適切な包装方法と充填技術を選択することは、単なる機器の購入ではなく、今後10年間の総所有コストを決定する数百万ドルの設備投資である。ホットフィル包装は、利用可能な最も一般的な技術の一つであり、特定の製品カテゴリー、特に飲料製品や酸性の液体食品の基本を今でも形成している。他の保存方法と比較すると、食品の廃棄を最小限に抑えながら、製品の賞味期限を延ばす効率的な方法である。とはいえ、この方法を成功させるには、熱力学的概念、ポリマー科学、正確なコスト・モデリングに関する厳密な知識が要求される。本ガイドブックは、ホットフィルプロセスの詳細な技術的・財務的研究を提供し、意思決定者が生産能力計画、材料選択、生産現場のトラブルシューティングのプロセスを進めるために必要な情報を得ることを可能にする。
ホットフィルパッケージングとは?プロセスと原理
効率的なホットフィル法として、この商業的殺菌プロセスは、高温の液体または半液体の液体製品を確実に高温に加熱し、熱いうちに容器に注ぎ、最小限の時間で密封します。製品自体の高熱と熱エネルギーを利用して、容器の内面と栓を殺菌し、有害な微生物の繁殖を効果的に防止し、それ以上の微生物の繁殖を阻止します。
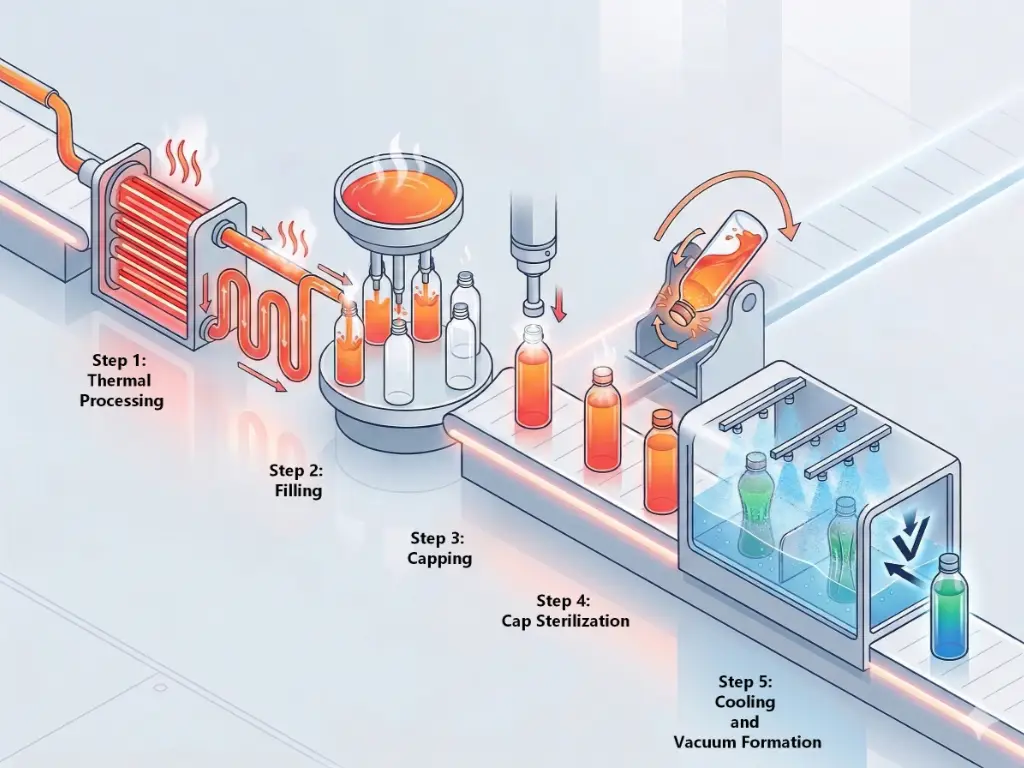
従来の熱間充填工程は、厳格で連続的な熱力学的フローに従っている:
- 熱処理(加熱): 製品はプレート式またはチューブ式の熱交換器にかけられ、82℃~95℃(180F~205F)の所望の範囲まで素早く昇温される。有害な微生物、植物性細菌、腐敗酵素がすべて破壊されていることを確認するため、この温度で一定の保持時間(通常15~30秒)が維持される。
- 充填: 高温の製品は充填カルーセルに送り込まれる。充填ボウルとバルブは通常、必要な殺菌温度を維持し、ライン停止時に熱交換器を通して製品を連続的に流し続けるための再循環ループを備えて設計されている。製品は82℃以上の温度で容器に充填される。
- キャップ: 充填シーケンスの直後にキャップが取り付けられる。高温の製品から発生する蒸気が、液面とキャップの間のヘッドスペースに置き換わります。
- 逆転 (帽子の滅菌): 密閉された容器は、コンベヤーを通り、傾斜または反転機構を通って移動する。容器は2~3分間転倒または反転される。この動きにより、82℃以上の液体がキャップの内側とネック上部の仕上げに直接接触し、ヘッドスペースに残った病原体が確実に除去される。
- 冷却と 真空 フォーメーション: 容器はマルチゾーン冷却トンネルに入れられる。プラスチック容器やガラス瓶に常温水や冷水を噴霧し、水浴のような環境にすることで、内部の温度を35℃から40℃程度まで急速に下げる。液体は冷えるにつれて収縮する。同時に、ヘッドスペース内の蒸気は凝縮して水になる。この2つの効果により、密閉容器内に強力な負圧勾配、すなわち真空が形成され、密閉が保証され、酸素が遮断される。
これは非常に効果的な熱力学的プロセスであるが、厳密な生化学的制約によって制限されている。特定のpHレベルにしか適用できない。
| 製品カテゴリー | 適合性 | 正当化 |
| 高酸性飲料(フルーツジュース、野菜ジュース、スポーツドリンク、紅茶、レモネード) | 理想的 | pHは4.5以下。高い酸性は、ボツリヌス菌の芽胞の増殖を防ぐ。高温充填は、残存する植物性細菌、酵母、カビを容易に破壊する。 |
| 酸度の高い調味料(ケチャップ、チリソース、フルーツピューレ、ビネガーベースのドレッシング) | 理想的 | 高酸度と高温処理により、商業的無菌性を実現。熱は粘性のある製品に浸透し、安全な常温保存と保存期間の延長を保証します。 |
| 低酸性製品(牛乳、代替乳製品、ボーンブロス、プロテインシェイク) | 不向き | pHは4.5以上である。高温(95℃)では、低酸性環境中のボツリヌス菌芽胞を破壊できない。これらは、加圧下での熱処理が必要なため、高圧レトルトまたは無菌処理が必要となる。 |
| 炭酸飲料(ソーダ、炭酸水、炭酸エナジードリンク) | 不向き | 加熱することで溶存炭酸ガスが放出される。このプロセスには真空形成が必要であり、自然状態での炭酸化に必要な陽圧とは相反する。 |
正しいホットフィル包装材料の選択
ホットフィル工程における高い熱応力と真空圧力の条件は、包装材料に極度の機械的負荷を課す。容器は、溶けたり、伸びたり、寸法安定性を失ったりすることなく、最高95℃の初期温度に耐えることができ、その後、冷却プロセス中の高い内圧に耐える必要があります。それぞれの素材には固有の特性がある。通常の包装材料はこのような条件下では使用できないため、包装のニーズとさまざまな適合ボトルの選択肢を評価する必要があります。
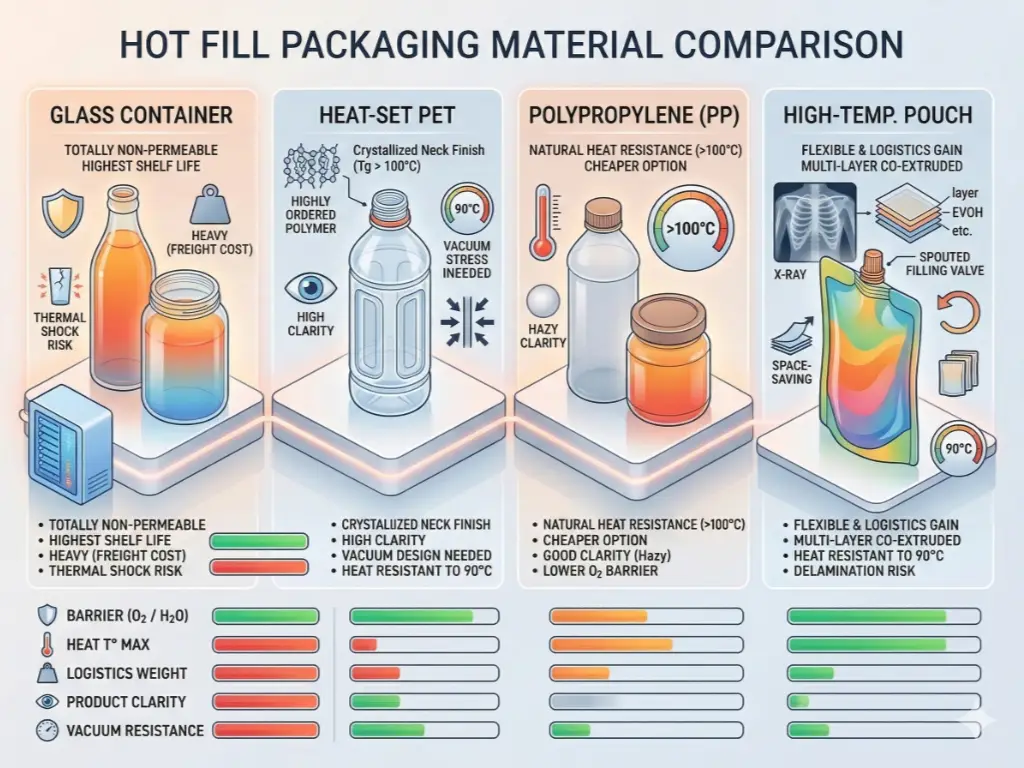
- ガラス容器
従来の最も強いホットフィル素材はガラスである。ガラスは完全に非透過性で、酸素を含まず、化学物質の移動の可能性はゼロです。ガラスは100%湿気とガスを遮断し、最高の保存性を保証します。標準的なボトルでも広口のガラス瓶でも、ガラスは構造的に割れや変形を起こすことなく、高温とそれに伴う真空圧に耐えやすい。しかし、優れた素材であるガラスは重いため、運賃がかさむ。また、充填・冷却工程では温度に細心の注意を払う必要があり、高温の充填ガラス瓶を冷却トンネルで急激な温度変化にさらすと、悲惨な熱衝撃や容器の破損につながる可能性がある。
- ヒートセットPET(ポリエチレンテレフタレート)
通常のPETボトルは70℃を超えると変形し、崩壊する。ホットフィルラインでPETを使用するためには、メーカーはヒートセットPETを購入しなければならない。ヒートセットPET容器は加熱された金型に吹き込まれ、ブロー成形工程で制御された熱コンディショニングを受けます。この工程でポリマー鎖の構造が変化し、プラスチックタイプのガラス転移温度(Tg)が上昇し、内部応力がなくなります。ヒートセットPETの最高充填温度は90℃であり、この工程で最も人気のあるプラスチックとなっている。しかし、これらのプラスチックボトルは、構造的に健全であるために、コールドフィルボトルよりも大きな樹脂重量(グラム重量)が必要であり、真空圧を制御してプラスチックボトルの変形を避けるために、一定の幾何学的設計が必要である。
- ポリプロピレンPP)
ポリプロピレンは天然の耐熱性に優れ、熱硬化処理なしで100℃を超える温度にも容易に耐えることができる。特に、ソースやジャムの保存に大きな容器や広口の瓶が使用されるようなホットフィル用途では、PETに代わる安価な代替品となります。PPの主な欠点は、ガラスのように透明ではないことである。PETのガラスのような透明性と光沢のある仕上げに比べ、白濁していたり、かすんでいたりする。さらに、PPの酸素バリア性はPETよりも低く、酸化に非常に敏感な製品の保存期間を短くする可能性がある。
- 高温用パウチ
市場は多数のボトルタイプと硬質容器で占められているが、多層共押出しフレキシブルパウチ(スパウトパウチ)の市場シェアが拡大している。これらのパウチは、通常アルミ箔やEVOHバリア層を含むラミネートフィルムで作られており、90℃の充填温度に耐えられるように作られている。空のパウチは、空の硬質ボトルの数分の一の保管スペースで済むため、素晴らしい選択肢であり、物流面でも大きなメリットがある。しかし、柔軟性のある素材は、注ぎ口を溶かすことなく熱を処理するために非常に特殊な充填バルブが必要であり、また、パウチ壁の剥離を避けるために冷却プロセスを十分に制御する必要がある。
ホットフィルと他の充填技術との比較:ROIマトリックス
プラントエンジニアリングチームは、ホットフィリングプロセスを他の競合滅菌技術と比較する必要がある。これらのシステムを比較するには 設備投資 (CAPEX) そして 営業経費(OPEX).
| テクノロジー | ターゲット pH 適合性 | 必要な防腐剤 | 材料 耐熱性 | 風味と栄養素の保持 |
| ホットフィル | 高酸性(4.5未満) | いいえ | 高(ヒートセットPET、ガラス) | 中~良 |
| 無菌充填 | 強酸と弱酸 | いいえ | 低(標準軽量PET) | 素晴らしい |
| レトルト | 低酸性(> 4.5) | いいえ | エクストリーム(金属缶、レトルトパウチ) | 中程度(加熱の延長) |
| コールドフィル | 高酸性(4.5未満) | はい | 低(標準軽量PET) | 素晴らしい |
さまざまな生産ラインにおけるCAPEX対OPEX
コールドフィルシステムは、CAPEXが最も少ない。機械は機械的に単純で、熱交換器、冷却トンネル、特殊な反転コンベアなどを必要としない。メーカーが最も軽量で安価な標準ペットボトルを採用できるため、OPEXも低い。とはいえ、化学防腐剤が必要なため、市場への参入は制限されている。
- ホットフィル
ホットフィルは中程度のCAPEX投資である。このラインには、低温殺菌機、特殊な充填バルブ、巨大な冷却トンネルが必要である。一方、OPEXは比較的高い。このプロセスは、製品を加熱し、冷却する際に非常にエネルギーを消費する。さらに、ヒートセットPETを使用する必要があるため、ホットフィル・ボトルは通常のPETボトルよりはるかに重く、コストも高くなる。原料プラスチックの価格は、経常運転コストのかなりの部分を占める。
無菌技術は、数百万ドルという天文学的なCAPEX(設備投資)がかかる。このプロセスは、製品と包装を別々に滅菌し、無菌かつ医薬品グレードのクリーンルーム(アイソレーター)でそれらを結合する。設備には、複雑な滅菌槽(過酸化水素または過酢酸を使用)や無菌空気ろ過システムが含まれる。メンテナンスやオペレーターのトレーニングにかかるコストは非常に高い。しかし、アセプティックOPEXは小規模である。液体は充填前に冷却されるため、このプロセスでは超軽量の標準的なPETボトルが使用され、プラスチック樹脂のコストが大幅に削減される。
肉、ペットフード、スープなどの低酸性食品は、レトルト処理される必要がある。製品は金属缶やレトルトパウチに詰められ、巨大な圧力容器(オートクレーブ)に装填され、121℃の蒸気に30~60分間さらされる。重量のある圧力容器を使用するため、設備投資額は高額になり、長いサイクルの間、水を加熱し、圧力を高く保つために必要な膨大なエネルギーのため、設備投資額は極めて高額になる。
ブランドの損益分岐点を計算する
ホットフィルかアセプティックかの選択は、量と材料費を相殺する数学的練習である。エンジニアは、CAPEX減価償却とOPEX蓄積の交点をプロットすることが要求される。
高酸性ジュース・ブランドの意思決定マトリックスを例にとってみよう。年間生産量が1,000万本以下の場合、経済的な選択肢は間違いなくホット充填である。利益率はアセプティック・ラインの高いCAPEXによって損なわれ、ヒートセットPETボトルの単価上昇は少量生産で対応できる。
しかし、生産規模が大きくなると、数学は逆転する。15グラムの標準PETボトル(アセプティック)を28グラムのヒートセットPETボトル(ホットフィル)に置き換えることで節約できる金額は、年間生産量が5,000万本を超えると一気に膨れ上がります。プラスチック樹脂と輸送重量を節約するだけでも数百万ドルになり、この閾値では24~36ヶ月でアセプティック機の莫大なCAPEXを回収できる。低酸性製品の場合、容積は問題ではなく、ホットフィルでは食品の安全性を確保できないため、アセプティックとレトルトのどちらかを選択することになる。
故障解析とトラブルシューティング
理論的なエンジニアリングは、現場でのパフォーマンスに変換されるべきである。ホットフィルラインには、物理的、熱力学的に問題があり、これがうまく制御されないと高いスクラップ率につながる。生産技術者は、厳密な管理パラメータを適用し、一般的な方法で本質的なステップを理解することにより、以下の故障モードを回避すべきである。
パネリングとディストーション(真空パネル設計)
パニンジリング(Panningeling)-プラスチックボトルが制御不能に内側に倒れることで、ホットフィル包装で最もよく見られる外観上の欠陥である。85℃の液体は35℃まで冷えると体積が減少する。この効果は、ヘッドスペースで凝縮する蒸気によって増大し、強力な真空状態になる。ボトルの外側は大気圧に押される。
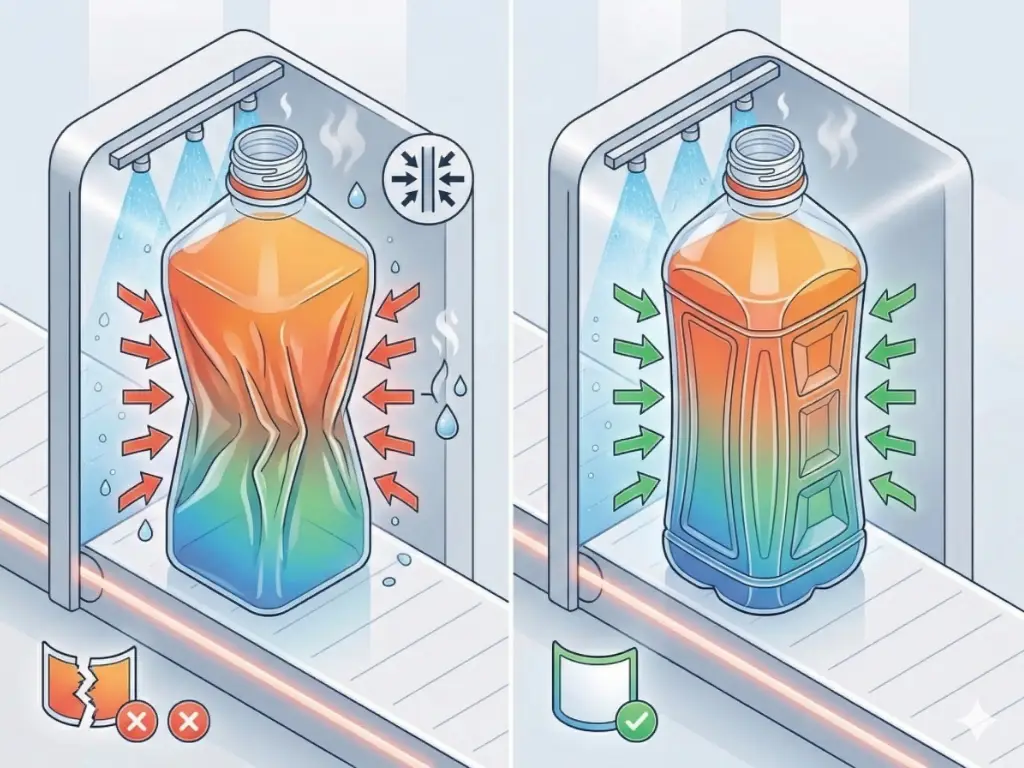
この圧縮応力は、円形ガラス瓶の形状全体に均等にかかります。プラスチックボトル、特に正方形や長方形の形状は、それ自体ではこの力に耐えることができません。平らな側面が不規則に曲がり、ラベルを貼る部分が台無しになり、製品が売れなくなってしまいます。
これに対処するため、構造エンジニアはPETボトルの形状にいわゆる真空パネルを作る。これは、ペットボトルの胴体にある特定の幾何学的なマークや曲がり、リブのことである。人工的な脆弱点である。真空状態になると、これらのパネルが内側に均等に曲がり、収縮力を受け止め、ボトルの主要な構造柱をまっすぐで堅固なものにする。充填量や冷却デルタと比較して、これらのパネルのサイズが不適切であれば、悲惨な歪みにつながる。
結晶化ネック仕上げの役割
PETポリマーは標準的な非晶質材料で、ガラス転移温度約70℃で軟化・変形を始める。通常のPETボトルに85℃の液体を注ぐと、ネックフィニッシュ、つまりキャップを取り付けるネジ部分がゆがむ。わずか1ミリの変形が密閉性に影響し、酸素の侵入、製品の腐敗、そして大規模な製品回収の原因となる。
これを避けるため、ホットフィル用PETボトルにはクリスタルネック加工が施されていなければならない。ボトル首部は製造工程で強い赤外線加熱にさらされるが、胴部は覆われている。この局所的な熱により、ネック部のポリマー鎖が非常に整然とした結晶構造に配向する。その結果、ネックは不透明な白色になる。この結晶構造はネック仕上げの耐熱性を100℃以上に高め、高温の充填とキャッピングが行われる際にも、糸が寸法的に安定し、揺るぎないものとなる。

冷却トンネルでの過剰調理と風味の低下
冷却トンネルの効率こそが、高温充填製品の品質を左右する。製品を85℃で長時間放置すると、熱劣化が激しくなる。これにより、メイラード反応(液体の褐変)が起こり、ビタミンCなどのデリケートな栄養素が失われ、栄養特性に影響を与え、デリケートな風味成分が変化し、製品の味に影響を与える。製品はボトルの中で実際に調理される。
冷却されるトンネルは、正確なマルチゾーン温度勾配を用いるべきである。85℃のボトルを5℃の冷水に直接入れると、熱衝撃を受 け、ガラスにひびが入ったり、プラスチックが予期せぬ収縮を起こ したりする。トンネル内の温度は徐々に下げるべきである(例:ゾーン1 60℃、ゾーン2 40℃、ゾーン3 25℃)。ボトルの中心温度は、技術者が常に測定しておく必要がある。粘性液体は熱伝導性が悪いため、ボトル壁面の液体は急速に冷え、液体の中央部は破壊的に高温になる。ポンプ圧力、スプレーノズルの角度、コンベアの滞留時間は、迅速で均一な熱除去を保証するために計算されなければならない。
ニッチで難易度の高いホットフィル製品をマスターする
ホットフィル技術は、標準的なジュースやお茶をベースにしている。包装ラインの真の技術力は、多相または高粘度の材料を処理するために使用される場合にあります。
高温充填における微粒子の取り扱い
大きな微粒子を含む高酸性ソース、例えば唐辛子の種、ジャム中の果物の角切り、サルサ中の野菜の塊などを処理するには、特別な流体ハンドリングが必要である。通常の重力バルブや高速流量計では、微粒子をつぶしてしまうか、継続的なブリッジや目詰まりが発生します。

システムは、微粒子の完全性を確保するために、容積式ポンプまたはロータリーバルブピストン充填機を使用する必要がある。充填ノズルの口径は、最大の固形物の直径の2倍以上となるように設計すべきである。さらに、ホールディングタンク内の固体粒子の懸濁液を均質に保つことが重要である。攪拌が激しすぎると粒子が砕け、遅すぎると固形物が沈殿し、最初のボトルは液体のみ、最後のボトルは固形物のみとなる。このシステムは、加熱ホッパーに非常に調節された、低剪断力の掻き取り式表面攪拌機を備えていなければならない。
高粘度の課題を克服する
ケチャップ、濃縮シロップ、重いペーストなどは、熱浸透に深刻な問題を引き起こす。粘性は液体の対流にとって重大な障害となる。通常のプレート式熱交換器は、最初の加熱段階では使用できない。厚いペーストはプレート上で燃えてしまい、汚れの原因となり、生産が停止する。高粘度製品では、加熱された壁面から製品を物理的に拭き取り、焦げ付きを防止し、均一な温度分布を実現するために、管状または掻き取り式の表面熱交換器が必要となる。
充填段階では、粘性のある製品は動きにくいので、高圧空気圧またはサーボ駆動のピストンシリンダーを使って材料を容器に押し込む。充填速度はプロファイルされるべきである。高圧吐出は、ペーストの飛散とエアポケットの封じ込めをもたらす。閉じ込められた空気は不規則に膨張・収縮し、真空シールの精度を損ない、酸素を加えて腐敗を早める。充填機は、ノズルが容器の底に沈み、液面の上昇に正確に対応して上昇するボトムアップ充填方式を採用すべきである。
正しいホットフィルマシンの選び方
ホットフィル装置の調達 そのためには、機械的能力を長期的なビジネス戦略に合致させる必要がある。意思決定者は、仕様を確定する前に3つの重要なパラメータを評価しなければならない:
- そもそも、生産能力の調整は、現実的な業務効率(OEE)に基づいて行われるべきである。理論的な最高速度ではなく、熱力学的な能力を持つ必要があります。ラインの定格速度が毎分200本である場合、下流の冷却トンネルは、その特定の速度で熱を除去する熱力学的能力を持つべきである。
- 第二に、システムは将来の製品ロードマップをサポートすべきである。 薄い液体だけを目的に購入したマシンは、マーケティング部門が微粒子の多いソースを導入することになった場合、高いコストをかけて改造しなければならなくなる。複雑なマトリックスが予想される場合には、早い段階で容積式ピストン充填機とワイドボアロータリーバルブを指示する。
- 第三に、クリーン・イン・プレイス(政府間措置)システムである。 ホット・フィル・ラインは、粘着性の高い製品、糖度の高い製品、風味の強い製品の処理に使用される。手作業による洗浄手順では、ダウンタイムが長くなり、細菌汚染のリスクが高くなります。バッチ交換の間の完全なサニテーションを保証するために、検証された流量、薬液注入、温度記録を備えた、完全自動化されたPLC制御のCIP手順を要求する。
Levapackはどのように複雑なホットフィルパッケージングの課題を解決できるのか?
熱処理における最も重要な課題の一つは、高粘度製品や粒子の多いペーストを扱う際のライン効率を維持することである。薄い液体であれば標準的な装置で十分ですが、複雑なソースでは、バルブの詰まりや不規則な投入、熱の不均一性を防ぐために、精密に設計されたシステムが必要になります。これが、カスタマイズされた包装機械を提供するLevapack社が、生産のボトルネックを解消し、操業の信頼性を高めたい施設にとって戦略的な選択肢となる理由である。
濃厚なソースや塊状の調味料、粘性のあるペーストを処理する場合、標準的な充填機は熱応力や不正確な添加量に悩まされることが多い。 レバパック エンジニア 特殊なホットフィルソースパッケージングソリューション を開発しました。堅牢なピストン充填技術と頑丈な304/316ステンレス鋼を採用した当社の機械は、極端な温度や重い微粒子にも目詰まりすることなく難なく対応します。カスタムノズル構成から、1%以下の充填精度を実現する精密なサーボ駆動制御まで、PET、ガラス、缶にシームレスに適応する弾力性のある自動ラインを構築し、妥協のない製品の完全性と最大限の作業効率をお約束します。



