缶ラベルサイズの説明:正確な公式と機械公差
業務用飲料・食品パッケージの世界では、わずか1/8インチの計算ミスは単なる設計上の欠陥ではなく、生産上の致命的な失敗となります。クラフトビール醸造所であれ、スペシャルティコーヒーの焙煎所であれ、自動食品缶詰製造施設であれ、缶ラベルの寸法を推測することは、必然的に大量の材料廃棄、許容できない機械詰まり、ブランド美観の低下につながります。
デジタルのPDFプルーフから、スーパーマーケットの棚に並ぶ完璧な現物製品までの道のりには、隠れたエンジニアリングの罠が潜んでいます。半自動アプリケーターの機械的限界、ヒートトンネルによって引き起こされる深刻な物理的歪み、グローバルなアルミニウム供給チェーンの静かなシフトなどの変数は、標準的な「テンプレート」を即座に役立たなくする可能性があります。業界の包装規格は、このような要求を満たすために常に進化しています。
この包括的なテクニカルガイドは、素人的なデザインアドバイスを避け、パッケージングの工業的現実に直接飛び込みます。フラットロールラベルの正確な数式、シュリンクスリーブの構造的形状、不規則な缶の正確な測定方法、そして生産歩留まりを左右する重要なマシンエントリー公差を分解します。推測をやめて、不良品ゼロの製造のためにパッケージングのエンジニアリングを始めましょう。まずは、以下の究極のサイズチャートからご覧ください。
究極の缶ラベルサイズ表(飲料、食品、ジャー)
グラフィックデザインを実行したり、印刷業者に発注書を発行したりする前に、ベースライン寸法の枠組みを確立する必要があります。以下の参考マトリックスは、現在の 業界標準寸法 最も多く利用されている食品用金属缶、飲料用アルミ缶、ガラス瓶の場合。しかし、熟練した生産管理者なら誰でも知っているように、これらの数字は出発点であって、万能の保証ではない。
食品金属缶(3ピース構造)
#10缶
#303缶
#300缶
飲料用アルミ缶(2ピース構造)
16オンス・スタンダード
16オンス・スリーク
12オンス・スタンダード
12オンス・スリーク
8.4オンス・スリム
ガラス製メイソンジャー
16オンス・パイント
8オンス・ハーフパイント
現在、飲料新興企業が直面している最も危険な罠は、16オンス缶である。歴史的に、16オンス缶はほとんどすべて標準的なものだった。 211フォーマット.しかし、211の在庫が定期的に不足するため、多くの卸売業者や移動式缶詰工場では、211の代替品として、この缶詰を使用している。 207フォーマット(16オンス・スリーク).207の缶は、まったく同じ液量を保持するが、直径は明らかに狭く、高さは高くすることでそれを実現している。
標準的な211ラベル・テンプレート(幅8.125インチ)をやみくもに207スリーク缶に貼ると、物理的な重なりが生じます。余分な材料は、深刻なフラグ、ミスアライメントを引き起こし、即座にラベリング機械にジャムを引き起こします。印刷プルーフを承認する前に、貴社の搬入口に到着したブランク缶の正確な物理的SKUを確認する必要があります。
正しいラベルフォーマットの選択ロールラベルとシュリンクスリーブの比較
デジタルノギスに触れたり、円周率を計算したりする前に、材料プロセスを決定的に固定する必要があります。2Dの基材を円筒に巻き付けるのか、3Dのチューブを輪郭のある容器に収縮させるのかによって、基本的なジオメトリー、印刷方法、パッケージのサイズ決定に使用する数式はまったく異なります。
感圧ロールラベルと材料サバイバル
感圧(PS)ロールラベルは、中小規模の飲料・食品製造の基幹です。連続した剥離ライナーで提供されるこの二次元のシールは、複数のSKUを持つブランドにとって信じられないほどの柔軟性を提供し、迅速な風味の切り替えと比較的低い最小注文数量(MOQ)を可能にします。平面であるため、寸法を計算するのは簡単な平面幾何学に依存します。
マスターロールラベルの幅の公式
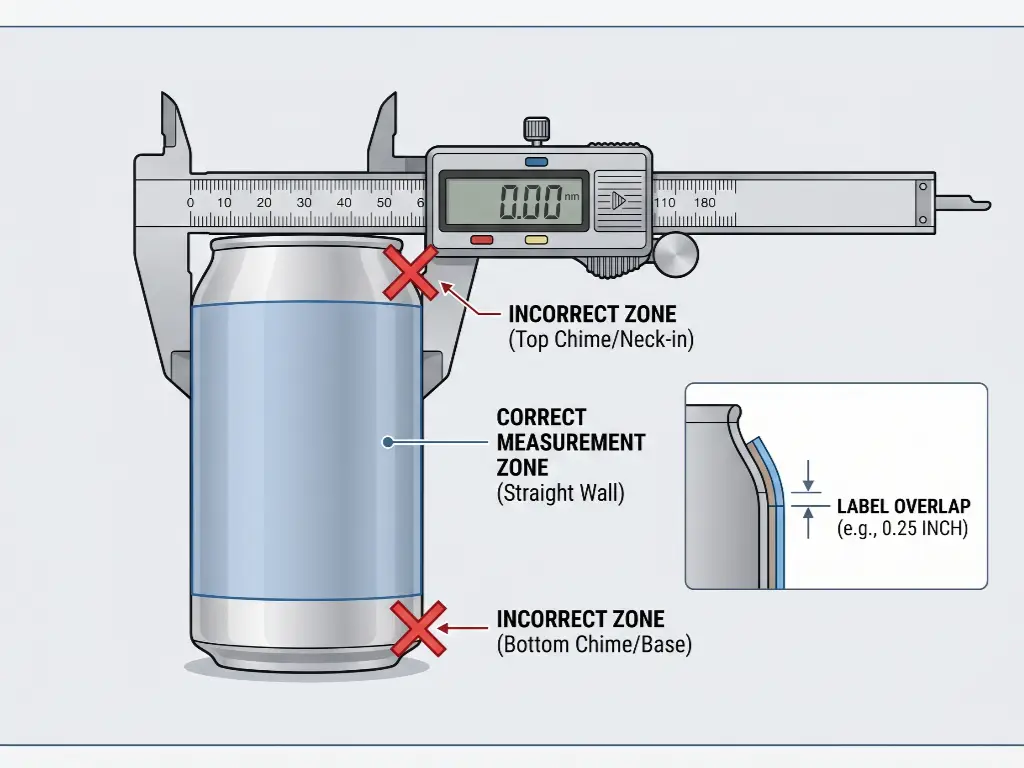
フラットラベルの幅=(実測外径×3.1416)+0.25″オーバーラップ
この計算式を正しく実行するには、工業用デジタルノギスを使って缶の外径を厳密に測定する必要がある。 真壁 セクションを参照してください。上部や下部のカーブの近くは測らないでください。その正確な直径に円周率(3.1416)をかけて、数学的に完璧な円周を求めます。最後に、オーバーラップを加えます。0.25インチ(1/4″)のオーバーラップが業界の絶対的なゴールデン・スタンダードです。このオーバーラップは、接着剤がラベルを所定の位置に固定し、それ自身のフェースストックをグリップする重要なアンカーポイントとして機能します。
しかし、完璧な数学的サイジングも、現実の世界で素材が崩壊してしまえば何の意味もない。新しいブランドにとって致命的な失敗点は、「アイス・バケツ・テスト」や標準的なコールドチェーン物流である。缶飲料を38°F(3℃)の業務用冷蔵庫から75°F(24℃)の周囲環境に移すと、即座に強力な結露が発生する。アルミ缶の外側は大量の汗をかきます。
一般的な紙ラベルを使用した場合、たとえ基本的なニスを塗ったものであっても、水は紙の繊維に浸透し、高級ブランドは数分以内に剥がれ落ち、パルプのような惨状に変わります。冷蔵や湿気にさらされる製品については、以下を指定する必要があります。 BOPP 素材を使用しています。白色BOPPまたは透明BOPPフィルムは、強力な防水アクリル粘着剤と重厚なUVラミネート(マットまたはグロス)との組み合わせにより、結露を完全にはじき、ブランド・アイデンティティが冷蔵庫から消費者の手に渡るまで無傷であることを保証します。
シュリンクスリーブ360度カバーと歪み率
ブランドが、容器の複雑なカーブにシームレスに適合し、360度、端から端までグラフィックをカバーする必要がある場合、シュリンクスリーブは究極のソリューションです。通常、以下の材料で製造されます。 PETG またはPVCフィルムで作られたこれらのスリーブは、平らに印刷され、連続したチューブに縫い合わされ、容器の上に落とされ、高度に制御された蒸気または放射熱トンネルを通り、金属に密着して収縮する。
円周率式はすぐに捨てる。 シュリンクスリーブは、標準的な幅と高さの寸法を使用しません。その代わりに、全く異なる2つの測定基準を使用して設計されています:
- レイフラット幅(LFW): スリーブを完全に平らにプレスしたときの幅。これは、缶の最も広い円周を取り、滑り公差(スリーブが缶の上をスムーズに滑ることができるように、通常は2~4mm)を加え、2で割ることによって計算されます。
- カットの長さ: ヒートトンネルを通過する前の未収縮スリーブの縦の長さ。フィルムは水平方向だけでなく垂直方向にも収縮するため(比率は異なるが)、カット長さは最終的な見た目の高さよりもわずかに長く設計する必要がある。
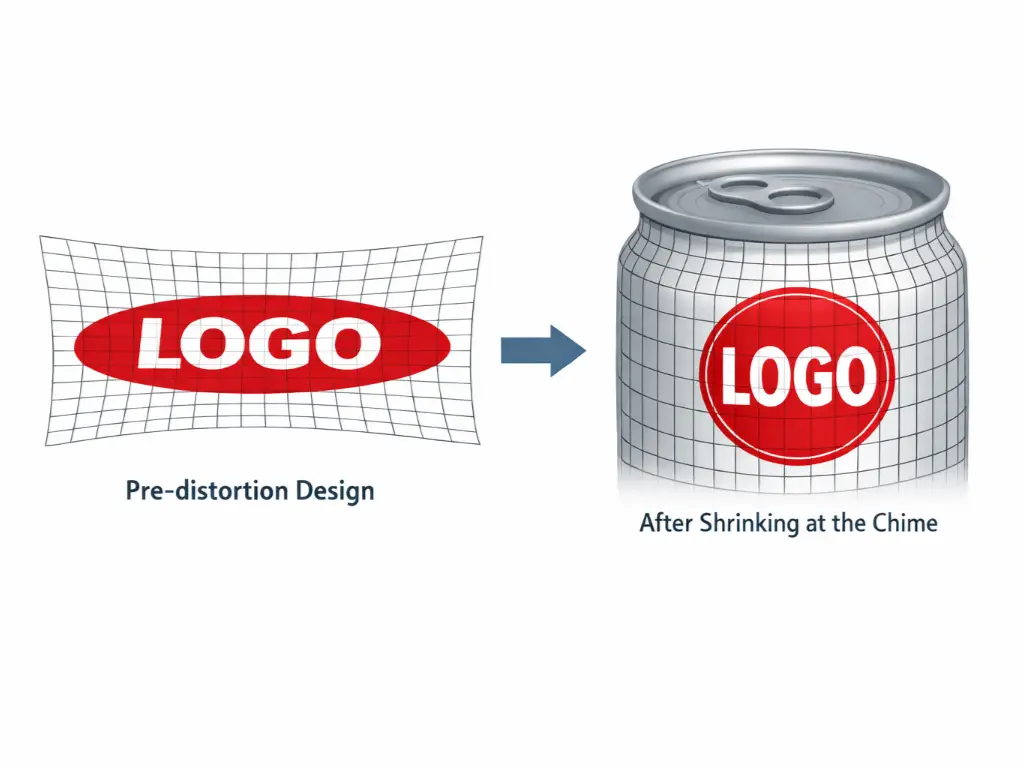
シュリンクスリーブのデザインで最も厳しいのは 歪み(収縮率).プラスチック・チューブは、缶の上部と下部にある内向きの激しいカーブ(「チャイム」または「ネックダウン」と呼ばれる部分)に沿うように積極的に収縮するため、印刷されたグラフィックは引っ張られて引き伸ばされます。フラットデザインファイルのチャイム付近に完全な円形のロゴを配置すると、ヒートトンネル後に醜く引き伸ばされた楕円形に変形してしまいます。プリプレスパッケージングエンジニアは、専門の3Dグリッドマッピングソフトウェアを利用し、アートワークを意図的に "プリディストーション "し、プラスチックが収縮した後、グラフィックが消費者の目に数学的に完璧に見えるようにしなければなりません。
カスタム缶や不規則な缶のラベルサイズの測り方
標準的な円筒形の飲料缶から一歩踏み出した瞬間、包装工学のルールは大きく変わる。長方形のランチョンミート缶、扁平な楕円形のシーフード缶、非常に先細りの工業用ペール缶など、特注の不規則な容器は、「円周を測って包む」という考え方では扱えません。幾何学的な鋭角や複雑な曲線に張力基材を適用することは、構造上の致命的な不具合を招きます。
角缶・平缶用パネルラベル
正方形や長方形の缶は、高級食用油、ランチョンミート、特 級茶によく使われるが、物理学的にユニークな課題がある。90度の四隅に1枚の連続したフルラップ感圧ラベルを貼ろうとすると、フィルムに激しい「記憶」張力が生じます。ラベル基材は当然、平らな状態に戻ろうとします。時間の経過とともに、あるいは出荷用カートンの中でちょっとした衝撃が加わったときに、この張力によってラベルが「フラッグ」-コーナーから激しく剥がれる-を起こすのです。
プロフェッショナルな解決策は、フルラップを完全に放棄し、それを利用することである。 フロント&バックパネルラベル 戦略(2枚の別々のデカール)。缶の平らな面を測定する場合、ラベルの幅は明確に以下のように止める必要があります。 以前 コーナー半径が始まる。不規則な包装の黄金律は、"狭い方が安全 "である。ラベルの端が平らな平面に完全に乗っていることを確認してください。ラベルの端が1ミリでも曲がったコーナーにはみ出ると、剥がれや摩擦によるダメージのための梃子となります。
シーフード缶用トップラベルと段ボールスリーブ
扁平な楕円形の缶は、高級イワシ、アンチョビ、キャビアなどの世界標準であるが、垂直方向の面積が著しく不足している。これらの缶の側壁の高さは1インチにも満たないことが多く、攻撃的で連続的な曲線を特徴としている。標準的な接着剤を使用して、FDA/USDAが義務付けている栄養成分表示、バーコード、ブランド表示をこのような微細な側壁に適合させることは物理的に不可能であり、法的にも不適合である。
このジオメトリーを克服するために、ブランドは2つの具体的な戦略を展開している:
- トップパネルのラベル: 正確に型抜きされたラベルで、ふたの凹んだ平らな部分にのみ貼られます。継ぎ目の内側リップを考慮して測定し、ラベルが金属の稜線に乗り上げることなく、平らな洗面ボウルにぴったりと収まるようにします。
- ダンボール・スリーブ: 最も高級で効果的なソリューション。接着剤の代わりに、厚紙スリーブが缶の外寸をすっぽり包み込みます。これを計算するには、上面、下面、両側壁の厚さの合計の長さを測り、さらに重要なこととして、工業用接着剤でスリーブの下を結合する部分に15mmの重なり代を加える必要があります。
テーパー缶用のプロフェッショナルなディラインの調達
テーパー缶や円錐缶(上部の直径が下部の直径より広いか狭い)は、究極のサイジングの課題です。先細りの3Dオブジェクトを2D平面に展開すると、長方形にはならず、数学的に正確な曲線の扇形(幾何学的フラストラム)が形成されます。
テーパー缶の唯一の許容可能なプロトコルは、容器メーカーに連絡し、公式のエンジニアリングCAD図面を要求することである。それが入手できない場合は、パッケージング・エンジニアがCADソフトを利用して容器をレーザースキャンし、誤差ゼロの正確な円錐形のディラインを数学的に生成しなければならない。
マシンの互換性巻き戻し方向とラベリング公差
美しくデザインされ、完璧に計算されたラベルも、工場の機械がそれを消化できなければまったく意味がありません。グラフィックデザイナーの画面から紡績生産ラインの現実への移行は、過酷な機械的制約をもたらします。ラベルがどのように配送され、機械がどのように貼付するのかを理解することが、オペレーション成功への最後の障壁となります。
ラベルロールの巻き戻し位置のデコード(#1~#8)
ロールラベルを購入すると、バラバラのシートとしてではなく、厚紙の芯(通常直径3インチ)にしっかりと巻かれて届きます。この芯から巻き出されるときのアートワークの特定の方向は、次のように知られています。 アンワインド・ディレクション.世界の包装業界は、ポジション#1からポジション#8までの標準化された数値システムを利用している。
ラベリング装置は硬直したシステムです。ラベルは、非常に特定の向きで供給されることが期待されています。大半の円筒缶ラベラーでは、機械は缶を垂直に回転させ、ラベルを水平に巻き付けます。これは 自動または半自動ラベリング機 基本的には ポジション #3(右エッジ先行) または ポジション #4(左端先行).
購買担当者がラベリングマシンのマニュアルをチェックせず、プリンターのデフォルト(多くの場合、ポジション#1、トップエッジリーディング)を受け入れると、結果は悲惨です。ラベルウェブは機械の機構に対して垂直に搬送される。横ラップ機にトップエッジリーディングロールを適用すると、光学センサーが即座に詰まるか、10万缶のラベルが完全に横向きになる。唯一の解決策は、生産を停止し、作業員を雇い、手作業で何マイルものラベルウェブを巻き戻すことである。
半自動ラベラーのロールエントリー公差
多くの中小企業は、どこにでもあるMT-30のような半自動卓上ラベラーを利用してパッケージングを始めている。費用対効果は高いが、これらの摩擦式ローラーマシンは機械公差が非常に厳しく、人為的な供給ミスの影響を非常に受けやすい。
0.25″オーバーラップ・テンション・リミット: 先に、0.25″(1/4″)のオーバーラップが最大許容基準であることを確認した。その理由は、機械のローラーにある。ラベルが缶に巻き付き、それ自体が重なると、BOPPフィルムと粘着剤の2層からなる微細な物理的「バンプ」ができます。オーバーラップが0.25″を超えると-例えば、0.5″に押し込むと、アプリケーターローラーはその延長された二重の厚い部分を長く握りすぎてしまいます。これは、ラベルの後端が下向きにねじれ、醜い渦巻きを引き起こす、深刻な張力差を作成します(誤登録)、あるいはフィルムの下に閉じ込められた大量の気泡。
チャイム・ハザードの境界線: ラベルの高さは、その範囲内に収まるように厳しく規制されなければならない。 ストレートウォール 缶のアルミ缶には「チャイム」または「ネックダウン」-缶胴が上蓋と下ドームで狭くなるカーブした移行部-があります。ラベルの上端/下端と金属カーブの始まりの間に、最低0.125″(1/8インチ)の視覚的安全ギャップを設ける必要があります。半自動ローラーが、平らで硬いBOPPラベルをカーブしたチャイムに押し付けようとすると、物理法則の定めにより、余分な材料は行き場を失います。即座に折り重なり、永久的かつ不可逆的なデッド・シワができ、製品の美的価値は完全に損なわれる。
精密オートメーションへのアップグレード
レバパック は、高性能な自動製缶・包装ソリューショ ンをグローバルな中小企業に提供することに全力を注いでいます。不安定なフリクション・ローラーを高度なサーボ駆動技術と2μmレベルの精密工学に置き換えることで、当社の自動ラベリングおよびシーム・システムは、人為的なしわや重なりの見当ずれを完全に根絶します。
私たちは、お客様のラインから出荷されるすべての缶詰が、消費者に完璧でプレミアムなブランドイメージを示すことを保証します。機械の公差と戦うのをやめて、生産量を拡大しましょう。



