マルチヘッドはかりの一般的なトラブルシューティングと基本的な修正方法
マルチヘッドはかりは、機械的振動、ロードセル評価、あらかじめプログラムされたソフトウェア計算やアルゴリズムを含む一連の同期した動作を行います。生産が停止した場合、メンテナンススタッフは、その問題が機械的なバインディングによるものか、電気信号の損失によるものか、機械のソフトウェアの問題かを判断しなければなりません。このガイドの残りの部分では、ユニットのベースラインフォルトに関するマルチヘッドはかりのトラブルシューティングステップを概説しています。故障が計量ユニットを超えて広がり、コンベヤベルトのような下流の包装機器に影響を及ぼす場合、オペレータはより広範な専門家に相談する必要があります。 包装機のトラブルシューティング を参照し、完全な生産フローを復元する。
不正確なウェイトとゼロドリフトの解消
不正確な計量とは、個々のバケットが常に所定のパラメータを上回ったり下回ったりする製品重量を登録する傾向のことです。この不具合は、コンプライアンス上の問題を引き起こすだけでなく、経済的な損失をもたらし、製品の一貫性に悪影響を及ぼします。機械的な不具合の主な原因は、計量ホッパーやバケット内に材料が残留していることです。材料がバケットの壁に付着すると、ロードセルは、計量プロセス中に追加された質量を新しい製品チャージの一部として登録します。
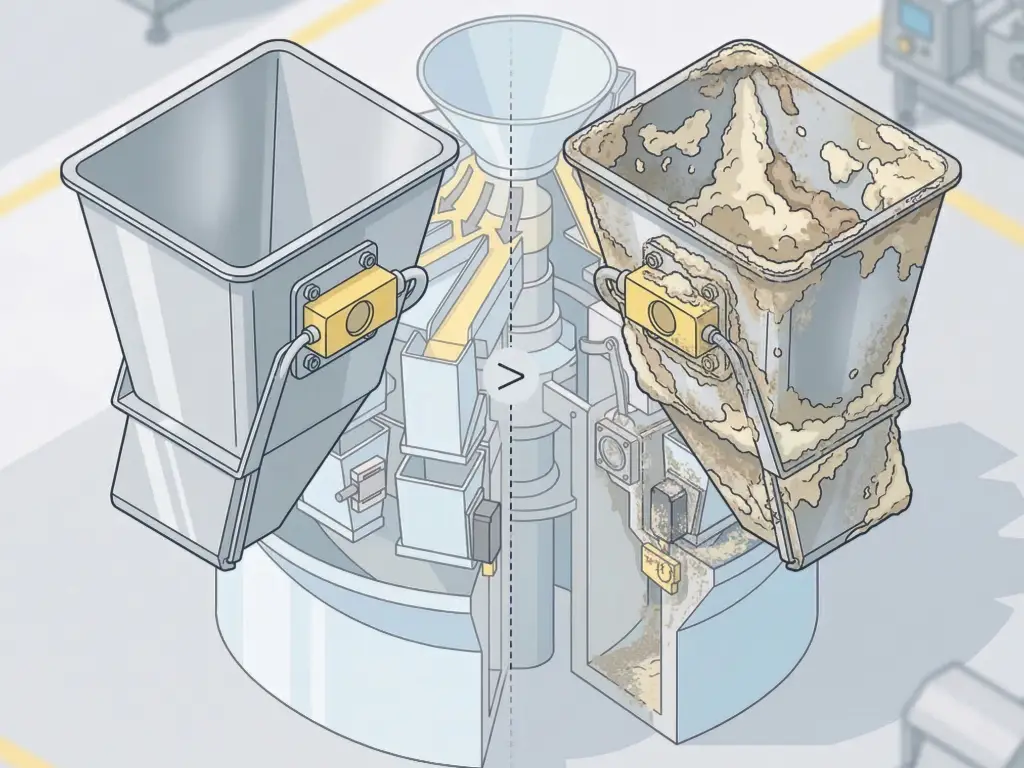
ゼロドリフトは、温度変化、環境条件、過剰な物理的ストレス、継続的な振動などの要因によって引き起こされる電気的現象で、ロードセルのベースライン電圧のドリフトを引き起こします。このような場合、技術者はまずすべてのバケットを完全に空にして、流出を防ぐ必要があります。次に、ヒューマン・マシン・インターフェース(HMI)またはタッチスクリーン・コントロール・パネルを使用して、自動ゼロ調整プロセスを開始します。ゼロ点が安定しない場合は、完全な較正が必要になります。較正を完了するには、認証された標準重量(通常は500gまたは1000g)を各指定の計量バケットに入れ、その重量を高度な制御システムに登録する必要があります。さらに、オペレーターは、ロードセルのフレームワークが、空調からの強いドラフト、近くにある稼働中のエアコンプレッサー、または振動を引き起こす可能性のあるその他の環境変化などの影響を受けていないことを確認する必要があります。
バイブレーターの問題とフィーダーの詰まりの解決
供給システムは、メインのトップコーンバイブレータと複数のリニアバイブレータパンで構成され、バルク製品の正確な計量のためにバルク製品を均等に分割します。製品が計量バケットに到着しない場合の最初の診断ポイントはバイブレータです。メインバイブレータが機能していない場合、技術者はドライブボード上のソリッドステートリレーへの電源供給を検査し、電気システム内の配線接続をチェックする必要があります。
バイブレーターが作動しても製品が流れない場合、通常は振幅の設定が正しくないか、閉塞があります。閉塞は、上流のバケットエレベーターからのバルク供給速度がトップコーンの分散速度よりも大きい場合にフィードパンで起こり、安定した生産フローを中断させます。この場合、技術者は手作業で詰まりを取り除き、投入速度を落とさなければなりません。また、電磁石とバイブレーターアームの間の物理的な隙間にも目を向けるとよいでしょう。連続運転は取り付けボルトを緩める可能性があり、それがこのギャップが変化する理由です。ギャップをメーカーの距離仕様に戻すには、標準的なフィーラーゲージを使用します。これにより、振動の周波数と振幅も適切に戻り、フィーダーが最適に機能するようになります。
ホッパーと光電センサーの誤動作の修正
ホッパーの問題は、機械的なドアが不均等に開閉することで発生します。これにより製品の流れが非常に悪くなり、製品が早期に排出されたり、適切なタイミングで排出されないこともあります。これは、モーター、空気圧シリンダー、攪拌機の調子が悪い場合、リンケージの継ぎ目の潤滑がほとんどない場合、リターンスプリングで起こる可能性があります。ドアを開けるには、技術者はドアを掴んで抵抗に注意しなければならない。リンケージが動かない場合は、食品用の潤滑剤が必要である。サーボモーターやステッピングモーターが甲高い音を出している場合は、ドライバーやモーターの交換が必要である。
光電センサーは分散コーン上部のバルク製品のレベルを示します。これらのセンサーが故障した場合、システムは製品のために飢餓状態になるか、オーバーフローします。センサーを覆う埃やセンサーのアライメントが位置から外れることは、このタイプのシステムで最も一般的な電気的問題です。オペレーターは、乾いた静電気防止布を使ってセンサーレンズを拭き、エミッターとレシーバーが完全に位置合わせされていることを確認しなければならない。それでもセンサーが材料を検出しない場合は、ワイヤーハーネスを点検し、ウォッシュダウンを施したワイヤーが挟まっていないかを確認する必要がある。
素材タイプ別の高度なトラブルシューティングシナリオ
ある種の材料特性に遭遇した場合、標準的なトラブ ルシューティング手法は成功しないことが多い。様々な製品がステンレス鋼の表面や周囲の雰囲気に対して異なる挙動を示します。マルチヘッドはかりのトラブルシューティングに対する材料に特化したアプローチは、最新の包装作業においてダウンタイムを大幅に最小化します。
パウダーセンサーダストとフラッシングガスの干渉
乳児用粉ミルク、プロテインパウダー、挽いたコーヒーなどの微粉は、供給プロセス中に空気中の粉塵を大量に発生させます。急激な粉塵の蓄積は光電センサー上に発生し、誤検知を引き起こし、上流の供給エレベーターを停止させます。粉塵の問題は、主分散コーンの上に局所的な粉塵除去フードを設置し、密閉ホッパーを設計することによって管理されなければなりません。
さらに、粉体は周囲の空気の流れに非常に影響されます。このため、プレミアムパウダーラインは通常、残留酸素を3%以下に保つため、真空および窒素フラッシング(Nitrogen Flushing Seamer)包装機に接続されている。窒素ガスの急激な流れは、包装エリアに背圧を引き起こします。これは、計量バケットをほんのわずかなミリ単位で持ち上げる上昇気流を引き起こし、スケールのセル精度を瞬時に破壊します。これに対処するため、計量器と下流の包装機の間にエアバッフルが物理的に設置されています。また、最終重量が記録されるまでの安定化遅延時間(沈降時間)を長くするために、計量器のソフトウェアを変更しなければならない。揮発性の粉体環境に対応するため、装置は防塵・防爆でなければならない。
顆粒とスナック破損と精度の問題を最小限に抑える
ポテトチップス、ビスケット、ミックスナッツなど、物理的な損傷や組み合わせ比率の問題に関して、特定の製品が課題となる。供給段階で機械的な力が強すぎたり、落下高さが高すぎたりすると、製品が破損する傾向がある。破損を避けるため、オペレーターはリニアバイブレーターのライン振幅を下げます。振幅が大きいと壊れやすいものが金属パンに当たって割れたり砕けたりするので、オペレータは製品が跳ねずに滑るレベルに振幅を調整することを推奨する。また、計量バケットからタイミングホッパー、タイミングホッパーから包装機までの落下高さをできるだけ小さくすることを推奨する。衝撃力は、角度のついたシュートインサートや特殊なリング状のキャッチプレートを取り付けることでも低減できます。
クルミとレーズンのミックスのような混合粒製品を扱う場合の精度の問題は、製品の不均一な分散に起因する。ナッツの種類によって密度が異なるため、それを扱う際には異なるアプローチが必要となる。技術者は、リニアフィーダーを異なる時間に設定しなければならない。小さくて密度の高い原料は、落下回数が少なく、短時間の振動で落下するように制御しなければならないが、大きくて軽い原料は、振動を与え続けなければならない。このアプローチは、容積式カップ充填機や、比率のバランスをとるための限定されたヘッド数の特定の構成(14ヘッドや20ヘッドのマルチヘッド計量機など)にも適用できる。
ウェットフード&ペースト残留物とウォッシュダウンショートサーキット
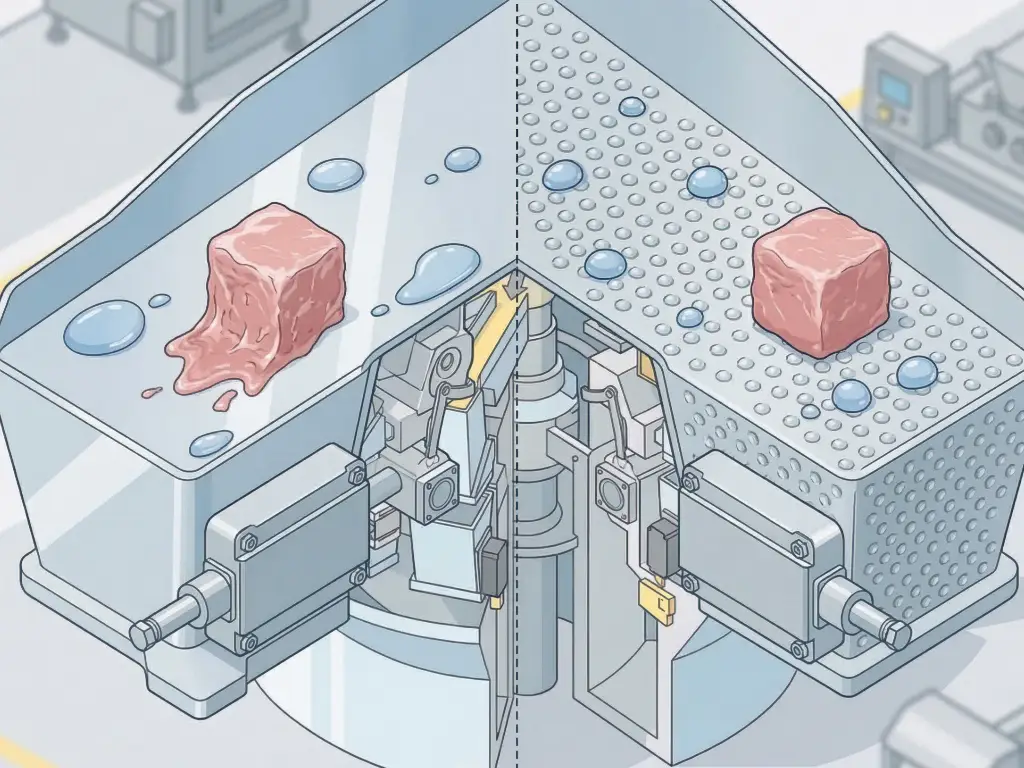
ペットフードのかたまり、肉、調理済み食 べ物など、水分の多い食品は、付着や洗浄に 重大な問題を引き起こす。濡れた材料は高い表面張力を持ち、ステンレ ス鋼に付着しやすい。トラブルシューターが、濡れたアプリケーションとの接触により重量オーバーを繰り返す不具合を経験した場合、最も決定的な答えは接触面を修正することである。この問題を軽減するために、標準ホッパーをディンプル加工(凹凸加工)されたステンレス製ホッパーに変更するのが技術者の仕事である。ディンプル加工された表面は、真空シールと金属との接触面積を低くし、シールを破壊して製品が制限なく流れるようにすると言われています。
また、水分の多い食品を処理する場合、苛性洗浄剤や洗浄剤を含む厳しい高圧洗浄を行う必要があります。このような状況で、システムが完全に故障する最も一般的な理由は、水が電子機器に浸入し、ロードセルや駆動モーターがショートすることです。これはトラブルシューティングを行う際に大きな問題となります。これを防ぐために、技術者はすべてのモーターハウジングとロードセル・ジャンクションボックスのウォーターシール(Oリング)をチェックしなければなりません。ロードセルのブリーザーバルブに結露がないかチェックすること。ウェットフードを使用するマシンは、電源のウォッシュダウンを追加する前に概説された乾燥手順に従わなければならない。
最適精度のためのソフトウェア・パラメーター調整
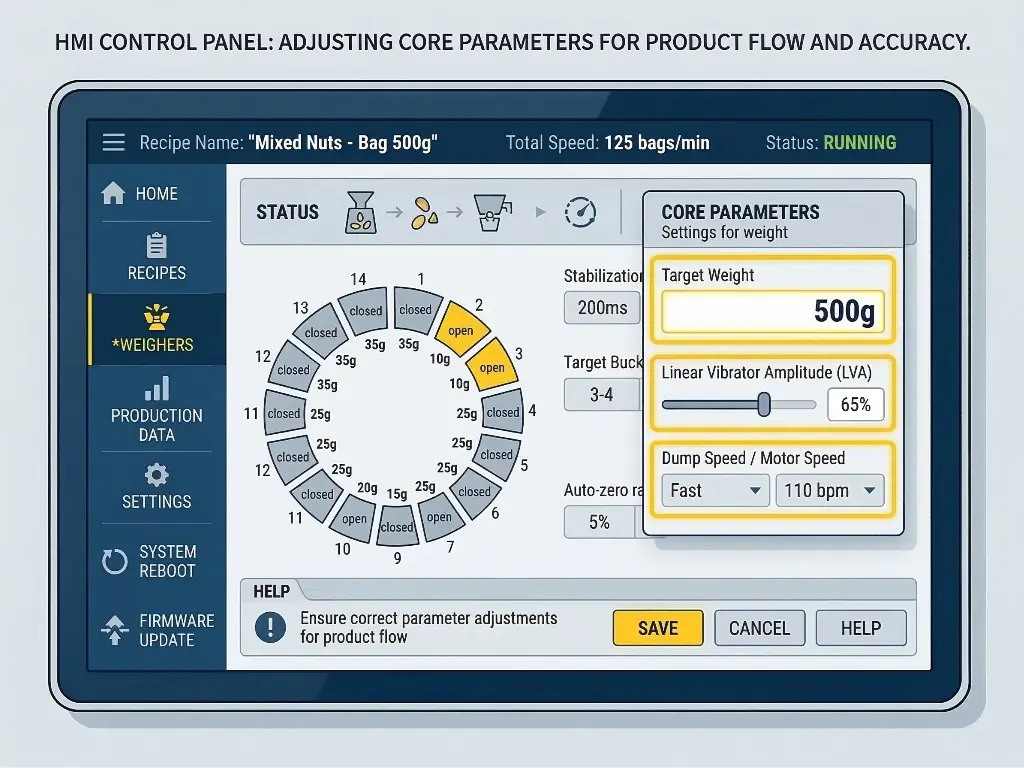
一見機械的または電気的に見える問題の多くは、ソフトウェアの誤設定に起因する。新しいマルチヘッドはかりは、MCU 技術とスマートタッチスクリーン(通常 7 インチ以上)に基づく複雑な機械である。オペレータは、製品の流れに適切に対応するために、オペレーティングシステム内の主要パラメー タのいくつかを修正する方法を知っておく必要がある。パラメーターの設定が間違っていたり、システムの再起動やファームウェアのアップデートが必要なソフトウェアの破損があったりすると、機械はストールし続けたり、重量の組み合わせを検出できなかったりといった問題があるように見える。次の表は、最も関連性の高いパラメータとその役割、誤った設定による影響について説明したものです。
| パラメータ名 | 機能説明 | トラブルシューティング 設定に誤りがある場合の症状 |
| 目標体重 | パッケージの最終的な希望重量(例えば、10g~3000g)。 | マシンは組み合わせを見つけることができず、頻繁にバケツを空にする。 |
| 目標バケット数 | 目標重量に達するための理想的なバケツの組み合わせ数(通常は3~5個)。 | 速度が低い(高く設定しすぎた場合)、または精度が悪い(低く設定しすぎた場合)。 |
| リニア バイブレーター 振幅 | フィードホッパーに製品を移動させる振動の強さを制御する。 | 製品の飢餓(低すぎる)または製品のオーバーフロー/破損(高すぎる)。 |
| シングルバケット重量 | 機械は常に、失敗したパッケージや組み合わせを拒否する。 | 製品がドアに挟まれたり(速すぎる)、生産が遅れたり(遅すぎる)する。 |
| ダンプ速度/モーター速度 | ホッパードアの開閉速度。 | 一つのバケットに投入される製品の推定重量。 |
| 安定化時間 | システムが自動的に残渣として無視する重さのしきい値。 | 衝撃力を読み取るため、非常に不正確で、重さが変動する。 |
| オートゼロ・レンジ | 徐々に重量が変化する。システムは通常の塵の蓄積を考慮に入れていない。 | マシンは組み合わせを見つけることができず、頻繁にバケツを空にする。 |
故障を防ぐために欠かせない日常のメンテナンス
連続生産を保証する最も効果的な方法は、厳格なメンテナンスシステムを構築することです。メンテナンスルーチンは、摩耗やロードセルドリフトの根本原因を排除します。標準化されたメンテナンスシステムは、70%を超える操作ミスを排除し、些細な問題がシステムの完全な故障につながるのを防ぎます。必要不可欠な機器については、専門家によるメンテナンス相談を予約することを強くお勧めします。
- 日常の清掃基準: 各生産シフトの終了時には、計量バケット、フィードホッパー、リニア振動パンから製品を取り除くことが求められます。製品が完全に除去されていることを確認する方法で、すべての部品を洗浄してください。糖分や油分の残留物は、一晩で硬い地殻を形成し、バケットの重量を増加させる可能性があるため、必ず洗い流して除去してください。洗浄が完全に終わった後、装置を再び組み立てる前に、圧縮空気を使って部品を完全に乾燥させる必要があります。部品に水分が残っていると、電気部品や制御モジュールに水滴が垂れてショートを起こす可能性があります。
- 定期点検のポイント 機械の電源を入れる前に、機械部品と電気部品を目視点検する。光電センサーを点検し、信号を妨害するほこりや製品の残滓を取り除く。機械的なリンケージ、リターンスプリング、ベアリング、ホッパードアヒンジが物理的に摩耗していたり、緩んでいないか見てください。部品が緩んでいると機械的なガタが生じ、高感度のロードセルが重量の変化として認識します。
- 定期的な校正手順: 少なくとも毎週、機械を空の状態にして完全なゼロ点校正を行ってください。ゼロ点校正の後、個々のホッパーすべてについて加重試験を行い、ロードセルの線形応答を評価します。これらの校正結果をコンスタントに記録することで、ロードセルの劣化が顕著になり、施設管理者は営業時間中に重大な故障が発生する前に交換用の部品を発注することができます。
信頼できる計量器の選択ガイド
設備管理者は、設備ニーズの分析にもっと時間をかければ回避できたはずの設備修理に、より多くの時間と費用を費やすことが多い。設備ニーズは調達段階で評価されなければならず、設備ニーズは厳格な工業規格に基づかなければならない。ハイエンドの産業用機器は故障が少なく、耐久性に優れている。調達段階では マルチヘッド計量器の購入 を充実させるためには、低価格帯の機器を撤去する第一歩として、考慮すべきいくつかの重要な要素がある。
- 素材と構造の完全性: 物理的な枠組みは、装置の長期的な安定性を左右する。購入者は、機械フレームと製品に接触する精密部品が、厚さ1.5mmから2mmの食品グレードの304または316ステンレス鋼で作られていることを確認する必要があります。これによって、高速運転中の装置の振動、連続運転による金属疲労、高塩分・高酸のアグレッシブな加工環境での激しい腐食に関連する問題の大半が解決される。
- 機械加工と組み立ての精度: 安定した動作は製造されたものであり、単に組み立てられたものではない。メーカーの製造方法を理解することは非常に重要です。アドバンスレベルのCNCマシニングを持つメーカーを探す。(フライス加工、旋盤加工、研削加工がある)。例えばコア部品は2μmの精度が要求される。このような高精度の現象は、デバイスの部品の摩耗、摩擦、ジャミングを低減します。組み立てはまた、リンクとロードセルが適切に配置されていることを確認するために、十分な経験(例えば、15年の精密マニュアル組み立て)を持つシニアエンジニアによって実施されなければならない。
- 電気部品の信頼性: 電気回路を持つ制御システムは、最も一般的な弱点であり故障の原因である。バイヤーは、基本的な電気部品でリスクを冒してはならない。すべての主要部品(PLC、リレー、コンタクター)が世界的な優良メーカーのものであることを要求すること:シーメンス、SMC、シュナイダー、SEW、DELTA、AIRTACなどだ。洗練された機械は、スマート・サーボ・モーターも最大限に使用する必要があります。サーボ・システムの寿命が延び、自動エラー補正や故障予兆警告も提供されるため、メンテナンスが軽減される。
- 保証とサポートネットワーク: 機械的摩耗は製品ライフサイクルの通常の部分であるため、サプライヤーがアフターサービスを提供できるかどうかが、考慮すべき重要なポイントになる。長期保証を最低要件とする。業界の標準的な慣習を超え、最長16ヶ月の保証を提供するサプライヤーを検討する。さらに、ビデオ通話やチャットによる24時間365日のグローバルなテクニカル・サポートも必要です。詳細な操作・保守マニュアル、設置ガイド、機械インターフェイスを介した遠隔診断を提供するサプライヤーは、施設の保守スタッフの負担軽減に役立つ。
このような高い基準を満たす設備に投資するということは、信頼性の高い生産資産に投資するということであり、幅広いパッケージングとさまざまな素材に対応する高速かつ高精度な生産を、今後何年にもわたって提供することになる。
これらの精密パッキング・デバイスを効果的に機能させている正確なメカニズムや内部システムを理解するには、この包括的なガイドをお読みください。 マルチヘッドはかりの動作原理.高度なエンジニアリングとスマートな設計が、食品・非食品部門全体でいかに正確な計量を実現しているかをご覧ください。具体的なマテリアルハンドリングの課題については、Levapackのシニアエンジニアにご相談いただき、お客様の生産ラインに合わせた正確で信頼性の高い計量ソリューションを構成してください。



