賞味期限の長い食品の工業生産では、殺菌方法が生産ライン全体の技術要件を決定する。レトルト加工は、熱処理としてのみ捉えられがちですが、その核心は、食品産業における包装の完全性の問題です。殺菌容器と包装機器は別個でありながら、相互に依存する一つのシステムとして作動する。前工程の包装設備が包装を密封し、強い陽圧と陰圧に耐えるように機能しなければ、後工程の殺菌工程は製品を故障させる手段として機能する。
このガイドでは、レトルト加工の原理を探り、特定のカテゴリーの食品への使用法を説明し、前工程の包装システム、特に充填装置とシーム装置、後工程のレトルト機械システムの相互依存の重要性を検討する。
コアの定義 レトルト加工とは?
では、レトルト処理とは一体何なのか。レトルト処理とは、容器に密封された食品に適用される商業的殺菌の一形態である。専門的には容器内殺菌とも呼ばれる。製品と容器が分離された状態で殺菌され、その後、非汚染雰囲気で一緒に密封される無菌処理とは異なり、レトルト処理はそのようには機能しません。食品の安全性を確保するために、生物学的安定性を変化させる高温高圧システムをパッケージに適用するのである。

このプロセスは、商業的無菌性(Commercial Sterility)を達成するために行われるものであり、この無菌性は運用上定義されるものである。これは、脅威とならない微生物も含め、すべての微生物を除去することを意味するものではありません。常温で増殖可能な病原性微生物や腐敗性微生物を除去し、安全な賞味期限を確保することを意味する。
これらの生物の中で最も危険なのはボツリヌス菌である。ボツリヌス菌は嫌気性細菌であり、密封されたパウチや缶の中で生息・増殖することができる。レトルト加工は、加圧蒸気または熱水で製品を110℃~135℃(230°F~275°F)に加熱する方法である。C.ボツリヌス菌の芽胞は耐熱性があり、水の沸点(100℃)と大気圧でも生存するため、この温度範囲は非常に重要です。これは致死的な熱処理である。レトルトは、圧力をかけて沸点を上昇させ、効果的な食品保存を可能にする格納容器である。
レトルト技術に最適な食品
食品の酸性度(pH)とその物理的状態は、レトルト加工の適性を決定する主な要因である。レトルト加工は何に最適か?幅広い種類の食品に対応します。
低酸性食品(pH > 4.6)
レトルト加工された低酸性食品は室温で保存される。低酸性条件下では、ボツリヌス菌の芽胞が発芽し、致死性の毒素を分泌する可能性がある。従って、高温のレトルト処理を行うことが必須となる。
- 肉と鶏肉: 缶詰のランチョン、ソーセージ、牛肉の煮込み、鶏肉は、筋繊維が変化しても保存可能である。これは、真空包装が重要な高粘度充填作業と一致している。
- ウェットペットフード: これは急速に成長している産業である。レトルト製品はほとんど、高タンパクで水分を含む缶詰やパウチ(肉塊入りグレービーソースやローフスタイルなど)に詰められている。
- すぐに食べられるスープとソース: クリームスープ、ボーンブロス、肉ベースのパスタソースなどの非酸性ベース。
- 保存可能な乳製品と植物性タンパク質: 缶詰のエバミルク、ボトル入りのコーヒー飲料、金属容器に詰められたプロテイン飲料。
制約と互換性のない製品
レトルト加工は、フルーツスライス、ピクルス、酸性ジュースなどの高酸性食品(pH4.6未満)には当然適さない。これらの食品の酸味だけでボツリヌス菌は抑制されるため、レトルト処理は不要である。これらの食品の温度は100℃以下である。高酸性果実にレトルト温度を適用すると、果実のペクチンが分解され、その結果、食感はドロドロになり、熱に弱いビタミンや栄養価が失われてしまう。
さらに、長時間のレトルト加熱は、食品の品質や官能特性にも影響を与える。メイラード反応が起こり、色や風味が変化することがある。風味の変化は食肉製品では望ましいが(調理/ローストした風味を作り出すため)、緑黄色野菜のような鮮度やシャキシャキ感を必要とする食品にとっては欠点となる。
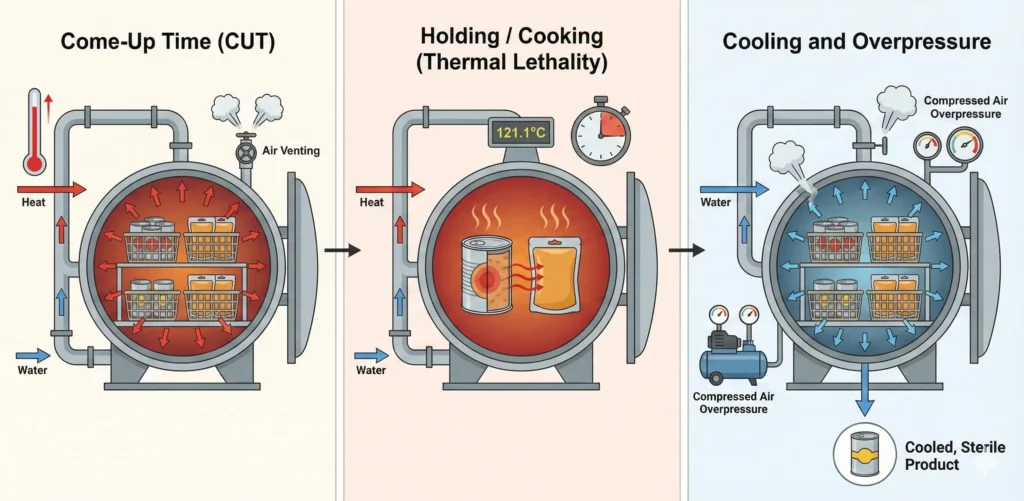
3段階のレトルト加工ワークフロー
レトルト殺菌機の運転サイクルは、3つの異なる熱力学的段階に分けられる。各段階で包装に物理的ストレスがかかるため、強力な前面シールが必要となります。
- カムアップタイム(CUT)
この段階で、加熱媒体(蒸気または水)がレトルト室に入ってくる。容器の内部温度は処理温度の適切な目標値に達する必要がある。この際、効率を確保するために急速加熱が行われることが多い。重要な基準は「コールドスポット」がないことである。オペレーターは、バスケット内の位置に関係なく、すべてのユニットが瞬時に目標温度になるように、容器全体の熱平衡を保証する必要がある。容器内のエアポケットは断熱材として機能するため、適切な熱分布を確保するために通気する必要がある。
- 保持/調理(熱致死率)
持続時間は、熱処理の致死率であるF0値によって決定され、121.1℃(250°F)で1分間時間調整される。十分な温度になると、熱を浸透させるために決められた時間持続させる。目標温度では、決められた時間維持される。熱は食品の凝固点である幾何学的中心まで届かなければならない。固形食品(伝導加熱)は、液体食品(対流加熱)に比べて長い処理時間を必要とする。
- 冷却と過圧
このステップは、包装の保存に関して最も重要であり、最も難しい。熱媒を取り出して冷水を入れると、レトルト庫内の圧力は下がります。しかし、容器内の食品はまだ熱く、パッケージ内で蒸気が発生するため、缶やパウチ内の圧力は高くなっている。
容器の圧力が容器の内圧よりも早く低下すると、圧力変動によって容器が破裂したり、容器の側壁が永久的に変形(座屈)したりする。このため、製品が十分に冷却されるまで、容器内圧を相殺するために過圧(容器内に圧縮空気を注入)が使用される。
加熱方式によるレトルト殺菌機の分類
さまざまな包装形態に応じて、包装の効率性と安全性を確保するために、特定のタイプのレトルトを使用する必要がある。バックエンド機器の選択により、フロントエンドの包装ラインの要件が決まります。ここでは、主なレトルトシステムの種類を紹介します:
| 加熱方法 | メカニズム | 主な用途 | 主な利点と制約 |
| 蒸気レトルト | 飽和蒸気を容器に直接注入し、気化潜熱を利用する。 | 硬質金属缶 (スチールまたはアルミニウム) | 長所エネルギー伝達が速い。 短所:絶対的な空気除去が必要。加熱段階での過圧制御不足(破裂の危険性)のため、一般的に軟包装には不向き。 |
| ウォーター・スプレー/カスケード | 過熱水は、噴霧ノズルから噴霧されるか、容器の上部からカスケードされる(蒸気水噴霧と呼ばれることもある)。 | 柔軟で壊れやすい (レトルトパウチ、プラスチックトレイ、ガラス瓶) | 長所加熱・冷却時の独立した温度制御と正確な過圧制御が可能で、壊れやすいシールを保護。熱分布が非常に均一。 短所:スチームよりやや複雑な水循環システム。 |
| 水浸し | 製品バスケットは過熱水に完全に浸される(完全水浸と呼ばれる)。 | 不規則な形 (浮力サポートが必要な大型容器または形状) | 長所浮力は容器の構造的ストレスを軽減し、最も均一な温度分布を提供する。 短所:大量の水を加熱する必要があるため、エネルギーと水の消費量が多くなる。 |
レトルト殺菌とフロントエンド包装機器の整合性
食品加工ラインを設計する場合、システム全体を一つのユニットとして考えなければならない。殺菌容器は、処理する容器が完全に密封されていることを前提に作動する。もし前包装装置が極度の熱と圧力に耐える密封を行うことができなければ、レトルト工程は最終的に失敗することになる。そのため、レトルトライン内では、レトルト包装が最も安全上重要な役割を担っています。わずかなシールの欠陥でも、高圧缶の破裂や微生物汚染につながる可能性があるからです。その結果、レトルト工程は充填・密封装置を決定する。
金属缶真空シールと二重シームの精度
レトルト用硬質金属容器の場合、最も重要な要素は二重シームの機械的気密性です。標準的な大気圧シームは、レトルト用途には不十分です。
- 真空 そして 負圧 シーリング: 高性能のシーマーは、真空シールまたは負圧シールができなければならない。この工程は、蓋をシールする前に、ヘッドスペースから酸素を除去する。これは、食品の酸化による腐敗を防ぐためと、加熱段階で内容物が膨張した際に缶の端が膨らむ(座屈する)のを防ぐ真空状態を維持するためです。
- ダブルシームの精度: ボディフックとカバーフックのオーバーラップが業界標準(>50%にcalc)を満たすためには、シーマーローラーのスパンとキャリブレーションは、シーマーが走る長さ全体にわたって均一なシームを生成するために適切に設定されている必要があります。フィラーが121℃で弱くなった場合、シールは製品を密閉するのに十分な強度を保持しなければなりません。従って、シーマーは、ローラーが製品に適切かつ均等に同じ圧力をかけることを保証するために、職人技でより高品質の機械部品を装備する必要があります。
レバパックは、次のような重要なレトルト要件に対応しています。 精度 エンジニアリング レバパックの真空および窒素フラッシングシーマーはCNC加工部品を使用しており、121℃の滅菌に耐えるために不可欠な一貫したダブルシームオーバーラップを保証します。重厚な304/316ステンレス鋼で構成されたLevapackの機械は、湿度の高いレトルト環境での腐食に耐える一方、低残留酸素(<3%)を実現し、食品の保存性を高めます。18年以上にわたって世界の中小企業にサービスを提供してきた経験を生かし、カスタマイズ可能なサーボ駆動の密封ソリューションを提供し、すべての缶が密封された状態で確実に殺菌容器に入るようにしています。
ガラス瓶熱衝撃防止とヘッドスペース
ガラスは、その剛性と脆さゆえに、熱力学的にユニークな課題がある。
- ヘッドスペース・コントロール: ガラスは伸縮性がないため、製品で満たされるのは空間だけだから、充填機は容積を細かく管理できなければならない。スペースが足りないと、瓶が割れたり、加熱中に蓋が押されてしまったりするからだ。サーボ制御のピストン充填機は、このような用途に対して容積精度が高いため、しばしば選択されます。
- キャップのセキュリティ ライナーを軟化させ、真空状態にしてからでないと適切なシールはできない。真空は、ライナーを緩めることなくガラス仕上げの周囲に固定する唯一のものである。そうでないと、レトルト内部にかかる真空シールの圧力が大きすぎて、ラグが保持できなくなり、キャップが外れてしまう。

レトルトパウチサーボ制御とシールの完全性
パウチのような軟包装は、圧力差に最も敏感である。
- 残留空気の除去: レトルトパウチ内の空気の存在は非常に重要である。空気は水や食品よりもはるかに速い速度で完全に膨張する。そのため、包装機が残った空気を除去する効率が十分でないと、レトルトパウチがレトルト内で膨らみ、破裂してしまいます。したがって、レトルトパッカーは、プレメイドシール、フォームフィルシールともに、残留空気を除去できる必要があり、効率的な真空パッカーが使用されている。
- サーボ駆動の安定性: 最新のラインでは、パウチの開口、充填、シールを制御するためにサーボモーター技術を採用しています。この技術により、パウチの口を正確な幅に開き、充填ノズルをパウチの中に完全に突っ込ませることができるため、シール部分で充填物が汚染される機会をなくすことができます。シール部分が食品残渣で汚れると、高熱シール工程でシールが不完全になります。
レトルトの代替品一般的な滅菌法の比較
レトルト処理は食品保存の唯一の選択肢ではない。どのような殺菌方法を選択するかは、製品の酸度、粘度、希望する保存期間に基づいて決定される。次の表は、レトルト処理とその主な代替法を比較したものです。
| 特徴 | レトルト加工 | 低温殺菌 | 無菌処理 | ホットフィル |
| プロセス・ロジック | パッケージ→ヒート(インコンテナ) | パッケージ→ ヒート(低温) | ヒート→パッケージ(別売) | ヒート→パッケージ(ホット充填) |
| 主要ターゲット | ボツリヌス菌芽胞 | 病原菌/酵母 | 胞子とバクテリア | 酵母/カビ |
| 温度 | 高 (110°C - 135°C) | 中程度(100℃未満) | 超高 (135°C - 150°C) | 高 (85°C - 95°C) |
| 理想的なpH | 低酸性(> 4.6) | 高酸性(4.6未満) | 両方(強酸と弱酸) | 高酸性(4.6未満) |
| 代表的な製品 | 肉缶詰、ペットフード、スープ | フルーツカップ、ピクルス | UHTミルク、ジュース | 紅茶、ケチャップ、ソース |
| 設備費 | 中程度 | 低い | 非常に高い | 低い |
| 梱包限界 | 高熱・高圧に耐えること | 標準パッケージ | 複雑な無菌包装 | 耐熱ボトル |
結論シーマとレトルトラインの統合
レトルトラインの効率は、包装機の連続生産と殺菌容器のバッチ処理との同期によって決まります。そのためには、高速であるだけでなく、堅牢で、様々な材料タイプ(固体、ペースト、液体)に適応できる装置が必要です。
保存可能な食品の生産を拡大する製造業者にとって、レトルト対応のインフラを統合することは、製品の品質と安全性のための基本的な要件であり、オプションのアップグレードではない。スタンドアロンのシーマーを超えて、 レバパック は、お客様の処理能力やレイアウトの制約に合わせてカスタマイズされた包装ラインのエンジニアリングを専門としています。お客様の生産パラメータを分析し、充填からシールに至るまで、滅菌の目的に完全に合致した一貫したソリューションを設計するために、今すぐLevapackにお問い合わせください。



