キャップライナー101:100%シールの完全性のための正しい素材の選び方
商業包装の世界では、製品発売の成功と大惨事となるリコールの差は、しばしばコインほどの厚さの部品に帰結します。何百万ドルもの製品価値、ブランドの評判、物流の効率は、容器と密閉容器の間のギャップを埋める密閉機構にかかっています。流体力学、材料科学、機械工学の複雑な交差をうまく利用することは、ボトルに入ったものをボトルに留めるために不可欠です。この包括的なガイドでは、完璧なシールの物理学を分解し、絶対的な包装の完全性に必要な正確なキャップライナーを選択するための権威あるロードマップを提供します。
キャップライナーとは?完璧な密閉を支える物理学
最も基本的なレベルでは、キャップライナーは、キャップ(栓)の内側天井と容器の開口縁(ボトルネック)の間に挿入される工学的材料の一部です。単なる発泡スチロールや箔のように見えるかもしれませんが、その役割は機械工学の原理に深く根ざしています。
なぜライナーが必須なのかを理解するには、硬質素材の微細な現実を見なければならない。硬質プラスチックやガラスのボトルに硬質プラスチックや金属のキャップをねじ込むと、2つの面が接する。肉眼で見ると、これはぴったり合っているように見える。しかし、顕微鏡で見ると、ボトルの縁とキャップの表面には凹凸があり、微細な山と谷がある。この裏地のない容器の中に液体を入れると、液体は必然的にこの微細な溝を通り抜け、特に圧力がかかったり輸送中に液漏れを起こす。
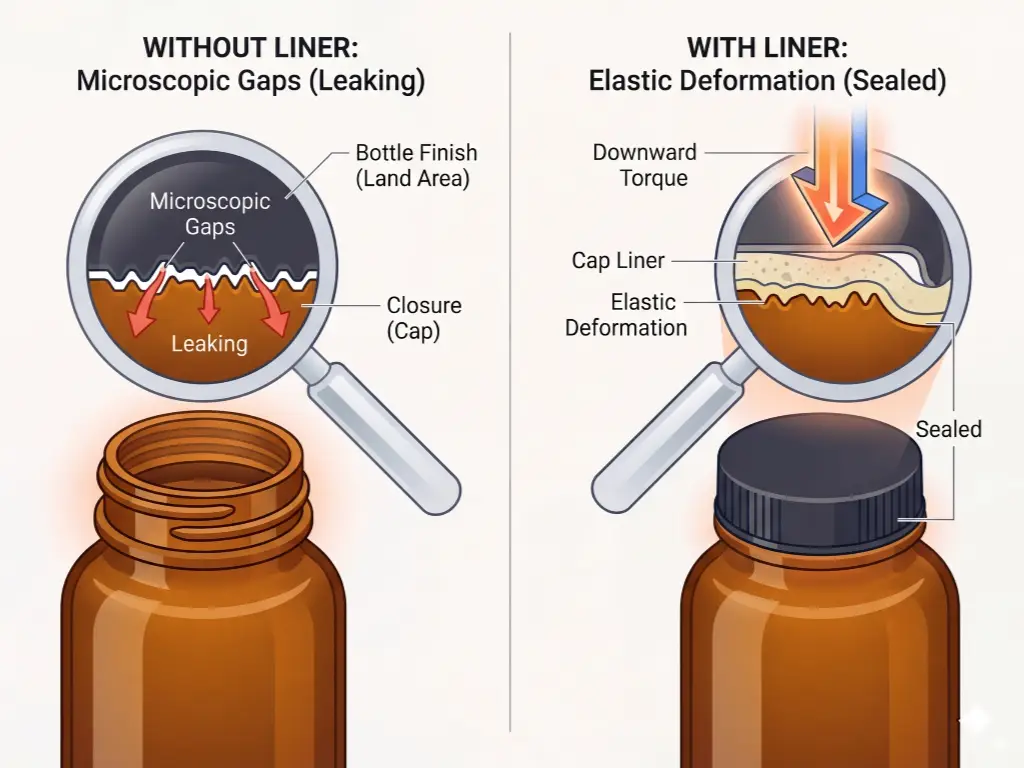
キャップライナーの中核的な機能は、次のようなものである。 弾性変形.流し台の下の家庭用配管に使われているゴム製ガスケットを思い浮かべてほしい。ガスケットは締め付けると圧縮され、その柔軟な素材を金属パイプの微細な欠陥に押し込むことで、水の逃げ道を遮断する。キャップライナーもまったく同じ原理で機能する。キャップに下向きのトルクが加わると、ライナーは圧縮され、ボトルの縁の輪郭に合わせて正確に成形され、不浸透性のバリアを形成する。
シールの長期的な生存可能性を評価する場合、パッケージング・エンジニアは2つの重要な変数を考慮しなければならない:
- フィニッシュ(土地面積): ライナーと直接物理的に接触するボトルネックの上面。このシール面の幅、平坦度、構造的完全性によって、ライナーをいかに効果的に圧縮できるかが決まります。
- マテリアル・クリープ: 材料科学において「クリープ」(またはコールドフロー)とは、固体材料が持続的な機械的応力の影響を受けてゆっくりと移動したり、永久的に変形したりする傾向を指します。キャップがライナーを圧縮すると、ライナーは押し戻される力(弾性記憶)を発揮し、シールを維持します。倉庫の棚で数ヶ月保管されるうちに、ライナーはクリープを起こし、弾力性が失われます。ライナーの耐クリープ性を評価することは、製品の賞味期限を保証するための基本です。
キャップライナーの素材とメカニズムの総合ガイド
包装業界には、非常に特殊な化学的適合性と機械的環境のために設計された、膨大な種類のライナー素材があります。間違った材料を選択すると、単に漏れのリスクだけでなく、化学反応、製品の劣化、消費者の安全に対する危険性が生じます。以下は、主要なライナー素材とその動作メカニズムの体系的な内訳です。
| ライナータイプ | コア材 | シーリング・メカニズム | 最適 | 制限事項 |
|---|---|---|---|---|
| フォーム(F217) | 3層共押出PE(ポリエチレン) | 機械的圧縮(弾性回復) | 汎用、家庭用化学品、化粧品 | 酸素バリア性が低い。 |
| 感圧式(PS) | ポリスチレン粘着コーティング | 機械的圧力による接着 | 乾燥固形物、カプセル、スパイス | ハーメチックシールではない。 液体や粉体では不合格 |
| ヒート・インダクション | マルチレイヤー(パルプ/ワックス/箔/ポリマー) | ポリマーを電磁溶解してボトルに仕上げる | 医薬品、乳製品、高価値液体 | 高価な誘導シール装置が必要 |
| PTFEフェース | PTFEフィルム付きシリコーンまたはフォームコア | 耐薬品性に優れたコンプレッション | 強酸、溶剤、分析試薬 | 高コスト、高い塗布トルクが必要 |
| プラスチゾル | 液状PVC樹脂(硬化) | 熱処理後の真空形成 | 熱い充填食品、ジャム、ソース(ガラス容器のみ) | プラスチック容器との不適合 |
発泡・感圧ライナー
F217フォームライナーは包装業界の主力製品です。発泡低密度ポリエチレン(LDPE)コアを2層のPEで挟んだ3層構造です。この構造により、優れた弾力性と清潔で明るい外観が得られ、シャンプーや家庭用洗剤のような汎用用途での液漏れ防止に非常に効果的です。
その逆もある、 感圧(PS)ライナー はまったく異なる前提で作動する。ポリスチレンをベースに、トルクで活性化する特殊な接着剤を塗布したものだ。キャップを締め付けると、その圧力で接着剤がボトルのランド・エリアに密着する。キャップを外すと、ライナーはボトルに張り付いたままとなり、基本的な保護機能を提供する。
エンジニアリング・ファクトチェック火薬汚染の罠
感圧ライナーには、次のような特徴がある。 ない 水や油を含む液体には決して使用してはならない。しかし、ドライパウダー分野(ホエイプロテイン、栄養補助食品、粉末香辛料など)では、はるかに陰湿な失敗が起こる。
充填中、微粉末の粉塵が容器のランドエリアに舞い上がり、沈殿するのは避けられない。PSライナーは接着剤とプラスチック仕上げの物理的接触に100%を依存しているため、この粉塵は致命的な障壁として機能します。接着剤は容器の縁ではなく粉粒体に接着し、粘着性を完全に中和します。このため、輸送中に水分が入り込んだり、製品が逃げたりする微細なトンネルができる。このような物理的現実から、PSライナーに頼る前に、高精度で粉塵の出ない充填装置とサーボ・キャップ装置の導入が絶対に必要なのである。
ヒート・インダクション・ライナー
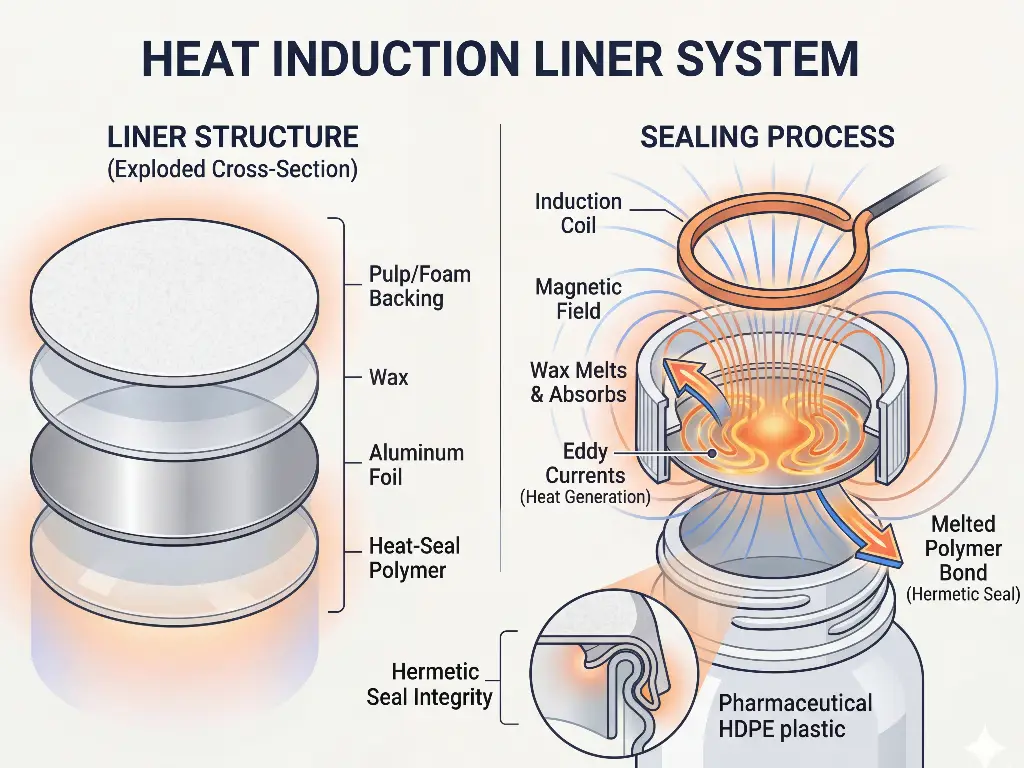
絶対的な安全性、開封確認、密封性を要求される用途では、ヒートインダクションライナーがゴールドスタンダードです。インダクションシールのメカニズムは、現代のパッケージング技術の驚異です。標準的なインダクション・ライナーには、裏打ち層(通常はパルプボード)、ワックス層、アルミ箔層、ボトルのプラスチックに合わせて設計されたポリマー・ヒートシール層(例えば、PETボトルにはPETシール層)の4つの層があります。
キャップがボトルにねじ込まれた後、容器は誘導シール機の下を通過する。この機械は振動する電磁場を発する。アルミニウムは導電性の金属であるため、この電磁場は箔層内に「渦電流」を誘導し、電気抵抗を引き起こす。この抵抗が瞬間的に強い熱を発生させる。この熱はワックス層を溶かし(ワックス層はパルプボードに吸収され、キャップから箔を離す)、同時にポリマー・ヒートシール層を溶かす。閉じたキャップの圧力で冷えると、溶けたポリマーはボトルの仕上げとシームレスに融合する。チーズを天板に直接のせて溶かすことを想像してみてください。
ここで重要なパラメーターは 操作ウィンドウ.これは、インダクション・マシンの出力と滞留時間(コンベアの速度)の正確なバランスである。出力が高すぎると、強烈な熱がペットボトルの仕上げを焦がし、ポリマーを劣化させ、漏れの原因となる。出力が低すぎると、ヒートシール層が完全には溶けず、「コールドシール」-見た目は無傷だが、絞ったり高度を変えたりすると瞬時に弾けてしまう偽シール-が生じます。
特殊バリアライナーPTFE表面、ホイル、プラスチゾル
極端な化学物質の揮発性や高い酸素感受性を扱う場合、標準的な発泡体やポリマーは機能しません。純アルミニウム箔ライナーは、ガスに対して侵入不可能なバリアを提供し、酸化性の高い製品に理想的です。しかし、攻撃的な化学薬品が使用される場合は、PTFEに移行します。
エンジニアリングのファクトチェック純粋なPTFE」ライナーの神話
調達チームの間で広まっている誤解は、強酸や侵食性溶剤に対応するために「純粋なPTFEライナー」を要求することである。商業エンジニアリングの現実では、固体の単層PTFEライナーは気密封止にはほとんど役に立ちません。ポリテトラフルオロエチレン(PTFE一般にテフロンとして知られている)は究極の化学的不活性を持ち、その物理的構造は極めて硬く、弾性回復を完全に欠いている。それは永久的な変形(冷たい流れ)に非常に敏感である。
純粋なPTFEの固形ディスクをボトルの上に置き、キャップをねじ込んだとしても、微細な隙間を埋めるために反発することはなく、単に潰れて漏れるだけである。そのため、業界では PTFEライナー.PTFEフィルムは、伸縮性のある基材(通常は医療グレードのシリコーンまたは高密度PEフォーム)にラミネートされた微細な層で構成されています。PTFEの表面は化学的シールドとして機能し、隠れたシリコーン/フォームのコアは、長期間のシール維持に必要な重要な弾性圧縮力を提供します。
プラスチゾル は、主に食品・飲料業界で金属製ラグキャップ(またはツイストオフキャップ)付きガラス容器に使用される、もう一つの高度に専門化された材料です。プラスチゾルは液体PVC樹脂で、キャップに流し込んでオーブンで硬化させ、固形のゴム状ガスケットにします。その真の密閉機構は、「ホットフィル」プロセスによって活性化される。熱い食品(ジャムやパスタソースなど)をガラス瓶に充填し、キャップをかぶせる。製品が冷えると蒸気が凝縮し、内部が強力な真空状態になる。外部からの大気圧がキャップを激しく押し下げ、ガラスの縁をプラスチゾルのガスケットに深く押し込み、気密性の高い真空密閉ロックを形成します。
業界特有の材料選択プロトコル
包装のニーズは、ペイロードの化学的構成によって大きく異なる。ライナーを選択するには、材料科学と規制の枠組みを相互参照する必要があります。FDAのTitle 21 of the Code of Federal Regulations (21 CFR)に確実に準拠することは、食品、飲料、医薬品の接触に指定されたあらゆる材料にとって譲れない基本事項です。
食品、飲料、FDAコンプライアンス
食品と飲料の分野では、主な敵は酸素である。キャップライナーの主な目的は、保存期間の延長と酸化劣化の防止です。パッケージング・エンジニアは、2つの妥協のない指標に基づいてライナーを評価します:
- 酸素透過率 (酸素透過率): cc/m²/日で測定。24時間にどれだけの酸素がバリアを透過するかを計算する。
- 水蒸気透過率 (水蒸気透過率): 単位はg/m²/day。水蒸気がどれだけバリアを透過するかを計算する。
プレミアム・コールドプレス・ジュースを例にとってみよう。これらの製品は酸化に非常に敏感で、栄養分の劣化、風味の低下、見栄えの悪い茶色の変色を引き起こします。ボトラー社が標準的なPEフォームライナーを使用した場合、厳密なコールドチェーン冷蔵下でも、酸素はフォームマトリックスを通して着実に浸透していきます。製品を保護するため、エンジニアはEVOH(エチレンビニルアルコール)のようなハイバリア素材をラミネートしたライナーや、OTRを理論上可能な限りゼロに近づける誘導箔シールを指定しなければならない。
化粧品とパーソナルケア
化粧品・パーソナルケア業界は、表面張力が極めて低い高価値の液体を特徴とする、独特の難しいシーリング課題を提示している。エッセンシャルオイル、アルコール、界面活性剤を含む製品(シャンプー、美容液、高級香水など)は、液体の表面張力を劇的に低下させます。この低い表面張力により、液体は毛細管現象によってボトルの微細な糸を容易に伝い、ライナーのあらゆる弱点を探すことができる。
さらに、化粧品には絶対的な需要がある。 化学的不活性.アグレッシブなエッセンシャルオイルが標準以下のフォームライナーと反応すると、ライナーが劣化し、可塑剤が製品に溶出する可能性があります。この化学反応は、香りのプロフィールを変え、処方の色を変え、ブランドのプレミアム価値を破壊する。このような用途には、PTFE加工ライナーや特殊な錫箔ラミネートが多用され、香りを閉じ込め、処方をまったく汚れのない状態に保ちます。
農薬、医薬品、腐食剤
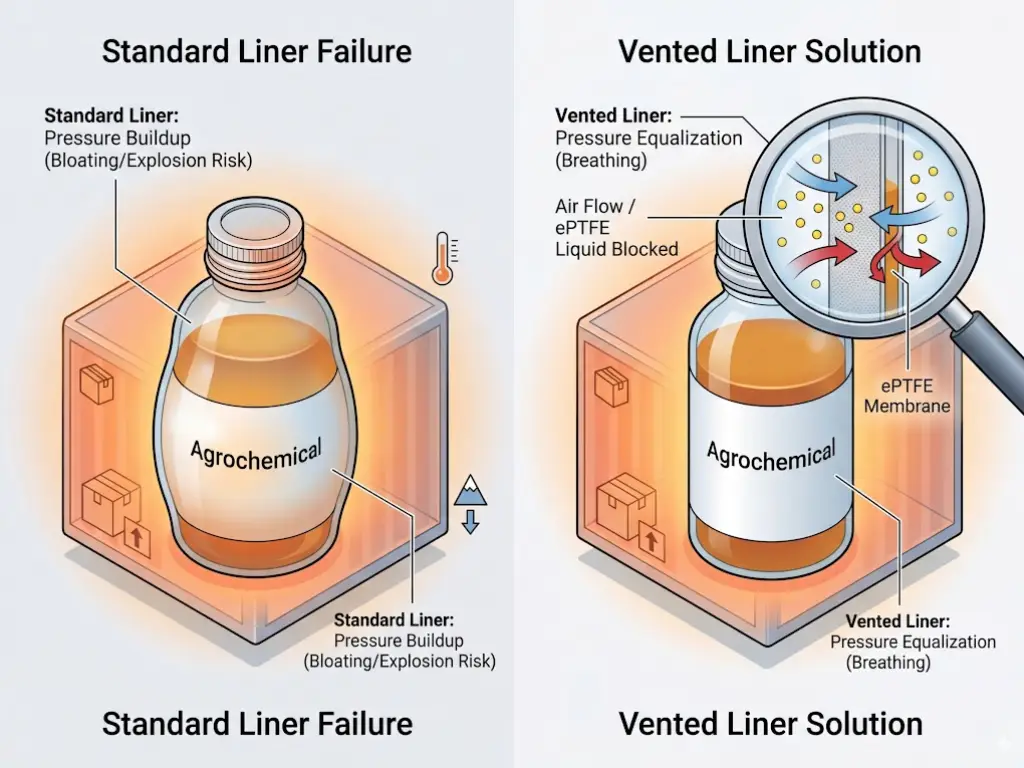
工業用化学薬品、肥料、あるいは強力な消毒剤(濃縮漂白剤や過酸化水素水など)を包装する際には、環境安全性と危険物コンプライアンスが問われます。化学薬品の中には、時間の経過とともにガスを放出するものがあります。
これらのオフガス液体を標準的な密閉誘導ホイルで密閉すると、閉じ込められたガスは急速に巨大な内圧を作り上げる。暑い夏の倉庫では、プラスチック容器は膨張し、変形し(パネリングや膨張)、最終的には爆発し、壊滅的な化学物質の流出を引き起こす。この問題を解決するため、業界では 通気ライナー.これらは高度に進化したePTFE(四フッ化エチレン樹脂)膜を採用している。ePTFEの微細な孔は、気体分子をボトルから逃がすのに十分大きく(圧力を均等化)、液体分子が通過するのを妨げるのに十分小さいため、容器は一滴も漏れることなく呼吸する。
シール不良の隠れた原因
パッケージングの世界で根強く残る、しかし危険な幻想は、"最も高価なライナーを買えばボトルが漏れることはない "という思い込みだ。現実はもっと複雑だ。キャップライナーは受動的な部品であり、それに作用する機械的な力と同じだけの性能しか発揮しません。絶対的なシールの完全性を達成するためには、消耗品である材料だけでなく、機械的な用途、製造公差、環境ストレスにも目を向けなければなりません。
トルクの重要な役割
キャップにかかる回転力とライナーの垂直圧縮の間の線形関係は、シーリング物理学の鼓動である。この力は アプリケーション・トルク (インチポンド)。どのライナー素材にも、最適な圧縮率(通常、静止時の厚さの約30%)があり、弾性記憶を活性化し、ボトルの仕上げにあるミクロの亀裂を密封するのに必要です。
しかし、業界では次のような不愉快な事実がある。 取り外しトルク (消費者がボトルを開けるのに必要な力)は、必然的にアプリケーショントルクよりも低くなります。プラスチック糸がすぐに弛緩し、ライナーが沈下するため、最初の24時間以内に除去トルクは最初の適用トルクのわずか40%から60%まで低下することがよくあります。
数学的な現実を見てみよう:特定の誘導ライナーが適切に圧縮されるためには20in-lbsの適用トルクを必要とするが、生産ラインのキャッパーが不正確で12in-lbsしか供給しない場合、ライナーは実質的にボトルの上に静止しており、密封されていない。24時間後には、残留トルクはゼロに近くなります。配送トラックの振動が加われば、致命的な漏れは数学的に確実なものとなる。
システムエンジニアリングのソリューション
多くの中小企業(SME)、受託包装業者、高価値ペットフード製造業者は、粉末、顆粒、ウェットペースト製品を保護するために、高級誘導ライナーに多額の投資をしている。しかし、漏れに起因する致命的な返品率に悩まされ続けている。その隠れた根本原因は、ほとんどの場合、機器にある。従来の機械的な摩擦クラッチ式キャッピングマシーンに頼っているため、摩耗や損傷によりトルクが乱暴に安定しないのだ。
18年以上の包装機械エンジニアリングの深い蓄積を持つメーカーとして、麗華は100カ国以上の生産ラインを監査してきました。私たちの実証データは、厳しい現実を証明しています: 真の気密性は、ライナーの材質30%に依存し、装置の精度70%に依存する。
当社のインテリジェントなサーボ駆動キャッピング&シーリング・ソリューションは、2μm(マイクロメートル)という驚異的な公差で動作するCNC機械加工の中核部品で構築されています。高度なサーボモーター技術を統合することで、装置はリアルタイムで回転力をダイナミックにモニターし、補正します。つまり、揮発性の高い微粉タンパク質(ダストコントロールが最重要)であろうと、濃厚で粘性の高いウェットペットフードであろうと、PTFEライナーやFoilライナーにかかる下向きのトルクは、10,000本目であろうと1本目であろうと、小数点以下まで全く同じということです。
このレベルの自動化された精度は、機械的なスリップによる「偽シール」を根絶し、電子商取引の物流漏れを源から断ち切る。より高価な消耗品であるライナーにアップグレードする前に、機械的なアプリケーションフォースを監査することを強くお勧めします。
ボトルネック・フィニッシュとランドエリアの完全性
完璧なトルクと高級素材を使っても、容器自体の構造的な欠陥があればシールは失敗する。キャップからボトルのランドエリアの製造公差に焦点を移さなければならない。このシール面の幅が最も重要である。リムの幅が狭すぎると、巨大な下向きのトルクがリムを鈍いナイフのように作用させ、ライナー素材を圧縮するのではなく、直接切り裂くことになる。
射出成形の欠陥は、次のように知られている。 パーティングライン.ペットボトルの金型の半分が合わさると、微細な継ぎ目ができます。金型が摩耗していたり、工程の目盛りが悪かったりすると、余分なプラスチックの隆起(フラッシュ)がランドエリア全体に突出します。トルクやライナーの厚みをいくら増やしても、この鋭い物理的障壁を補うことはできません。これは、シーリング・ゾーンを直接横切る微細な毛細管流路を形成します。ひどいパーティングラインのあるボトルを密封しようとするのは、ギザギザに割れた鉄パイプを平らなスポンジで塞ごうとするようなもので、液体は常に溝を伝って逃げてしまいます。
環境ストレス:ISTA-6と高度変化への対応
現代のeコマースのサプライチェーンは、キャップライナーにとって究極のストレステストである。商品がアマゾンのようなプラットフォームを通じて販売される場合、以下のような残酷な現実を生き抜かなければならない。 アマゾン ISTA-6 試験基準.このフレームワークは、激しい落下、多方向の振動、自動選別設備によるカオス的な影響をシミュレートする。
物理的な外傷だけでなく、環境的な気圧差もシールのサイレント・キラーである。密封されたボトルが航空便で輸送されたり、ロッキー山脈のような標高の高い峠を越えて輸送されたりすると、外気圧が著しく低下する。ボイルの法則によれば、ボトルのヘッドスペース内に閉じ込められた空気は積極的に膨張する。この膨張した空気は、キャップライナーに対して莫大な上向きの水圧を及ぼします。
このような極端な負圧シナリオでは、標準的な感圧ライナーの生存率は実質的にゼロです。高度の変化やISTA-6への準拠に耐えるためには、ブランドはヒート・インダクション・フォイル・シール(ボトルに分子的に溶着される)か、高精度で機械的にロックされたトルク設定で圧縮された非常に厚い発泡ライナー(F217)を使用して防御策を考案し、内圧サージに耐えるのに十分な形状記憶を提供しなければなりません。
標準化されたライナー試験の枠組みの確立
理論に基づいて正しいライナーを選択することは、エンジニアリング方程式の前半に過ぎません。キャップとライナーの大量購入に踏み切る前に、包装施設は厳格でデータ主導の標準作業手順(SOP)を実施し、経験的にシールを検証しなければならない。専門的なテストフレームワークには、以下の3つのクローズドループ検証プロトコルを組み込むべきである:
- 真空チャンバーのリークテスト: 高高度の物流や航空貨物の環境ストレスをシミュレートするため、サンプルは専用の真空デシケーター内で水に浸される。真空が引かれる(通常15~20inHg)。密封が不完全な場合、ボトル内の膨張した空気がライナーを通して抜け出し、目に見える気泡の流れができる。これにより、微細な故障箇所が即座に特定される。
- トルク保持テスト: これは、ライナーの弾性記憶が材料のクリープに対して長期的に有効かどうかをテストするものである。キャップは、校正されたデジタルトルクメーターを使用して、特定の適用トルクに適用される。ボトルは温度管理された環境に置かれる。24時間後、そして48時間後に再度、取り外しトルクを測定する。減衰曲線が急すぎる(トルクがゼロ近くまで低下する)場合、ライナー材料が柔らかすぎるか、その特定のキャップ形状に対してクリープが速すぎる。
- 落下試験(油圧衝撃): ISTA-6のパラメータに合わせ、充填されたボトルは指定された高さから特定の角度(底面、側面、キャップが下)で不屈の表面(コンクリートなど)に落下する。液体が充填されたボトルがキャップに着地すると、液体はライナーに対して大規模で瞬間的な水圧ハンマー効果を発生させます。この試験では、ライナーが破裂したりキャップのネジ山から外れたりすることなく衝撃を吸収できるかどうかを確認します。
包装の完全性は正確な科学であり、偶然のゲームではない。たとえ高価な真空チャンバーやデジタルトルクメーターがない施設であっても、基本的な反転テスト(充填されトルクが加えられたボトルをあぶらとり紙の上に逆さまにして最低48時間放置する)を実施することは、譲れないベースラインである。このような検証プロトコルを実施することで、理論的な材料の選択が、倉庫フロアでの絶対的な商業的信頼性につながることが保証されます。



