7種類のボトルクロージャーを解読:キャップ、ボトル、キャッピングマシンのマッチング
土台容器の材質がクロージャーの運命を左右する理由
B2Bパッケージ調達の世界には危険な幻想がある。それは、ボトルクロージャーの選択は単に美的感覚や基本的な機能的選択に過ぎないという思い込みである。多くの購買担当者は、生産技術者に相談することなく、「つや消しの黒いフリップトップ・キャップが欲しい」と考えてカタログを見ている。この "デザイン優先 "の考え方は、致命的なラインの故障、漏れのある出荷、OEE(総合設備効率)の急落への最短ルートである。
完璧で漏れのないシールは、購入する製品ではなく、バランスを取らなければならない3変数の方程式なのだ。この方程式は以下からなる: 容器材質寸法公差+クロージャースレッド設計+機械適用トルク この三位一体のうち、どれかひとつでも不一致があれば、生産ラインは、ボトルの粉砕、ネジ山の剥離、製品の賞味期限を破壊する微小漏れに悩まされることになる。
7種類のクロージャーを分類する前に、パッケージングの至高の法則を確立しなければならない。なぜか?それは、次のような重要な製造パラメータがあるからです。 寸法公差.
射出延伸ブロー成形(ISBM)の世界では、硬質PETボトルは±0.1mmという非常に精密な寸法公差で製造することができます。しかし、ガラス製造業界では、溶融シリカと熱力学のカオス的性質により、ガラスボトルのネック仕上げ公差は±0.5mm、あるいはそれ以上変動する可能性があります。
靴を履くようなものだと考えてほしい。高精度のペットボトルは、完璧に仕立てられた硬い革製のドレスシューズのようなもので、硬く高度に設計された金属製のバックル(硬いものと硬いものの連結部)と完璧に組み合わせることができる。一方、ガラス瓶は毎日微妙に形を変える足のようなものだ。硬くて妥協のないプラスチックのキャップを、緩衝材なしで無理にガラスの糸にはめようとすれば、失敗する。ガラスには、予測不可能な微細な隙間を埋め、密閉性を確保するために、厚くて柔らかい中敷き、つまり特殊な圧縮可能なライナーが必要なのだ。したがって、ボトルの物理的剛性、熱膨張率、製造公差を理解することが、クロージャーの種類を選ぶ絶対条件となります。
金属容器通常のシーリングシステムと加圧シーリングシステム
ポリマーから金属パッケージ(ブリキやアルミ)に移行する際、エンジニアリングのパラダイムは劇的に変化する。粘弾性記憶を持ち、変形から立ち直ることができるプラスチックとは異なり、金属の変形は永久的である。これが金属疲労の概念を導入する。金属パッケージングでは、密封システムは内圧に基づく2つの異なる技術ルートに厳密に分けられる。標準的な大気圧クロージャーと加圧バルブシステムを混同することは、悲惨な設備投資につながる重大な論理的誤りです。
ノーマルとバキュームシール(クラウンとラグキャップ)
ビール、飲料、缶詰業界でよく見られる標準的な大気圧または微負圧環境では、クラウン・キャップとラグ・キャップ(ツイスト・オフ・キャップとしても知られる)が主流です。
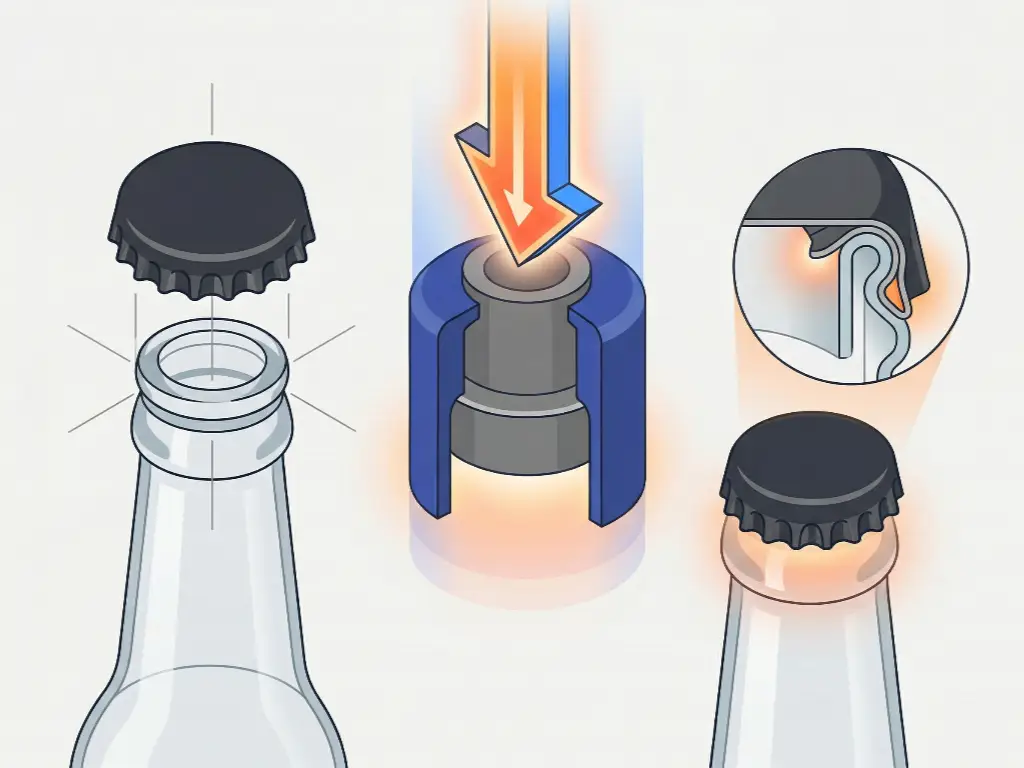
クラウンキャップ ガラスのビール瓶やアルミの飲料瓶にのみ使用されるクラウンキャップは、スクリューキャップとは全く異なる機械的な力を利用します。専用の硬化鋼圧着ベルを装備したキャッピングマシンを使用します。圧着ベルがブリキ・キャップの21本のフルートをボトル・ネックのロック・リングの下に折り込む間に、機械は一瞬のうちに莫大な下向きの力を加える。これは金属の塑性変形に依存するため、装置のトップロード公差は驚異的に正確でなければならない。下向きの圧力がわずか1ミリでもずれると、フルートの圧着に失敗するか(ビールがパンクする)、ガラス製のネックが瞬時に粉砕される。
ラグキャップ(ツイストオフ): 一般的に、ジャム、ソース、ピクルス用のガラス瓶に見られるラグキャップは、3~6個の金属ラグがガラス仕上げの断続スレッドと噛み合うのが特徴です。ラグ・キャップの背後にある見事なエンジニアリングは、ロックするのに1/4回転しか必要としないことである。しかし、真の密閉機構は熱力学に依存している。これらの製品は通常、高温で充填される。密封された容器の中で製品が冷えると、強力な真空が発生する。この真空が物理的にキャップを下方に引っ張り、プラスチゾルのライナーをガラスの縁に押し付け、密閉シールを作る。キャッピング・マシン(直進式スチーム真空キャッパー)は、適切な量のトルクをかけなければなりません。トルクが小さすぎると真空が逃げてしまい、強すぎると金属ラグが永久に曲がり、ガラスのネジ山を越えて剥がれてしまうため、バッチが台無しになってしまいます。

加圧システム(エアゾールバルブ)
エアゾール(ヘアスプレー、工業用潤滑剤、シェービングクリーム)の領域に入ると、「クロージャー」はもはや単純な蓋ではなく、エアゾールバルブとして知られる非常に複雑な圧力制御工学部品となる。
エアゾールバルブは、揮発性の高い加圧された推進剤(LPG、ブタン、圧縮窒素など)と混合された液体製品を封じ込め、制御しなければならない。この「クロージャー」の製造工程は根本的に異なる。と呼ばれる特殊な工程が必要になる。 アンダーカップのガス抜きと圧着.
この過酷な環境において、密封機は単にキャップを押し下げるだけではない。缶の開口部に一時的なシールを作り、高圧で可燃性の高い推進剤を噴射し、バルブカップ内の金属コレットを瞬時に膨張させ、ブリキ缶やアルミ缶のカールに対して外側に圧着します。エアゾールバルブを選択するということは、生産ラインを厳しい防爆(Ex-proof)基準にアップグレードしなければならないということです。標準的なキャッピングマシンはこのために改造することはできず、改造しようとすると重大な安全違反となります。ここでの参入障壁は、バルブのコストだけでなく、防爆空気圧システムとガスハウスのインフラに必要な巨額の資本支出です。
ガラス瓶の栓:剛性と高耐性のばらつきへの対応
ガラスは、高級スピリッツ、エッセンシャルオイル、化粧品、医薬品の分野を支配する、言わずと知れた高級パッケージの王様である。しかし、パッケージング・エンジニアの視点から見ると、ガラスは剛性と一貫性の悪夢である。ガラス包装協会(GPI)が定めた構造ガイドラインによると、ガラスのネジ山の寸法公差は射出成形プラスチックよりもかなり広い。さらに、ガラスは柔軟性がゼロであるため、キャッピング・マシンのトルクが強すぎると、ガラスは降伏せず、単に粉々になる。この2つの課題を克服するために、特定のクロージャー・タイプがショック・アブソーバーやギャップ・フィラーとして機能するように設計されている。
コルク、ストッパー、厚口CTスクリューキャップ
ワイン、香水、アグレッシブなエッセンシャルオイルのような高価値の液体の場合、クロージャーの第一の目的は、成形ガラス仕上げ特有の微細なクレーターや凹凸を埋めることである。
天然コルクや合成ポリマーの栓は、放射状の圧縮によってこれを実現する。専用のコルク栓打抜機が栓の直径をボトルの口径より小さく圧縮し、栓を挿入して膨張させ、不規則なガラス壁を力強く押し付けて密閉する。
ねじ込み式ガラス容器の場合、標準的な連続ねじ(CT)キャップは、特殊で圧縮性の高いライナーを装備しなければならない。ここでのゴールド・スタンダードは プラスチゾルライニングキャップ.プラスチゾルはPVCベースの液体樹脂で、金属キャップに流し込んで焼き固め、ゴムのようなガスケットにします。ホットフィルで使用したり、スチームキャッパーに通すと、プラスチゾルは一瞬軟化します。キャップが締め付けられると、柔らかくなったプラスチゾルは、その特定のガラス・リムのユニークで不規則なトポグラフィーに完璧に流れ込みます。一旦冷えると固まり、不可侵のカスタムフィット真空シールを形成します。スーパーマーケットで高級ジャムやパスタソースの瓶を開けると、満足のいく甲高い「ポン」という音がするのは、まさにこの工学的な理由によるものです。この音は、プラスチゾルとガラスが完璧に真空シールされていることを聴覚的に証明しているのです。
ROPPアルミキャップとラグ/ツイストオフシステム
スピリッツ、ワイン、炭酸飲料をグラスで扱う場合、業界標準はロールオン・ピルファー・プルーフ(ROPP)アルミキャップです。ROPPキャップがどのように機能するかを理解するには、ネジ式キャップに対する見方を根本的に変える必要があります。
これが筋金入りの現実だ: ROPPキャップが生産ラインでガラス瓶に装着されるとき、キャップにはまったくネジ山がない。 滑らかな、ネジ山のないアルミニウムのシェルに過ぎない。

魔法、そして極限のエンジニアリングの挑戦は、すべてROPPキャッピングマシンヘッドの中にある。滑らかなアルミ製シェルがガラス瓶の上に置かれると、キャッピング・ヘッドが下降する。このヘッド内部では、バネ仕掛けの圧力ブロックがライナーをガラスの縁に押し付ける。同時に、一組の回転する「スレッディング・ローラー」が、柔らかいアルミニウムを機械的に内側に押し込み、既存のガラス・スレッドに物理的に追従してアルミニウムを転がし、完全に一致させます。もう1組の「タッキング・ローラー」がガラス・ロックリングの下を通り、タンパー・エビデント・バンドを作ります。
この工程は、機械校正の究極のテストである。トップロードスプリングの圧力が高く設定されすぎると、硬いガラスの首は瞬時にライン上で危険な破片に粉砕される。ねじ切りローラーの設定が緩すぎると、キャップは自由に回転して漏れる。従って、ROPPキャップの購入は全く二の次で、真の投資は高度に洗練され、正確に較正されたROPPキャッピング・スピンドル・システムにあります。
PETボトルと硬質プラスチックボトル高速システム用精密ねじ切り
ポリエチレンテレフタレート(PET)は、現代の飲料、パーソナルケア、家庭用化学品産業の絶対的なバックボーンです。PETは射出延伸ブロー成形されるため、そのネック仕上げ(ネジ部)は驚くほど精密で、高速、高トルクのキャッピング作業が可能です。高精度には高い処理能力が要求されます。PETを使用する場合、エンジニアリングの焦点は、BPM(Bottles Per Minute)率を最大化し、ラインジャムを起こさずに複雑な流体ディスペンサーシステムを統合することに移ります。
標準CTキャップ、チャイルドレジスタンス(CRC)、タンパーエビデント(TE)
標準的なコンティニュアス・スレッド(CT)プラスチック・キャップとタンパー・エビデント(TE)クロージャーは、PETボトルで成功を収めています。TEバンドは特殊な機械的相互作用に依存しています。キャップがボトルに締め付けられると、TEバンドはPETネック上の指定された「ロックリング」の上を滑らなければなりません。PET素材は、ボトルネックがたわんだり内側に倒れたりすることなく、バンドをリングの上に押し出すのに十分な剛性が必要です。
しかし、医薬品や危険化学品によく使用されるチャイルドレジスタンスクロージャー(CRC)では、真のエンジニアリングの試練が待ち受けている。現代の包装業界は、樹脂コストを節約し、持続可能なマージンを改善するために、PETボトルのグラム重量を減らす「軽量化」を積極的に追求しています。このため、機械的な対立が激しくなっています。

標準的なCRCキャップは「プッシュダウン・アンド・ターン」機構を採用しており、外側のシェルと内側のネジ付きシェルがバネ仕掛けの歯車で連結されています。これらの歯が噛み合い、キャップがボトルにうまくトルクで固定されるためには、自動キャッピングマシンは大きな力を加えなければなりません。 トップ荷重40~50ポンド ボトルネックにまっすぐ落ちる。
素人バイヤーは "PETは難しい "と思い込んでいる。これは致命的な間違いです。積極的に軽量化されたPETボトルに50ポンドの動的上面荷重をかけると、構造全体が「バックリング」に見舞われ、ボトルはベルトコンベアのソーダ缶のように激しく崩壊し、粉砕されます。もしあなたの製品がCRCクロージャーを必要とするのであれば、エンジニアと協力してボトルの構造を補強しなければなりません。 肩の形状 を加え、しっかりとしたとろみをつける。 ネックサポートリング キャッピングマシンからの衝撃を物理的に吸収し、分散させる。
ディスペンスポンプとトリガースプレー
高粘度のローション、シャンプー、家庭用洗剤の場合、標準的なキャップは複雑なディスペンスポンプやトリガースプレーに取って代わられる。これらは消費者に優れた利便性を提供する反面、自動生産に無秩序な変数をもたらす。
ここで重要なのは、内部のディップチューブです。まず、「ディップチューブのカット」(Vカットであれ斜めカットであれ)とその正確な長さが、ペットボトル底部の内部「プッシュアップ」形状と完全に一致していなければなりません。もしそうでなければ、ポンプは高価な製品の最後の10%を抽出できず、消費者からの厳しい苦情につながる。
第二に、これらの長く曲がったディップ・チューブは、自動化された生産ラインにとって絶対的な悪夢である。高速パッケージングでは、キャップは振動式または遠心式のキャップソーターボウルで選別され、キャッピングヘッドへとシュートを滑り落ちる前に方向付けされなければならない。長いディップチューブは常に絡み合い、ソーターボウル内で大渋滞を引き起こし、数百万ドル規模のライン全体を停止させてしまいます。ディスペンスポンプを選択するのであれば、設備に手を抜くことはできません。機械サプライヤーは、特にトレーリングチューブ用に設計された、精鋭のアンチジャミングソーティング技術を有していなければなりません。
PEボトルとフレキシブルスクイズボトル:トップロードのジレンマを解決する
高密度ポリエチレン(HDPE)と低密度ポリエチレン(LDPE)は、洗顔料、ボディローション、蜂蜜、ケチャップなど、消費者が製品を絞り出す必要がある場合に選択される素材である。ボトルは意図的にやわらかくしなやかに設計されているにもかかわらず、密封に必要な産業機械は容赦ない力で作動する。さらに、PE素材は世界的な輸送中に極端な熱力学的変化を受けやすい。
スナップ・トップ、フリップ・トップ、フリクション・フィット・ディスペンシング・クローザー
消費者がシャワーやキッチンで片手で簡単に操作できるよう、PEスクイーズボトルにはスナップトップ、フリップトップ、マッシュルームキャップがよく使われています。スクリューキャップとは異なり、これらのキャップは回転トルクを必要としません。その代わり、スナップ・キャッパーやプレスオン・キャッパーと呼ばれる機械が、衝撃力を利用してキャップを垂直にボトルのネックに直接「叩きつける」、または押し付けることによってキャップが装着されます。

これが、トップロードのジレンマである。しぼむように設計されたボトルに、どうやって巨大な垂直方向の力を加えるのか?その答えは ネックサポートリング.PEボトルのスレッド(またはスナップビード)のすぐ下には、突出した硬いプラスチックリングがなければなりません。プロの生産ラインでは、キャッピングマシンは、このサポートリングの下を物理的にスライドする特殊な機械式「ネックグリッパー」またはスターホイールを備えています。空気圧シリンダーがスナップキャップを下向きに打ち付けると、その激しい力は、頑丈なネックリングを保持する機械のグリッパーによって完全に吸収され、下にある柔らかいボトル本体は完全にバイパスされます。この正確な機械とボトルの相乗効果がなければ、スナップキャッパーでPEボトルを叩くことは、空のアコーディオンを踏みつけるようなもので、ボトルは即座に座屈し、クリーンルームの床にローションがこぼれてしまいます。
シール不良のリスク:熱膨張とインダクションシール
フレキシブルPEボトルに対する最も狡猾な脅威は、工場の現場ではなく、太平洋を横断する60℃(140F)の輸送コンテナの中で発生する。この脅威は、熱膨張係数の不一致に起因する。
多くの場合、柔軟なPEボトルと硬いポリプロピレン(PP)クロージャーが組み合わされる。PPとPEは、高熱にさらされると全く異なる速度で膨張・収縮します。世界的な輸送中、高熱によってPEボトルのネックが軟化し、PPキャップとは異なる膨張を起こします。これが「クリープ」を引き起こし、最終的には「バックオフ」として知られる現象につながります。一度はきつく締められたキャップが物理的にほどけ、大惨事の漏出やパレットレベルの製品ロスにつながります。
蟹の爪」インナーシール(ボトル内径に食い込む柔軟なプラスチック製リップ)のような基本的な機械的防御はある程度の保護を提供しますが、極度の熱ストレスには不十分です。究極のB2Bエンジニアリング・ソリューションであり、国際輸送の絶対的なゴールド・スタンダードである。 誘導シーリング.
インダクション・シーリングは、液体を保持するための機械的な糸に頼らず、電磁気を利用する。専用のインダクション・ライナー(パルプボード、ワックス、アルミ箔、ポリマー・ヒートシール層で構成)がキャップの内側に置かれる。キャップがPEボトルに締め付けられた後、ボトルは誘導シーラーヘッドの下を通過する。この機械は高周波電磁場を発生させ、アルミ箔に渦電流を発生させる。これにより箔が瞬時に加熱され、ポリマー層がPEボトルのリップに直接溶け込む。もはやボトルを閉じるだけでなく、分子レベルのプラスチック溶着を実行しているのだ。これにより、バックオフ、振動、熱膨張にまったく影響されない、密閉された改ざん防止バリアが形成され、100%の漏れ防止輸送が保証されます。
エンジニアリング・マトリックスボトル、キャップ、設備投資、マシンの調整
材料物理学、トルク、および熱力学の複雑な相互作用を分解した後、このデータを実用的なB2B調達ロジックに合成する時が来ました。以下のマトリックスは、パッケージングの美学と生産ラインの現実とのギャップを埋め、設備投資(CapEx)が特定のコンテナー・クロージャーの組み合わせに適した機械をターゲットにすることを確実にします。
| ボトル素材 | 支配的なキャップタイプ | 一次キャッピング力 | 金型費用とMOQの見積もり | 推奨キャッピングマシン |
|---|---|---|---|---|
| ガラス(高剛性、低トレランス) | プラスチゾルライニングラグキャップ/ROPPアルミニウム | 正確なトルク / 側圧 | ロー(標準)/ハイ(カスタムエンボス加工) | スチームバキュームキャッパー / ROPP スピンドルローラー |
| PET(硬質、高い耐性) | スタンダードCT / CRC(チャイルドレジスタンス) | ロータリー・トルク+エクストリーム・トップロード | ロー(標準ネック仕上げ) | 高速ロータリーチャックキャッパー(トルクコントロール付) |
| PE/HDPE(フレキシブルスクイーズ) | スナップトップ/フリップトップ式ディスペンサー | バーティカル・インパクト(プレスオン) | 中~高(複雑な金型ヒンジ) | 空気圧式スナップ・キャッパー(ネック・グリップが必要) |
| コンポジット/ブリキ缶 | シームド・リッド/ピールオフ・フォイル | ダブルシーム圧着 | 高い(大量のMOQが必要) | 真空/窒素フラッシング缶シーマー |
チーフエンジニアの底力 机の上で手で締めたサンプルのキャップの「静的な完璧さ」を信用してはならない。包装システムの真のテストは、機械が8時間高温で稼動した後、毎分300本(BPM)で初めて行われます。機器購入契約にサインする前に、厳密なテストを要求しなければなりません。 FAT(工場受入試験) お客様のボトル、キャップ、シミュレートされた液体を正確に使用し、機械サプライヤーから提供されます。OEE(総合設備効率)とゼロに近いスクラップ率に基づいた厳格なパフォーマンス契約を結んでください。サプライヤーが包括的なFATの実行を拒否した場合は、直ちに立ち去ること。
エンジニアリングの信頼性と厳格なFAT検証に対するこの妥協のないコミットメントこそが、100カ国以上の中小企業メーカー、エリートコパッカー、高価値栄養ブランドが信頼を寄せる理由なのです。 レバパック 最も重要なパッケージング・ラインとともに。
爆発しやすい粉体ラインを窒素フラッシングで密封したり、高級ナッツ用の高速マルチヘッド計量機を構成したり、ペットフードのウェット缶詰に完璧な殺菌シールを要求したりする場合、ミスの許容範囲はまさにゼロです。Levapackは単に機械を販売するだけでなく、ターンキーソリューションを設計します。18年にわたる特殊包装機械の経験に裏打ちされた4,000平方メートルのCNC製造センターでは、コンポーネントを驚異的な2ºmの精度で加工します。
シーメンスとシュナイダーのトップクラスのサーボ技術を当社のキャッパー、シーマー、フィラーに組み込むことで、このガイドで取り上げたあらゆるタイプのクロージャーに必要な正確なトルク制御とトップロード管理を保証します。デリケートなガラスラグキャップ、高速PET CRCクロージャー、複雑なアルミ缶のシーミングのいずれを扱う場合でも、当社は業界をリードする16ヶ月の保証で自動化ラインをバックアップし、お客様の機械が当社の施設を離れる前に、完全に透明なビデオ文書化されたFATテストを提供します。
設備投資で推測し、製品の賞味期限を危険にさらすのはもうやめましょう。15年以上の精密組立経験を持つ当社のエンジニアが、お客様のブランドにふさわしい完璧なパッケージング・ラインを設計いたします。



