Jahitan ganda bukan hanya penutup dalam industri pengalengan, tetapi juga merupakan penghalang terpenting antara produk Anda dan dunia luar. Dalam kasus produsen makanan, minuman, dan barang-barang industri, integritas produk dari jahitan ini menentukan umur simpan, keamanan, dan reputasi merek.
Namun demikian, sebagian besar manajer kendali mutu dan teknisi lini memandang masalah inspeksi jahitan ganda dari perspektif reaktif. Mereka sangat memperhatikan cacat jahitan ganda-mereka mencatat pengukuran, mencatat kegagalan, dan membuang produk. Pengukuran bukanlah jawabannya, meskipun pengukuran merupakan bagian penting dari proses kontrol kualitas.
Untuk mendapatkan hasil tanpa cacat, Anda perlu mengubah pola pikir Anda terhadap inspeksi menjadi optimalisasi. Data dari pemeriksaan jahitan ganda bukan hanya nilai lulus/gagal, tetapi juga merupakan laporan diagnostik tentang kesehatan mesin jahitan Anda. Setiap perubahan pada ketebalan jahitan, tumpang tindih, atau panjang pengait bodi merupakan indikasi langsung bahwa bagian mekanis tertentu, roller, pengangkat, atau pencekam jahitan, perlu diganti.
Panduan ini ditujukan kepada manajer produksi dan insinyur yang ingin menjembatani kesenjangan antara data pemeriksaan jahitan dan mekanika mesin. Kita akan melihat cara untuk mengubah pengukuran kualitas produk menjadi perubahan mekanis yang dapat diimplementasikan, sehingga lini produksi Anda akan bekerja dengan akurat dan efisien.
Definisi Inti dari Jahitan Ganda
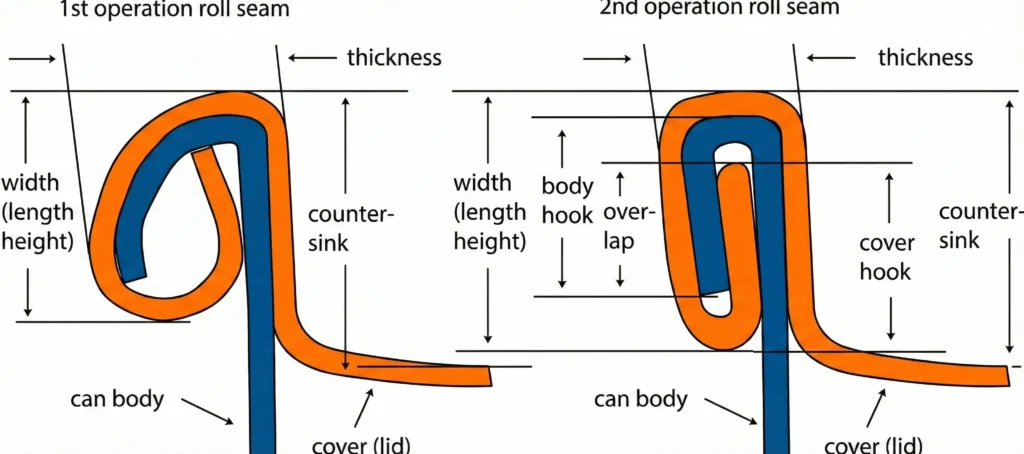
Jahitan ganda adalah segel kedap udara yang dibuat dengan cara mengaitkan 5 lapisan logam secara mekanis. Lapisan-lapisan ini terdiri dari tiga lapisan ujung kaleng (tutupnya) dan dua lapisan badan kaleng. Pada dasarnya, potongan-potongan logam ini harus dilipat dengan benar untuk mencegah kebocoran.
Proses pelipit berlangsung dalam dua operasi. Struktur awal dibuat dengan melingkarkan kait penutup di sekeliling kait bodi pada operasi pertama. Lapisan-lapisan ini dirapatkan untuk membentuk segel kedap gas pada operasi kedua. Saling mengunci secara mekanis inilah yang perlu dipahami untuk mendiagnosis kegagalan jahitan. Seandainya tumpang-tindih fisik dari kelima lapisan ini tidak cukup, atau formasi operasi kedua terlalu longgar, Anda akan mendapatkan jahitan ganda yang bocor.
Bagaimana Cara Memeriksa: Metode Visual vs. Metode Destruktif
Kontrol kualitas harus dilakukan dalam dua tahap: pertama, inspeksi visual non-destruktif secara teratur untuk mendeteksi kegagalan berat, dan kedua, uji destruktif secara berkala untuk memastikan integritas internal dengan menggunakan peralatan inspeksi jahitan khusus.
- Inspeksi Visual (Non-Destruktif)
Frekuensi: Setiap 15-30 menit di stasiun seaming.
Tujuan: Untuk mendeteksi kerusakan mesin yang parah atau "Drift" cukup dini sebelum menjadi kritis.
Operator seharusnya memutar kaleng secara fisik dan menyentuh jahitannya. Anda sedang mencari:
- Terkulai: Proyeksi jahitan yang mulus ke bawah pada persilangan.
- Vee: Proyeksi berbentuk "V" yang tajam, sering kali mengindikasikan jahitan operasi pertama yang longgar.
- Jahitan yang tajam: Tepi tajam di tepi atas badan kaleng di dalam bagian atas jahitan (menunjukkan masalah chuck).
- Skidders/Deadheads: Bukti bahwa kaleng tergelincir selama proses double seaming.
- Inspeksi Pembongkaran (Destruktif)
Frekuensi: Pada awal shift (Pertama), pergantian shift, dan setiap 4 jam sekali.
Tujuan: Untuk mengukur komponen jahitan ganda internal dan peringkat kekencangan.
Prosedur:
- Perpisahan: Dengan gergaji jahitan khusus, potong penampang jahitan. Hal ini memungkinkan Anda untuk meletakkan kaleng pada peralatan pemeriksaan jahitan kaleng untuk mengukur Overlap, Body Hook, dan Cover Hook.
- Pengupasan: Lepaskan sisa pengait penutup dari badan kaleng dengan menggunakan pengupas jahitan (atau penjepit).
- Peringkat Kekencangan: Periksa bagian dalam pengait badan kaleng dan pengait penutup yang sudah dilepas. Anda akan menemukan beberapa operasi jahitan yang meninggalkan kerutan. Kesan jahitan yang signifikan sering kali merupakan pertanda baik.
- Tidak ada kerutan (Kekencangan 100%): Ideal (atau bahkan terlalu ketat).
- Sedikit kerutan (Kekencangan 90%): Indikasi normal dari kekencangan yang memadai.
- Kerutan dalam yang meluas ke bagian bawah (Longgar): GAGAL.
Menghubungkan Metrik Inspeksi dengan Mekanika Mesin Seaming
Sekarang setelah Anda memiliki pengukuran, bagaimana Anda menggunakannya?
Jahitan Anda harus memiliki rentang toleransi tertentu agar sesuai dengan persyaratan peraturan seperti FDA (21 CFR 113) atau standar industri seperti ISBT. Namun, melihat angka di luar spesifikasi bukanlah setengah dari perjuangan. Anda harus tahu baut apa yang harus diputar.
Standar Industri yang penting (Zona Aman) secara langsung dipetakan ke Komponen Mesin yang mengendalikannya dalam tabel berikut. Ini adalah alasan diagnostik utama Anda untuk kualitas jahitan ganda.
| Parameter & Zona Aman (Standar) | Definisi & Mengapa Penting | Mengontrol Bagian Mesin |
| Pengait Tubuh(Spesifikasi ± 0,15 mm) | Def: Flensa ditekuk ke bawah. Kekritisan: Penting untuk menciptakan struktur interlock. | Gulungan operasi pertama (Tinggi dan kedalaman alur). |
| Tumpang tindih(> 1,0 mm / 0,040 ″) | Def: Panjang interlock di antara kait. Kekritisan: Penghalang utama terhadap masuknya bakteri (Leakers). | Gulungan operasi kedua & Tekanan Pengangkat (Primer) Juga dipengaruhi oleh geometri Op 1. |
| Sesak(> 75% - 80%) | Def: Tidak adanya kerutan pada kait penutup. Kekritisan: Memastikan senyawa penyegel mengisi rongga. | Profil gulungan operasi kedua (Pengaturan kekencangan dan tekanan pegas). |
| Countersink(Spesifikasi ± 0,15 mm) | Def: Kedalaman dari bagian atas jahitan ke lantai penutup. Kekritisan: Mempengaruhi kekuatan jahitan dan ketahanan terhadap tekanan. | Ketinggian & Keselarasan Chuck (dan kestabilan pegas Lifter). |
| Pengait Penutup (Spesifikasi ± 0,15 mm) | Def: Lengkungan tutup ditekuk ke atas. Kekritisan: Bekerja dengan Body Hook untuk membuat tumpang-tindih. | Gulungan operasi pertama (Berinteraksi dengan Chuck) |
Operasi Pertama: Membentuk Pengait (Pengait Badan & Penutup)
Jahitan ganda didasarkan pada operasi pertama. Operasi ini menentukan berapa banyak bahan yang tersisa untuk digunakan pada segel akhir. Khususnya, ini merupakan pengait bodi dan pengait penutup. Ini adalah dua struktur logam yang pada akhirnya harus terhubung satu sama lain. Jahitan operasi pertama yang baik sangat penting, jika terlalu pendek atau berubah bentuk pada tahap ini, operasi kedua tidak akan dapat menyelamatkan kaleng.
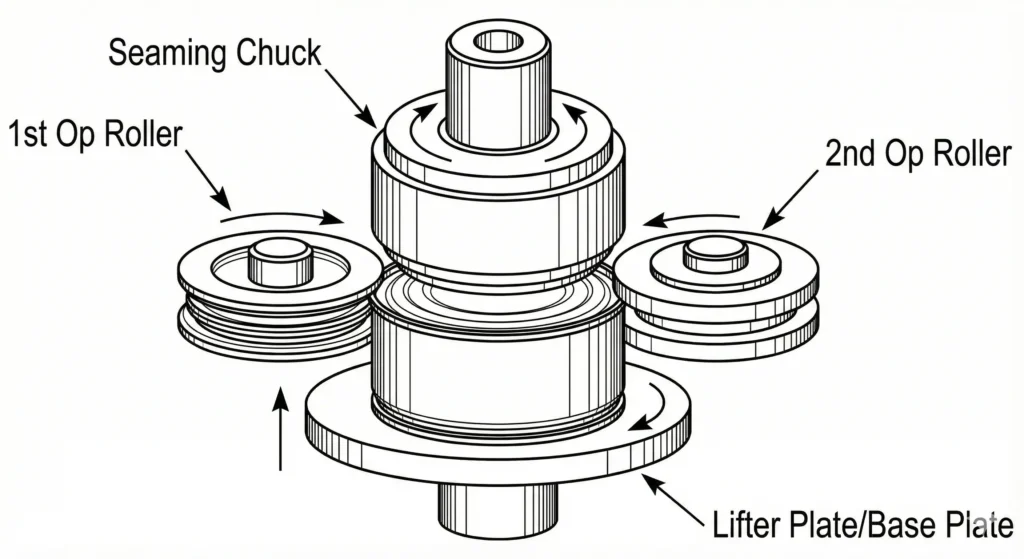
Pengait ini diproduksi oleh gulungan operasi pertama saja. Rol memaksa lengkungan tutup di bawah tepi flensa badan kaleng. Jumlah bahan yang ditekuk tergantung pada kedalaman rol dibandingkan dengan chuck (tinggi pin) dan profil alur rol.
Jika Body Hook Anda tidak konsisten, jangan melihat gulungan operasi kedua. Anda perlu memeriksa gulungan operasi pertama. Apakah rol bergoyang karena keausan bantalan? Apakah cam penggerak roller memberikan tekanan yang merata?
Operasi Kedua: Membuat Segel (Tumpang Tindih & Ketat)
Kaitnya longgar setelah dibentuk. Operasi kedua adalah penyebab tumpang-tindih (jarak penyegelan yang sesungguhnya) dan kekencangan jahitan (kompresi senyawa sealant). Tumpang-tindih tidak dapat diukur secara langsung tanpa memotong kaleng, tetapi dihitung dengan menggunakan panjang kait dan ketebalan jahitan. Kekencangan ditentukan dengan mengupas jahitannya dan memeriksa pengait penutup untuk melihat apakah ada kerutan.
Gulungan operasi kedua mengontrol hal ini. Profil rol ini lebih rata daripada rol pertama. Tugasnya adalah menghaluskan lipatan yang dibuat pada langkah pertama untuk menciptakan jahitan yang rapat.
Salah satu kesalahan yang sering dilakukan adalah menerapkan jumlah tekanan yang salah dalam hal ini untuk menutup kebocoran. Tekanan yang berlebihan dapat meregangkan logam secara berlebihan, menciptakan jahitan yang longgar atau mengurangi tumpang tindih (cacat yang dikenal sebagai penyetrikaan). Tujuannya adalah kompresi yang tepat. Hal ini melibatkan kepala seaming yang stabil. Ketika tekanan rol bervariasi sebagai akibat dari kontrol motor yang tidak efektif, maka Anda akan melihat kekencangan yang tidak merata dalam satu kali proses produksi.
Fondasi Struktural: Countersink & Tinggi Jahitan
Jarak antara bagian atas jahitan dan panel datar tutup adalah kedalaman countersink. Ukuran vertikal dimensi eksternal adalah tinggi jahitan.
Pengukuran ini adalah tanda-tanda stabilitas vertikal mesin Anda. Pencekam jahitan (Press Head) dan Pengangkat (Base Plate) mengendalikannya.
Tutupnya dipegang oleh pencekam dan badan kaleng didorong ke atas oleh pengangkat. Jika pegas pengangkat terlalu lemah, kaleng akan tergelincir atau jatuh ke bawah dalam pelipit, dan pengait bodi akan menjadi panjang dan tinggi pelipit menjadi pendek. Kecuali jika chuck berada di tengah-tengah rol dengan sempurna, Countersink tidak akan rata di sekeliling diameternya.
Panduan Pemecahan Masalah: Mendiagnosis Kesalahan Mesin Dari Data Inspeksi
Cacat yang terdeteksi oleh peralatan inspeksi akan menyebabkan lini produksi berhenti. Semakin cepat Anda mengidentifikasi penyebab masalah, semakin sedikit Anda membayar dalam hal waktu henti. Berikut ini adalah peta jalan untuk menerjemahkan data cacat umum ke dalam solusi mekanis.
| Cacat Terdeteksi | Kemungkinan Penyebab Mekanis |
| Jahitan Tajam | Chuck disetel terlalu rendah atau bibir chuck aus. |
| Tumpang Tindih Rendah | Operasi kedua gulung longgar atau tekanan pengangkat rendah. |
| Jahitan Palsu | Flensa yang rusak atau Bantalan bermain (goyangan). |
| Kepala Mati (Skidder) | Tekanan pengangkat terlalu rendah atau Chuck tergelincir. |
Memperbaiki Jahitan Tajam dengan Menyesuaikan Keselarasan Chuck
Kita bisa merasakan ujung yang tajam di tepi bagian dalam atas jahitan. Hal ini berbahaya bagi konsumen dan biasanya memotong jahitan yang mengakibatkan kebocoran seketika. Ini hampir selalu merupakan masalah Chuck.
- Periksa Penjajaran Vertikal: Chuck mungkin terlalu rendah dalam kaitannya dengan rol. Hal ini menyebabkan logam menekuk di atas bibir pencekam terlalu keras. Anda harus meningkatkan pengaturan ketinggian pin.
- Periksa Keausan: Periksa bibir pencekam. Jika ujungnya terkelupas atau aus secara tidak merata, maka akan memotong logam.
Mengatasi Tumpang Tindih Rendah melalui Kekencangan Rol
Komputasi mengindikasikan bahwa tidak ada tumpang-tindih yang cukup (kurang dari 1,0 mm, atau apa pun standar Anda). Hal ini mengisyaratkan bahwa kait tidak mengait cukup dalam. Hal ini melibatkan verifikasi beberapa langkah, dan sering kali memeriksa jari-jari pengait penutup.
- Periksa Tekanan Pengangkat: Ketika kaleng meluncur ke bawah, pengait bodi tidak terbentuk. Berikan lebih banyak tegangan pada pegas di pelat dasar.
- Sesuaikan Gulungan Operasi Kedua: Apabila kait tidak tumpang tindih tetapi cukup panjang, rol operasi kedua tidak dapat mendorong cukup dalam. Rol harus dikencangkan untuk memastikan tonjolan tekanan yang terlihat.
- Peringatan: Jangan mengencangkan secara berlebihan. Pengencangan yang berlebihan akan menyebabkan peregangan logam dan pengurangan tumpang-tindih. Ini adalah keseimbangan yang baik yang membutuhkan rangka mesin yang stabil.
Memperbaiki Jahitan yang Salah: Masalah Bantalan dan Flensa
Jahitannya tampak sempurna di luar, tetapi setelah dibongkar, ternyata pengait bodi dan pengait penutupnya tidak bersentuhan. Kaleng tidak disegel. Ini adalah kegagalan keamanan yang serius. Hal ini biasanya disebabkan oleh slop mekanis atau ketidaksejajaran dalam siklus.
- Periksa Bantalan: Ketika bantalan rol bermain-main, rol dapat memantul kembali ketika menyentuh lapisan kaleng, dan tidak akan menekan.
- Periksa Infeed: Jika flens kaleng tertekuk sebelum menyentuh seamer, pengaitnya tidak akan masuk. Periksa roda bintang dan pengaturan waktu menara.
Protokol Kualitas Terpadu: Alur Kerja Penyiapan & Inspeksi Harian
Rutinitas adalah konsekuensi dari konsistensi. Untuk mengurangi cacat, Anda harus menjadikan pemeriksaan jahitan ganda sebagai bagian dari alur kerja penyiapan mesin harian Anda. Protokol ini membawa Anda keluar dari bisnis menangkap kaleng yang buruk ke bisnis mencegah kaleng yang buruk.
Tahap 1: Pemeriksaan Mesin Sebelum Memulai (Metode Visual)
Operator harus melakukan audit visual sebelum mesin menjalankan satu kaleng. Yang diukur bukanlah kalengnya, tetapi kesiapan alat beratnya.
- Pemeriksaan Puing-puing: Periksa rol dan chuck untuk melihat apakah ada debu atau pernis aluminium. Debu ini akan mengubah diameter efektif perkakas dan mengubah dimensi jahitan.
- Kondisi Perkakas: Periksa secara visual apakah ada serpihan pada bibir chuck.
- Pelumasan: Lumasi semua bagian yang bergerak.
Tahap 2: Kalibrasi "Pertama Kali" (Metode Destruktif)
Jangan memulai produksi penuh tanpa pembongkaran menggunakan alat inspeksi jahitan yang tepat.
- Pemanasan: Jalankan mesin selama 5-10 menit. Pelipit sedikit mengembang saat dipanaskan; pengaturan yang dibuat pada mesin yang dingin akan melayang.
- The Tear Down: Ambil 3 kaleng pertama secara berurutan. Lakukan uji destruktif penuh.
- Kalibrasi: Apabila kekencangannya tidak 100% (atau standar Anda), ubahlah gaya pegas rol operasi ke-2 sekaligus. Jangan lanjutkan sampai sampel yang pertama sempurna.
Tahap 3: Pemantauan Interval (Pemantauan Non-Rusak & Pengambilan Sampel)
Ketika produksi dimulai, Anda tidak dapat membongkar semua kaleng.
- Frekuensi: Periksa setiap 30 menit pada saluran berkecepatan tinggi (seperti model 50 kaleng/menit). Untuk saluran yang lebih lambat, satu jam saja sudah cukup.
- Pencatatan Data: Dokumentasikan interval ini. Bila Anda melihat adanya tren (misalnya, ketinggian jahitan secara bertahap naik), maka itu berarti mesin melayang (mur pengunci mungkin longgar atau pegas pengangkat memanas).
Memilih Alat Inspeksi untuk Kalibrasi Mesin Cepat
Alat bantu manual dan sistem otomatis sering kali menjadi bahan perdebatan. Kami merekomendasikan agar klien memilih alat sesuai dengan kecepatan umpan baliknya, bukan teknologinya. Hal ini bertujuan untuk memastikan bahwa data tersedia bagi operator dengan segera sehingga ia dapat melakukan penyesuaian pada alat berat.
- Alat Manual (Mikrometer/Kaliper):
- Kelebihan: Murah, tahan lama.
- Kekurangan: Subyektif (diukur secara berbeda oleh operator yang berbeda), lambat, dan perekaman data secara manual.
- Use Case: Terbaik untuk startup bervolume rendah atau sebagai cadangan.
- Sistem Penglihatan Otomatis (Pemantau Jahitan):
- Kelebihan: Penyimpanan data digital yang objektif dan sangat cepat.
- Kekurangan: Biaya awal yang lebih tinggi.
- Use Case: Penting untuk setiap lini produksi yang serius di mana penelusuran diperlukan.
Alat yang paling berguna adalah alat yang sesuai dengan alur kerja Anda. Unit pemeriksaan otomatis seharga 50.000 dolar tidak ada gunanya jika datanya disimpan di kantor komputer. Seamer harus berada di samping monitor. Ketika sistem memberi sinyal Low Body Hook, operator harus menyadari bahwa dia harus memeriksa roller operasi pertama.
Jangan pernah berinvestasi terlalu banyak pada teknologi yang tidak Anda perlukan, tetapi jangan pernah kurang menentukan kontrol kualitas Anda. Protokol produsen kerajinan yang menyegel 20 kaleng per menit tidak sama dengan pabrik minuman yang menyegel 500 kaleng.
Matriks berikut ini dapat digunakan untuk mengidentifikasi pengaturan inspeksi yang tepat untuk digunakan pada tingkat produksi Anda:
| Skala Produksi | Keluaran Khas (CPM) | Pengaturan Inspeksi yang Direkomendasikan | Proposisi Nilai |
| Jalur Mikro / Percontohan | <15 CPM | Mikrometer Manual + Gergaji Jahitan | Biaya Modal Rendah: Ideal untuk bisnis di mana operator memiliki banyak waktu untuk mengukur kaleng secara manual di antara siklus. |
| UKM / Menengah | 20 - 80 CPM | Monitor Jahitan Video Desktop (VSM) | Akurasi & Kecepatan: Menyediakan jejak audit digital yang diperlukan dan menghilangkan kesalahan operator tanpa biaya otomatisasi inline. |
| Volume Tinggi | 100+ CPM | X-Ray Sebaris atau Penglihatan Otomatis Penuh | Pengambilan Sampel Waktu Nyata: Diperlukan ketika produksi bergerak terlalu cepat untuk pengambilan sampel oleh manusia; mendeteksi pergeseran statistik secara instan. |
Kesimpulan
Inspeksi jahitan ganda bukanlah aktivitas pasif menulis angka, tetapi merupakan interaksi aktif dengan mesin Anda. Setiap mikron variasi dalam catatan inspeksi Anda adalah gumaman mesin Anda yang memberi tahu Anda apa yang diinginkannya, apakah itu pengaturan roller, pegas, atau chuck.
Namun demikian, mesin berkualitas tinggi adalah dasar dari jahitan yang sempurna. Seamer yang tidak kaku secara struktural atau memiliki presisi komponen, tidak dapat diperbaiki dengan penyesuaian apa pun.
Di Levapack, kami tidak hanya menjual mesin; kami memberikan stabilitas. Dengan komponen mesin CNC yang akurat hingga 2μm, kontrol servo premium, dan konstruksi baja tahan karat tugas berat, solusi pengalengan khusus kami dibuat untuk mempertahankan pengaturannya setiap saat. Kami mendukung produsen di lebih dari 100 negara, membantu mereka beralih dari mengatasi masalah cacat hingga mengoptimalkan produksi.
Apakah Anda lelah terus-menerus mengutak-atik peralatan lama hanya untuk lulus inspeksi jahitan?
Hubungi Levapack hari ini. Mari kita bahas solusi pengalengan presisi tinggi tanpa cacat yang disesuaikan dengan produk dan tata letak pabrik Anda. Dari bubuk hingga pasta, kami memiliki keahlian teknik untuk memastikan kesuksesan Anda.



