缶は何でできているか?材料選択とライン性能に関するエンジニアのガイド
パッケージ業界に蔓延している誤解は、缶は規格化された商品であるというものだ。消費者にとって缶は単なる容器であり、しばしばペットボトルや紙パックと競合する。調達部門にとっては、1,000個あたりのコストで特定される品目である。しかし、生産技術者や工場長にとっては、缶の材料組成は、充填・シーミング・ライン全体の挙動を決定する基礎的な変数なのである。
What are cans made of is not a chemical question, but a mechanical question. The decision to use aluminum or steel cans changes the physics of the packaging process fundamentally. It alters the behavior of the container to the axial loads during filling, the flow of the metal during the double seaming process and the calibration of the machinery to avoid disastrous downtime or piles of scrap metal.
This guide goes beyond the periodic table to discuss the engineering consequences of material choice. We will look at the way the unique mechanical characteristics of aluminum and tin-plated steel work with automated equipment and what this implies to your production efficiency.
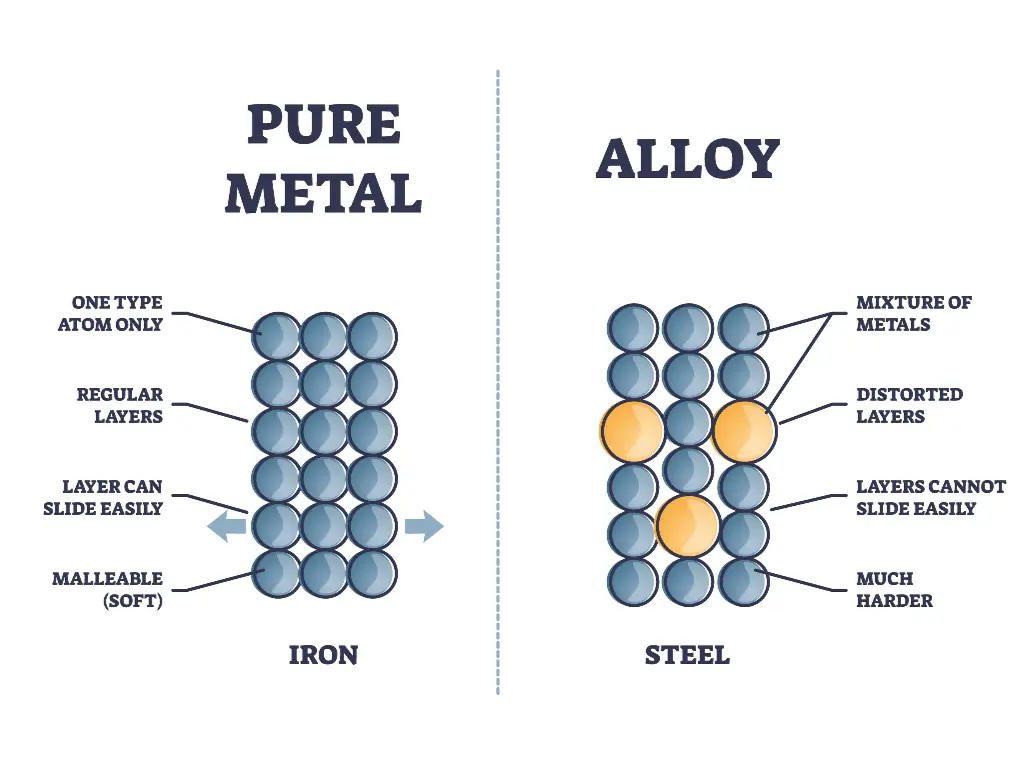
基礎知識アルミニウム合金と錫メッキ鋼の比較
ライン性能を分析する前に、冶金学的な違いと市場での一般的な使われ方を見極める必要がある。エンジニアが缶の材質は何かと尋ねるとき、彼らは特定の合金と調質特性を求めている。
アルミ缶
Aluminum Cans are not pure aluminum. They are complex aluminum alloys that are meant to be highly formable. Aluminum beverage cans are the most dominant in the beverage industry (carbonated soft drinks, beer, energy drinks) because of their lack of rigidity but high ductility. They are also being applied in high-end nitrogen-flushed snacks and ready-to-drink (RTD) coffees where internal pressure helps to hold the structure. Interestingly, recycled aluminum plays a key role here, as it can be re-melted and reformed repeatedly with minimal loss of properties.
- 身体: 通常、マンガン(約1%)とマグネシウム(約1%)を含む3004合金で構成されている。この組成は、必要な強度-重量比を提供し、シートメタルを薄肉2ピースシリンダーに引き抜き、しごき加工することを可能にする。
- 蓋(終わり): これは通常、マグネシウムを多く含む5182合金で作られている。これにより、蓋は本体よりも剛性が高く丈夫になり、リベットとスコアラインを開口タブに固定するのに必要な剛性が得られるため、現代の便利なデザインでは従来の缶切りが不要になることが多い。


Steel cans, formerly known as tin cans
Steel cans, formerly known as tin cans, are mostly low-carbon steel. It is necessary when the food products need high-temperature retorting (soups, tuna, vegetables, meat) or vacuum sealing (milk powders, infant formula, dry nutraceuticals), and the container should be able to retain its shape under vacuum or thermal pressure.
- ブリキ(ETP): これは、金属の腐食を防ぐために、薄い錫の層で覆われた鋼板である(通常、電気分解によって錫メッキの所望の厚さを達成する)。その構造的強度から、現在でも金属製食品缶の基準となっている。
- 錫フリー鋼(ECCS): It is an electrolytic chromium coated variant. It is a great adhesive of lacquers and polymers but does not have the aesthetic brightness of tin.

エンジニアリングの違いを視覚化するために、以下の比較を参照されたい:
| 特徴 | アルミニウム合金(通常2ピース) | 錫メッキスチール(通常3ピース) |
|---|---|---|
| 素材構成 | アルミニウム-マンガン (3004/5182) | 錫コーティング低炭素鋼(ETP) |
| 機械的性質 | High Ductility (Soft & Malleable) | High Stiffness & Hardness (Rigid) |
| 内部環境 | 陽圧(炭酸/N2)が必要 | Handles Vacuum & High Heat (Retort) |
| シームの特徴 | Easy to fold, risk of “Sharp Seams” | スプリングバックが大きく、"縫い目のずれ "の危険性がある。 |
| 主要機械の課題 | アキシアル荷重座屈(精度が必要) | 工具摩耗(硬化部品が必要) |
缶は何でできているのかを論じるとき、金属製食品缶の内部についても考えなければならない。缶の腐食や食品との相互作用を防ぐため、多くの場合、樹脂やポリマーの硬いフィルムがコーティングされている。これは効果的なバリアとして機能し、金属製食品缶の外面は原形を保ち、内部は酸や乾燥塩分に耐える。
化学組成は興味深いものだが、操作上の現実には従属している。製造工程はこれらの機械的性質に左右される。99%の効率で稼働する生産ラインと、5%のスクラップ率を出す生産ラインの違いを生む要因は、金属の降伏強度、延性、ひずみ硬化係数である。機械力学は原材料によって決まる。
素材の剛性:充填とシームの力学への影響
Siffness is the most important operational difference between metal cans made of aluminum versus steel. This variance demands radically different methods of handling, filling and sealing. A machine that is adjusted to the rigidity of steel will squash aluminum; a machine adjusted to the compliance of aluminum will not seal steel.
アルミニウムの課題低剛性と軸荷重座屈
現代世界における飲料のアルミ缶は、軽量化というエンジニアリングの驚異である。メーカー各社は、材料費と出荷時の重量を最小限に抑えるため、缶胴の壁をますます薄くし、通常は約90ミクロン(人間の髪の毛の太さ程度)まで薄くしている。これは費用対効果に優れているが、構造的に大きな弱点がある。
加圧前のアルミ缶、特に2ピース飲料缶は、柱強度が低い。缶は、充填とシーム工程の間、特に下端で垂直方向の圧力を保持できなければなりません。これはアキシャルロードまたはトップロードと呼ばれます。
- 充填: 充填バルブは下降し、缶の縁をシールして真空を作り出し、あるいは逆圧を管理する。
- 縫製: シーマーリフタープレートが缶体をチャックに押し上げ、カバーと噛み合わせる。
フィリングバルブの下向きの力、またはリフタープレートの上向きの力がアルミニウムの降伏点より大きくなると、サイドウォールは崩壊します。これが座屈です。座屈は製品のロスにつながるだけでなく、タレットを詰まらせる傾向があるため、機械を手動でリセットしなければならなくなります。
これを緩和するためには、精度管理が必要である。従来のカム式リフターは、直線的で不屈の力を使いがちだった。缶の高さが少しでも変わると、機械的な力が跳ね上がって容器を潰してしまう。
鋼の課題:高硬度とスプリングバック効果
The reverse engineering problem is steel. It is inflexible, tough and uncompromising. Although you will hardly squash metal food cans when filling it, the material resists when forming.
スチールの弾性率は高い。シーミングローラーがスチールフランジを曲げてシールを形成すると、金属は元の形状にスプリングバックする傾向がある。この効果はスプリングバックと呼ばれる。
- シーリングの完全性: To defeat springback and provide a hermetic seal, the seaming machine needs to exert much greater force than is needed with aluminum. Without rigidity in the machine, the force that is supposed to bend the metal will bend the arms or shafts of the machine. This diversion causes a False Seal a seal that appears right on the eye but does not have the required compression to keep out bacteria. This is critical for food cans containing acidic foods, where leakage could spoil the freshness of the food product.
- 工具の寿命: Hardness of steel is a machine component abrasive. Seaming rollers and chucks wear much more quickly when handling steel than when handling aluminum. The seaming profile is changed by worn tooling resulting in loose seams and possible leakage.
鋼材を扱う作業では、力技と正確さが要求される。設備は高サイクル疲労や高負荷加工に耐えられるように設計されなければならない。高性能の設備は、主に2つの方法でこれに対処する:
- 構造的な剛性: 機械のフレームとヘッドには、厚板を使用する。例として、フレームは1.5mmから2mm厚の304または316ステンレス鋼で作ることができ、鋼鉄をシームする際の重荷重で機械が曲がらないようにします。
- 硬化工具: 摩耗に対抗するため、シーミングローラーは、特殊な熱処理またはセラミック仕上げを施した高級工具鋼製でなければなりません。これらの部品は、通常2um(マイクロメートル)単位で正確に加工され、ローラープロファイルに適切な位置で圧力を与え、コーティングを傷つけることなく、鋼を降伏点まで押すのに必要な力を与える必要があります。これは、剛性の高い構造と硬化した精密工具の組み合わせによって、スプリングバックを安定して克服する唯一の手段です。
ダブルシームの形成:シャープシームとルーズシームの比較
The hermetic seal is the double seam created by interlocking the can body (Body Hook) and the lid (Cover Hook) at the end of the tube. This is where the ends meet. Although the geometry of a double seam is standardized, the route to the same varies radically depending on the ductility of the material.
The Risk of Sharp Seams
Aluminum is very ductile; it is easily flowing under pressure.
- 現象: Aluminum is soft and therefore, it is easy to over-tighten the seam. When the second operation roller exerts excessive pressure, it may flatten the metal to form a sharp edge on the top of the seam.
- 欠陥: This is referred to as a Sharp Seam or even a Cut-over. The sharp edge may crack the metal or peel off the protective lacquer exposing the metal to oxidation. The aluminum seaming curve should be accurate but smooth.
The Risk of Loose Seams
鋼は流れに抵抗する。説得が必要なのだ。
- 現象: 第1操作ローラーに十分な力がかからないと、ボディフックがカバーフックの下に十分に入り込まない。
- 欠陥: This causes a Loose Seam or Low Overlap. At the visual examination, the seam might appear thick and rounded, but inside, the hooks are not hooked. The steel seaming curve needs a high pressure first pass to press the rigid metal into the proper geometry.
この違いが、普遍的なシーミング配置がほとんど有効でない理由である。ローラーのプロファイルとカムのアタック角は、材料が変形しようとする意志と一致させなければならない。
生産の現実:鉄鋼からアルミニウムへの転換
The competitive advantage in the present market is versatility. SMEs and co-packers frequently have to alternate between steel cans (e.g., pet food or powder) and aluminum cans (e.g., beverages or nitrogen-flushed snacks). Some are even exploring hybrid containers or hybrid containers of aluminum composites. Nevertheless, this switch should not be treated as a mere change of mould, which is a formula of failure in operation.
重要な調整シーミングクリアランスとタレットスピード
スチールとアルミニウムを切り替えるということは、マシンの物理的な設定を再調整しなければならないことを意味する。
クリアランス・ファクター
The Pin Height (the distance between the base plate and the chuck) and the Seaming Clearance (the distance between the roller and the chuck) are important. Aluminum is thinner. When you use aluminum cans with settings that are set to compress thicker tinplate, the rollers will not compress the metal enough to make it leak. On the other hand, operating steel on aluminum environments will clog the machine and break the bearings.
質量の物理学
もう一つの重要な生産変動要因は重量差である。スチール缶は重く、コンベアとリフタープレートにしっかりと置かれる。アルミ缶は空の状態では羽のような重さです。
- トッピング: 機械が高速回転していると、遠心力と空気抵抗でアルミ空き缶が不安定になりやすい。
- トランスファーの安定性: The transfer star-wheels should be in perfect synchronization. Any slap of the guide rail which a steel can would absorb would shoot an aluminum can flying. The turret speed usually requires modulation when changing to aluminum, and the acceleration ramp-up should be less jagged to be more stable.
ソリューション自動レシピによる迅速な切り替え
フィーラーゲージやスパナを使ってクリアランスを調整する手動調整は、時間がかかり、人為的なミスが発生しやすい。ダウンタイムが長引き、収益性が損なわれる。
現在の生産には、インテリジェント・サーボ・インテグレーションが必要です。機械的な調整ではなく、洗練された金属包装ラインは、これらの変数を制御するためにPLCベースのシステムによって制御されています。
- デジタルレシピ管理: オペレーターは、HMI(ヒューマン・マシン・インターフェース)に特定のトルク設定、速度プロファイル、サーボリフティングの高さを保存することができます。3004アルミニウム」のレシピを「ブリキ鋼板」に変更する際、オペレーターはレシピを選択します。
- サーボの精度: The servo motors will automatically regulate the lifting speed and pressure to the profile stored. Although physical tooling (chucks and rollers) might still require replacement, the manual process of calibration of forces and speeds is computerized. This guarantees that the first off the line following a changeover is as good as the last and the startup scrap and changeover time is greatly minimized.
結論機械と材料科学のマッチング
A complex engineering decision tree begins with the question what are cans made of. Aluminum is lightweight efficient and requires delicate handling and accurate axial load control. Steel is structurally rigid and requires strong machinery that can withstand high wear and resist strong forces of springback. Whether you are dealing with a different material or a variety of shapes, the best ways to understand the principle remains the same.
Effective production is not achieved by making a machine work with a material but by choosing equipment that is sensitive to the special mechanical characteristics of the material.
At Levapack, we believe that exceptional packaging machinery starts with a profound understanding of the package itself. We don’t just assemble components; we engineer solutions that respect the distinct physical behaviors of aluminum and steel. This material-first philosophy is why we insist on using heavy-gauge 304/316 stainless steel for our frames—not just for durability, but to provide the absolute rigidity required to seam steel without deflection. It is why we machine our components to 2μm precision and integrate intelligent HMI and servo systems—because handling lightweight aluminum demands a delicate, programmable touch. With over 18 years of experience, we translate material science into mechanical reliability, ensuring your equipment is not just a tool, but a perfectly matched partner to your packaging needs.
Are you struggling with high scrap rates or complex changeovers? Don’t let material properties dictate your efficiency. We can help you analyze canning foods processes to a greater degree.
Contact our engineering team to assess which machine configuration will maximize your line’s performance.


