包装ラインのアップグレード:伝導シールはまだ価値があるか?
今日の超競争的な製造業の状況において、 総合設備効率(OEE) 設備の収益性を左右するシーリングステーションは、重要なボトルネックとなり、顧客からのクレームの元凶となることがよくあります。設備をアップグレードする際、エンジニアや工場管理者は、従来のコスト効率の良さそうな「コンダクション・シーリング」にこだわるか、それとも高速の「コンダクション・シーリング」に移行するか、という典型的なジレンマに直面する。 誘導シーリング システム?伝導シーリングは、その単純な機械原理と初期設備投資の低さから、強力な足場を維持してきたが、最初の購入請求書から、現実の工場現場の5年間の操業台帳に焦点を移すと、評価マトリックスは大きく変わる。
最大スループットの限界、耐え難い切り替えのダウンタイム、材料のスクラップ率、毎日のメンテナンスに必要な集中的な手作業などを考慮した場合、伝導シーリングは現代のフレキシブルな製造ラインにおけるその地位を正当化できるのでしょうか?この包括的なエンジニアリングガイドでは、ベンダーの標準的な売り込み文句を排除し、伝導シーリングの根本的な物理的メカニズムを客観的に分析します。かけがえのないスイートスポットを探り、致命的なエンジニアリングの罠を暴き、この技術がお客様のパッケージング要件に適しているかどうかを判断するために必要なデータを提供します。
伝導シーリングとは?直接熱伝達のメカニズムを理解する
包装機械について十分な情報を得た上で決断を下すには、まず技術的なベースラインを明確にする必要がある。伝導シーリングは独自の「ブラックボックス」技術ではなく、基本的な熱力学の単純な応用である。その核心は、ポリマー層を溶かし、容器の開口部に接着させるための直接的で物理的な熱伝導に依存していることである。
伝導シーリングの4つの段階
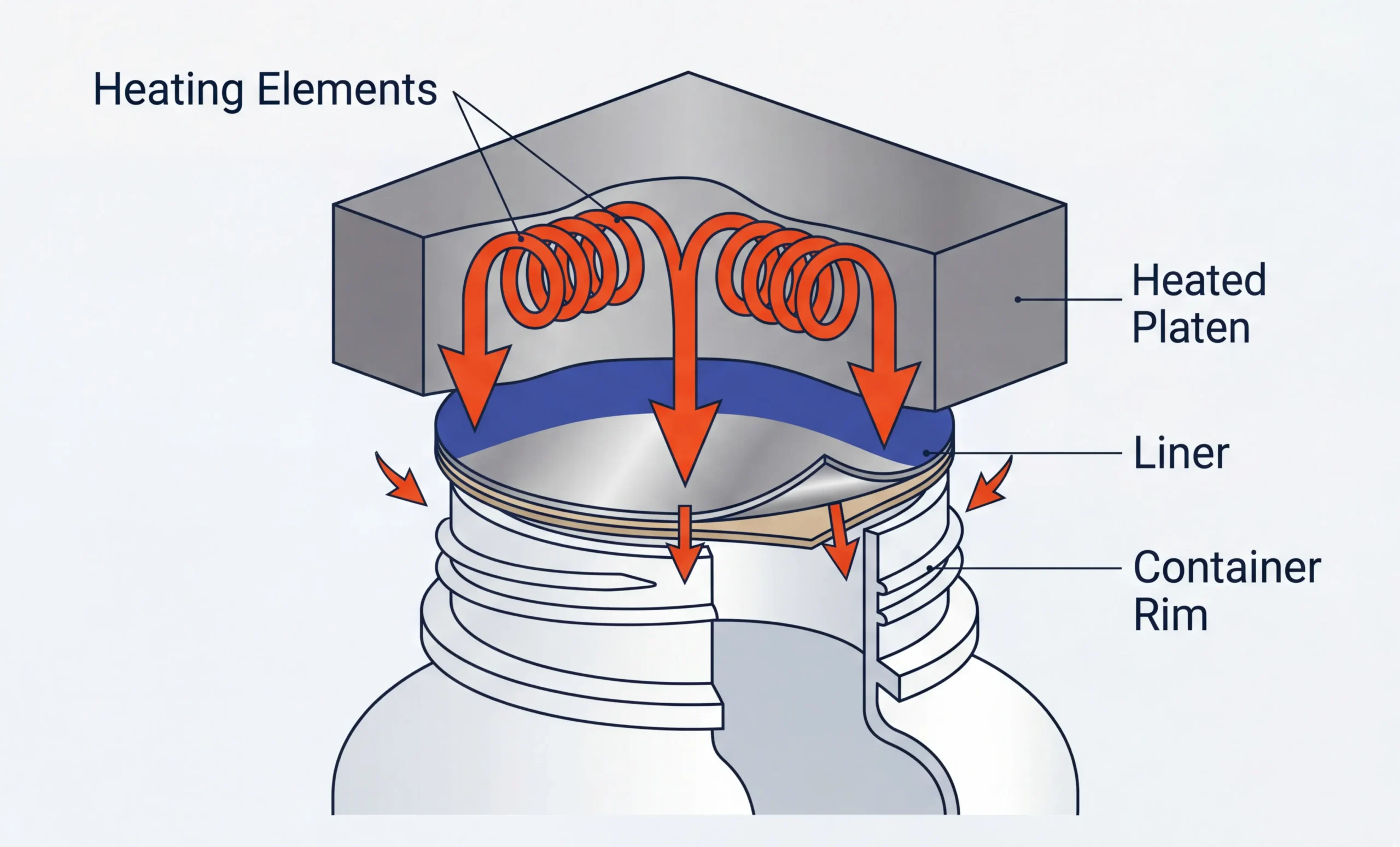
非接触シーリング方式とは異なり、コンダクションは機械と包装材との絶対的な物理的係合を必要とする。この作業の物理的な流れは、客観的に4つの段階に分けることができる:
- 発熱: 内部の電気ヒーターが連続的に熱エネルギーを発生させ、固体の金属プラテンの温度をあらかじめ決められた正確な設定点まで上昇させる。
- 物理的な作動: 機械式または空圧式のシリンダーが、加熱されたシーリングヘッドを下方に駆動し、容器の上部とシーリングライナーにしっかりと押し付ける。
- 熱転写: 熱エネルギーは高温の金属表面から直接伝わり、直接物理的接触によってシール材(ホイルや裏紙など)の外層を貫通する。
- ポリマーの溶融と硬化: 熱は下部のヒートシールポリマー層に達し、融点以上に上昇する。加熱されたヘッドが引っ込むと、ポリマーは急速に冷えて固化し、以下のような層が形成される。 ハーメチックシール を容器の唇に当てる。
このプロセスを理解することは、作戦を推進する3つの重要な変数の絶対的必要性を浮き彫りにする: 温度, 圧力そして 滞留時間.温度と圧力はある程度調整できる、 滞留時間-加熱されたヘッドがホイルに接触していなければならない実際の物理的時間は、物理学の避けられない法則である。ポリマーは天然の断熱材であるため、熱伝導は本質的に遅い。ほとんどの工業用途では、伝導シーラーは、信頼性の高い気密封止を達成するために1.0~3.0秒の物理的滞留時間を必要とします。
このことを身近な日常のシナリオで概念化するために、標準的なオフィスのラミネート機の操作や、家庭用アイロンを使ってTシャツに熱転写シールを貼ることを考えてみよう。熱したアイロンを布に当てるだけでは、糊の接着は期待できない。アイロンをしっかりと押し付け(圧力)、数秒間その状態を保ち(滞留時間)、熱を層に浸透させ、接着剤を溶かす(温度)必要があります。これら3つの要素のどれかが欠けると、接着は失敗します。直接的な物理的接触と十分な時間が、伝導性熱転写の譲れない前提条件です。
伝導シーリングと誘導シーリング:頭から頭までの技術比較
伝導シーリングと誘導シーリングの論争は、しばしば "どちらの機械が優れているか "という単純化されすぎた議論に還元される。しかし、工学的見地から言えば、どちらの技術も真空では本質的に優れていません。真の差別化要因は、それぞれの発熱メカニズムが、適切な応用シナリオをどのように規定するかにある。技術を客観的に分解することで、基本的な機械仕様からハイレベルなプロセス・アーキテクチャまで、議論を深めることができる。
発熱のメカニズム:外部加熱と内部加熱
この2つの技術の最も大きな違いは、熱エネルギーの流れの方向性である。
伝導シーリング(外部加熱)
確立されたように、伝導は "アウトサイド・イン "のプロセスである。それは 直接熱伝導.巨大な金属ブロックが高温に加熱され、その熱は包装材の最上層を通り、最下層の接着剤層に達するまで強制的に押し出される。熱源は完全に包装材の外部にある。
例え話だ: フライパンで卵を焼くように。熱はゆっくりと底の方から上へ伝わっていかなければならない。
インダクション・シーリング(内部加熱)
逆に、インダクションは "インサイド・アウト "のプロセスである。それは完全に 非接触 を利用した技術である。 電磁場.磁気波はプラスチック・キャップを無害に通過し、アルミニウム箔層内のみで渦電流を誘発し、ポリマー・コーティングを内側から溶かす。
例え話だ: 電子レンジで卵を加熱するのに似ている。エネルギーが直接内部の分子を励起し、急速な内部加熱を引き起こす。
生産速度とライン効率の限界
熱発生の基本的なメカニズムが大きく異なるため、高速生産ラインにおけるそれぞれの能力は、まったく異なる成層圏に存在する。滞留時間」という避けられない物理が、伝導システムのスループットに対する厳しい上限として作用する。
| メトリック(評価寸法) | 伝導シール | 誘導シーリング |
|---|---|---|
| 最高回線速度 | 低速から中速(通常30~60CPM/ヘッド) | 高~超高(簡単に100~300CPM以上) |
| 連続運転 | 間欠/ストップ・アンド・ゴー(物理的なプレスのためにコンテナを一時停止させる必要がある) | 連続/インライン (コンテナはコンベア上を途切れることなく移動します) |
| ウォームアップ/クールダウン時間 | 広範囲(重金属プラテンの加熱に30分以上必要) | 瞬時(ソリッドステートエレクトロニクスはウォームアップ不要) |
これらの仕様を現実の工場の数学に置き換えるために、標準的な8時間のシフトで1日100,000本のノルマを達成することを任務とする施設を考えてみよう。これには、約208本/分(CPM)の持続的な処理能力が必要である。
標準的な連続式インライン・シーラーであれば、この208CPMの要求を難なくこなすことができ、およそ1~2メートルのコンベア・スペースを必要とする。コンダクション・シーリングで全く同じ出力を達成するには、1.5秒の滞留時間の物理をごまかすことはできない。1つのコンダクション・ヘッドは最大でおよそ40CPMである。したがって、208CPMを達成するには、6~8台の個別シーリング・ステーションを含む、巨大なマルチヘッド回転式伝導システムに投資する必要がある。これは機械的な複雑さとメンテナンスの必要性を飛躍的に増大させるだけでなく、コンパクトな誘導コイル1個の出力に匹敵するために、非常に高価な工場の床面積を膨大に消費することになる。
真のROIを評価する:伝導システムにおけるCAPEX対OPEX
財務部門に機器の選択肢を提示する際、伝導シーリングはしばしば書類上では非常に魅力的に見える。しかし、資本的支出(CAPEX)のみに基づいて投資収益率(ROI)を評価することは、工場現場での長期的な操業上の出血を覆い隠す危険な罠である。コストを真に理解するには、運転経費(OPEX)を分析しなければならない。
初期設備投資(CAPEX)が低いという幻想
シングルヘッドの空気圧式コンダクションシーラーのベースマシン(ベアシャーシ)は、ソリッドステートの水冷式インダクションシーリングシステムよりもかなり安価であることは客観的な事実です。新興企業や少量生産で単一製品を生産する施設にとって、この参入障壁の低さは非常に魅力的です。
しかし、隠れたコストは必要な "ツーリング・エコシステム "にある。導通シーリングには カスタム加熱金型.メタル・ヘッドは容器のリップの直径と輪郭にぴったりと合っていなければ均等な圧力がかからないため、ボトルのサイズごとにCNCで精密に加工されたメタル・シーリング・ヘッドが必要になります。さらに、一定の作動は複雑な 空気圧システム (エアコンプレッサー、シリンダー、バルブ)は、継続的なメンテナンス、潤滑を必要とし、最終的には機械的な消耗による交換が必要となる。
伝導シーラーの購入は、安いインクジェットプリンターの購入に酷似している。プリンター本体には多額の補助金が出ていて安価だが、機械の寿命が尽きるまで、非常に高価な独自のインクカートリッジ(カスタムヒーティングダイ)を購入しなければならない。来年、製品ラインに5種類の新しいボトル形状が加われば、新たに5種類のカスタム加熱ブロックを委託購入しなければならない。
OEEキラー:金型交換とウォームアップの遅れ
特注金型のコストは痛手ですが、導通シールが製品切り替え時の機械稼働率に与える壊滅的な影響に比べれば微々たるものです。最近のコントラクト・パッケージングやアジャイル製造では、1日に何度も容器のサイズを切り替える必要があります。
標準的な導通ツーリング交換のタイムラインを厳密に分解してみよう:
- ステップ1:クールダウン(30~45分)。 既存の金属製ヒーターブロックは、200℃の灼熱状態にある。技術者が大やけどの危険を冒さずに安全にネジを外して取り外すには、マシンの電源を切って自然放熱させなければならない。
- ステップ2:物理的なツールの交換(10分)。 オペレーターは古いヘッドを外し、新しいカスタムダイの位置を合わせ、空圧アセンブリにロックする。
- ステップ3:ウォームアップとスタビライゼーション(30分)。 マシンの電源が入れ直される。高密度の新しい金属ブロックは、内部のPIDコントローラーが新しい目標温度で安定したことを確認するまで、ゆっくりと熱を吸収しなければならない。
- ステップ4:圧力校正(10分)。 新しいボトルの高さと新しい金型の厚みを考慮して、空気圧による下降ストロークを正確に再調整し、容器をつぶすことなく完璧な圧力を確保する必要があります。
このプロセスは、日常的に80分から95分の純粋なデッドタイムを消費する。さて、これを工場現場のサンドボックスシナリオに当てはめてみよう:ある工場では、非常にフレキシブルなスケジュールを実行しており、1日に3回の製品交換が必要である。コンダクション・マシンを使用している工場では、金属が熱くなったり冷めたりするのを待つだけで、毎日4時間以上の生産時間を犠牲にしている。ライン・ダウン・タイムのコスト(オペレーターの賃金、諸経費、生産利益の損失)を控えめに見積もって1時間当たり$500とすると、この "安い "伝導シーラーは毎日$2,000を消費していることになる。数ヶ月のうちに、法外なOPEXは完全にIHマシンを購入しないことによる初期CAPEXの節約を凌駕してしまう。
容器の互換性:コンダクションが唯一の選択肢である場合(そしてそれが失敗した場合)
操作上の欠点があるにもかかわらず、導通シーリングが時代遅れになったわけではないということは極めて重要である。というのも、極めて特殊な工学的シナリオにおいて、導通シールは のみ 実行可能な解決策である。逆に、導通シーリングの適用が絶対的な災いをもたらすシナリオもある。
スイートスポットフラットなダイヤフラム、異形、メタルキャップ
誘導は磁場とスクリューキャップに依存して機能するため、これらの前提条件がない用途では、伝導が文句なしの王者であり続けている。伝導シーリングの絶対的な領域には、以下のようなものがある:
- フラットダイアフラムシーリング(キャップレス): 最も典型的な例は、ヨーグルトカップ、シングルサーブコーヒーのポッド、インスタントラーメンのどんぶりだ。誘導中にホイルを押さえるスクリューキャップはない。加熱された金型が、あらかじめ型抜きされたホイルを裸の容器の縁に直接物理的に押し付けるため、ここでは伝導が必須となる。
- メタル・クロージャーの合計: 製品に無垢のスチールや厚いアルミキャップが使われている場合、誘導シーリングは物理的に不可能になります。金属キャップは電磁場を吸収し、キャップ自体を過熱し、ネジ山を溶かす可能性があります。金属製キャップに熱を通す唯一の方法は伝導です。
- 非円形と極端な奇形: 誘導コイルは、均一な円形または楕円形の磁界を発生させます。複雑で角のとがった四角い容器や、ユニークな形のノベルティボトルをシールする場合、渦電流が均等に分布せず、角の部分にコールドスポットや漏れが生じます。コンダクション・ダイは、どんな幾何学的形状にも完璧にマッチするように精密加工することができます。
スーパーマーケットの通路を歩いていて、ブリキの金属キャップが付いたスターバックスの高級ガラス・コーヒー・ボトルや、フィルム・シールが付いたユニークな形の冷蔵調理済みサラダ・ボウルを見かけたら、それは伝導技術の必要な応用を観察していることになる。

ガラスリップの公差の罠(リジッド同士の挑戦)
しかし、パンフレットではほとんど語られることのない重大な工学的盲点がある:それは、"剛体同士の接触 "の危険性である。これは特にガラス容器に導通シールを使おうとする場合に壊滅的な打撃を与える。
ガラス製造において、完璧に完璧な瓶は存在しない。フィニッシュ」(ガラス瓶の上蓋)には、もともと微細な起伏や寸法公差があり、それは1ミリの何分の一かの小さな丘や谷です。完全に平らで剛性の高い鋼鉄製の伝導ダイが、剛性が高くわずかに凹凸のあるガラス製リップに押し付けられると、物理学の法則は恐ろしいジレンマをもたらします。
空気圧の設定が低すぎると、硬い金属はガラスリップの「丘」にしか接触せず、「谷」はそのままになってしまう。その結果、熱伝導が不十分になり、溶融が不完全になり、微細な溝ができて、即座にマイクロリークや腐敗につながる。逆に、作業者が積極的に空気圧を高めて、凹凸のあるガラスに平らな金属を押し付け、隙間を塞ごうとすると、剛体対剛体の力は容器の構造的限界を容易に超えてしまい、製造ラインで直接、壊滅的なガラス破損につながる。伝導は莫大な物理的力を必要とするため、寸法公差の乏しい容器とは本質的に相性が悪い。
パラメータ制御:マイクロリークをゼロにするシーリングウインドウの最適化
キャップレス・デザート・タブやメタル・ラグ・キャップ付き製品など、特定の製品プロフィールが導通シールが唯一の道であることを示す場合、生き残るためには、機械の繊細なキャリブレーションをマスターすることが重要です。信頼性の高いプロセスを確立するには、ポリマーの挙動と熱力学を深く理解する必要があります。
黄金のトライアングルのバランスを取る時間、温度、圧力
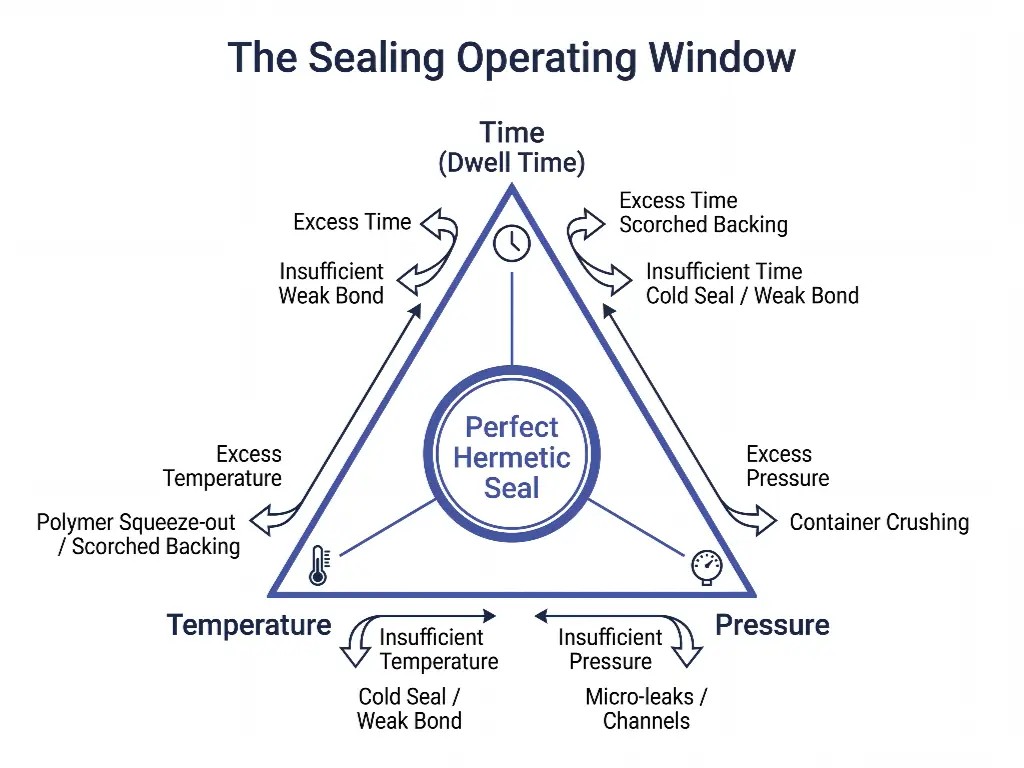
包装工学では、機械設定の許容範囲を "オペレーティング・ウィンドウ "と呼ぶ。伝導シールの場合、このウィンドウは時間、温度、圧力の厳密な相互作用によって定義されます。これら3つのパラメーターは表裏一体であり、他のパラメーターで補正することなしに、1つを変更することはできません。
経験の浅いラインオペレーターがよく犯す間違いは、単に温度ダイヤルを高くすることで、人為的に生産速度を上げようとする(滞留時間を短くする)ことです。これは、深刻なパラメータの不均衡を引き起こします。接着剤層はより速く溶けるかもしれませんが、過剰な熱はしばしば「焦げたバッキング」-ライナーの紙またはポリマー表層を焼き、バリア特性を破壊し、焼けた美観を作り出します-を引き起こします。さらに、過度の温度と高い圧力が組み合わさると、液状ポリマーがリップとホイルの間から激しく押し出される「スクイーズアウト」が発生し、金型を汚染し、弱く脆いシールにつながる厄介なストランドが発生する。
逆に、温度や圧力が不十分だと「コールド・シール」となり、ポリマーが粘着性を持つだけで容器材料との架橋に失敗し、抵抗なくシールを剥がすことができる。ゴールデントライアングルを見つけるには、包装資材の新しいロットごとに忍耐強く実証的なテストを行う必要がある。
熱源にライナーの素材を合わせる
購入するシーリング・ライナーの種類は、機械本体と同様に非常に重要です。熱勾配がまったく異なるため、ライナーの素材が熱伝導用に設計されていることを確認する必要があります。
ポリマーによって融点は大きく異なる。ポリエチレン(PE)は比較的簡単に溶けるが、ポリプロピレン(PP)やポリエチレンテレフタレート(PET)はかなり高い熱エネルギーを必要とする。調達チームにとっては重大な警告である: 余ったIHシーリング・ライナーをコンダクション・マシーンで使えると思わないこと。 誘導ライナーは、外側に放射される箔層から内部で熱を吸収するように設計されています。伝導ライナーは、200℃の金属プレートとの直接接触に耐え、溶けたり、ダイにくっついたり、破れたりしないように設計された特殊な耐熱性バッキングを必要とします。間違った材料を使用すると、加熱されたプラテンが直ちに汚染され、ラインを停止して大がかりな削り取りと洗浄を余儀なくされる。
エンジニアの意思決定マトリックスラインに適した技術を選択する
If-Then」決定マトリックス
結局のところ、シーリング技術の選択は、恣意的な好みや基本的な機械コストに基づいてはならず、特定の製品構造と運用目標に関する厳密なデータ主導の評価に基づいて行われるべきなのです。この複雑なエンジニアリングの選択を簡素化するために、このマトリックスをご活用ください:
- IF キャップレス容器(平らなダイヤフラム)、フルメタル・クロージャーを必要とするパッケージ、極端に丸くない幾何学的形状のパッケージ...。 次にコンダクション・シーリング は、あなたの必須、エンジニアリング・ソリューションです。
- IF 高速スループット(100CPM以上)が要求され、連続的なインライン運転が必要で、標準的なプラスチック・スクリュー・キャップを使用し、あるいは最大限のエネルギー効率が要求される施設。 次にインダクション・シーリング が、文句なしに優れた選択である。
広く受け入れられている専門家の経験則として:生産スケジュール上、1日に2回以上金型交換を行う必要がある場合、または品質管理基準で0.1%未満の欠陥/リーク公差が義務付けられている場合は、従来のシングルヘッド伝導装置の考えを直ちに捨て、包括的な専門家に相談する必要があります。 誘導シール機購入ガイド 高度に自動化された柔軟な生産ソリューションに予算を振り向けることができます。
しかし、多くの工場経営者が見落としている決定的な論理の飛躍があります。ひとつのシーリング・ステーションの温度、圧力、時間のパラメーターを際限なく微調整しているにもかかわらず、必要なOEEや不良率を達成できない場合、根本的な問題がシーリング・マシン自体にあることはほとんどありません。真のボトルネックは、ほとんどの場合、上流の充填と下流のシーリングが同期していないことにあります。これは特に高価値のオペレーションでは致命的です。粉塵爆発の危険性が高く、厳密な残留酸素管理が必要な粉体製品(乳児用粉ミルクやホエイプロテインなど)や、厳密なレトルト殺菌が必要なウェット食品(ペットフードや惣菜など)を加工している場合、シール機単体にこだわっても無駄です。このような複雑な製品では、防塵充填、真空窒素フラッシング、高信頼性シールが一体となった総合的なアプローチが必要です。
独自の容器が伝導を必要とするのか、それとも高速誘導に最適化できるのか、ご不明ですか?
パラメータを推測するのはやめましょう。お客様の容器や素材のサンプルを当社のパッケージング研究所にお送りください。包括的な密封テストを無料で実施し、お客様の生産ラインのための実行可能なロードマップを概説します。
チームへのお問い合わせ


