成するために、オペレーターは分注システムと検査システムのパラメーターを調整する必要がある。
| パラメータ | システム位置 | 機能 | 検出への影響 | 最適なセッティング戦略 |
| 目標体重 | マルチヘッド計量器 | 目標重量を達成するために必要な最小値に設定し、コンパクトで密度の高い製品束を確保する。 | 変動は嵩密度を変化させ、製品効果の位相角をシフトさせ、偽不合格の原因となる。 | 厳密な分散制限を維持する。ターゲット重量が10%以上変化した場合は、検出器を再校正する。 |
| リニア バイブレーター 振幅 | マルチヘッド計量器 | フィードパンの強さをコントロールする。 | 振幅が大きいと生成物の落下が細長くなり、検出器が期待する速度プロファイルが変化する。 | バケツからバルブまでの正確な物理的距離をマップする。重力加速度に基づいてミリ秒単位の遅延を較正する。 |
| ダンプ・スピード/ディレイ・タイマー | 計量器・検出器 | バケット開度とリジェクトバルブのタイミングを制御。 | 非同期化により、リジェクトバルブの作動が早すぎたり遅すぎたりして、汚染物質を見逃すことになる。 | 目標重量を達成するために必要な最小値に設定し、コンパクトで密度の高い製品束を確保する。 |
ヒューマン・マシン・インターフェース(HMI)は、シス テムを同期させるための中央コントローラーである。オペレーターは、検出ゾーンを通過する製品のプロファイルを均一に保つために、さまざまな設定を調整する必要があります。
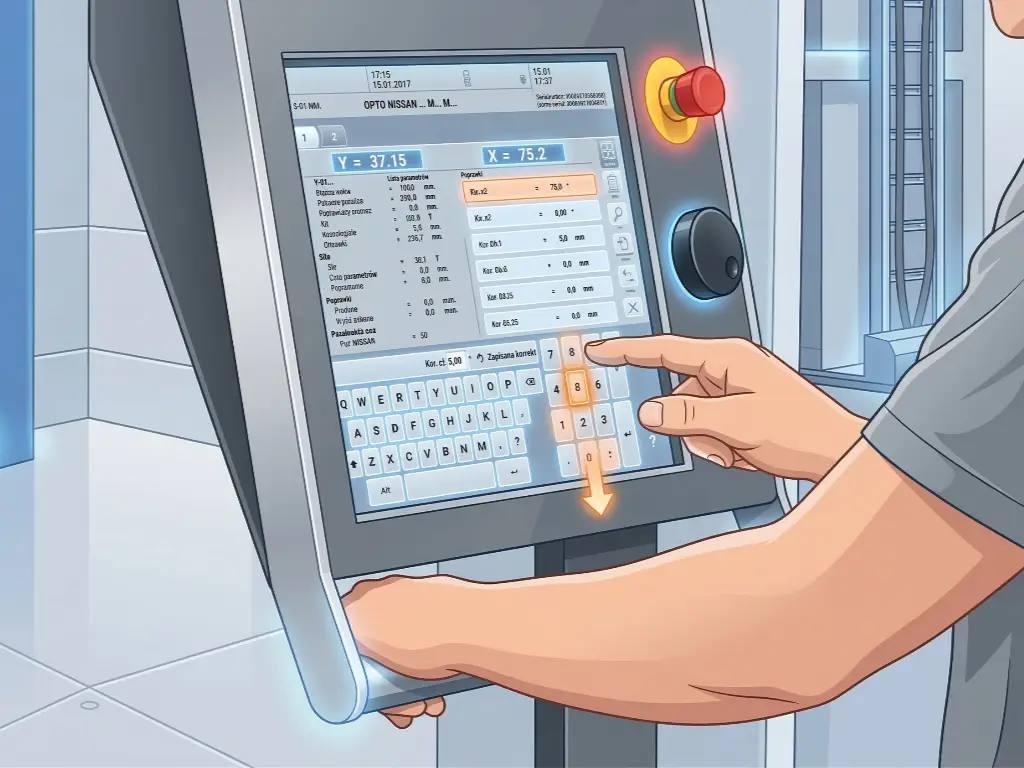
目標体重 は、1サイクルの間に放出される製品の総質量を決定します。これは主に包装のコンプライアンスのためですが、金属探知機を通過する製品のパック密度にも影響します。ターゲット重量を大きく変更すると、「製品効果」も変更されます。製品が金属探知機を通過する際に、金属探知機内の製品の量に応じて、金属探知機は製品を導電性または磁性として見ます。金属探知機にはデジタル・シグナル・プロセッサー(DSP)と呼ばれるものがあり、製品効果を無視するための適応位相角を作ります。製品の質量が急に変化すると角度が変わり、DSPは質量の増加を汚染物質と勘違いします。私たちが目標重量を守る一貫性が、製品品質の基準信号を決定します。
リニア振動子の振幅パラメータ は、製品を計量バケットに運ぶ振動パンの強さを調整します。パンの振動の強さは、製品の散布速度と均等性の両方に影響します。設定が高すぎると、計量バケットが製品を不均一に捕捉し、バケットが開くときに不規則に起こる高さと幅のある落下プロファイルが生じます。バケットが開くと、不規則に高さと幅のある落下プロファイルが生じます。検出器のソフトウェアは、製品が移動すると予想される速度に基づいて、リジェクト機能を作動させるタイミングを決定します。製品の間隔が離れている場合、最後に通過する製品がリジェクト機能を通過してしまう可能性があります。リニアバイブレーターの振幅を調整することで、製品の落下が均一になり、遮断への積極的なアプローチが可能になります。
ダンプ・スピード は、計量バケットのドアが開く速さと順番を調節します。これが全プロセス開始の正確なトリガーポイントです。計量バケットが開くとタイマーも作動します。プログラマブルロジックコントローラ(PLC)はダンプ信号を追跡します。システムは、製品質量の中心が金属検出器の電磁場の中心を横切るタイミングをミリ秒単位で正確に判断します。そして、空気圧リジェクトバルブを開くために必要な遅延時間を決定します。ダンプ速度が変更されると、機構の特性が変わり、製品の加速プロファイルも変わります。このため、ダンプ速度の変化を考慮して金属探知機のリジェクトソフトウェアに遅延タイマーを設定するのはオペレーターの責任です。これら3つの要素を微調整することで、食品包装の金属検出における非同期から生じる誤検出や材料の無駄をなくすことができます。
缶詰ラインのレイアウトと設置の落とし穴
缶詰ラインの設計はシステム思考に依存している。デリケートな検査システムと高度な産業機械の融合には、ミクロとマクロのエンジニアリング上の複数の課題が伴う。施設の最初のレイアウト決定は、厳密なハザード分析の基礎として機能し、システムの全寿命にわたって金属検出システムの性能を決定します。
機器のための物理的スペースの割り当て
包装前重量落下システムの垂直設計には、十分な頭上クリアランスが必要です。施設のプランナーは、インフィード・エレベーターの排出高さ、マルチヘッド計量器、トランジション・シュート、金属探知機のヘッド、切替バルブの機構、アキュムレーション・ファンネル、缶充填機の吸入ホッパーを含む、垂直方向のスタックアップ許容誤差の合計を考慮に入れる必要があります。
垂直統合の場合、建築は通常、旧来の標準的な建物の天井高をオーバーシュートする。さらにプランナーは、この設備スタックの周囲に構造用鋼製メザニンやアクセス・プラットフォームを配置しなければならない。メンテナンス担当者は、金属探知機を調整したり、開口部で標準的なテストピースを行ったり、衛生的な処置を行ったりするために、スタックに十分かつ安定してアクセスする必要がある。低い天井に合わせて垂直スタックを減らそうとすると、シュートの角度に問題が生じることが多く、その結果、製品が流れず、落下速度が不安定になる。その結果、排出機構のタイミングの不具合につながる。
電磁妨害の防止
自動パレタイザー、シーマー、コンベヤーはすべて缶詰工場で使用され、重いモーター負荷がかかります。これらは、結果として多くの電磁干渉(EMI)と無線周波数干渉を発生させます。金属探知機は磁場の微小な変化を検出するように設計されているため、外部からの電気ノイズの影響を受けやすく、規制遵守を脅かします。
頻繁に発生する設計上の欠陥は、可変周波数ドライブ(VFD)に電力を供給する高電圧ラインと平行に金属探知機の電源ラインと通信ラインを接続していることです。VFDは絶縁ゲートバイポーラトランジスタ(IGBT)を使用して駆動電圧をミリ秒単位で切り替えるため、多くの電気ノイズが発生します。このノイズが金属探知機の誤作動の原因となる。一連のケーブルを交差させるケーブル配線計画では、各交差点でケーブル間に明確な距離があり、ケーブルが必要に応じて同じ平行軸に沿って配線されていることを常に確認する必要があります。
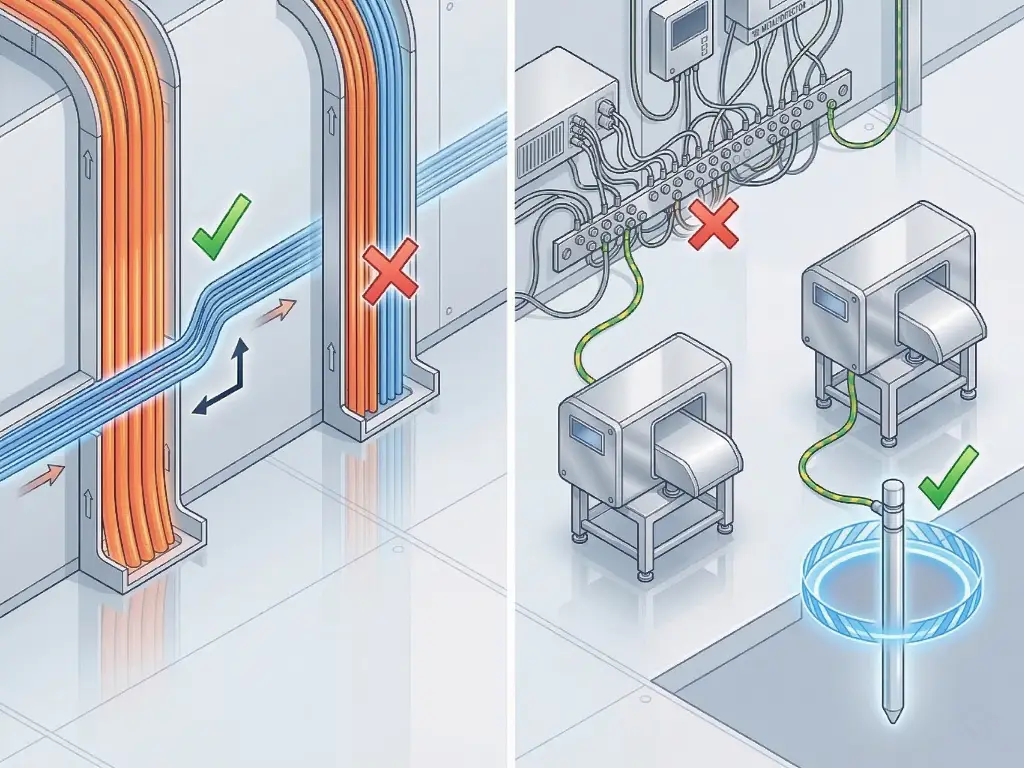
金属探知機には「クリーンアース」接地も必要です。金属探知機が他の大型処理装置と同じ接地バスに接続されている場合、電気ノイズが接地線を介してフィードバックし、ノイズが装置によってピックアップされます。金属探知機が干渉を受けずに動作し続けることを保証するには、金属探知機だけでなく、検査システム用の絶縁された専用のアース棒が必要です。
パッケージングラインのROIの確保
缶詰製造ラインにおける正確な金属検出は、業務上のコンプライアンスと安全性のための厳格な要件である。検査ポイントをプリパッケージングステージに移動することで、ポジティブ垂直搬送メカニズムが可能になり、金属容器をスキャンする際の本質的な矛盾を解決します。最大限の検出感度と最小限のダウンタイムを含むシステムの最適な動作は、適切な機械的分離、厳格に設計された移行シュート、検出器への排出機構の正確なソフトウェア調整の組み合わせによって達成されます。
このアーキテクチャー・アプローチは、次のような厳しい要求を満たしている。 ハサップ, GFSIそして SQF 監査。さらに重要なことは、正確なシステム統合により、生存可能な製品を無駄にし、利益率を低下させる高い頻度の不合格を排除することです。適切に構成されたシステムは、処理ハードウェアを保護し、大惨事のリコールからブランドの評判を守り、パッケージング・インフラへの全体的な投資を強固なものにします。
このような統合システムの設計には、専門的なシステムエンジニアリングが必要です。缶詰ラインの新しいレイアウトや品質管理システムのアップグレードをお考えでしたら、当社のエンジニアリングチームにご相談ください。 レバパックのエンジニアを呼ぶ お客様の生産目標に最適な機器レイアウトと統合設計をご提案します。



