包装管理者が知っておくべき主なラベリングマシンの種類
現代のパッケージング調達には、根本的な断絶が存在する。それは、製品の物理的特性ではなく、宣伝されている速度に基づいてラベリング機器を選択することである。このミスアライメントが、慢性的なマイクロストップ、ラベルの傾きによる許容できないほど高い不良率、運用コストの膨張につながっている。シームレスな統合を達成し、総合設備効率(OEE)を守るために、生産管理者はラベリングシステムの機械的アーキテクチャを解読する必要があります。この包括的なガイドでは、中核となるラベリングマシンのタイプ、その基礎となる物理的な仕組み、そしてダウンタイムをなくし、小売店の棚で完璧なブランドプレゼンテーションを行うために必要な戦略的パラメータを分解しています。
ラベリングマシンを容器の形状とアプリケーションロジックに適合させる
ラベリングマシンを選択する際の主要なフィルターは、その処理能力ではありません。製品の形状は、ラベル貼付の重要なミリ秒の間にそれを安定させるために必要な機械的ハンドリングシステムを決定します。容器の形状に機械の構造を合わせなければ、アプリケーションの失敗は確実です。
| 容器の形状 | 必要なハンドリング・メカニズム | 代表的な産業用途 |
|---|---|---|
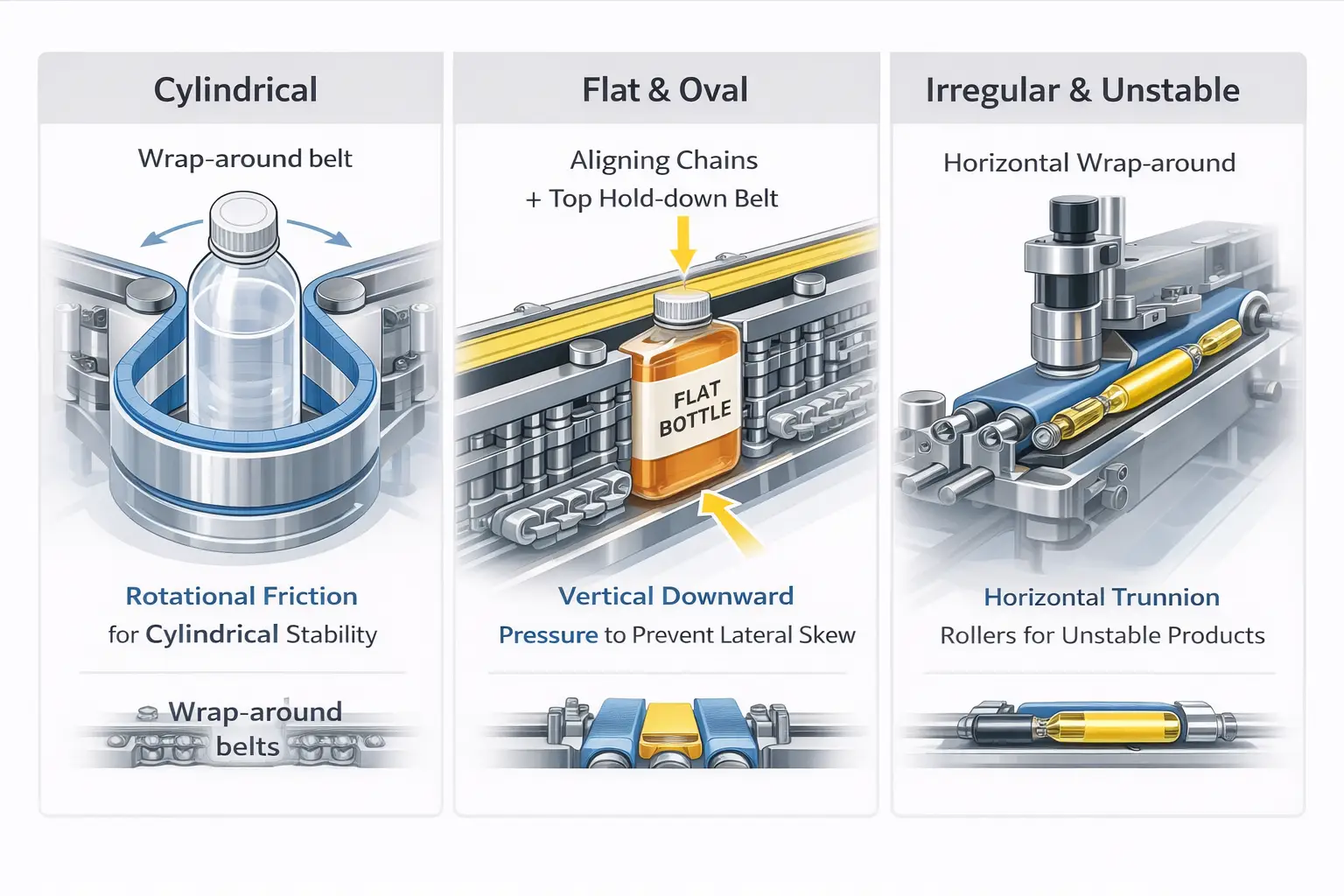
| 円筒形(安定) | インラインまたはロータリーラップアラウンドベルト / 3点位置決めローラー | 飲料ボトル、ガラス瓶、充填済みブリキ/アルミ缶、エアゾール缶 |
| フラット&オーバル(多面カット) | アライニングチェーン+トップホールドダウンベルト(スキュー防止に重要) | シャンプーボトル、モーターオイルジャグ、洗剤容器、化粧品容器 |
| 不規則&不安定 | 水平ラップアラウンドラベラー、トラニオンローラー、カスタムパックシステム | 口紅チューブ、ガラスアンプル、ソフトスクイズチューブ、バイアル |
コンテナ・ジオメトリーの互換性
円筒容器
標準的な飲料ボトルやガラス瓶のような安定した直立円筒の場合、業界標準はラップアラウンド・ラベラーである。これらの機械は、回転摩擦に依存している。容器はコンベアーを移動し、回転するスポンジベルトまたは3点位置決め機構(駆動ローラー、バッキングローラー、加圧ローラーで構成)にぶつかる。ラベルウェブがラベルの先端を容器に貼り付けると、回転機構がボトルを回転させ、ラベルを容器の外周に完璧に巻き付ける。ガラスやプラスチックボトルのテーパー(抜き勾配)を管理することが技術的な課題であり、1度のテーパーであっても、貼付中にラベルが上向きや下向きに螺旋状になるのを防ぐために、専用の傾斜アプリケーターヘッドと円錐状の巻き付けベルトが必要となる。
フラット&オーバル容器
完全な円筒形から、シャンプーボトルやモーターオイルジャグのような平らな容器や楕円形の容器に移行する場合、塗布の物理的性質は劇的に変化する。もはや容器を回転させることはできない。その代わり、ボトルが直線的に動くときに、ラベルを側面に拭きつけなければならない。平らなボトルのラベリングにおける最も重大な技術的失敗は、横方向の傾きである。アプリケーターパッドや拭き取りブラシがボトルの側面に当たると、横方向の力が加わります。ボトルがしっかりと固定されていないと、コンベア上でわずかに揺れ、ラベルが斜めに貼られることになる。そのため、平面または楕円形のラベリングマシン マスト アライニングチェーン(ボトルの中心を完璧に合わせ、向きを揃える)と上部ホールドダウンベルト(垂直下向きの圧力をかけ、横方向の力に対してボトルをコンベヤーにロックする)が装備されている。
不規則で不安定な容器
化粧品の口紅、医薬品のアンプル、柔らかい化粧品チューブなど、重心が高い、あるいは底面積が小さすぎて移動コンベア上で直立できない製品は、標準的な垂直コンベアでは処理できません。垂直コンベヤで処理しようとすると、製品が落下し、大惨事のジャムを引き起こします。機械的な解決策は、水平ラップアラウンド・ラベラーである。この方式では、製品はホッパーから水平トラニオンローラーに供給される。製品は平らな状態になり、ローラーの間にしっかりと捕捉され、ラベルが貼られるにつれて水平方向に回転する。転がらないユニークな形状の製品には、カスタムパックシステム(キャリアトレイ)が利用され、絶対的な剛性でラベリングステーション内を搬送します。
ラベルの貼付とカバレッジ・ロジック
シングルおよびフロント/バックラベリング
製品が単一ラベルを必要とするか、表裏ラベルを必要とするかを決定することで、アプリケーターヘッドの数とPLC(プログラマブルロジックコントローラー)の同期ロジックが決まります。表裏ラベルを貼るには、完璧なタンデムで動作するデュアル塗布ヘッドが必要です。ボトルが2つのヘッドの間を通過するとき、両方のラベルが同時に、そして対称に貼られるように、ウェブ巻き戻し機のプッシュプルメカニクスは正確に較正されなければなりません。ミリメートルでもずれがあると、高級小売製品の美的対称性が損なわれます。
ラベリング範囲
ラベルが円筒容器の全周を覆う必要がある場合、重ね合わせ精度が主な品質指標となります。回転中に容器がスリップしたり、ラベルロールの張力が変動したりすると、ラベルの後端が前端と完全に揃わず、見苦しい隙間や縫い目のズレが生じます。ハイエンドのラップアラウンドシステムは、サーボ駆動のオリエンテーションを利用することで、オーバーラップの許容誤差を±1mmという厳密な範囲に収めることができます。
タンパー・エビデントとコーナー・ラベリング
医薬品、電子機器(3Cパッケージング)、高級化粧品などの規制の厳しい業界では、改ざん防止シールが必須です。コーナーラベリングマシンは、カートンの隣接する2つの平面に1枚のラベルを貼るように設計されています。通常、ラベルをトップパネルに分配し、残りのラベルをサイドパネルの下に90度素早く折り込むために、二次空気タンプまたは電動ブラシを利用します。折り畳み時にセキュリティー・シールに気泡が入ったり破れたりすると、下流の画像検査システムで自動的に不合格となるため、コンプライアンス・アプリケーションには極めて高い精度が要求される。
粘着剤用途・素材別ラベリング技術
ラベルが容器に付着する方法は、ラベリングマシンの広範なカテゴリーを定義する。この選択は、視覚的表示の制約、生産環境基準、消耗品コストによる長期的な運用経費(OpEx)の間で微妙なバランスをとる行為である。
感圧(自己粘着)システム
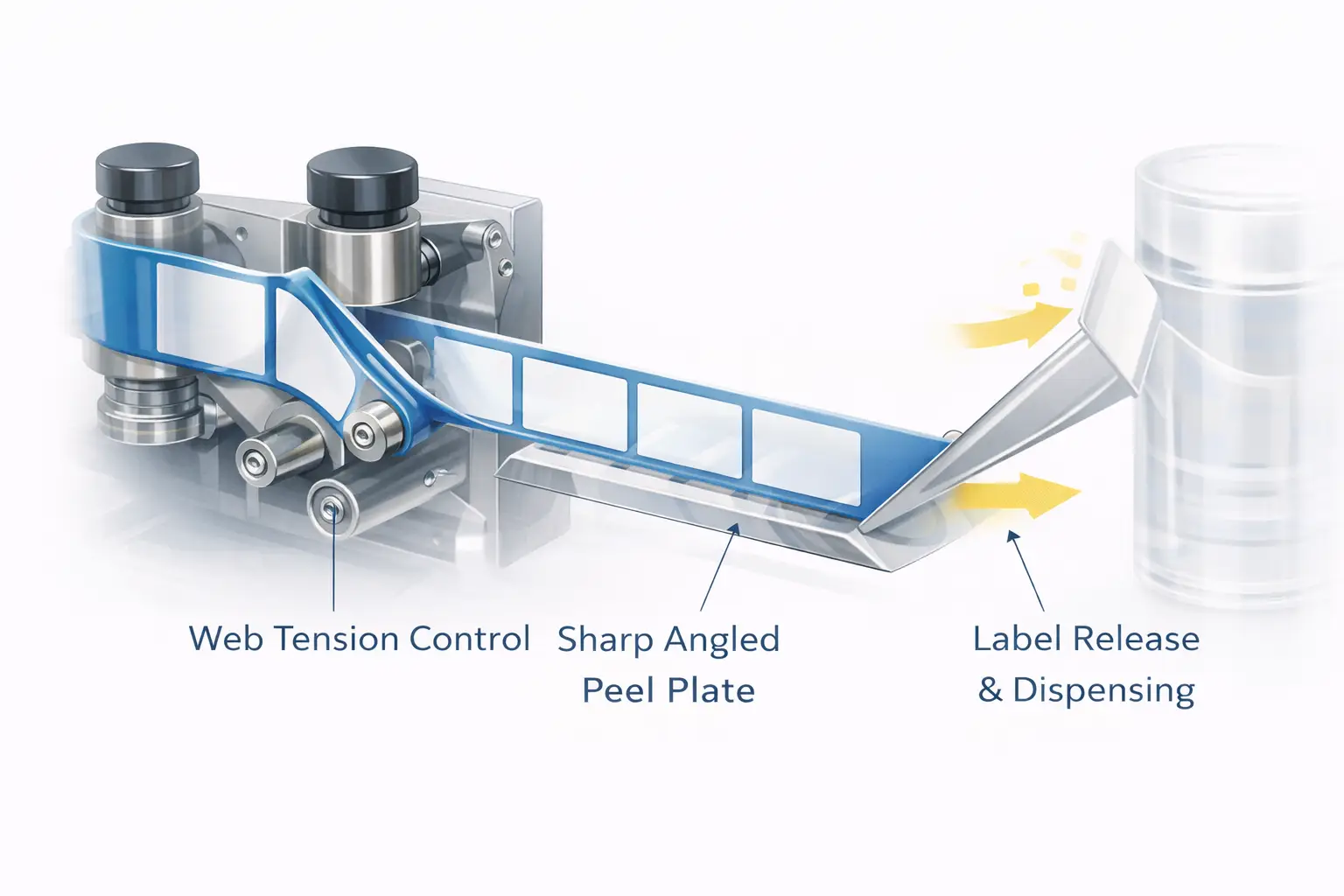
感圧式ラベラーは、特に製薬、高級化粧品、特殊食品の分野では、現代のパッケージングにおける絶対的な支配力である。これらの機械は、連続ロールの剥離ライナー(裏紙)上に供給される印刷済みラベルを利用する。ウェブは、一連のテンション・コントロール・ダンサー・アームに通され、鋭く角度のついた "ピールプレート "の上に引っ張られる。ラベル素材は薄い裏紙よりも硬いため、剥離板の周囲でライナーを鋭く引っ張ると、ラベルが剥離し、通過する容器上に前方に飛び出し、そこで直ちに拭き取られるか、平らに巻き取られる。
利点とOpExインパクト: 感圧技術の主な利点は、非常にクリーンですぐに使用できることです。接着剤を加熱する必要がなく、面倒な後片付けも不要で、接着剤汚染のリスクもないため、厳格なGMP(適正製造基準)のクリーンルームでは必須です。また、非常に複雑なラベル形状や、クリア・オン・クリアの「ノー・ラベル・ルック」アプリケーションにも対応している。しかし、コスト面では、感圧ラベルは他の方式に比べて消耗品単価が高く、その主な原因は、継続的に巻き直して廃棄しなければならないシリコーンバッキングライナーの浪費にある。
シュリンクスリーブ技術
複雑な3D曲面容器(輪郭のあるスポーツドリンクボトルや砂時計型のトリガースプレーなど)に、360度、上から下までのグラフィックが必要な場合、平らな粘着ラベルでは、ひどいシワなしに形状に適合させることはできません。エンジニアリング・ソリューションは、シュリンクスリーブ・ラベラーである。この機械は、ポリマーフィルム(通常はPETGやPVC)の連続チューブを巻き戻し、ロータリーナイフアセンブリーを使用して正確な長さに切断し、下降するマンドレルを介して容器にスリーブを射出する。
スリーブを付けた容器は、熱収縮トンネルを通過する。スチームトンネルは、360度均一な熱伝達を行い、ポリマーを強制的に収縮させ、容器の形状に完全に適合させるため、複雑な曲線に適している。電気式輻射熱トンネルも、より単純な用途や蒸気による湿気が禁止されている場合に使用されます。 極めて重要なことだ: シュリンクスリーブは のみ 空缶に機械的な側圧を加えると潰れてしまうため、加圧されていない空缶に装飾を施す、大量生産可能な方法。
ウェットグルーとホットメルトシステム
大量生産で利益率の低い製品では、ラベルの単価を下げることが最も重要です。ウェットグルーやホットメルトシステムが得意とするところです。
ウェットグルー(コールドグルー)ラベラー: 歴史的に飲料業界を支えてきたウェット・グルー・マシンは、マガジンから個々のカット&スタック紙ラベルを取り出す。回転するパレットは、容器に拭き取られる前に、冷たい水性または樹脂接着剤の薄い層をラベルに転写する。湿式糊は、寒冷で湿気の多い環境下での耐久性に優れているため、結露の激しいガラス製ビール瓶の標準となっている。
ホットメルト(ロール供給)システム: ボトル入り飲料水や炭酸飲料(CSD)業界を支配するホットメルト機は、安価なBOPP(二軸延伸ポリプロピレン)フィルムの連続ロールを使用する。機械はフィルムを切断し、真空ドラムがそれをホットメルト接着剤の微細なストリップを塗布する糊ローラーを通過させる。 のみ をラベルの前縁と後縁に貼り付ける。その後、ラベルはボトルに巻き付けられます。バッキングライナーを完全に排除し、糊の使用量を最小限に抑えることで、ホットメルトシステムは可能な限り低い消耗品OpExを実現し、材料のオーバーヘッドを最小限に抑えて高速ラインを連続運転することができます。
精度とスピードを決定づけるコア・コンポーネント
工場では2台の機械が同じように見えるかもしれないが、一方は10年間完璧に稼動し、もう一方は毎日のボトルネック、ラベルの歪み、不合格バッチを引き起こしている。差別化要因は、ステンレス・スチール製シャーシの下に隠れている。
ドライブシステムステッピングモーターとサーボモーター
感圧ラベラーのディスペンスエンジン(ボトルが到着する正確なマイクロ秒にラベルをピールプレートから押し出す機構)は、ステッピングモーターまたはサーボモーターのどちらかによって駆動されます。この違いを理解することは、パッケージングマネージャーが行わなければならない最も重要な技術的評価です。
| エンジニアリング・パラメーター | ステッピングモーター(オープンループ) | サーボモーター(クローズドループ) |
|---|---|---|
| 制御メカニズム | オープンループ(パルス指令受信、位置フィードバック機構なし) | クローズドループ(内蔵エンコーダによるリアルタイムの連続位置フィードバック) |
| 最適スループット | 低~中規模(毎分150本未満) | 中~超高スケール(毎分200~1000本以上) |
| 精度と信頼性 | 高トルク下では「ミスステップ」が起こりやすく、プレースメントのドリフトを引き起こす。 | ダイナミックに位置を自動補正。厳格な±1mmの公差を維持。 |
エンジニアリングの現実: ステッピングモーターは盲目的に動作する。PLCは、1枚のラベルをディスペンスするために正確に1,000ステップ回転するよう指示します。機械的な抵抗(重いラベルロールやテンションスパイクなど)により、モーターが物理的に5ステップミスした場合、モーターはそれを知りません。次のラベルが遅れてディスペンスされ、ラベルがターゲットエリアを完全に外れるまで、シフトの間に誤差が拡大していきます。逆に、サーボモーターにはエンコーダーが内蔵されています。これは常にPLCと通信し、正確な物理的位置を1秒間に何千回も確認します。ほんの1ミリでも遅れが生じると、即座に電流を増やし、そのずれを修正する。200BPMを超えるラインや±1mmの公差を必要とするラインでは、クローズドループサーボドライブは絶対に譲れない要件です。
センサー技術と物質検出
ラベリングマシンのPLCは頭脳の役割を果たすが、センサーは目である。センサーがウェブ上のラベル間のギャップを正確に識別できない場合、機械は不規則にディスペンスし、ラベルのロール全体を無駄にし、生産を停止する。
従来の不透明度: 業界標準の主力製品は 光電センサー (通称エレクトリック・アイ)。ラベルウェブを通して光線を照射する。裏打ちライナーは光を通しますが、ライナーと紙ラベルは光を遮ります。センサーはこの光強度の差を記録し、ラベルギャップを識別します。
透明な挑戦: 化粧品業界や飲料業界では、"ノーラベル・ルック "の透明フィルム・ラベルが多用されている。透明PETライナーに透明ラベルを貼って光電センサーを通すと、光は両方をそのまま通過します。機械はラベルを「見る」ことができず、ロール全体を連続的に床に巻き取ります。透明フィルム素材を処理するには、電気アーキテクチャをアップグレードする必要があります。ソリューションは 超音波センサーこれは、ウェブに高周波音波を吹き込み、音響減衰(ライナー単独とラベル付きライナーとの間の厚さの微視的な差)を測定するものである。あるいは 静電容量式センサー これは材料の誘電分散を測定するもので、メタリック箔押しや高濃度メタリックインクを使用した透明ラベルに抜群の信頼性を発揮する。
機器の選択スピード、統合、切り替え
純粋に孤立した性能指標に基づいてラベリングマシンを調達することは、危険な罠である。最新の製造施設では、ラベラーは相互接続されたエコシステム内のノードである。その真価は、上流および下流の機器といかにスムーズに同期するか、また、さまざまな製品の生産に合わせていかに迅速に再構成できるかによって決まります。
スタンドアロン型ラベラーとインライン同期システムの比較
スタンドアローンのオペレーション: 手動および半自動ラベラーは、一般に最大で30~50 BPM程度である。このようなスタンドアローンの装置では、オペレーターが手動でボトルをセットし、フットペダルやマイクロスイッチを作動させ、完成品をアンロードする必要がある。コスト効率が高く、R&Dラボ、クラフトビール醸造所、少量ディスクリート製造に適していますが、人間のペースに依存するため、スループットが大幅に制限され、長時間のシフトでは、配置の一貫性にヒューマンエラーのばらつきが生じます。
インライン同期ターンキーシステム: 工業規模の生産では、ラベラーはコンベヤーの流れに完全に組み込まれていなければならない。 リニア(インライン)アーキテクチャ BPM50~300の中・高スループットラインのスイートスポットです。スピードと機械的なシンプルさのバランスに優れています。400から1,000 BPMを超える世界的な大手飲料メーカーでは、リニア物理学が限界に達します。これらのラインでは 回転式スターホイールラベラー.ボトルはメイン・コンベアから巨大な連続回転するカルーセルに移され、個々の機械式またはサーボ駆動のボトル・プレートが容器を完璧に回転させながら、複数のラベリング・ステーションが息をのむようなスピードで前面、背面、ネックラベルを同時に貼り付ける。
ラインの統合と制御
真空中で動作するラベラーは役に立たない。機械のPLCは、上流の充填機および下流のケース包装機と、堅牢なI/O(入出力)ハンドシェイクを確立しなければならない。下流のパッカーが詰まった場合、ラベラーは即座に停止信号を受信し、容器が積み重なって互いに押しつぶされ、大規模なラインの大惨事を引き起こすのを防がなければならない。
さらに、高度な統合には スピード・カスケード制御.製品の粘度変化により、上流の充填機が 200 BPM から 150 BPM に減速した場合、ラベラーのエンコーダー・トラッキング・システムは、コンベヤーと塗布ヘッドを動的に減速させ、新しいペースに完璧に合わせなければならない。物理的な統合も同様に重要である。不適切なコンベヤーの高さ合わせや、ラベラーの前後に適切なサイズのアキュムレーションテーブル(バッファゾーン)がないと、マイクロストップ(スタート・ストップ・サイクル)が頻繁に発生し、モーターの寿命が大幅に低下し、ラインのOEEが破壊される。
マルチSKUに対応するクイックチェンジオーバーメカニズム
多様な製品ポートフォリオを管理する受託包装業者(OEM/ODM)にとって、300BPMで稼動しながら、新しいボトル形状を調整するのに4時間かかる機械は、経済的な負債である。機械の機械的柔軟性は、収益に直接影響する。
マルチSKUライン用のマシンを評価する場合、次のことを優先する。 工具不要の調整機構.オペレーターは、ガイドレール、アプリケーターヘッドの高さ、センサーの位置を調整するために、レンチや六角レンチを必要としないはずです。高品質の機械は、ハンドホイールと対になった デジタルポジションインジケーター(SIKOカウンター).500mlの丸瓶から1Lの角瓶に交換する場合、オペレーターはレシピブックにあらかじめ記録された数値設定に合わせてハンドホイールを回すだけです。クイックリリース・チェンジパーツ(マグネット・スターホイールやスナップイン・ガイドレールなど)と組み合わせることで、SMED(Single-Minute Exchange of Die)の原理が適用され、2時間かかる過酷な機械的交換が、予測可能で再現可能な15分のプロセスに短縮されます。
産業用途と材料固有の制約
汎用の機械は過酷な産業環境では生き残れない。さまざまな垂直市場では、厳格な物理的タブーや妥協のない規制基準が課され、機械工学が厳しく規定されます。
食品、飲料、アルミ缶のラベリング
食品・飲料施設に配備される機器は、積極的なサニテーション・プロトコルに耐えなければなりません。機械の筐体は304または316グレードのステンレス鋼で構成され、電気キャビネットは完全に密閉され、IP65またはIP67に適合し、ショートすることなく高圧洗浄や苛性洗浄剤に耐えなければならない。
アルミ缶のタブー 飲料パッケージングにおいて、アルミ缶に関する重大な物理的制約がある。加圧されていない空のアルミ缶は、軸方向(上から下)の強度は高いが、半径方向(横から横)の強度は事実上ゼロである。 標準的なラップアラウンドベルトでは、空のアルミ缶に感圧ラベルを貼ることはできません。 拭き取りスポンジからの横方向の圧力は、薄壁を瞬時に押し潰し、100%のスクラップ率をもたらす。缶の感圧ラベリングは、厳密に下流で行われなければならない、 その後 缶が充填され、液体窒素が注入され(非炭酸の場合)、シームされ、ラベリングの仕組みに耐えるのに必要な内圧が与えられる。充填前の空き缶に装飾を施さなければならない場合、シュリンクスリーブ技術(横方向の圧力がかからない)が唯一の技術的回避策となる。
医薬品と化粧品のコンプライアンス
製薬部門は、ゼロ・トレランスの規制枠組みの下で運営されている。ここでのラベリングシステムは、厳格なGMP基準とFDA 21 CFR Part 11の要件に準拠する必要があり、厳格なデータトレーサビリティ、電子署名、監査証跡が義務付けられています。コンプライアンスを達成するために、製薬会社のラベラーは頻繁に以下を統合しています。 プリント&アプライ(P&A)システム-熱転写プリンターをラベリングヘッドに直接組み込むことで、ロットコード、賞味期限、2次元シリアルマトリクスバーコードを、ラベル貼付直前にすべてのラベルに動的に印字します。これは、OCV(光学式文字検証)を実行する高速マシンビジョン検査カメラと組み合わされ、バーコードが汚れていたりラベルが欠けていたりするボトルを即座に拒否します。
高級化粧品業界では、純粋に審美的な課題がある。ハイエンドの「クリア・オン・クリア」ルックには、透明ガラスやアクリルに、微細な気泡をひとつも閉じ込めることなく透明ラベルを貼ることが要求される。このため、特殊で高密度のスキージ・ワイプダウン機構と、ラベルが完全に平らになるように極限までサーボ駆動のテンション・コントロールが要求される。
コスト構造と経営効率(OpEx対CapEx)
純粋に孤立した性能指標に基づいてラベリングマシンを調達することは、危険な罠である。最新の製造施設では、ラベラーは相互接続されたエコシステム内のノードである。その真価は、上流および下流の機器といかにスムーズに同期するか、また、さまざまな製品の生産に合わせていかに迅速に再構成できるかによって決まります。
初期資本支出(CapEx)
ラベリングマシンの基本的な設備投資額は、ドライブアーキテクチャーとフレーム形状によって決まる。ステッパー駆動のリニアマシンから完全サーボ駆動のリニアシステムにアップグレードすると、初期購入価格は高くなるが、高速安定性が保証される。高速マルチステーション・ロータリー・ラベラーへのアップグレードは、膨大な生産量が償却を正当化する産業規模の飲料工場にのみ適した、巨額の設備投資となる。さらに、必要なカスタムモジュールは、CapExを大きく変える。不安定なボトル用にカスタムパックハンドリングシステムを統合したり、透明フィルムラベルから静電気を除去するためにイオンエアーブロワーを追加したり、コグネックスやキーエンスの工業用ビジョン検査カメラをボルトで固定したりすると、初期投資がかさみますが、これらは不良品ゼロの生産量を保証するために必要な投資です。
消耗品と隠れたダウンタイムコスト(OpEx)
パッケージング・ラインにおける真の財務的損失は、OpExに隠されている。消耗品を分析すると、感圧ラベルには固有のコストプレミアがあります。これは、シリコンのバッキングライナーの代金を支払っているためで、最終的には廃棄物として巻き取られ、捨てられます。対照的に、ホットメルトロールフェッドシステムは、ライナーレスのBOPPフィルムを使用するため、ボトル1本当たりのコストが大幅に低く、ボトル入り飲料水のような大量生産で利益率の低い製品では唯一の論理的な選択肢となります。
しかし、最も破壊的な隠れたOpExコストは、安価な機器に起因するダウンタイムである。オープンループのステッピングモーターに頼った格安のラベリングマシンは、頻繁に同期を失う。そのため、ラベルにしわが寄ったり、位置がずれたりする。無駄なラベルのコストや、ボトル内の製品を台無しにするコストだけでなく、ラインを停止し、ジャムを清掃し、機械を再調整し、再起動する人件費も発生する。定格200BPMのラインで、機械が1シフトあたり15分のダウンタイムを起こした場合、毎日3,000ユニットの生産損失が発生することになる。会計年度を通じ、OEEの悪さによる財務上の損失は、より安い機械を購入したことによる節約分を凌駕する。
結論投資のための戦略的チェックリスト
- ステップ1:妥協のないジオメトリ・フィルタリング: 容器の形状、安定性、剛性を明確に定義する。物理的な物理学に任せて、取り扱い構造を決める。業界のタブーを尊重する。例えば、加圧されていない空のアルミ缶に機械的な側圧を決してかけない。
- ステップ2:スループットを電気的アーキテクチャに合わせる: 目標BPM(Bottles Per Minute)を駆動機構に対応させる。150BPMを超えるラインでは、ステッピングモーターは使用せず、高速ドリフトを防ぐためにクローズドループサーボシステムを要求する。センサー技術(光電式か超音波式か)をラベル基材の不透明度に明確に合わせましょう。
- ステップ3:工場受入試験(FAT)を義務付ける: パンフレットに基づいて調達契約を締結してはならない。メーカーには、実際の生産ボトルやラベルロールをその場でテストし、記載されている精度、OEE能力、真の切り替え時間を証明するよう、機器の出荷前に要求してください。
市販の安価な機器は、7×24の連続的な工業運転の厳しいストレスの下で日常的に故障し、モーターのステップ損失や慢性的なダウンタイムに苦しんでいます。中国トップクラスのラベリング技術メーカーとして レバパック は、丸缶、ブリキ缶、ジャー用に特別に設計された高精度のソリューションを専門としています。
をはじめとする当社の主力機器。 缶体 そして キャップ 感圧ラベラーは、危険なコンポーネントを排除します。各ユニットは、以下のようなクローズドループの電気的エコシステムを厳重に装備しています。 パナソニックPLC、Kunlun Tongtai HMIタッチスクリーン、ロイゼラベル検出センサー.剛性の高い3極の調整可能な機械構造と統合されたこのアーキテクチャは、インテリジェントな自動修正とシームレスなラベルの欠落検出を保証し、ラベルの漏れや材料の無駄を完全に回避します。
ヘビーデューティーなスタンドアローン・ユニットから、充填・シーミングからラベリングまでカスタマイズされた完全一体型のターンキー・パッケージング・ラインまで、レバパックのエンジニアは妥協のない安定性をお届けします。
7×24連続高速生産のための精密工学
ダウンタイムをなくし、OEEを守る準備はできていますか?当社の高精度ラベリング技術を活用して、すべての棚で完璧なブランド・プレゼンテーションを実現しましょう。
カスタムソリューション


