Upgrading Your Packaging Line: Is Conduction Sealing Still Worth It?
In today’s hyper-competitive manufacturing landscape, 総合設備効率(OEE) dictates a facility’s profitability, and the sealing station frequently emerges as the critical bottleneck and the culprit behind costly customer complaints. When upgrading equipment, engineers and plant managers face a classic dilemma: stick with traditional, seemingly cost-effective “Conduction Sealing” or transition to high-speed 誘導シーリング systems? While conduction sealing has maintained a strong foothold due to its straightforward mechanical principles and low initial capital expenditure, the evaluation matrix changes drastically when you shift focus from the initial purchasing invoice to the real-world, five-year operational ledger of the factory floor.
When you factor in maximum throughput limits, excruciating changeover downtimes, material scrap rates, and the intensive manual labor required for daily maintenance, does conduction sealing still justify its place on a modern, flexible manufacturing line? This comprehensive engineering guide strips away standard vendor marketing pitches to objectively analyze the underlying physical mechanisms of conduction sealing. We will explore its irreplaceable sweet spots, expose its fatal engineering traps, and provide you with the hard data necessary to determine if this technology is still the right fit for your specific packaging requirements.
What is Conduction Sealing? Understanding the Direct Heat Transfer Mechanism
To make an informed decision regarding packaging machinery, we must first establish a clear technical baseline. Conduction sealing is not a proprietary “black box” technology; rather, it is a straightforward application of fundamental thermodynamics. At its core, conduction sealing relies on direct, physical thermal transfer to melt a polymer layer and bond it to a container’s opening.
The 4 Stages of Conduction Sealing
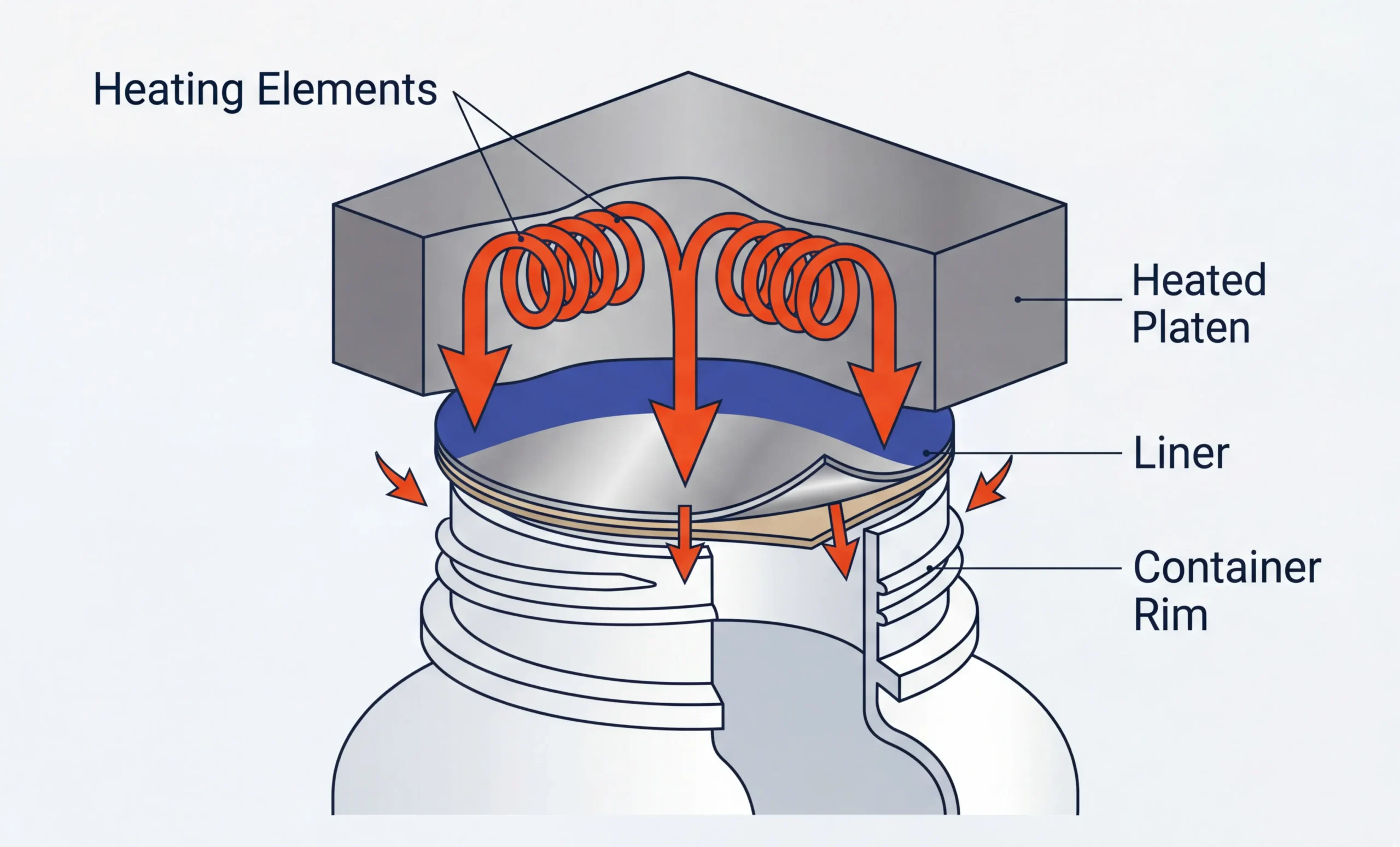
Unlike non-contact sealing methods, conduction requires absolute physical engagement between the machine and the packaging material. The physical sequence of this operation can be objectively broken down into four distinct stages:
- Heat Generation: An internal electrical heating element continuously generates thermal energy, raising the temperature of a solid metal platen to a precise, pre-determined set point.
- Physical Actuation: A mechanical or pneumatic cylinder drives the heated sealing head downward, firmly pressing it against the top of the container and the sealing liner.
- Thermal Transfer: Heat energy travels directly from the hot metal surface, penetrating down through the outer layers of the sealing material (such as foil or paper backing) via direct physical contact.
- Polymer Melting and Curing: The heat reaches the bottom heat-seal polymer layer, raising it above its melting point. Once the heated head retracts, the polymer rapidly cools and solidifies, forming a hermetic seal with the lip of the container.
Understanding this process highlights the absolute necessity of three critical variables that drive the operation: 温度, Pressureそして Dwell Time. While temperature and pressure are somewhat adjustable, Dwell Time—the actual physical duration the heated head must remain in contact with the foil—is an inescapable law of physics. Because polymers are natural thermal insulators, heat transfer is inherently slow. In most industrial applications, a conduction sealer requires a physical dwell time of between 1.0 to 3.0 seconds to achieve a reliable hermetic seal.
To conceptualize this in a familiar everyday scenario, consider the operation of a standard office laminating machine or using a household iron to apply a heat-transfer decal to a t-shirt. You cannot simply tap the hot iron against the fabric and expect the glue to bond. You must press the iron down firmly (Pressure) and hold it there for several seconds (Dwell Time) to allow the heat to penetrate the layers and melt the adhesive (Temperature). If any of these three elements are missing, the bond fails. Direct physical contact and adequate time are the non-negotiable prerequisites for conductive heat transfer.
Conduction vs. Induction Sealing: A Head-to-Head Technical Comparison
The debate between conduction and induction sealing is often reduced to an oversimplified argument of “which machine is better.” However, from an engineering standpoint, neither technology is inherently superior in a vacuum. The true differentiator lies in how their respective mechanisms of heat generation dictate their appropriate application scenarios. By deconstructing the technology objectively, we elevate the discussion from basic machine specifications to high-level process architecture.
The Mechanisms of Heat Generation: External vs. Internal Heating
The most profound difference between the two technologies is the directional flow of thermal energy.
Conduction Sealing (External Heating)
As established, conduction is an “outside-in” process. It relies on direct thermal conduction. A massive metal block is heated to a high temperature, and that heat is forcefully pushed through the top layers of the packaging material until it reaches the adhesive layer at the bottom. The heat source is completely external to the packaging.
Analogy: Like cooking an egg in a frying pan. Heat must slowly transfer upward through the bottom.
Induction Sealing (Internal Heating)
Induction, conversely, is an “inside-out” process. It is a completely non-contact technology that utilizes an Electromagnetic Field. Magnetic waves pass harmlessly through the plastic cap and induce eddy currents exclusively within the aluminum foil layer, melting the polymer coating from the inside.
Analogy: Akin to heating an egg in a microwave. The energy directly excites molecules inside, causing rapid internal heating.
Production Speed and Line Efficiency Limits
Because the fundamental mechanisms of heat generation are so vastly different, their respective capabilities on a high-speed production line exist in entirely different stratospheres. The inescapable physics of “Dwell Time” acts as a hard ceiling on the throughput of conduction systems.
| Metric (Evaluation Dimension) | Conduction Sealing | 誘導シーリング |
|---|---|---|
| Maximum Line Speed | Slow to Moderate (Typically 30 – 60 CPM per head) | High to Ultra-High (Easily 100 – 300+ CPM) |
| Continuous Operation | Intermittent/Stop-and-Go (Requires containers to pause for physical pressing) | Continuous/Inline (Containers move uninterrupted on the conveyor) |
| Warm-up / Cooldown Time | Extensive (Requires 30+ minutes to heat heavy metal platens) | Instantaneous (Solid-state electronics require zero warm-up) |
To translate these specifications into real-world factory mathematics, consider a facility tasked with fulfilling a daily quota of 100,000 bottles over a standard 8-hour shift. This requires a sustained throughput of approximately 208 Containers Per Minute (CPM).
A standard continuous inline induction sealer can handle this 208 CPM requirement effortlessly, taking up roughly one to two meters of conveyor space. To achieve the exact same output using conduction sealing, the physics of the 1.5-second dwell time cannot be cheated. A single conduction head maxes out at roughly 40 CPM. Therefore, to reach 208 CPM, the facility would need to invest in a massive, multi-head rotary conduction system containing 6 to 8 individual sealing stations. Not only does this exponentially increase the mechanical complexity and maintenance requirements, but it also consumes a vast amount of highly expensive factory floor space just to match the output of a single, compact induction coil.
Evaluating the True ROI: CAPEX vs. OPEX in Conduction Systems
When presenting equipment options to the finance department, conduction sealing often looks incredibly appealing on paper. However, evaluating the Return on Investment (ROI) based solely on the Capital Expenditure (CAPEX) is a dangerous trap that masks the long-term operational bleeding on the factory floor. To truly understand the cost, we must analyze the Operating Expenditure (OPEX).
The Illusion of Low Initial Capital Expenditure (CAPEX)
It is an objective fact that the base machine (bare chassis) of a single-head pneumatic conduction sealer is significantly cheaper than a solid-state, water-cooled induction sealing system. For a startup or a facility running a single product at low volumes, this low barrier to entry is highly attractive.
However, the hidden costs lie in the required “tooling ecosystem.” Conduction sealing requires Custom Heating Dies. Because the metal head must perfectly match the exact diameter and contour of the container lip to apply even pressure, every single distinct bottle size requires its own precisely CNC-machined metal sealing head. Furthermore, the constant actuation relies on complex Pneumatic Systems (air compressors, cylinders, and valves) which require ongoing maintenance, lubrication, and eventual replacement due to mechanical wear and tear.
Procuring a conduction sealer is remarkably similar to buying a cheap inkjet printer. The printer itself is heavily subsidized and inexpensive, but you are forced to purchase highly expensive, proprietary ink cartridges (custom heating dies) for the rest of the machine’s operational life. If your product line expands to include five new bottle shapes next year, you must commission and purchase five new custom heating blocks.
The OEE Killer: Tooling Changeovers and Warm-up Delays
While the cost of custom dies is painful, it pales in comparison to the devastating impact conduction sealing has on machine uptime during product changeovers. In modern contract packaging or agile manufacturing, a line may need to switch container sizes multiple times a day.
Let us rigorously break down the timeline of a standard conduction tooling changeover:
- Step 1: Cool Down (30 – 45 Minutes). The existing metal heating block is sitting at a scorching 200°C. Before a technician can safely unscrew and remove it without risking severe burns, the machine must be turned off and allowed to naturally dissipate heat.
- Step 2: Physical Tooling Swap (10 Minutes). The operator unbolts the old head, aligns the new custom die, and locks it into the pneumatic assembly.
- Step 3: Warm-up and Stabilization (30 Minutes). The machine is powered back on. The dense new metal block must slowly absorb heat until the internal PID controller confirms it has stabilized at the new target temperature.
- Step 4: Pressure Calibration (10 Minutes). The pneumatic downward stroke must be precisely re-adjusted to account for the new bottle’s height and the new die’s thickness, ensuring perfect pressure without crushing the container.
This process routinely consumes between 80 to 95 minutes of pure dead time. Now, apply this to a factory floor sandbox scenario: A facility runs a highly flexible schedule, requiring 3 product changeovers per day. Using a conduction machine, the plant is sacrificing over 4 hours of production time daily just waiting for metal to get hot and cold. If the blended cost of line downtime (operator wages, overhead, and lost production profit) is conservatively estimated at $500 per hour, this “cheap” conduction sealer is actively burning $2,000 every single day. Within a few short months, the exorbitant OPEX completely eclipses the initial CAPEX savings of not buying an induction machine.
Container Compatibility: When Conduction is the Only Choice (and When It Fails)
Despite the operational drawbacks, it is crucial to state that conduction sealing is not obsolete. It remains a vital technology because, in certain highly specific engineering scenarios, it is the のみ viable solution. Conversely, there are scenarios where applying conduction sealing is a recipe for absolute disaster.
The Sweet Spot: Flat Diaphragms, Odd Shapes, and Metal Caps
Because induction relies on magnetic fields and screw caps to function, conduction remains the undisputed champion in applications where these prerequisites are absent. The absolute domain of conduction sealing includes:
- Flat Diaphragm Sealing (Capless): The most classic example is the yogurt cup, the single-serve coffee pod, or the instant noodle bowl. There is no screw cap to hold the foil down during induction. Conduction is mandatory here, as the heated die physically presses the pre-die-cut foil directly onto the rim of the bare container.
- Total Metal Closures: If your product utilizes a solid steel or thick aluminum cap, induction sealing becomes physically impossible. The metal cap will absorb the electromagnetic field, superheating the cap itself and potentially melting the threads, while the magnetic field fails to reach the liner inside. Conduction is the only way to drive heat through a metal closure.
- Non-Round and Extreme Odd Shapes: Induction coils generate uniform circular or elliptical magnetic fields. If you are sealing a complex, sharp-cornered square container or a uniquely shaped novelty bottle, the eddy currents will not distribute evenly, leading to cold spots and leaks at the corners. Conduction dies can be precision-machined to perfectly match any geometric profile.
When you walk down a supermarket aisle and see premium Starbucks glass coffee bottles with tinplate metal caps, or uniquely shaped refrigerated ready-to-eat salad bowls with film seals, you are observing the necessary application of conduction technology.

The Glass Lip Tolerance Trap (Rigid-to-Rigid Challenges)
However, there is a severe engineering blind spot that is rarely discussed in brochures: The danger of “Rigid-to-Rigid Contact.” This is particularly devastating when attempting to use conduction sealing on glass containers.
In glass manufacturing, no bottle is perfectly flawless. The “finish” (the top sealing lip of the glass jar) inherently contains microscopic undulations and dimensional tolerances—tiny hills and valleys measuring fractions of a millimeter. When a perfectly flat, rigid steel conduction die presses down onto a rigid, slightly uneven glass lip, the laws of physics present a terrible dilemma.
If the pneumatic pressure is set too low, the rigid metal will only make contact with the “hills” of the glass lip, leaving the “valleys” untouched. The result is insufficient heat transfer, incomplete melting, and microscopic channels that lead to immediate micro-leaks and spoilage. Conversely, if an operator aggressively cranks up the pneumatic pressure attempting to force the metal flat against the uneven glass to close those gaps, the rigid-to-rigid force easily exceeds the structural limits of the container, resulting in catastrophic glass breakage directly on the production line. Because conduction requires immense physical force, it is inherently hostile to containers with poor dimensional tolerance.
Parameter Control: Optimizing the Sealing Window for Zero Micro-Leaks
If your specific product profile—such as a capless dessert tub or a product with a metal lug cap—dictates that conduction sealing is your only path forward, survival depends on mastering the delicate calibration of the machine. Establishing a reliable process requires a deep understanding of polymer behavior and thermal dynamics.
Balancing the Golden Triangle: Time, Temperature, and Pressure
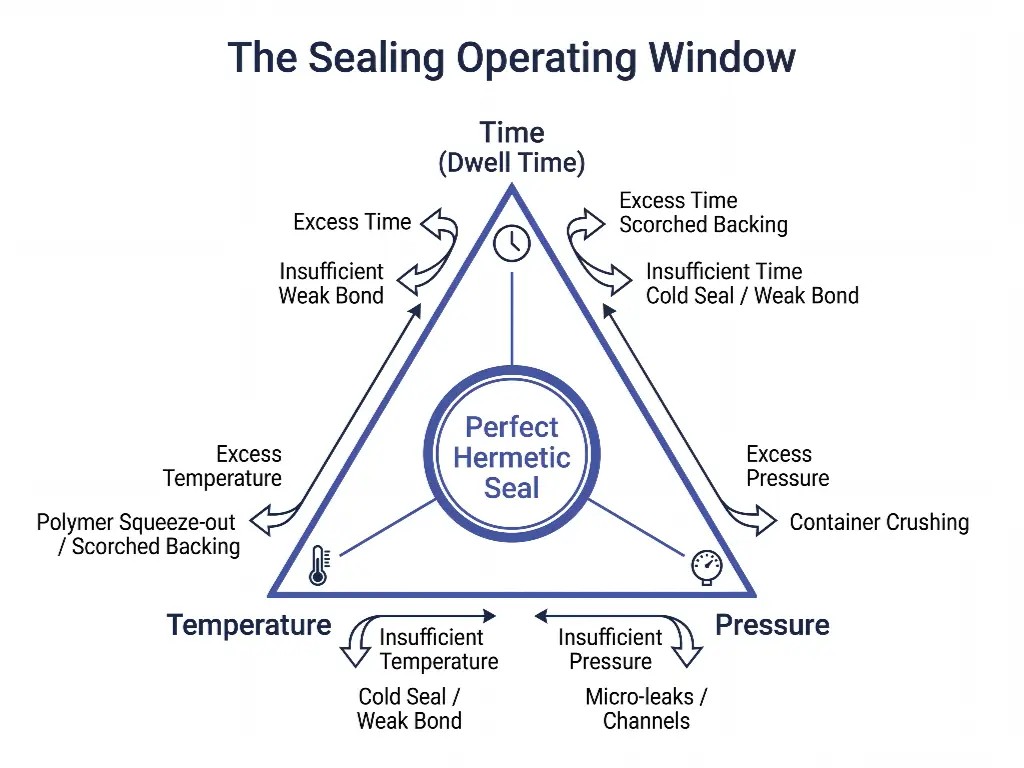
In packaging engineering, we refer to the acceptable range of machine settings as the “Operating Window.” For conduction sealing, this window is defined by the strict interplay of Time, Temperature, and Pressure. These three parameters are inextricably linked; you cannot alter one without compensating with another.
A common mistake made by inexperienced line operators is attempting to artificially boost production speed (reducing Dwell Time) by simply turning the Temperature dial higher. This causes severe parameter imbalance. While the adhesive layer might melt faster, the excessive heat often causes “Scorched Backing”—burning the paper or polymer top layer of the liner, destroying the barrier properties and creating a burned aesthetic. Furthermore, excessive Temperature combined with high Pressure leads to “Squeeze-out,” where the liquid polymer is violently pushed out from between the lip and the foil, creating messy strands that contaminate the tooling die and lead to weak, brittle seals.
Conversely, insufficient temperature or pressure leads to “Cold Seals,” where the polymer merely becomes tacky but fails to cross-link with the container material, allowing the seal to be peeled away with zero resistance. Finding the golden triangle requires patient, empirical testing for every single new batch of packaging materials.
Matching Liner Materials to the Heat Source
The type of sealing liner you purchase is just as critical as the machine itself. Because the thermal gradients are completely different, you must ensure your liner materials are explicitly engineered for conductive heat.
Different polymers possess vastly different melting points. Polyethylene (PE) melts relatively easily, while Polypropylene (PP) and Polyethylene Terephthalate (PET) require significantly higher thermal energy. A critical warning for procurement teams: Never assume you can use leftover induction sealing liners in a conduction machine. Induction liners are designed to absorb heat internally from the foil layer radiating outward. Conduction liners require specialized heat-resistant backings designed to endure direct contact with a 200°C metal plate without melting, sticking to the die, or tearing. Using the wrong material will result in immediate contamination of the heated platen, forcing the line to halt for extensive scraping and cleaning.
The Engineer’s Decision Matrix: Selecting the Right Technology for Your Line
The “If-Then” Decision Matrix
Ultimately, the choice of sealing technology should never be based on arbitrary preference or base machine cost, but rather on a rigid, data-driven assessment of your specific product architecture and operational goals. To simplify this complex engineering choice, utilize this matrix:
- IF your packaging involves capless containers (flat diaphragms), requires full metal closures, or utilizes extreme non-round geometric shapes… THEN Conduction Sealing is your mandatory, engineered solution.
- IF your facility demands high-speed throughput (>100 CPM), requires continuous inline operation, utilizes standard plastic screw caps, or demands maximum energy efficiency… THEN Induction Sealing is the undisputed superior choice.
As a widely accepted Expert Rule of Thumb: If your production schedule dictates that your line must undergo tooling changeovers more than twice per day, or if your quality control standards mandate a defect/leak tolerance of less than 0.1%, you should immediately abandon the idea of traditional single-head conduction equipment and consult a comprehensive Induction Sealing Machine Buying Guide to pivot your budget toward highly automated, flexible production solutions.
However, there is a crucial logic leap that many factory managers miss. When you find yourself endlessly tweaking the temperature, pressure, and time parameters of a single sealing station, yet you still cannot achieve the OEE or defect rates you need, the underlying issue is rarely the sealing machine itself. The true bottleneck almost always lies in the lack of synchronization between upstream filling and downstream sealing. This is particularly critical for high-value operations. If you are processing sensitive powder products (like infant formula or whey protein) that carry severe dust explosion risks and require strict residual oxygen control, or if you are packing wet foods (like pet food or ready meals) that demand rigorous retort sterilization, obsessing over a standalone sealing machine is a futile exercise. These complex products require a holistic approach encompassing dust-proof filling, vacuum nitrogen flushing, and high-integrity sealing all working in perfect unison.
Unsure if your unique container requires conduction, or if it can be optimized for high-speed induction?
Stop guessing with your parameters. Send samples of your containers and materials to our packaging laboratory. We will conduct a comprehensive, free Hermetic Seal Test and outline an actionable roadmap for your production line.
Contact Our Team


