Meningkatkan Lini Pengemasan Anda: Apakah Penyegelan Konduksi Masih Layak?
Dalam lanskap manufaktur yang sangat kompetitif saat ini, Efektivitas Peralatan Keseluruhan (OEE) menentukan profitabilitas fasilitas, dan stasiun penyegelan sering kali muncul sebagai hambatan kritis dan penyebab di balik keluhan pelanggan yang mahal. Saat meningkatkan peralatan, para insinyur dan manajer pabrik menghadapi dilema klasik: tetap menggunakan "Penyegelan Konduksi" tradisional yang tampaknya hemat biaya atau beralih ke Penyegelan Induksi sistem? Meskipun penyegelan konduksi telah mempertahankan pijakan yang kuat karena prinsip mekanisnya yang sederhana dan pengeluaran modal awal yang rendah, matriks evaluasi berubah secara drastis ketika Anda mengalihkan fokus dari faktur pembelian awal ke buku besar operasional lima tahun di lantai pabrik.
Ketika Anda memperhitungkan batas hasil maksimum, waktu henti pergantian yang menyiksa, tingkat sisa material, dan tenaga kerja manual intensif yang diperlukan untuk pemeliharaan harian, apakah penyegelan konduksi masih membenarkan tempatnya di lini produksi modern dan fleksibel? Panduan teknik yang komprehensif ini menghilangkan promosi pemasaran vendor standar untuk menganalisis secara objektif mekanisme fisik yang mendasari penyegelan konduksi. Kami akan menjelajahi sweet spot yang tak tergantikan, mengungkap jebakan rekayasa yang fatal, dan memberi Anda data keras yang diperlukan untuk menentukan apakah teknologi ini masih cocok untuk kebutuhan pengemasan spesifik Anda.
Apa itu Penyegelan Konduksi? Memahami Mekanisme Perpindahan Panas Langsung
Untuk membuat keputusan yang tepat mengenai mesin pengemasan, pertama-tama kita harus menetapkan dasar teknis yang jelas. Penyegelan konduksi bukanlah teknologi "kotak hitam" yang eksklusif; melainkan aplikasi langsung dari termodinamika fundamental. Pada intinya, penyegelan konduksi bergantung pada transfer panas fisik langsung untuk melelehkan lapisan polimer dan mengikatnya ke bukaan wadah.
4 Tahap Penyegelan Konduksi
Tidak seperti metode penyegelan non-kontak, konduksi memerlukan keterlibatan fisik mutlak antara mesin dan bahan kemasan. Urutan fisik dari operasi ini dapat dibagi menjadi empat tahap yang berbeda:
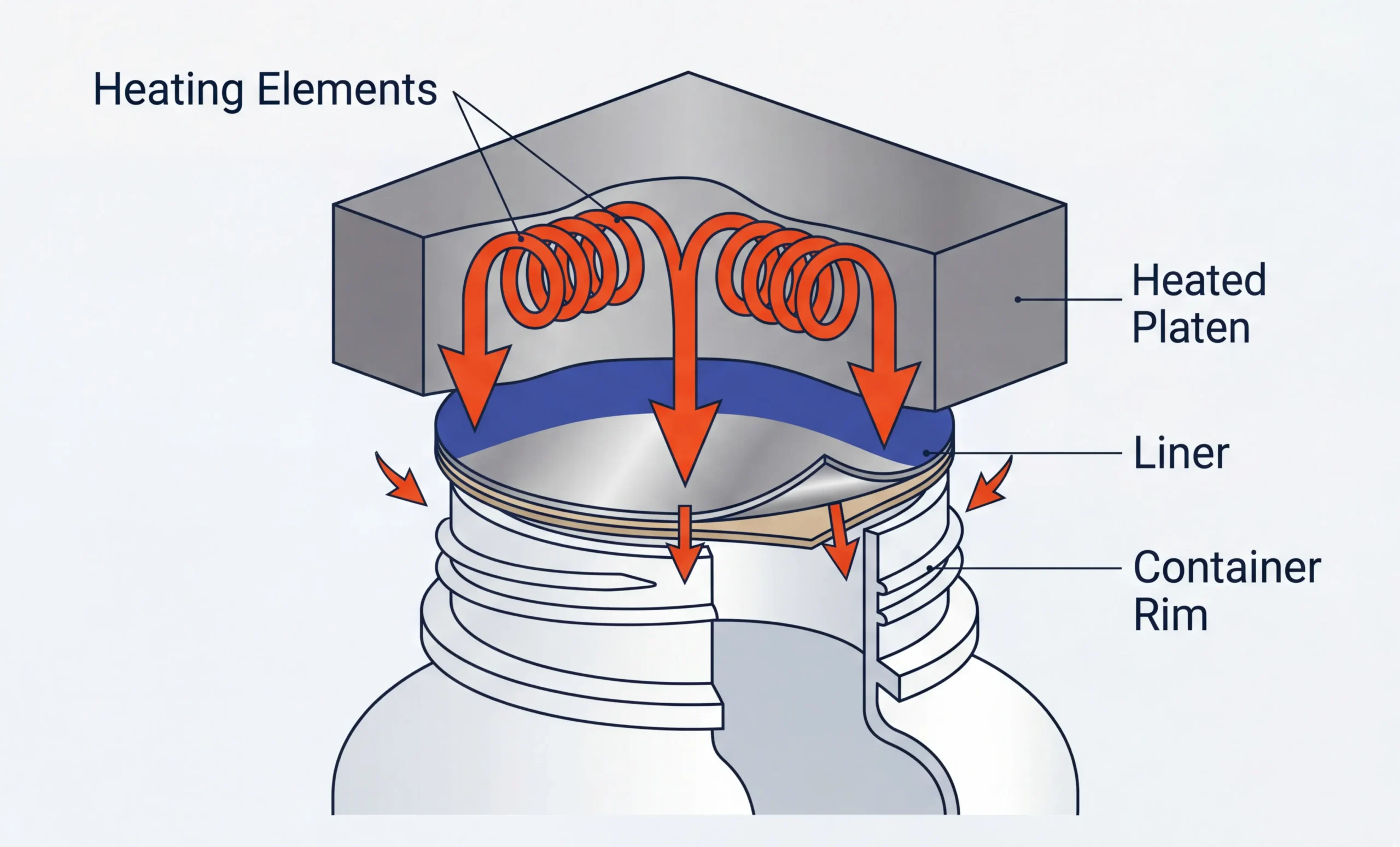
- Pembangkit Panas: Elemen pemanas listrik internal secara terus-menerus menghasilkan energi panas, menaikkan suhu pelat logam padat ke titik setel yang tepat dan telah ditentukan sebelumnya.
- Aktuasi Fisik: Silinder mekanis atau pneumatik menggerakkan kepala penyegelan yang dipanaskan ke bawah, menekannya dengan kuat ke bagian atas wadah dan lapisan penyegelan.
- Transfer Termal: Energi panas bergerak langsung dari permukaan logam panas, menembus lapisan luar bahan penyekat (seperti foil atau kertas pelapis) melalui kontak fisik langsung.
- Peleburan dan Pengawetan Polimer: Panas mencapai lapisan polimer segel panas bagian bawah, menaikkannya di atas titik lelehnya. Setelah kepala yang dipanaskan menarik kembali, polimer dengan cepat mendingin dan mengeras, membentuk segel kedap udara dengan bibir wadah.
Memahami proses ini menyoroti kebutuhan mutlak dari tiga variabel penting yang mendorong operasi: Suhu, Tekanandan Waktu Tinggal. Sementara suhu dan tekanan agak dapat disesuaikan, Waktu Tinggal-durasi fisik aktual kepala yang dipanaskan harus tetap bersentuhan dengan foil-adalah hukum fisika yang tidak dapat dihindari. Karena polimer adalah isolator termal alami, perpindahan panas pada dasarnya lambat. Dalam sebagian besar aplikasi industri, sealer konduksi membutuhkan waktu tunggu fisik antara 1,0 hingga 3,0 detik untuk mencapai segel kedap udara yang andal.
Untuk mengonseptualisasikan hal ini dalam skenario sehari-hari yang sudah dikenal, pertimbangkan pengoperasian mesin laminasi kantor standar atau menggunakan setrika rumah tangga untuk mengaplikasikan stiker transfer panas pada t-shirt. Anda tidak bisa begitu saja mengetuk setrika panas pada kain dan berharap lem akan merekat. Anda harus menekan setrika dengan kuat (Tekanan) dan menahannya di sana selama beberapa detik (Waktu Diam) untuk memungkinkan panas menembus lapisan dan melelehkan perekat (Suhu). Jika salah satu dari ketiga elemen ini tidak ada, maka ikatan akan gagal. Kontak fisik langsung dan waktu yang cukup adalah prasyarat yang tidak dapat dinegosiasikan untuk transfer panas konduktif.
Penyegelan Konduksi vs Induksi: Perbandingan Teknis Secara Langsung
Perdebatan antara penyegelan konduksi dan induksi sering kali direduksi menjadi argumen yang terlalu disederhanakan, yaitu "mesin mana yang lebih baik." Namun, dari sudut pandang teknik, tidak ada teknologi yang secara inheren lebih unggul dalam ruang hampa. Pembeda yang sebenarnya terletak pada bagaimana mekanisme pembangkitan panas masing-masing menentukan skenario aplikasi yang sesuai. Dengan mendekonstruksi teknologi secara objektif, kami meningkatkan diskusi dari spesifikasi mesin dasar ke arsitektur proses tingkat tinggi.
Mekanisme Pembangkitan Panas: Pemanasan Eksternal vs Pemanasan Internal
Perbedaan yang paling besar di antara kedua teknologi ini adalah aliran energi panas yang terarah.
Penyegelan Konduksi (Pemanasan Eksternal)
Seperti yang telah ditetapkan, konduksi adalah proses "luar-dalam". Ini bergantung pada konduksi termal langsung. Blok logam besar dipanaskan hingga mencapai suhu tinggi, dan panas tersebut secara paksa didorong melalui lapisan atas bahan kemasan sampai mencapai lapisan perekat di bagian bawah. Sumber panas sepenuhnya berada di luar kemasan.
Analogi: Seperti memasak telur dalam wajan. Panas harus secara perlahan-lahan berpindah ke atas melalui bagian bawah.
Penyegelan Induksi (Pemanasan Internal)
Sebaliknya, induksi adalah proses "dari dalam ke luar". Ini adalah proses yang sepenuhnya non-kontak teknologi yang memanfaatkan Medan Elektromagnetik. Gelombang magnetik melewati tutup plastik secara tidak berbahaya dan menginduksi arus eddy secara eksklusif di dalam lapisan aluminium foil, melelehkan lapisan polimer dari dalam.
Analogi: Mirip dengan memanaskan telur dalam microwave. Energi secara langsung menggairahkan molekul di dalamnya, menyebabkan pemanasan internal yang cepat.
Batas Kecepatan Produksi dan Efisiensi Lini
Karena mekanisme dasar pembangkitan panas sangat berbeda, kemampuan masing-masing pada lini produksi berkecepatan tinggi ada di stratosfer yang sama sekali berbeda. Fisika yang tak terhindarkan dari "Waktu Dwell" bertindak sebagai batas atas yang keras pada hasil sistem konduksi.
| Metrik (Dimensi Evaluasi) | Penyegelan Konduksi | Penyegelan Induksi |
|---|---|---|
| Kecepatan Jalur Maksimum | Lambat hingga Sedang (Biasanya 30 - 60 CPM per kepala) | Tinggi hingga Sangat Tinggi (Mudah 100 - 300+ CPM) |
| Operasi Berkelanjutan | Intermiten/Stop-and-Go (Memerlukan wadah untuk berhenti sejenak untuk penekanan fisik) | Kontinu/Inline (Kontainer bergerak tanpa gangguan pada konveyor) |
| Waktu Pemanasan / Pendinginan | Ekstensif (Membutuhkan 30+ menit untuk memanaskan pelat logam berat) | Seketika (Elektronik solid-state tidak memerlukan pemanasan) |
Untuk menerjemahkan spesifikasi ini ke dalam matematika pabrik dunia nyata, pertimbangkan sebuah fasilitas yang ditugaskan untuk memenuhi kuota harian 100.000 botol selama 8 jam kerja. Hal ini membutuhkan hasil produksi yang berkelanjutan sekitar 208 Kontainer Per Menit (CPM).
Sealer induksi inline kontinu standar dapat menangani persyaratan 208 CPM ini dengan mudah, memakan ruang konveyor sekitar satu hingga dua meter. Untuk mencapai hasil yang sama persis dengan menggunakan penyegelan konduksi, fisika waktu tunggu 1,5 detik tidak dapat ditipu. Sebuah kepala konduksi tunggal maksimal sekitar 40 CPM. Oleh karena itu, untuk mencapai 208 CPM, fasilitas tersebut perlu berinvestasi dalam sistem konduksi rotari multi-kepala yang besar yang berisi 6 hingga 8 stasiun penyegelan individu. Hal ini tidak hanya secara eksponensial meningkatkan kompleksitas mekanis dan persyaratan perawatan, tetapi juga menghabiskan banyak ruang lantai pabrik yang sangat mahal hanya untuk menyamai output dari satu koil induksi yang ringkas.
Mengevaluasi ROI yang sebenarnya: CAPEX vs OPEX dalam Sistem Konduksi
Saat mempresentasikan opsi peralatan kepada departemen keuangan, penyegelan konduksi sering kali terlihat sangat menarik di atas kertas. Namun, mengevaluasi Pengembalian Investasi (ROI) hanya berdasarkan Pengeluaran Modal (CAPEX) adalah jebakan berbahaya yang menutupi pendarahan operasional jangka panjang di lantai pabrik. Untuk benar-benar memahami biaya, kita harus menganalisis Pengeluaran Operasional (OPEX).
Ilusi Belanja Modal Awal yang Rendah (CAPEX)
Ini adalah fakta obyektif bahwa mesin dasar (sasis kosong) dari sealer konduksi pneumatik satu kepala secara signifikan lebih murah daripada sistem penyegelan induksi berpendingin air yang solid-state. Untuk startup atau fasilitas yang menjalankan satu produk dengan volume rendah, penghalang masuk yang rendah ini sangat menarik.
Namun demikian, biaya tersembunyi terletak pada "ekosistem perkakas" yang diperlukan. Penyegelan konduksi membutuhkan Pemanasan Khusus Mati. Karena kepala logam harus benar-benar sesuai dengan diameter dan kontur bibir wadah yang tepat untuk memberikan tekanan yang merata, setiap ukuran botol yang berbeda memerlukan kepala penyegelan logam yang dikerjakan dengan mesin CNC secara tepat. Selain itu, aktuasi konstan bergantung pada kompleksitas Sistem Pneumatik (kompresor udara, silinder, dan katup) yang memerlukan perawatan, pelumasan, dan penggantian yang berkelanjutan karena keausan mekanis.
Membeli sealer konduksi sangat mirip dengan membeli printer inkjet yang murah. Printer itu sendiri sangat disubsidi dan tidak mahal, tetapi Anda dipaksa untuk membeli kartrid tinta yang sangat mahal dan eksklusif (cetakan pemanas khusus) selama sisa masa pakai mesin. Jika lini produk Anda berkembang untuk menyertakan lima bentuk botol baru tahun depan, Anda harus memesan dan membeli lima blok pemanas khusus yang baru.
Pembunuh OEE: Pergantian Perkakas dan Penundaan Pemanasan
Meskipun biaya cetakan khusus memang mahal, namun hal itu tidak seberapa jika dibandingkan dengan dampak buruk yang ditimbulkan oleh penyegelan konduksi terhadap waktu kerja mesin selama pergantian produk. Dalam pengemasan kontrak modern atau manufaktur lincah, lini mungkin perlu mengganti ukuran wadah beberapa kali sehari.
Mari kita uraikan secara rinci garis waktu pergantian perkakas konduksi standar:
- Langkah 1: Pendinginan (30 - 45 Menit). Blok pemanas logam yang ada saat ini berada pada suhu 200°C. Sebelum teknisi dapat dengan aman membuka dan melepasnya tanpa berisiko mengalami luka bakar yang parah, mesin harus dimatikan dan dibiarkan membuang panas secara alami.
- Langkah 2: Pertukaran Perkakas Fisik (10 Menit). Operator membuka baut head lama, menyelaraskan cetakan khusus yang baru, dan menguncinya ke dalam rakitan pneumatik.
- Langkah 3: Pemanasan dan Stabilisasi (30 Menit). Mesin dinyalakan kembali. Blok logam baru yang padat harus menyerap panas secara perlahan hingga pengontrol PID internal mengonfirmasi bahwa ia telah stabil pada suhu target yang baru.
- Langkah 4: Kalibrasi Tekanan (10 Menit). Gerakan pneumatik ke bawah harus disesuaikan kembali secara tepat untuk memperhitungkan tinggi botol baru dan ketebalan cetakan baru, memastikan tekanan yang sempurna tanpa menghancurkan wadah.
Proses ini secara rutin menghabiskan antara 80 hingga 95 menit waktu mati murni. Sekarang, terapkan hal ini pada skenario kotak pasir di lantai pabrik: Sebuah fasilitas menjalankan jadwal yang sangat fleksibel, membutuhkan 3 pergantian produk per hari. Dengan menggunakan mesin konduksi, pabrik mengorbankan lebih dari 4 jam waktu produksi setiap hari hanya untuk menunggu logam menjadi panas dan dingin. Jika biaya gabungan dari waktu henti lini (upah operator, overhead, dan keuntungan produksi yang hilang) diperkirakan secara konservatif sebesar $500 per jam, sealer konduksi "murah" ini secara aktif membakar $2.000 setiap hari. Dalam beberapa bulan yang singkat, OPEX yang terlalu tinggi benar-benar melampaui penghematan CAPEX awal karena tidak membeli mesin induksi.
Kompatibilitas Wadah: Ketika Konduksi adalah Satu-satunya Pilihan (dan Ketika Gagal)
Terlepas dari kekurangan operasional, sangat penting untuk menyatakan bahwa penyegelan konduksi tidak ketinggalan zaman. Teknologi ini tetap menjadi teknologi yang vital karena, dalam skenario rekayasa tertentu yang sangat spesifik, ini adalah hanya solusi yang layak. Sebaliknya, ada skenario di mana menerapkan penyegelan konduksi adalah resep untuk bencana mutlak.
Titik Manis: Diafragma Datar, Bentuk Ganjil, dan Tutup Logam
Karena induksi bergantung pada medan magnet dan tutup sekrup untuk berfungsi, konduksi tetap menjadi juara yang tak terbantahkan dalam aplikasi yang tidak memiliki prasyarat ini. Domain absolut dari penyegelan konduksi meliputi:
- Penyegelan Diafragma Datar (Tanpa Tutup): Contoh yang paling klasik adalah cangkir yogurt, cangkir kopi satu porsi, atau mangkuk mie instan. Tidak ada tutup sekrup untuk menahan foil selama induksi. Konduksi wajib dilakukan di sini, karena cetakan yang dipanaskan secara fisik menekan foil yang sudah dipotong sebelumnya, langsung ke pinggiran wadah kosong.
- Penutupan Logam Total: Jika produk Anda menggunakan tutup baja padat atau tutup aluminium tebal, penyegelan induksi secara fisik tidak mungkin dilakukan. Tutup logam akan menyerap medan elektromagnetik, memanaskan tutup itu sendiri dan berpotensi melelehkan ulir, sementara medan magnet gagal mencapai liner di dalamnya. Konduksi adalah satu-satunya cara untuk menggerakkan panas melalui penutup logam.
- Bentuk Tidak Bulat dan Bentuk Ganjil yang Ekstrim: Kumparan induksi menghasilkan medan magnet melingkar atau elips yang seragam. Jika Anda menyegel wadah persegi yang rumit dan bersudut tajam atau botol baru yang berbentuk unik, arus pusar tidak akan terdistribusi secara merata, yang menyebabkan titik-titik dingin dan kebocoran di sudut-sudutnya. Cetakan konduksi dapat dibuat secara presisi agar sesuai dengan profil geometris apa pun.
Ketika Anda berjalan menyusuri lorong supermarket dan melihat botol kopi kaca Starbucks premium dengan tutup logam pelat timah, atau mangkuk salad siap saji yang didinginkan dan berbentuk unik dengan segel film, Anda sedang mengamati penerapan teknologi konduksi yang diperlukan.

Jebakan Toleransi Bibir Kaca (Tantangan Kaku-ke-Kaku)
Namun demikian, ada titik buta teknik yang parah yang jarang dibahas dalam brosur: Bahaya "Kontak Kaku-ke-Kaku". Hal ini khususnya sangat merusak apabila mencoba menggunakan penyegelan konduksi pada wadah kaca.
Dalam pembuatan gelas, tidak ada botol yang sempurna tanpa cacat. "Lapisan akhir" (bibir penutup atas botol kaca) secara inheren mengandung undulasi mikroskopis dan toleransi dimensi-bukit dan lembah kecil yang berukuran sepersekian milimeter. Apabila cetakan konduksi baja yang rata dan kaku menekan bibir kaca yang kaku dan agak tidak rata, maka hukum fisika menghadirkan dilema yang mengerikan.
Jika tekanan pneumatik diatur terlalu rendah, logam yang kaku hanya akan bersentuhan dengan "bukit" bibir kaca, sehingga "lembah" tidak tersentuh. Hasilnya adalah perpindahan panas yang tidak mencukupi, peleburan yang tidak sempurna, dan saluran mikroskopis yang menyebabkan kebocoran dan pembusukan mikro secara langsung. Sebaliknya, jika operator secara agresif meningkatkan tekanan pneumatik untuk memaksa logam rata terhadap kaca yang tidak rata untuk menutup celah-celah tersebut, gaya kaku-ke-kaku dengan mudah melebihi batas struktural wadah, yang mengakibatkan kerusakan kaca yang dahsyat secara langsung di jalur produksi. Karena konduksi membutuhkan kekuatan fisik yang sangat besar, konduksi pada dasarnya tidak cocok untuk kontainer dengan toleransi dimensi yang buruk.
Kontrol Parameter: Mengoptimalkan Jendela Penyegelan untuk Kebocoran Mikro Nol
Jika profil produk spesifik Anda-seperti bak pencuci mulut tanpa tutup atau produk dengan tutup lug logam-menentukan bahwa penyegelan konduksi adalah satu-satunya jalan ke depan, kelangsungan hidup Anda bergantung pada penguasaan kalibrasi mesin yang rumit. Menetapkan proses yang andal membutuhkan pemahaman yang mendalam tentang perilaku polimer dan dinamika termal.
Menyeimbangkan Segitiga Emas: Waktu, Suhu, dan Tekanan
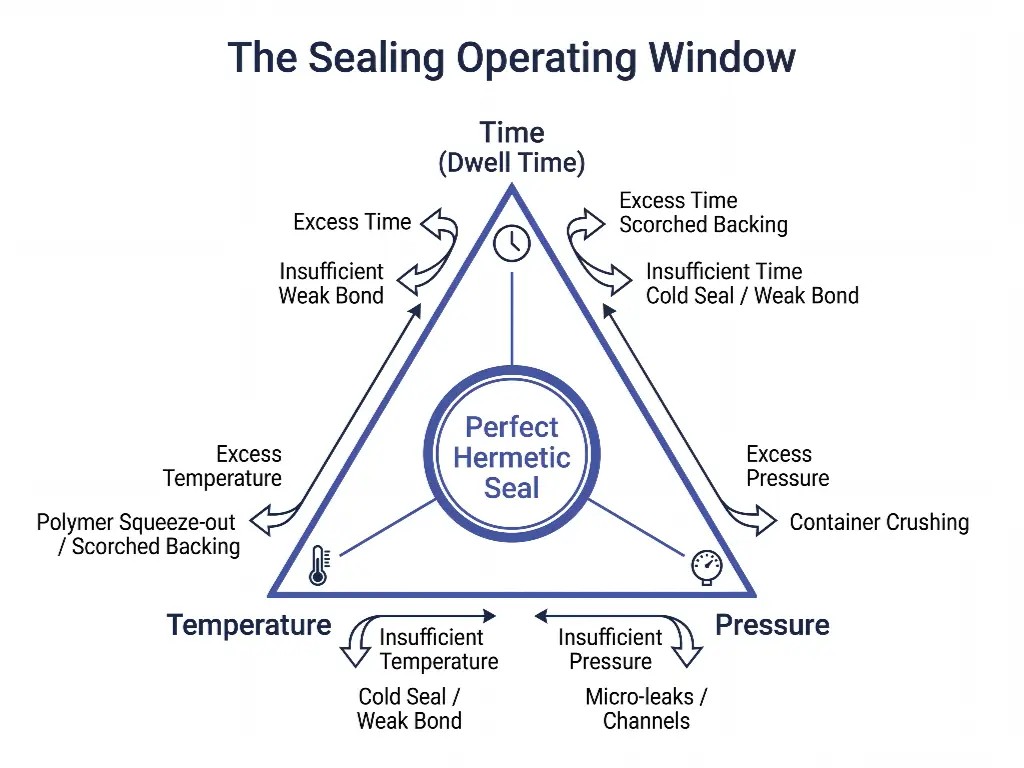
Dalam teknik pengemasan, kami mengacu pada kisaran pengaturan mesin yang dapat diterima sebagai "Jendela Operasi." Untuk penyegelan konduksi, jendela ini ditentukan oleh interaksi yang ketat antara Waktu, Suhu, dan Tekanan. Ketiga parameter ini terkait erat; Anda tidak dapat mengubah salah satunya tanpa mengimbangi dengan yang lain.
Kesalahan umum yang dilakukan oleh operator lini yang tidak berpengalaman adalah mencoba meningkatkan kecepatan produksi secara artifisial (mengurangi Dwell Time) hanya dengan memutar tombol Suhu lebih tinggi. Hal ini menyebabkan ketidakseimbangan parameter yang parah. Meskipun lapisan perekat mungkin meleleh lebih cepat, panas yang berlebihan sering menyebabkan "Scorched Backing" - membakar kertas atau lapisan atas polimer liner, menghancurkan sifat penghalang dan menciptakan estetika yang terbakar. Selain itu, Suhu yang berlebihan dikombinasikan dengan Tekanan tinggi menyebabkan "Squeeze-out," di mana polimer cair didorong keluar dengan keras dari antara bibir dan foil, menciptakan untaian yang berantakan yang mengotori cetakan perkakas dan menyebabkan segel yang lemah dan rapuh.
Sebaliknya, suhu atau tekanan yang tidak mencukupi akan menyebabkan "Segel Dingin", di mana polimer hanya menjadi lengket tetapi gagal menyatu dengan bahan kemasan, sehingga segel dapat terkelupas tanpa hambatan. Menemukan segitiga emas membutuhkan kesabaran dan pengujian empiris untuk setiap batch baru bahan kemasan.
Mencocokkan Bahan Liner dengan Sumber Panas
Jenis lapisan penyegelan yang Anda beli sama pentingnya dengan mesin itu sendiri. Karena gradien termal sangat berbeda, Anda harus memastikan bahan pelapis Anda secara eksplisit dirancang untuk panas konduktif.
Polimer yang berbeda memiliki titik leleh yang sangat berbeda. Polietilena (PE) meleleh dengan relatif mudah, sedangkan Polipropilena (PP) dan Polietilena Tereftalat (PET) membutuhkan energi panas yang jauh lebih tinggi. Peringatan penting bagi tim pengadaan: Jangan pernah berasumsi bahwa Anda dapat menggunakan liner penyegelan induksi sisa dalam mesin konduksi. Liner induksi dirancang untuk menyerap panas secara internal dari lapisan foil yang memancar ke luar. Liner konduksi memerlukan lapisan tahan panas khusus yang dirancang untuk menahan kontak langsung dengan pelat logam 200 ° C tanpa meleleh, menempel pada cetakan, atau robek. Menggunakan bahan yang salah akan mengakibatkan kontaminasi langsung pada pelat yang dipanaskan, memaksa saluran berhenti untuk pengikisan dan pembersihan yang ekstensif.
Matriks Keputusan Insinyur: Memilih Teknologi yang Tepat untuk Lini Anda
Matriks Keputusan "Jika-Maka"
Pada akhirnya, pilihan teknologi penyegelan tidak boleh didasarkan pada preferensi sewenang-wenang atau biaya alat berat dasar, tetapi lebih pada penilaian yang kaku dan berdasarkan data dari arsitektur produk spesifik dan tujuan operasional Anda. Untuk menyederhanakan pilihan teknik yang kompleks ini, gunakan matriks ini:
- JIKA kemasan Anda melibatkan wadah tanpa tutup (diafragma datar), membutuhkan penutup logam penuh, atau menggunakan bentuk geometris non-bulat yang ekstrem... MAKA Penyegelan Konduksi adalah solusi wajib Anda yang direkayasa.
- JIKA fasilitas Anda menuntut throughput berkecepatan tinggi (>100 CPM), memerlukan operasi inline yang berkelanjutan, menggunakan tutup sekrup plastik standar, atau menuntut efisiensi energi maksimum... MAKA Penyegelan Induksi adalah pilihan superior yang tak terbantahkan.
Sebagai Aturan Pakar yang diterima secara luas: Jika jadwal produksi Anda menentukan bahwa lini Anda harus menjalani pergantian perkakas lebih dari dua kali per hari, atau jika standar kontrol kualitas Anda mengamanatkan toleransi cacat/kebocoran kurang dari 0,1%, Anda harus segera meninggalkan gagasan peralatan konduksi satu kepala tradisional dan berkonsultasi dengan Panduan Membeli Mesin Penyegel Induksi untuk mengarahkan anggaran Anda ke solusi produksi yang sangat otomatis dan fleksibel.
Namun, ada lompatan logika penting yang dilewatkan oleh banyak manajer pabrik. Ketika Anda mendapati diri Anda tanpa henti mengubah parameter suhu, tekanan, dan waktu dari satu stasiun penyegelan, namun Anda masih tidak dapat mencapai OEE atau tingkat cacat yang Anda butuhkan, masalah yang mendasarinya jarang terjadi pada mesin penyegelan itu sendiri. Hambatan yang sebenarnya hampir selalu terletak pada kurangnya sinkronisasi antara pengisian hulu dan penyegelan hilir. Hal ini sangat penting untuk operasi bernilai tinggi. Jika Anda memproses produk bubuk sensitif (seperti susu formula bayi atau protein whey) yang memiliki risiko ledakan debu yang parah dan memerlukan kontrol sisa oksigen yang ketat, atau jika Anda mengemas makanan basah (seperti makanan hewan peliharaan atau makanan siap saji) yang membutuhkan sterilisasi retort yang ketat, terobsesi dengan mesin penyegel mandiri adalah latihan yang sia-sia. Produk yang kompleks ini memerlukan pendekatan holistik yang mencakup pengisian kedap debu, pembilasan nitrogen vakum, dan penyegelan berintegritas tinggi yang semuanya bekerja secara serempak.
Tidak yakin apakah wadah unik Anda memerlukan konduksi, atau apakah wadah tersebut dapat dioptimalkan untuk induksi kecepatan tinggi?
Berhentilah menebak-nebak dengan parameter Anda. Kirimkan sampel wadah dan bahan Anda ke laboratorium pengemasan kami. Kami akan melakukan Uji Segel Kedap Udara yang komprehensif dan gratis serta menguraikan peta jalan yang dapat ditindaklanjuti untuk lini produksi Anda.
Hubungi Tim Kami


